螺纹车刀刀尖宽度的计算
车螺纹深度如何计算【干货技巧】

车螺纹深度如何计算内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公式外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。
公制螺纹(MM牙)牙深=0.6495*牙距P(牙角60度)内牙孔径=公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙) (公称直径20mm) (牙距2.5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙) (公称直径20mm) (牙距1.5mm)(统一标准螺纹)牙深=0.6495*(25.4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A 外牙公差配合等级)(1B 2B 3B 内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙 2级公差配合管螺纹(英制PT)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/16 3/4英吋管用,每英吋14牙管螺纹(PS直螺纹)(PF细牙)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹) 锥形管螺纹,锥度比1/163/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6 公称直径40mm 牙距6.0mm梯形螺纹(29度爱克姆螺纹)TW26*5 外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数 n = 25.4 / 牙距 P牙距 P = 25.4 / 每吋螺纹数 n因为工件材料及刀具所决定的转速转速 N = (1000周速 V ) / (圆周率 p * 直径 D ) 因为机器结构所决定的转速刀座快速移动的影响车牙最高转速 N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离 L1L1 = (牙距 P ) * (主轴转速 S ) / 500退刀最距离 L2L2 = (牙距 P ) * (主轴转速 S ) / 2000牙深及牙底径d 牙深 h =0.6495 * P牙底径 d =公称外径 D - 2 * h例题:车制外牙3/4"-10UNC 20mm长公制牙与英制牙的转换牙距 P = 25.4 / (吋螺纹数 n)P = 25.4 / 10 = 2.54mm因为工件材料及刀具所决定的转速外径 D = 3 / 4英吋 = 25.4 * (3/4) =19.05MM 转速 N = (1000周速V) / (圆周率 p * 直径 D )N = 1000V / pD = 1000 * 120 / (3.1416*19.05)=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速 N = 4000 / PN = 4000/2.54 = 1575 rpm综合工件材料刀具及机械结构所决定的转速 N = 1575 转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离 L1L1 = (牙距P) * (主轴转速S) / 500L1 = 2.54*1575/500=8.00mm退刀最小距离 L2L2 = (牙距P) * (主轴转速S) / 2000L2 = 2.54*1575/2000=2.00mm牙深及牙底径d 牙深径 d = 公称外径 D-2*h =19.05-2*1.65 = 15.75mm内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
数控车削普通螺纹压牙深计算公式的探讨

数控车削普通螺纹压牙深计算公式
数控车削普通螺纹,多采用螺纹车刀刀尖作为对刀位置,通常需要计算出螺纹的牙深,作为X方向进刀的坐标依据,通过对螺纹小径尺寸的控制,间接保证螺纹中径尺寸,普通螺纹主要几何参数的术语和定义,如图1所示。
图1
d--外螺纹大径; d1--外螺纹小径;d2--外螺纹中径;
P--螺距;H--原始三角高度;L--标准螺纹牙深
以外螺纹为例,普通螺纹的小径与其公称直径之间存在如下关系:d1=d﹣1.0825P,标准螺纹牙深为L=5/8H=0.5412P;数控车削中多使用机夹刀具和机夹刀片,其中机夹刀片存在刀尖圆弧半径R值,R值在车削中对螺纹牙深有影响,如图2所示,h=R,外螺纹牙顶到标准三角形底的尺寸是K=7/8H=0.7578P,因此数控车削普通螺纹牙深计算公式为L′=K﹣h =0.7578P﹣R,此时车出的牙底宽度不是P/4,也不是一个平面,而是以R为半径的中心角为90°的一段圆弧。
图2
数控车削普通螺纹内螺纹的特点与外螺纹类似,在此不再赘述。
目前使用的数控机加工类教材对外螺纹牙深计算公式并不统一,多以0.6495P作为牙深,其中参数0.6495应该来自于普通螺纹中径计算公式,d2=d﹣2×3/8H=d﹣0.6495P,综上所述,这个牙深计算方法应用于数控车削普通螺纹是错误的,在实践中证明也完全不可行,应当及时更正。
螺纹加工之切削计算公式
螺纹加工之切削计算公式什么是螺纹?螺纹是从外部或内部切入工件的螺旋线。
螺纹的主要功能是:•通过组合内螺纹产品和外螺纹产品形成机械连接。
•通过将旋转运动转换为线性运动传递运动,反之亦然。
•得到机械优点。
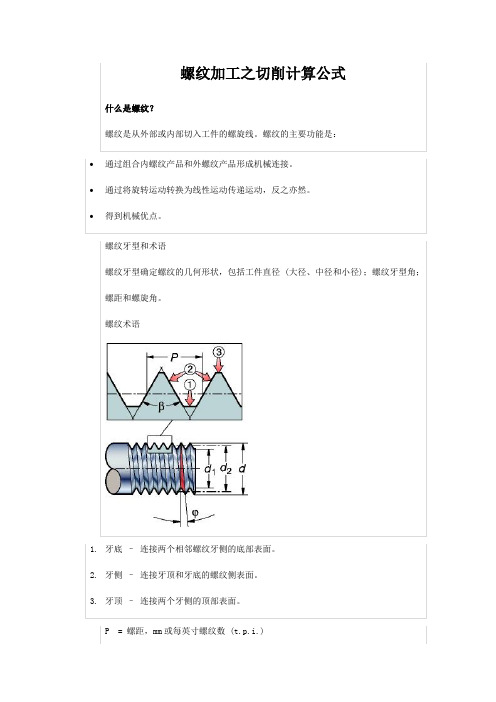
螺纹牙型和术语螺纹牙型确定螺纹的几何形状,包括工件直径 (大径、中径和小径);螺纹牙型角;螺距和螺旋角。
螺纹术语1.牙底–连接两个相邻螺纹牙侧的底部表面。
2.牙侧–连接牙顶和牙底的螺纹侧表面。
3.牙顶–连接两个牙侧的顶部表面。
P = 螺距,mm或每英寸螺纹数 (t.p.i.)ß = 牙型角ϕ = 螺纹螺旋升角d = 外螺纹大径D = 内螺纹大径d1 = 外螺纹小径D1 = 内螺纹小径d2 = 外螺纹中径D2 = 内螺纹中径中径,d2 / D2螺纹的有效直径。
大约在大径和小径之间一半的位置处。
螺纹的几何形状基于螺纹中径 (d, D) 和螺距 (P) :工件上沿着螺纹从牙型上的一点到相应的下一点的轴向距离。
这也可以看作是从工件绕开的一个三角形。
定义vc = 切削速度 (m/min) ap = 总的螺纹深度 (mm) nap = 总的螺纹深度 (mm) t.p.i. = 每英寸螺纹数进给量 = 螺距普通螺纹牙型适用于机械工业所有领域的一般性用途V型60°V型55°公制 (MM)UN燃气、水和污水的管道配件和连接件惠氏螺纹 (WH)NPT (NT)蒸汽、燃气和水管的管螺纹BSPT (PT)NPTF (NF)食品和消防行业的管连接件圆形 (RN)航天航空用螺纹MJUNJ (NJ)传动装置的螺纹梯形 (TR)ACME (AC)STUB-ACME (SA)油气API 60°V-0.038R、V-0.040 V-0.050API圆形60° (RD)API偏梯形 (BU)公式采用进刀量连续递减方式时,每次走刀进给量的计算公式。
示例:工况___________________________外螺纹加工螺距: 1.5 mmap: 0.94 mmnap: 6次走刀计算___________________________结果__________________________ 第1次走刀,进给量= 0.23 mm第2次走刀,进给量0.42 - 0.23 = 0.19 mm第3次走刀,进给量0.59 - 0.42 = 0.17 mm第4次走刀,进给量0.73 - 0.59 = 0.14 mm第5次走刀,进给量0.84 - 0.73 = 0.11 mm第6次走刀,进给量0.94 - 0.84 = 0.10 mm。
螺纹加工计算公式

螺纹加工计算公式螺纹加工是一种常用的加工方法,用于制造各种螺纹连接件。
螺纹加工的关键在于准确计算出所需的参数,以保证加工质量和精度。
下面将为大家介绍一些常用的螺纹加工计算公式。
首先,我们先来了解一下螺纹加工的一些基本概念。
螺纹是一种沿轴线方向连续旋转的曲线,常用于连接、传动和定位等功能。
常见的螺纹有三种基本类型:外螺纹、内螺纹和环缝(圆柱)螺纹。
螺纹的参数有很多,比如螺距、螺纹高度、公称直径等。
螺距是一种螺纹参数,表示螺纹上相邻两个螺纹齿的轴向间距,通常用P表示。
螺距的计算公式是螺纹高度除以螺纹的齿数。
螺纹高度可以通过公式H=2πr/N来计算,其中r表示半径,N表示齿数。
在螺纹加工中,常用到的一个重要参数是公称直径。
公称直径是指螺纹的理想圆柱直径,一般用D表示。
对于内螺纹来说,公称直径等于内螺纹的孔径;对于外螺纹来说,公称直径等于外螺纹的峰距。
在计算螺纹加工参数时,还需要考虑一些修正系数。
比如,修正系数是一种修正螺距的系数,通常用K表示。
修正系数的计算公式是螺距与公称直径的比值,即K=P/D。
修正系数的作用是校正由于切削刃形成的误差,以保证螺距的准确度和精度。
螺纹加工的计算还需要考虑到切削速度和进给量等参数。
切削速度是指切削工具与工件表面之间相对运动的速度,通常用V表示。
切削速度的计算公式是V=πDN/1000,其中D为公称直径,N为转速。
进给量是指切削工具在单位时间内在轴向方向上移动的距离,通常用F表示。
进给量的计算公式是F=V/1000×n,其中V为切削速度,n为转速。
在实际应用中,为了提高螺纹加工的效率和质量,还可以根据具体情况选择不同的进给方式和切削角度。
常见的进给方式有自动进给和手动进给两种。
自动进给可以通过机械传动来实现,可以提高加工效率和准确度;手动进给则需要操作人员手动控制,适用于小批量和修补加工。
切削角度是指切削工具相对于工件的角度,通常用α表示。
常见的切削角度有切入角、切削角和切出角等。
螺纹加工计算公式(一)
螺纹加工计算公式(一)
螺纹加工
1. 螺纹加工的基本概念
螺纹加工是指通过切削工具在工件上加工出螺纹的一种方法。
螺纹可用于连接、传动和定位等多种应用场景,因此螺纹加工常见于机械加工领域。
2. 常见螺纹加工计算公式
在螺纹加工中,我们常用以下计算公式来确定螺纹的参数。
螺距计算公式
螺距是指螺纹螺旋线上相邻两峰的距离,它是螺纹加工中的重要参数。
螺距的计算公式如下:
螺距 = 前进长度 / 圈数
螺纹高度计算公式
螺纹高度是指螺纹螺旋线上顶点到底点的距离。
螺纹高度的计算公式如下:
螺纹高度= (π * 直径) / 等级
螺纹进给量计算公式
螺纹进给量是指刀具在一个螺旋周期内的轴向位移。
螺纹进给量
的计算公式如下:
螺纹进给量 = 螺距 / 螺纹长
3. 螺纹加工计算实例
以下是一个螺纹加工计算的实例,以更好地理解上述公式的应用。
假设要加工一根直径为20mm、螺距为2mm、等级为6的外螺纹。
我们可以通过以下步骤来计算相关参数:
1.计算螺纹高度:
螺纹高度= (π * 直径) / 等级
= ( * 20) / 6
≈
2.计算螺纹进给量:
螺纹进给量 = 螺距 / 螺纹长
= 2 /
≈
通过以上计算,我们得知该外螺纹的螺纹高度约为,螺纹进给量
约为。
结论
螺纹加工是机械加工领域中常见的一种加工方法,通过以上列举的计算公式,可以帮助我们确定螺纹的相关参数,从而达到精确的加工效果。
数控_车床螺纹计算方式
)首先,是需要知道该1/2锥管螺纹的大径,小径,螺距,才能加工出来。
查锥管螺纹标准,可以知道其牙数14,螺距为1.814,牙高为1.162,大径为20.955,小径为18.631,基准距离的基本值为8.2mm,(最大为10,最小为6.4),如果是外锥螺纹时,还需要知道它的有效螺纹长度应不小于13.2(最长为15,最短为11.4)2)如何应用以上查得的参数,来应用于数控加工编程以外锥管螺纹1/2为例,把外锥螺纹想象成一个梯形,底朝左,顶朝右。
底端即为大端直径,记为D,顶端即为小端直径,记为d,大径在距离小端8.2mm的地方。
因为管螺纹锥度比=1:16 =(大D-小d)/锥轴线长,所以可以得到(20.955-d)/8.2=1/16,计算得到d=20.443;同理,有(D-20.443)/13.2=1/16,计算得到D=21.2683)利用计算得到的D,d,加工出螺纹的外锥,“梯形”的高暂定为13.2mm;4)计算出螺纹锥度R=(D-d)/2=0.413下面开始编程G92和G76均可以以G92为例进行说明编程如下(此处以广数980T为例,T0101M3S300G0Z5M8X24G92X20.568Z-13.2R-0.1413I14X19.968X19.468X19.068X19.058X19.038G0X100M5M9M30 数控车床数控小径数控车床怎样计算螺纹牙高…大径…小径…d的算法有很多种,根据不同的罗纹有不同的值。
下面我给你具体分开来算:1:公制螺纹d=D-1.0825乘P;2:55度英制螺纹d=D-1.2乘P;3:60度圆锥管螺纹d=D-1.6乘P;4:55度圆锥管螺纹d=D-1.28乘P;5:55度圆柱管螺纹d=D-1.3乘P;6:60度米制锥螺纹d=D-1.3乘P;注:d=螺纹小径,D=螺纹大径,P=螺距,H就是牙形高度粗牙就是M+公称直径(也就是螺纹大径)。
例如:M10,M16细牙就是M+公称直径乘螺距。
5-5车矩形、梯形和锯齿形螺纹

例5—4车削矩形30×6的丝杠,求矩 形螺纹基本要素的尺寸。
解:已知螺纹的公称直径为d=30mm,螺距 P=6mm,取ac=0.15mm。根据表5—11中的公式 h1=0.5P+ac=3mm+0.15mm=3.15mm d1=d-2h1=30mm-2×3.15mm=23.7mm b=0.5P+(0.02~0.04) =0.5×6mm+0.03mm=3.03mm a=P-b=6mm-3.03mm=2.97mm
(3)硬质合金梯形外螺纹车刀 为了提高效率, 在车削一般精度的梯形螺纹时,可使用硬质合金 车刀进行高速车削。图5—20所示为硬质合金梯 形外螺纹车刀的几何形状。 高速车削螺纹时,由于三个切削刃同时切削, 切削力较大,易引起振动;并且当刀具前面为平 面时,切屑呈带状排出,操作很不安全。为此, 可在前面上磨出两个圆弧,如图5—21所示。 (4)梯形内螺纹车刀 图5—22所示为梯形内螺 纹车刀,其几何形状和三角形内螺纹车刀基本相 同,只是刀尖角应刃磨成30°。
课程: 课程:车工工艺
§5-5车矩形、梯形和锯齿形螺纹
主讲: 适用班级: 时间:
矩形螺纹、梯形螺纹和锯齿形螺纹是应用很广泛 的传动螺纹,其工作长度较长,精度要求较高, 而且导程和螺纹升角较大,所以要比车削三角形 螺纹困难。 矩形螺纹、 一、矩形螺纹、梯形螺纹和锯齿形螺纹的基本要 素的计算 1、矩形螺纹基本要素的尺寸计算 、 矩形螺纹也称方牙螺纹,是一种非标准螺纹。因 此,在零件图上的标记为“矩形公称直径×螺 距”,如:矩形40×6。 矩形螺纹的牙型如图5—15所示,各基本要素的 计算公式见表5—11。
2、梯形螺纹的尺寸计算 、 梯形螺纹分米制和英制两种。我国常采用 米制梯形螺纹(牙型角为30°) 梯形螺纹的牙型如图5—16所示,梯形螺纹 基本要素的名称、代号及计算公式见表5— 12。
数控加工常用(螺纹)计算公式,简单易懂
数控加工常用(螺纹)计算公式,简单易懂数控加工常用(螺纹)计算公式,简单易懂奇趣科技国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mmM6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mmM6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.635 1、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径) 例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径) 六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径) 例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径) 七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13 八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2: 1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺纹车刀刀尖宽度的计算
螺纹车刀是机械加工中常用的一种切削工具,在加工螺纹时起到关键的作用。
螺纹车刀的刀尖宽度是其加工效果的一个重要指标,正确计算螺纹车刀刀尖宽度可以有效提高加工质量和效率。
本文将介绍螺纹车刀刀尖宽度的计算方法及其影响因素。
一、螺纹车刀刀尖宽度的定义
螺纹车刀刀尖宽度是指螺纹车刀刀尖上的最大切削宽度,也就是螺纹的宽度。
螺纹车刀的刀尖宽度对螺纹的精度和表面质量有很大的影响,因此在加工螺纹时需要特别注意。
二、螺纹车刀刀尖宽度的计算方法
螺纹车刀刀尖宽度的计算方法比较简单,一般可以通过以下公式来计算:
刀尖宽度=0.5×P×tan(30°)
其中,P为螺距,tan(30°)为30°角的正切值。
例如,当螺距P为1mm时,刀尖宽度=0.5×1×tan(30°)=0.5×1×0.577=0.2885mm。
需要注意的是,这个公式计算出的刀尖宽度只是一个理论值,实际加工中还需要考虑到螺纹车刀的磨损、刀具安装误差等因素。
三、影响螺纹车刀刀尖宽度的因素
1.螺距
螺距是影响螺纹车刀刀尖宽度的最主要因素。
一般来说,螺距越大,刀尖宽度就越大。
因此,在选择螺纹车刀时需要根据螺距的大小
来选择合适的刀具。
2.切削深度
切削深度也会影响螺纹车刀刀尖宽度,一般来说,切削深度越大,刀尖宽度就越大。
因此,在加工螺纹时需要根据螺纹的要求来选择合适的切削深度。
3.切削速度
切削速度对螺纹车刀刀尖宽度的影响也比较大。
当切削速度过快时,会导致刀具的磨损加剧,刀尖宽度也会相应增加。
因此,在加工螺纹时需要根据材料的硬度和刀具的材质来选择合适的切削速度。
4.切削液
切削液可以降低摩擦系数,减少刀具的磨损,从而影响螺纹车刀刀尖宽度。
一般来说,使用切削液可以减小刀尖宽度。
四、结论
螺纹车刀刀尖宽度的计算是加工螺纹的一个重要步骤,正确计算可以提高加工质量和效率。
在实际加工中,需要根据螺距、切削深度、切削速度等因素来选择合适的刀具和加工参数,从而得到理想的加工效果。