盘式刀库随机换刀的程序设计(FANUC系统)
加工中心自动换刀系统设计(盘式)
本科毕业设计(论文)题目加工中心自动换刀系统设计(盘式)——刀库系统学院名称机械与动力工程学院专业名称机械设计制造及其自动化年级班级学生姓名指导教师2017年5月目录前言1.加工中心概述 (1)1.1加工中心发展现状和发展趋势 (1)1.2加工中心的特点 (2)1.3加工中心的分类 (3)1.4加工中心的结构 (5)1.5加工中心刀库及自动换刀装置 (6)1.5.1加工中心刀库形式 (6)1.5.2加工中心的自动换刀装置 (8)1.5.3刀库结构及换刀过程 (9)2.刀库传动设计…………………………………………………………………2.1电动机的选择…………………………………………………………2.1.1初选电动机………………………………………………………2.1.2校核电动机………………………………………………………2.2运动和动力参数计算……………………………………………2.3蜗杆传动设计…………………………………………………………2.3.1蜗杆传动的选择…………………………………………………2.3.2蜗杆传动的主要参数及几何尺寸计算…………………………2.3.3校核齿根弯曲疲劳强度…………………………………………2.3.4验算蜗杆传动的效率、润滑及热平衡……………………………2.3.5蜗杆和蜗轮的结构设计…………………………………………2.4传动轴设计…………………………………………………………2.4.1轴的材料…………………………………………………………2.4.2蜗杆轴的结构设计………………………………………………2.4.3蜗轮轴的结构设计………………………………………………2.4.4轴系零、部件的校核………………………………………………3.刀库结构设计………………………………………………………………3.1刀盘设计………………………………………………………………3.2刀库设计………………………………………………………………4.液压系统的设计……………………………………………………………4.1液压缸的载荷计算…………………………………………………4.2液压缸的主要参数计算……………………………………………结论…………………………………………………………………………………致谢…………………………………………………………………………………参考文献…………………………………………………………………………前言目前机床发展的主要趋势是加工中心,其在机械制造业中得到了大规模的应用,而且加工中心还在不断地向高速化、高效率、高精度的目标发展着,在机床结构方面,多轴化、复合加工等方面的创新也日趋活跃。
盘式刀库随机换刀的程序设计(FANUC系统)
摘要:采用PLC控制程序和宏程序(固定换刀循环程序)组成的两部分完成复杂的刀库随机换刀控制程序是比较有效的方法。
机床是制造机器的机器,机床工业的技术水平决定着装备制造业乃至整个国民经济的技术水平。
马克思在《资本论》中有一段论述:"大工业必须掌握这特有的生产资料,即机器的本身,必须用机器生产机器。
这样,大工业才能建立起与自己相应的技术基础,才得以自立"。
我国数控技术及其数控机床设备在各工业部门中应用的整体水平与工业发达国家相比还有一定差距。
为了实现"十一五"规划的发展目标,进一步发展我国的装备制造业,加快机床的数控化,对各行各业尤其对于加工批量零件、关键零件和形状复杂零件的行业,如航空、电力、船舶、模具制造业等都具有十分重要的意义。
数控机床尤其是加工中心的PLC控制程序设计是比较复杂的。
因为加工中心自动换刀的控制程序是一个比较复杂的控制过程。
按自动换刀方式通常可以分为随机换刀和固定换刀两种方式。
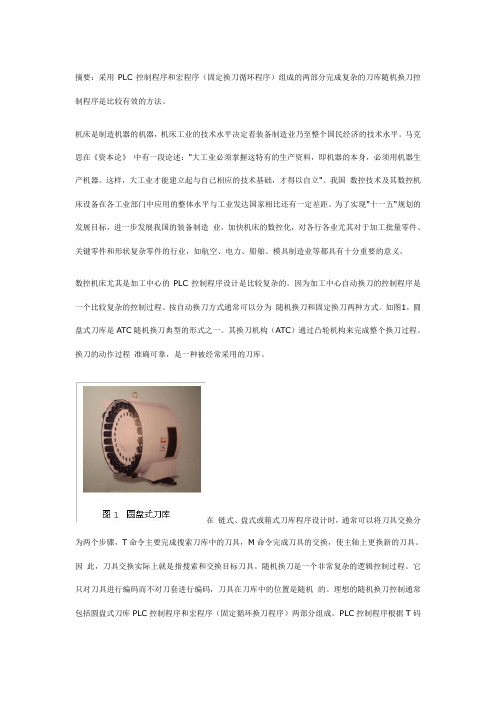
如图1,圆盘式刀库是ATC随机换刀典型的形式之一。
其换刀机构(ATC)通过凸轮机构来完成整个换刀过程。
换刀的动作过程准确可靠,是一种被经常采用的刀库。
在链式、盘式或箱式刀库程序设计时,通常可以将刀具交换分为两个步骤,T命令主要完成搜索刀库中的刀具,M命令完成刀具的交换,使主轴上更换新的刀具。
因此,刀具交换实际上就是指搜索和交换目标刀具。
随机换刀是一个非常复杂的逻辑控制过程。
它只对刀具进行编码而不对刀套进行编码,刀具在刀库中的位置是随机的。
理想的随机换刀控制通常包括圆盘式刀库PLC控制程序和宏程序(固定循环换刀程序)两部分组成。
PLC控制程序根据T码完成搜索刀库中的刀具,NC宏程序完成刀具交换的整个过程。
1随机换刀PLC程序设计以XH716加工中心(FANUC 数控系统)圆盘式刀库为例,刀库刀具交换的PMC控制程序设计主要考虑搜索目标刀具在刀库上的刀套位置、大小刀具管理和判别、刀库旋转方向(目标刀套最短路径)的判别、刀具数据的刷新和管理以及可预选刀具(主要为了可以缩短换刀时间),从而完成目标刀具的搜索,为刀具交换作准备。
加工中心自动换刀系统设计(盘式)—刀库设计
加工中心自动换刀系统设计(盘式)—刀库设计刀库是自动换刀装置中最主要的部件之一,其容量、布局以及具体结构对加工中心的设计有很大影响。
16刀刀库是在小型加工中心应用最为广泛,根据使用的场合和实际运用的要求,设计了相应的16刀的圆盘式刀库,并且对它的控制进行了一定的研究。
论文首先对16刀刀库总体设计方案进行阐述,阐述其各部件的工作原理,然后就刀库的结构设计与控制分章节对各个部分进行计算与设计。
刀库的结构设计是本文研究的重点,传动部分为蜗杆蜗轮的一种减速装置,对于该装置中的蜗杆、蜗轮以及相关的轴都进行了详细的计算;控制部分为刀库送刀部分,由液压控制和PLC控制完成。
绪论本章首先从数控机床的发展历程引出加工中心的发展趋势,再具体到本次设计针对的刀库的任务要求,明确了本设计任务的主要内容。
1引言1952年世界上出现了第一台数控机床,使多品种、中小批量的机械加工设备在柔性、自动化和效率上产生了巨大变革。
1958年第一台加工中心问世,它将多工序(铣、钻、镗、铰、攻丝等)加工集于一身;适应加工多品种和大批量的工件;增加机床功能(自动换刀、自动换工件、自动检测等),使自动化程度和加工效率上了一个新台阶;使无人化(或长时间无人操作)加工成为现实。
加工中心已成为柔性制造系统、计算机集成制造系统和自动化工厂的基本单元。
加工中心是数控机床的代表,是高新技术集成度高的典型机电一体化机械加工设备,受到世界各工业发达国家的高度重视,技术迅速发展,品种和数量大幅度增加,成为当今世界机械加工设备中最引人注目的一类产品。
1.1加工中心简介1.1.1加工中心的发展简史1952年世界上出现第一台数控机床,使多品种、中小批量的机械加工设备在柔性、自动化和效率上产生了巨大变革。
它用易于修改的数控加工程序进行控制,因而比大批量生产重使用组合机床生产线和凸轮、开关控制的专用机床有更大的柔性,容易适应加工件品种的变化,进行多品种加工。
它用数控系统对机床的工艺功能、几何图形运动功能和辅助功能实行全自动的数字控制,因为有更高的自动化程度和加工效率,大大改变了中小批量生产中普通机床占整个机械加工的状况。
发那科换刀程序

发那科换刀程序关于FANUC-0IMC加工中心的换刀可以由下面三种方法自动换刀:用M代码调用O9000号后的O9001-O9009和O9020-O9029程序自动换刀,分别对应的参数为P6071-P6079和P6080-P6089。
参数内的数字为0-999,且不能重复。
(一)先新建对应参数的的程序号,参数内的数字与所呼叫的M代码相同。
如下:(1)P6089为6 ;O9029。
(2)O9029#3=#4003;G91G30Z0;T#20;T#4020;M6;G#3;M99;注:次种换刀自动记忆G90/G91的模态,换刀后默认为程序上面的G90/G9 1,不必在下面为换刀后把G91转换为G90。
且如果用宏程序的话#203和#3不能用。
不然的话无法换刀和记忆模态。
(二)用T代码调用O9000号程序(1)P6001#5为1。
设定用T代码调用宏程序。
(2)O9000#3=#4003;G91G30Z0;T#149;M6;G#3;M99;注:次种换刀自动记忆G90/G91的模态,换刀后默认为程序上面的G90/G 91,不必在下面为换刀后把G91转换为G90。
屏蔽掉刀仓用T代码旋转,T代码直接为换刀指令。
如果不用大径刀的话,次种方法比较方便,主要适合自动编程后自动生成的程序。
(三)用G65调用宏程序换刀格式为G65T2P----关于FANUC-0IMC加工中心的换刀可以由下面三种方法自动换刀:用M代码调用O9000号后的O9001-O9009和O9020-O9029程序自动换刀,分别对应的参数为P6071-P6079和P6080-P6089。
参数内的数字为0-999,且不能重复。
(一)先新建对应参数的的程序号,参数内的数字与所呼叫的M代码相同。
如下:(1)P6089为6 ;O9029。
(2)O9029#3=#4003;G91G30Z0;T#20;T#4020;M6;G#3;M99;注:次种换刀自动记忆G90/G91的模态,换刀后默认为程序上面的G90/G9 1,不必在下面为换刀后把G91转换为G90。
Fanuc系统刀库标准PMC程序1
FANUC系统刀库标准PMC程序用途:各类型刀库参考梯形图ID号:dwxc2008日期:文件使用的限制以及注意事项等文件版本更新的纪录修订日期版本号文件名称修订内容修订人2008年12月 1.0 FANUC系统刀库首次发布黄辉标准PMC程序目录1.刀库综述 (1)1.1 刀库结构 (1)1.2 换刀方法 (1)2.斗笠式刀库 (2)2.1 换刀流程和思路 (2)2.2 PMC结合宏程序实现 (3)2.2.1宏程序 (3)2.2.2 宏程序相关 42.2.3 PMC程序 5 3.机械手臂刀库式刀库 (21)3.1 换刀流程和思路 (21)3.2 PMC实现 (22)3.2.1 参数 (22)4.车床用4/8工位电动刀塔 (24)1.刀库综述1.1 刀库结构根据刀具容量可分为盘式和链式刀库,链式刀库一般用于刀具较多的机床上,目前国内机床上使用较少。
根据刀库旋转动力可分为液压马达,普通电机,伺服电机,凸轮机械,无动力(靠主轴带动)等。
使用前两种方式的比较多,都使用感应开关计数,且控制方式相似。
近年来,由于伺服电机的优良控制特性,伺服电机也越来越多的使用在刀库的旋转控制中,控制方式主要有PMC轴控制,I/O Link轴控制两种。
1.2 换刀方法分为随机换刀和固定换刀。
刀盘分为斗笠式刀库和立式旋转式刀库等早期的以斗笠式刀库为多,且多为固定换刀,现在发展出来的斗笠式刀库也有带机械手的,一般来说是否带机械手是判断随机换刀还是固定换刀的重要依据。
1)随机换刀多在刀具较多的情况下采用,必须有机械手辅助,没有单独的还刀过程。
但数据表需要更新,刀具号和刀套号不是一一对应。
加工程序中使用M06T**,PLC或宏程序检测到M06信号脉冲和T信号脉冲,进行刀具检索,找到所需刀具的刀套位置,刀库旋转到要交换的刀套位置,刀具交换,数据表更新。
2)固定换刀是在刀具不多的情况采用,一般没有机械手,换刀时候,先还刀,再取刀。
刀具号和刀套号固定,不需要刀具检索,从哪个刀套取的刀具要还回原来的刀套上去。
加工中心自动换刀系统设计(盘式)——刀库设计开题报告

(4)直线式刀库 刀库容量少,一般在十几把左右,多用于自动换刀数控车床,钻床上也有采用。
目前常见的换刀机械手类型有:①单臂单手式机械手 结构较简单,换刀各动作均需顺序进行,时间不能重合,故换刀时间较长。
1958年,美国卡尼,特雷克(Kearney&Trecker)公司首次把铣、钻、镗等多种工序集中于一台数控机床上,通过换刀方式实现连续加工,成为世界上第一台加工中心。该产品出现后,销路惊人,引起了日、德、美、英、法、意等先进工业国家的高度重视,竞相开发生产,不断扩大和完善机床的功能,成为数控机床中发展最快、需求量最大的商品之一。如今,世界上出现了立式、卧式、龙门式、落地式等各种加工中心,据不完全统计,大约有1000多个品种规格。
二、国内外研究综述:
在加工中心中,刀库和机械手组成自动换刀装置(Automatic Tool Changer,简称ATC),而自动换刀装置的好坏,将直接影响加工中心的好坏,从目前情况看,加工中心的主机部分基本定型,变化不大,但自动换刀装置种类繁多,五花八门,是最难搞好的部分。它是加工中心的象征,又是加工中心成败的关键环节。因此各加工中心制造厂家都在下大力研制动作迅速、可靠性高的自动换刀装置,以求在激烈的竞争中取得好效益,正因为自动换刀装置是加工中心的核心内容,各厂家都在保密,极少公开有关资料,尤其机械手这部分更是如此。
[6] 林宋,田建君编.现代数控机床.北京:化学工业出版社,2003
[7] 曹秋霞,马国亮.小型立式加工中心圆盘式刀库的设计.机电产品开发与创新,2005
[8] 向金林.TH7130立式加工中心自动换刀系统的设计.装备制造技术,2006
盘式刀库就近选刀的程序设计
xx 学院本科毕业设计(论文) 题目:盘式刀库就近选刀的程序设计教学单位:机电工程系专业:机械设计制造及其自动化学号:姓名:指导教师:2012年5月摘要本设计研究的是盘式刀库的捷径方向选刀的程序设计,刀库的旋转控制是通过PLC来实现的,要成功的完成本次设计,就必须熟悉PLC的一些基本知识,及其相关的指令系统。
PLC具有系统构成灵活,扩展容易,以开关量控制为其特长;也能进行连续过程的PID回路控制;并使用方便,编程简单,系统开发周期短,现场调试容易能适应各种恶劣的运行环境,抗干扰能力强,可靠性强等优点。
有刀库和机械手组成的自动换刀装置(Automatic Tool Changer,ATC)是加工中心的重要组成部分。
加工中心上所需要更换的刀具较多,从十几把到几十把。
甚至上百把,故通常采用刀库形式,"圆盘刀库"一般俗称"盘式刀库",本次设计中盘式刀库装有16把刀。
关键词:PLC 刀库盘式刀库AbstractThe design of the study is the shortcut to the library disc knife knife program design direction choose, the sword the rotation of the library is controlled by PLC to implementation, for the successful implementation of the design, it must be familiar with PLC some basic knowledge, and related instruction system.PLC has a flexible system, expanding easy to switch quantity control for the specialty; Also the PID control loop constant process; And easy to use, simple programming and system development cycle is short, the commissioning easy to adapt to all kinds of bad operation environment, strong anti-interference, reliability, etc.A sword and robots library of Automatic change Tool device (Automatic Tool Changer, ATC) is an important part of the processing center. Processing center need the tool to replace is more, from teenagers to dozens of the. Even the hundreds, so usually by knife library form, "cutter disks library" general known as "disc knife library", in the design of the disc knife library contains 16 knife.Keywords: PLC knife library disc knife library目录前言 (1)1 PLC的基础知识 (2)1.1 PLC的产生 (2)1.1.1 起源 (2)1.1.2 发展 (2)1.2 PLC的定义 (3)1.3功能特点 (3)1.4 PLC的组成及其工作原理 (4)1.4.1PLC硬件结构基本上与微型计算机相同,基本构成为: (4)1.4.2工作原理 (5)1.5 PLC的分类及其应用领域 (6)1.5.1 可编程序控制器PLC的分类 (6)2 PLC的控制系统 (8)2.1 FX2N系列PLC的软元件 (8)2.1.1 FX2N系列PLC输入、输出继电器的编号及功能 (8)2.1.2 FX2N PLC辅助继电器M的编号及功能 (9)2.1.3 FX2NPLC状态S的编号及功能 (10)2.1.4 PLC数据寄存器D的编号及功能 (10)2.2 FX2N系列PLC的基本指令系统 (12)2.2.1 取指令与输出指令(LD/LDI/LDP/LDF/OUT) (12)2.2.2 触点串联指令(AND/ANI/ANDP/ANDF) (13)2.2.3 触点并联指令(OR/ORI/ORP/ORF (14)2.2.4 块操作指令(ORB / ANB) (14)2.2.5 置位与复位指令(SET/RST) (16)2.2.6 微分指令(PLS/PLF) (16)2.2.7 堆栈指令(MPS/MRD/MPP) (17)2.2.8 逻辑反、空操作与结束指令(INV/NOP/END) (18)2.3 梯形图编程规则 (19)3 刀库捷径方向选择刀具的PLC控制 (19)3.1 工艺要求及其相关硬件软件设计 (19)3.1.1 工艺要求 (19)3.1.2控制要求 (20)3.2流程图 (20)3.3 I/O分配 (21)3.4梯形图表示 (22)3.5 PLC程序工作原理 (26)4 FX2N在使用中应该注意的问题 (28)4.1 工作环境 (29)5 FX2N的故障诊断 (29)5.1电源指示([POWER]LED指示) (29)5.2出错指示 (30)5.2.1出错指示([EPROR]LED闪烁) (30)5.2.2出错指示([EPROR]LED灯亮) (30)5.3输入/输出指示 (30)5.3.1输入指示 (30)5.3.2输出指示 (30)结束语 (31)致谢 (32)参考文献 (33)前言数字控制是20世纪中期发展起来的一种自动控制技术,是用数字化信号进行控制的一种方法。
加工中心盘式刀库自动换刀控制系统设计

De i n o u oma i o l h n e o to y t m or sg na t t t o a g r n r I s e f c ie c n e c c c s ma h n e t r
第5 期 2 1 年 5月 01
文章编号 :0 13 9 (0 )5 0 3— 3 10 — 9 7 2 1 0 — 1 7 0 1
机 械 设 计 与 制 造
Ma h n r De in c i ey sg & Ma u a t r n f cu e 17 3
加 工 中心盘 式刀库 自动换 刀控 制 系统设计 米
0々∽ 0 ∽ 0 ∽ ∽ ∽ '∽ ∽ 0々∽ 0 ∽ 6 ∽ ∽ ∽ 0'∞ 0 ∽ ● ∽ 0' ∽ 0 ∽ 々 0々∽ 60∽ : 5 0々 0 : ∽ ∽ 々 0 0 0 ∽ 0 ∽ o ∽ 0 ∽ 々 0 0 0 0 0 0 0 ∞ ∽ 6 e
中图分 类号 : H1 , P 7 +4 文献标 识码 : T 6T 2 1. A
1 引言
.
工中心几乎是空 白, 而机械加工业 、 小型模具的制造 、 工科 院校 、 技工学校等对小型加工 中心存在着大量的需求目 。为了填补市场 的空白, 台自主研发制作 的微型立式加工中心应运而生 。加工 本 中心工作 台采用 — y双向精密数控工作台 ; 以进行 X、 Z三 可 Y、 个方向的进给; 配装 自动换 刀系统 , 可以完成铣 、 、 、 、 、 钻 扩 铰 锪 攻 丝等多种加工工序 , 体积小 、 紧凑 , 结构 不但可满足本科实验教学 的需要 , 还能进行小型板类、 盘类 、 叉架类和箱体类等复杂零件 的 多品种 中小批量加工。 整体结构 , 如图 1 所示 。 加工中心的关键技 术在于 自动换刀系统装置 。 针对 自主研发制作的微型立式加工 中
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要:采用PLC控制程序和宏程序(固定换刀循环程序)组成的两部分完成复杂的刀库随机换刀控制程序是比较有效的方法。
机床是制造机器的机器,机床工业的技术水平决定着装备制造业乃至整个国民经济的技术水平。
马克思在《资本论》中有一段论述:"大工业必须掌握这特有的生产资料,即机器的本身,必须用机器生产机器。
这样,大工业才能建立起与自己相应的技术基础,才得以自立"。
我国数控技术及其数控机床设备在各工业部门中应用的整体水平与工业发达国家相比还有一定差距。
为了实现"十一五"规划的发展目标,进一步发展我国的装备制造业,加快机床的数控化,对各行各业尤其对于加工批量零件、关键零件和形状复杂零件的行业,如航空、电力、船舶、模具制造业等都具有十分重要的意义。
数控机床尤其是加工中心的PLC控制程序设计是比较复杂的。
因为加工中心自动换刀的控制程序是一个比较复杂的控制过程。
按自动换刀方式通常可以分为随机换刀和固定换刀两种方式。
如图1,圆盘式刀库是ATC随机换刀典型的形式之一。
其换刀机构(ATC)通过凸轮机构来完成整个换刀过程。
换刀的动作过程准确可靠,是一种被经常采用的刀库。
在链式、盘式或箱式刀库程序设计时,通常可以将刀具交换分为两个步骤,T命令主要完成搜索刀库中的刀具,M命令完成刀具的交换,使主轴上更换新的刀具。
因此,刀具交换实际上就是指搜索和交换目标刀具。
随机换刀是一个非常复杂的逻辑控制过程。
它只对刀具进行编码而不对刀套进行编码,刀具在刀库中的位置是随机的。
理想的随机换刀控制通常包括圆盘式刀库PLC控制程序和宏程序(固定循环换刀程序)两部分组成。
PLC控制程序根据T码
完成搜索刀库中的刀具,NC宏程序完成刀具交换的整个过程。
1随机换刀PLC程序设计
以XH716加工中心(FANUC 数控系统)圆盘式刀库为例,刀库刀具交换的PMC控制程序设计主要考虑搜索目标刀具在刀库上的刀套位置、大小刀具管理和判别、刀库旋转方向(目标刀套最短路径)的判别、刀具数据的刷新和管理以及可预选刀具(主要为了可以缩短换刀时间),从而完成目标刀具的搜索,为刀具交换作准备。
无论是西门子(SIEMENS)数控系统还是发那科(FANUC)数控系统,它们接受的T码都是二进制数据格式。
因此在着手编制刀库PLC控制程序时首先考虑好选用功能指令的数据格式。
这样就能保证正确选用功能指令,避免功能指令数据格式的不一致性。
PMC有很多类型,如SA1 、SB7等,要正确理解PMC已有的回转控制如图2、数据检索如图3、逻辑乘如图4和变址修改如图5等功能指令的用途,充分掌握合理应用数据检索指令完成对目标刀具所在刀套号的搜索;用回转控制指令解决刀库旋转最短路径的判别;用逻辑乘和变址修改指令完成刀具交换后的数据刷新;用比较指令解决大小刀具的判别,这样就可以比较容易简化一些复杂的判别和逻辑控制的程序。
同时PMC控制程序还必须考虑一些必要的报警提示信息和必要的互锁条件:比如机械手不在原位Z轴必须锁住;刀套翻下时刀库不得旋转;主轴刀具未松开机械手不得交换等。
随机换刀要防止杜绝发生刀具交换不正确的乱刀现象,否则会发生由于刀具选错而使加工工件报废的可能。
2 NC 宏程序
NC宏程序可以进行赋值、判断、比较、跳转、各种运算和轴运动指令。
FANUC 0i数控系统系列的NC宏程序可以通过读取、运用系统变量( G54.0-G55.7对应的变量号:#1000-#1015;)将P MC程序中大小刀具交换的条件状态位作为换刀宏程序判断跳步执行的条件,通过用户宏程序和PM C之间的信号应答,非常容易地实现了大小刀具的随机换刀;通过对机床数据的设定可以非常容易地使得轴移动到固定换刀点;可以定义不同的M 辅助功能代码与PMC控制程序有机结合激活每一步换刀动作,整个换刀执行过程之间的复杂关系就十分简单明了。
使用系统变量和机床参数不仅是一个非常有效简捷的方法,而且可以简化PMC控制程序设计,最终共同完成复杂的刀具交换的过程。
下面是以XH716/XH718加工中心(FANUC 数控系统)为例的随机换刀宏程序
09002
N010 #101=#4001 (存储当前G00/01/02/03状态) ;
N020 #102=#4002 (存储当前G17/G18/G19状态) ;
N030 #103=#4003 (存储当前G90/91状态) ;
N035 IF[#1001 EQ 1] GOTO 270 ;#1001:FANUC 系统变量号,对应PMC G54.1
N060 G91G30 P2 Z0 M19 ;Z到第一换刀点, 参数#1241, 主轴定位,参数#4077 N070 M87 ;进入换刀模式
N080 M80 ;刀套倒刀
N090 G04 X1 ;延时
N100 M82 ;ATC扣刀
N120 M84 ;ATC交换刀具
N125 M85 ;主轴紧刀
N130 M86 ;ATC回原位
N140 M81 ;刀套回刀
N145 IF [#1000 EQ 0] GOTO 250 ;#1000:FANUC 系统变量号,对应PMC 54.0
N150 #4=#4120 ;# 4120:FANUC 模态信息的系统变量号,读入的T码赋给#4 N160 T#4 ;将赋给#4的T码再赋给T
N180 M80 ;刀套倒刀
N190 G04 X1 ;延时
N200 M82 ;ATC扣刀
N210 M83 ;主轴松刀)
N220 M84 ;ATC交换刀具
N225 M85 ;主轴紧刀
N230 M86 ;ATC回原位
N240 M81 ;刀套回刀
N250 G#101 G#102 G#103 ;恢复G代码
N255 M88 ;换刀结束
N270 #3000=1 ;#3000:FANUC 宏报警系统变量号显示屏显示M6 WITHOUT T CODE N280 M99 ;子程序返回
根据系统变量[#1000]的状态,当[#1000 EQ 0]时完成对小刀与小刀或大刀与大刀的一次交换;当[#1000 EQ 1]时完成对小刀与大刀或大刀与小刀的二次交换,因为该盘式刀库机械手拔刀到位时无检测信号装置。
宏程序中的主轴准停位置、换刀固定点无论是FANUC数控系统还是SIEMEN S数控系统都可以通过机床参数进行设定。
3结束语
随机换刀的控制过程是比较复杂的。
将宏程序与PLC程序有机结合使得机床的换刀过程控制更为方便、简捷。
PLC控制程序设计没有固定的模式。
参考吸收他人好的设计思路,经过自己的理解动手编制,并在数控机床上通过调试才会有更深刻的体会。
参考文献
[1]吴祖育,秦鹏飞主编.数控机床.上海科技出版社,2000.
[2]北京发那科编译. FANUC-梯形图语言编程说明书.
2007-11-9来源:《现代模具》作者:上海第三机床厂陈贤国。