西门子plc的M点总是跳怎么回事
西门子PLC控制系统工作原理及常见故障分析

西门子PLC控制系统工作原理及常见故障分析西门子PLC控制系统是一种广泛应用于工业自动化领域的控制设备。
它采用可编程控制器(PLC)作为控制核心,运用硬件和软件技术实现对生产过程的自动控制。
其工作原理是通过感知外部输入信号,经过逻辑运算和程序计算,控制输出信号,实现对设备和生产过程的控制。
1. 输入模块:西门子PLC控制系统通过输入模块接收来自传感器、开关等设备的信号,转化为电气信号输入到PLC中。
2. 中央处理单元:PLC的中央处理单元(CPU)根据事先编写好的控制程序进行运算和逻辑判断,判断输入信号的状态并进行相应的处理。
3. 输出模块:PLC的输出模块接收中央处理单元的指令,将处理结果转化为电气信号控制输出设备,如马达、电磁阀等,实现对设备的控制。
4. 编程开发环境:在PLC控制系统中,可以通过编程开发环境进行控制程序的编写和调试,使系统能够实现特定的控制功能。
常见故障分析:1. 电源故障:西门子PLC控制系统的电源故障可能导致整个系统无法正常工作。
常见的电源故障包括电源断电、电源电压不稳定、电源接触不良等。
解决方法是检查电源供电情况,确保电源的正常运行。
2. 输入信号异常:输入模块接收到的信号异常可能导致PLC控制系统无法正确判断输入状态。
输入信号异常的原因可能是传感器故障、输入模块损坏等。
解决方法是检查输入信号源和输入模块的连接情况,确保信号的准确传递。
4. 程序错误:程序错误可能导致PLC控制系统无法正确执行控制逻辑。
程序错误的原因可能是程序编写有误、程序下载不完整等。
解决方法是检查程序的正确性,并重新下载正确的程序。
总结:西门子PLC控制系统通过感知输入信号,经过中央处理单元的处理,控制输出信号,实现对设备和生产过程的控制。
在使用过程中,可能出现电源故障、输入信号异常、输出信号异常和程序错误等故障。
通过仔细检查和排除故障原因,可以恢复PLC控制系统的正常工作。
西门子PLC控制系统工作原理及常见故障分析

西门子PLC控制系统工作原理及常见故障分析PLC(Programmable Logic Controller,可编程逻辑控制器)是一种常见的控制系统,它主要用于自动化控制领域。
西门子PLC控制系统是其中的代表之一,具有可编程性强、可靠性高、操作简便等特点。
本文将从西门子PLC控制系统的工作原理和常见故障两个方面进行介绍。
PLC控制系统主要由三个部分组成:输入模块、中央处理器(CPU)和输出模块。
输入模块将传感器等装置检测到的信号转换成数字信号输入到CPU当中,CPU根据预先编制的程序进行逻辑处理,再将处理结果通过输出模块输出到执行机构(如电机等)上。
具体来说,西门子PLC控制系统的工作流程如下:1.输入信号采集阶段输入模块将传感器等装置检测到的信号(如电压、电流等)转换成数字信号后输入到CPU当中。
2.逻辑处理阶段CPU读取输入信号的状态,并根据预先编制的程序进行逻辑处理,包括判断、计算、控制等。
3.输出信号输出阶段CPU将处理结果通过输出模块输出到执行机构(如电机等)上,控制执行机构进行工作。
4.系统反馈阶段执行机构工作后,系统将返回状态信号(如位置、速度等)给PLC控制系统,以便下一次的逻辑处理。
二、常见故障分析由于西门子PLC控制系统在工业控制中广泛应用,故障也时常发生。
常见故障有以下几种:1.输入模块故障输入模块可能出现断路、短路等故障,导致PLC无法正常采集输入信号。
此时需要检查输入模块连接处是否松动,线路是否损坏等。
2.中央处理器(CPU)故障如果CPU故障,PLC将无法正常进行逻辑处理,导致输出模块无法按照预期工作。
此时需要更换CPU或联系维修人员进行维修。
4.程序错误PLC控制系统的程序有可能出现错误,导致逻辑处理不正确或有误。
此时需要修改程序或重新编写程序。
综上所述,西门子PLC控制系统在工业生产中起到了非常重要的作用,但也有可能出现故障。
因此,及时检查设备状态,注意维护,加强培训教育,都是预防故障的有效措施。
西门子PLC控制系统工作原理及常见故障分析
西门子PLC控制系统工作原理及常见故障分析
PLC(可编程序逻辑控制器)是一种专业的工业自动化控制系统,广泛应用于自动化生产线、机械加工、装配流水线、输送系统等领域。
PLC控制系统的工作原理是将各种传感器信号通过输入模块输入到PLC中,经过PLC程序的处理,控制输出模块输出信号,从而实现对生产设备、机器人等的动作控制和管理。
常见的PLC控制系统故障大多是由于电气连接错误、程序错误、硬件故障等引起的,下面对常见的PLC控制系统故障进行分析。
1. 电气连接错误
电气连接错误是PLC控制系统故障的主要原因之一。
在安装PLC控制系统时,必须注意检查各个连接处是否正确连接,是否接触良好。
如果连接不良,可能会导致输入输出信号无法正常传输,从而造成设备停机等故障。
2. 程序错误
PLC控制系统的程序是由PLC编程软件编写的,并通过下载到PLC中进行控制。
程序错误是指程序编写中出现的逻辑错误和语法错误,这些错误可能会导致PLC控制系统无法正确运行。
另外,在编写程序时,应注意对输入信号和输出信号的处理逻辑,以确保PLC对设备的控制是准确和可靠的。
3. 硬件故障
硬件故障是PLC控制系统故障的常见原因之一。
硬件故障包括PLC模块的损坏、电源电压不稳定等。
当PLC模块损坏时,可能会导致控制系统无法响应输入信号,从而影响设备的运行。
此时,需要更换PLC模块,以恢复PLC控制系统的正常功能。
总之,PLC控制系统在工业自动化生产过程中发挥着极其重要的作用,合理使用和维护对于确保设备的正常运行和保障生产效率至关重要。
西门子PLC故障诊断简易教程

程序检查法
总结词
检查PLC的程序是否存在错误或异常 ,以确定故障原因。
详细描述
通过查看PLC的程序,检查程序逻辑 是否正确,是否存在死循环、错误指 令等问题;同时检查程序中是否有异 常的输入或输出。
模拟信号检查法
总结词
模拟输入信号,观察PLC的输出是否正常,以确定输入输出模块是否存在故障。
详细描述
BIG DATA EMPOWERS TO CREATE A NEW ERA
西门子PLC故障诊断简易教 程
汇报人:可编辑 2024-01-11
• PLC故障诊断基础 • 西门子PLC常见故障 • 西门子PLC故障诊断方法 • 西门子PLC故障诊断实例
目录
CONTENTS
01
PLC故障诊断基础
BIG DATA EMPOWERS TO CREATE A NEW
检查电源和通讯
检查PLC的电源和通讯是否正常 ,这是最基本的故障排查步骤 。
诊断软件和硬件
通过诊断软件检查PLC的软件系 统和硬件状态,确定故障的具 体位置。
修复或更换故障部件
根据故障的具体情况,修复或 更换故障部件,恢复PLC的正常
运行。
PLC故障诊断工具
诊断软件
示波器
西门子提供的诊断软件,可以检测PLC的硬 件和软件状态,帮助用户快速定位故障。
详细描述
通信故障可能由网络通信线缆损坏、通信端口设置不正确、通信协议不匹配等 因素引起。诊断时,应检查通信线缆是否完好,通信端口设置是否正确,以及 通信协议是否匹配。
输入/输出故障
总结词
输入/输出故障可能导致PLC无法接收外部信号或无法正确输出控制信号。
详细描述
输入/输出故障可能由输入/输出模块损坏、信号线连接不良、外部设备故障等因 素引起。诊断时,应检查输入/输出模块是否正常工作,信号线连接是否牢固, 以及外部设备是否正常工作。
西门子PLC故障分析及屏蔽防护

西门子PLC故障分析及屏蔽防护西门子PLC(可编程逻辑控制器)是广泛应用于工业自动化领域的重要设备,它可以实现工业生产中的自动化控制和监控。
与其他设备一样,PLC也会出现故障,影响生产效率。
本文将介绍西门子PLC常见故障的分析及屏蔽防护方法。
一、西门子PLC常见故障分析1. 电源问题:PLC的电源问题是常见的故障之一。
可能是因为电源电压不稳定、电源线路接触不良或者电源模块故障导致的。
为了解决这个问题,可以采取及时维修电源线路、更换电源模块等措施。
2. 输入/输出模块故障:因为输入/输出模块在工业控制过程中起着至关重要的作用,一旦出现故障,将会导致生产中断。
常见的问题有输入/输出模块接触不良、线路短路、模块元件损坏等。
可以通过检查线路连接是否牢固、更换模块元件等方法来解决。
3. CPU故障:PLC的中央处理器是整个系统的核心部件,一旦出现故障将导致整个系统停止工作。
CPU故障的原因可能是因为CPU芯片损坏、程序不当导致的死循环等。
解决方法是更换CPU芯片、重新编写程序等。
4. 程序错误:程序错误是PLC故障的常见原因之一,可能是因为程序编写不当、逻辑错误、变量赋值错误等导致的。
解决方法是通过程序调试工具进行逐步排查错误,并对程序进行修正。
5. 网络通讯故障:PLC系统中常常涉及到多个设备之间的通讯,一旦出现网络通讯故障,将会导致整个系统不协调。
可能的原因是网络线路连接故障、通讯协议不匹配等。
解决方法是检查网络连接情况、更新通讯协议等。
二、西门子PLC故障屏蔽防护方法1. 定期维护:定期维护是避免PLC故障的重要手段。
包括对设备的清洁、线路的检查、程序的优化等。
定期维护可以减少设备使用中的故障率,保障生产的稳定进行。
2. 合理设计:在进行PLC系统的设计时,应该充分考虑设备的可靠性、稳定性,并选用高品质的设备。
合理的设计可以减少系统故障的发生,提高整体的工作效率。
3. 环境保护:PLC设备应该放置在通风、干燥、无腐蚀气体的环境中,避免因为恶劣的环境导致设备故障。
西门子S7-200PLC模拟量波动问题解决
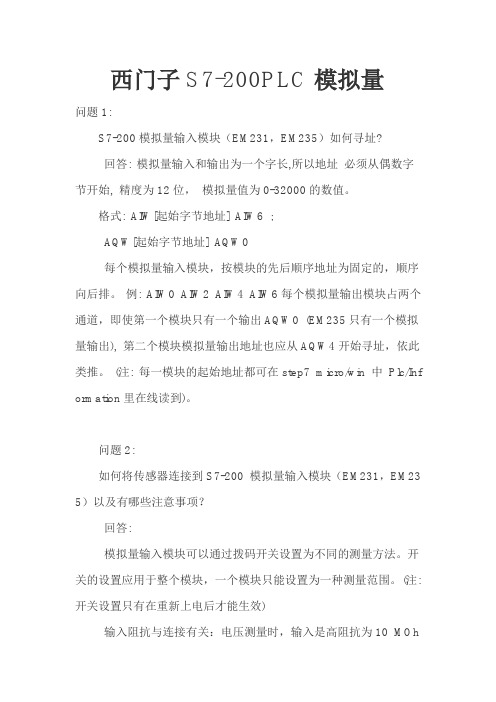
西门子S7-200PLC模拟量问题1:S7-200模拟量输入模块(EM231,EM235)如何寻址?回答: 模拟量输入和输出为一个字长,所以地址必须从偶数字节开始, 精度为12位,模拟量值为0-32000的数值。
格式: AIW[起始字节地址] AIW6 ;AQW[起始字节地址] AQW0每个模拟量输入模块,按模块的先后顺序地址为固定的,顺序向后排。
例: AIW0 AIW2 AIW4 AIW6每个模拟量输出模块占两个通道,即使第一个模块只有一个输出AQW0 (EM235只有一个模拟量输出), 第二个模块模拟量输出地址也应从AQW4开始寻址,依此类推。
(注: 每一模块的起始地址都可在step7 micro/win 中Plc/Inf ormation里在线读到)。
问题2:如何将传感器连接到S7-200 模拟量输入模块(EM231,EM23 5)以及有哪些注意事项?回答:模拟量输入模块可以通过拨码开关设置为不同的测量方法。
开关的设置应用于整个模块,一个模块只能设置为一种测量范围。
(注:开关设置只有在重新上电后才能生效)输入阻抗与连接有关:电压测量时,输入是高阻抗为10 MOhm ;电流测量时,需要将Rx 和x 短接,阻抗降到250 Ohm 。
注意:为避免共模电压,须将M端与所有信号负端连接, 未连接传感器的通道要短接, 如下列各图。
下列各图是各种传感器连接到S7-200 模拟量输入模块的示例图1: 4线制-外供电-测量图2: 2线制-测量为了防止模拟量模块短路,可以串入传感器一个750 Ohm电阻。
它将串接在内部250 Ohm电阻上并保证电流在32 m A以下。
图3: 电压测量注意:如果你使用一个4-20mA 传感器, 测量值必须通过编程进行相应的转换.输入转换: X=32000 *(AIWx –6400) /(32000 –6400)PLC输出转换: Y=计算值*(32000 –6400)/32000 + 6400问题3:为什么使用S7-200 模拟量输入模块时接收到一个变动很大的不稳定的值?回答:1.你可能使用了一个自供电或隔离的传感器电源,两个电源没有彼此连接。
西门子PLC控制系统工作原理及常见故障分析
西门子PLC控制系统工作原理及常见故障分析西门子PLC(可编程逻辑控制器)控制系统是一种用于工业自动化控制的设备。
它以控制逻辑的方式取代了电路连接的方式,具有可编程、高灵活性、可靠性高等特点。
下面是对西门子PLC控制系统工作原理及常见故障分析的详细介绍。
西门子PLC控制系统工作原理:西门子PLC控制系统由PLC主机、输入模块、输出模块、中央处理器和运行程序组成。
输入模块用于接收来自外部输入设备(如传感器、按钮等)的信号,输出模块用于控制外部执行机构(如电机、阀门等)。
PLC主机负责运行和管理中央处理器和运行程序。
PLC控制系统的工作原理是:1. 输入信号采集:输入信号通过输入模块接收,并将其转换为数字信号传输给中央处理器。
2. 程序执行:中央处理器根据事先编写好的程序对输入信号进行处理和控制。
3. 输出信号控制:中央处理器根据程序的要求,将输出信号传输给输出模块,控制外部执行机构的动作。
常见故障分析:1. 输入信号丢失:在工作过程中,可能会出现传感器故障、电缆连接不良等原因导致输入信号丢失。
此时应检查传感器是否工作正常,检查电缆连接是否牢固。
2. 输出信号异常:输出信号异常可能是由于输出模块损坏、执行机构故障等原因引起。
可以检查输出模块是否正常工作,执行机构是否受阻或故障。
3. 程序错误:程序错误可能导致PLC控制系统无法正常工作。
可以检查程序的逻辑是否正确,是否存在死循环、逻辑错误等问题。
4. 供电故障:供电故障可能导致PLC控制系统无法启动或运行异常。
此时应检查供电电源是否正常,是否存在电压波动或电源短路等问题。
了解西门子PLC控制系统的工作原理及常见故障分析,可以帮助工程师快速定位和解决PLC控制系统的故障,确保工业自动化控制系统的正常运行。
PLC调试和模拟量跳变究竟该怎么办
PLC调试和模拟量跳变究竟该怎么办一、举例1现象说明西门子PLC中AO点发出一路4-20mA电流控制信号,输出至西门子变频器,无法控制变频器启动。
故障查找1、疑似模拟量输出板卡问题,用万用表测量4-20mA输出信号,信号是正常的!2、开始怀疑是变频器控制信号输入端有了问题,换了一台同型号变频器,问题仍然如此。
3、用一台手持式信号发射器做4-20mA输出信号源,输出标准电流信号至变频器,这下变频器启动了,因而我们排除了模拟量输出板卡和变频器的故障。
4、由此推测是变频器的干扰信号传导至模拟量通道所致。
5、为了验证,在PLC模拟量4-20mA输出通道中加装了一台信号隔离模块TA3012,TA3012的输入端子5、6接模拟量输出模块,输出端子1、2端子接变频器,3、4端子接外部24VDC 供电电源,变频器正常启动了。
6、据此断定,问题的根源在于变频器干扰模拟量通道所致。
注意事项在PLC和变频器同时使用的自控系统中,应该着重注意一下事项:PLC供电电源与动力系统电源(变频器电源)分别配置,且PLC的供电应该选择隔离变压器; 动力线尽量与信号线分开,信号线要做屏蔽;无论是模拟信号输入还是模拟信号输出,模拟量通道一律使用信号隔离模块;PLC程序里做软件滤波设计;信号地与动力地分开设计。
二、举例2前段时间看到一个关于模拟量干扰问题的分析和解决,在我们实际运用中会碰到很多类似的问题。
和大家一起分享:“车间有10台250KW电机,负载为高压泵。
变频器用施耐德ATV71跟PLC通过DP联接,PLC使用的西门子300,压力变送器为西门子,变送器到PLC为4-20mA模拟量,中间使用屏蔽线输入。
调试好后运行一周一切正常。
厂家走后,开机忽然出现8号泵,设定40公斤压力,实际值为70公斤。
设定80公斤压力实际值为110公斤。
刚开始怀疑传感器故障,替换到其他泵上一切正常。
之后变频器全开,3,4,5,6,7,9,10号泵也出现类似问题。
PLC调试和模拟量跳变究竟该怎么办
PLC调试和模拟量跳变究竟该怎么办
一、举例1
现象说明
西门子PLC中AO点发出一路4-20mA电流控制信号,输出至西门子变频器,无法控制变频器启动。
故障查找
1、疑似模拟量输出板卡问题,用万用表测量4-20mA输出信号,信号是正常的!
2、开始怀疑是变频器控制信号输入端有了问题,换了一台同型号变频器,问题仍然如此。
3、用一台手持式信号发射器做4-20mA输出信号源,输出标准电流信号至变频器,这下变频器启动了,因而我们排除了模拟量输出板卡和变频器的故障。
4、由此推测是变频器的干扰信号传导至模拟量通道所致。
5、为了验证,在PLC模拟量4-20mA输出通道中加装了一台信号隔离模块TA3012,TA3012的输入端子5、6接模拟量输出模块,输出端子1、2端子接变频器,3、4端子接外部24VDC 供电电源,变频器正常启动了。
6、据此断定,问题的根源在于变频器干扰模拟量通道所致。
注意事项
在PLC和变频器同时使用的自控系统中,应该着重注意一下事项:
PLC供电电源与动力系统电源(变频器电源)分别配置,且PLC的供电应该选择隔离变压器; 动力线尽量与信号线分开,信号线要做屏蔽;
无论是模拟信号输入还是模拟信号输出,模拟量通道一律使用信号隔离模块;
PLC程序里做软件滤波设计;
信号地与动力地分开设计。
二、举例2。
西门子PLC故障分析及屏蔽防护
西门子PLC故障分析及屏蔽防护西门子PLC是工业自动化控制的重要设备,但在日常使用中也可能出现各种故障。
本文将介绍一些常见的西门子PLC故障及屏蔽防护方法。
一、故障类型及解决方法1.通讯故障通讯故障是PLC运行时经常会遇到的问题。
通讯故障的表现为发送或接收数据错误、通讯丢失、通道不可用等情况。
通常出现通讯故障时需要查看网络连接、协议设置等,以确认是否出现故障。
解决方法:- 确认网络连接状况,尤其关注连接的物理层和链路层。
检查网络线路,保证连接稳定;- 检查PLC通讯协议设置是否正确,包括端口和波特率设置等;- 检查PLC及其它设备是否存在通讯冲突,尝试更换通讯线路及端口。
2.程序故障程序故障是指PLC程序在运行时出现异常,通常表现为系统死机、程序无法运行、程序闪退等情况。
- 检查程序代码、参数设置等是否正确;- 对程序进行调试,检查程序是否能够按照预期顺序执行;- 确认PLC工作环境是否有干扰,如电磁干扰、温度过高等,对环境进行优化。
3.控制故障控制故障是PLC控制过程中可能出现的问题,例如控制逻辑错误、控制输出不符合要求等。
- 检查控制逻辑是否正确,尤其是输入和输出是否符合要求;- 检查控制器输出是否穿越或交叉,避免控制器无效;- 确认环境温度是否正常,避免温度造成的控制误差。
4.硬件故障硬件故障是指PLC设备本身出现问题,例如存储器损坏、输入输出口故障。
- 对PLC设备进行检查和维护,更换损坏的存储器或输入输出口;- 注意防静电干扰,避免损坏敏感的硬件部件。
二、屏蔽防护方法为了保护PLC设备免受外界干扰,需要采取一些屏蔽防护措施。
1.减少电磁干扰电磁干扰是PLC设备常见的故障之一。
为了降低电磁干扰,可以采用以下方法:- 屏蔽PLC与外部设备的通讯线路,阻止电磁波的干扰;- 定期对PLC设备进行维护保养,清洁设备表面,并检查设备内部的连接线路是否紧固;- 设置必要的地线,并对地线进行保护。
2.避免静电干扰- 使用合适的环境控制设备,如空气净化器、加湿器等;- 在可能产生静电的设备上设置接地插头,并设置合适的接地电阻;- 处理敏感电子部件时避免直接用手接触,使用防静电手套、手指套等工具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
问:M点总是跳怎么回事?
1200新建了个项目就一条程序,一个M0.0控制个线圈,发现M0.0总是01来回跳,然后监视m0.0到m0.7,都是01来回跳,再监视m一点几,这几变量都不受控,就是改变不了里面的数值。
我有新建了一个项目也一样,不知道是什么原理,是不是下载时M点里下进东西了?但我就一条程序两个变量,没其它程序占用M点啊,又不是博途软件什么地方设置不对。
答:你“无意间”设置了系统时钟,系统默认是MB0的。
解决方法:
1)定义MB0为系统时钟,你不需要用系统时钟时,就不能够再使用这个时钟字节,改为其它中间变量,如M1.0
2)取消这个系统时钟的勾选,仍然按你原思路编程。