模具出入库流程图
模具制作流程图

深圳市鼎固电器有限公司
模具管理控制程序
文件编码: 生效日期: 版 本:
页 4/4 号:
模具报废: 无法维修的模具则由生产部提出《模具报废申请单》,若超出使用寿命的模具或相关配件 由模具仓库管理员提出《模具报废申请单》,经部门负责人审核,总经理批准后报废处理。 模具报废后模具仓库管理员须立即注销该模具,更换配件也须及时更新模具资料,以便跟 踪模具状况。 报废模具在没有处理前,仓库管理员必须表示报废字样,以便误用造成产品质量问题。 5.相关记录: 《模具制作申请单》 《试模申请单》 《模具验收报告》 《模具报废申请单》 《模具维修通知单》 《工程变更通知单》
深圳市鼎固电器有限公司
模具管理控制程序
文件编码: 生效日期: 版 本:
模具制作管理流程图
页 1/4 号:
销售部接单
评估客户样品
评审模具需求
审核模具图纸
制作模具图纸
模具制作申请
总经理批准
车工组
采购部
制作模具
模具验收 OK
试模 OK
投入使用
外协 NG
OK
联系外协厂 商
签定协议 OK
外协模具制作 OK
模具完成回厂
深圳市鼎固电器有限公司
模具管理控制程序
文件编码: 生效日期:
版 本:
页 2/4 号:
1.目的 建立模具管理控制程序,对模具设计、制作、验收、使用保养与维修等各环节进行有
效的控制。 2.适用范围
本程序适用本公司所有模具,从设计到报废的全过程管理控制。 3.职责与权限:
工程部负责模具的开发设计、模具图纸的绘制,并提出《模具制作申请单》及对模具进 行统一编号。
工程部负责模具制作进度跟进、试模和维修。 生产部负责模具的使用与保管。 工程部、品质部、生产部共同负责模具的验收。 模具组管理员负责建立模具台帐,做好模具出入库登记、统计模具的使用寿命,并负责 模具房内模具的整理与保管。 总经理负责批准模具的开发制作、报废模具的申请。 4. 程序: 模具的制作申请: 销售部当接到新产品图纸或样品时,由工程部进行评估,评估结果填写在《样品需求申 请单》上,判定是否需要制作模具,若需要制作则由工程部填写《模具制作申请单》并设计 模具图纸,若公司内部不能制作则需要外发加工。 《模具制作申请单》及模具图纸经总经理批准后,下达到采购部。 模具配件采购时工程部须先评估需求量及申购的必要性,再提出《模具制作申请单》。 若工程部评估内部可以完成模具/配件的制作,由工程部或需求单位提出《模具制作申请 单》,部门主管/经理审核,总经理批准后下达到工程部,安排车工完成模具的制作。 模具的加工与制作: 采购部接到《模具制作申请单》联系外协厂商,并由工程部与外协厂商确认模具制作具 体技术要求,并签定协议。 工程部负责随时跟进模具制作进度,并随时解决外协厂商的技术疑问,确保模具按时完 成,并符合图纸要求。
商品部入库出库流程图及说明
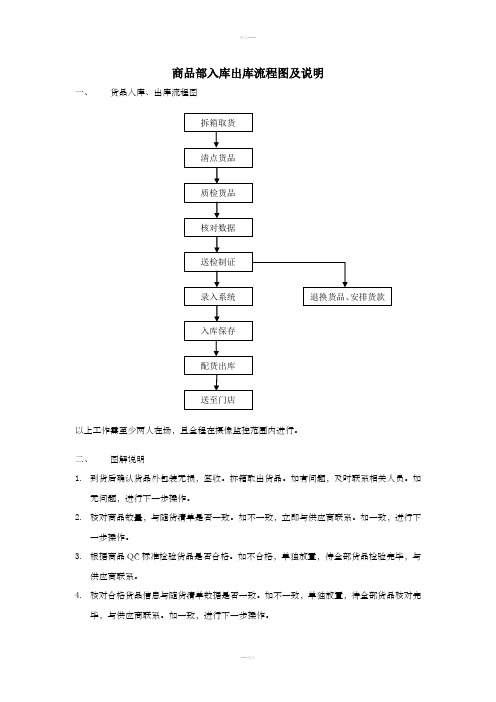
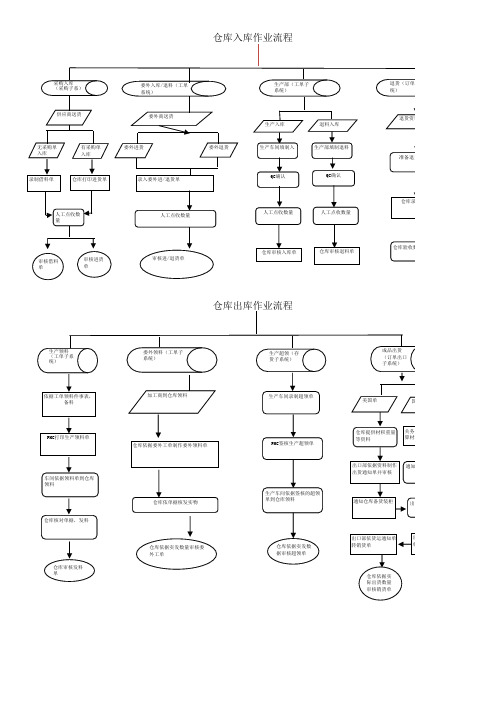
商品部入库出库流程图及说明一、货品入库、出库流程图以上工作需至少两人在场,且全程在摄像监控范围内进行。
二、图解说明1.到货后确认货品外包装无损,签收。
拆箱取出货品。
如有问题,及时联系相关人员。
如无问题,进行下一步操作。
2.核对商品数量,与随货清单是否一致。
如不一致,立即与供应商联系。
如一致,进行下一步操作。
3.根据商品QC标准检验货品是否合格。
如不合格,单独放置,待全部货品检验完毕,与供应商联系。
4.核对合格货品信息与随货清单数据是否一致。
如不一致,单独放置,待全部货品核对完毕,与供应商联系。
如一致,进行下一步操作。
5.将质量合格、信息无误的货品送相关部门制证。
6.取检后,将出证货品数据录入商品系统,打印入库单(一式两份)。
因金含量不足等质量原因导致不予出证的货品,与供应商联系。
待有问题货品全部处理完毕,将随货单复印件、发票及付款申请提交财务,安排货款。
7.将货品、证书、入库单交给库管,库管按入库单数量清点货品数量和证书数量。
确认无误,在入库单上签字,留存货品。
入库单由采购和库管各留存一份。
8.根据店铺销售情况,分配货品,调拨出库,制调拨单(一式三份)。
9.送货人按调拨单数量清点货品数量、核对证书,确认无误在送货人出签字,调拨单由库管、送货人、接收门店各留存一份。
如邮寄至门店,将快递单号填至送货人处,库管留存调拨单一份(后附快递底单),随货邮寄调拨单两份。
门店收到货品后确认无误,签字后,寄回公司一份,门店留存一份。
成品入库、发货流程图
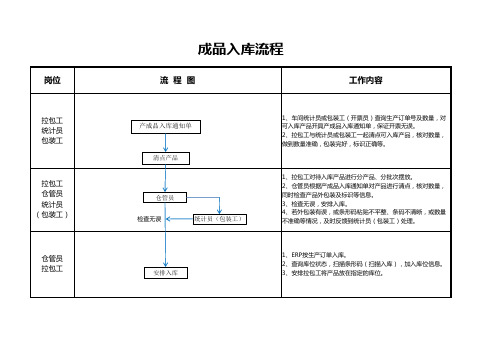
拉包工 统计员 包装工
拉包工 仓管员 统计员 (包装工)
仓管员 拉包工
成品入库流程
流程图
工作内容
产成品入库通知单 清点产品
仓管员 检查无误
统计员(包装工)
安排入库Biblioteka 1、车间统计员或包装工(开票员)查询生产订单号及数量,对 可入库产品开具产成品入库通知单,保证开票无误。 2、拉包工与统计员或包装工一起清点可入库产品,核对数量, 做到数量准确,包装完好,标识正确等。
1、拉包工对待入库产品进行分产品、分批次摆放。 2、仓管员根据产成品入库通知单对产品进行清点,核对数量, 同时检查产品外包装及标识等信息。 3、检查无误,安排入库。 4、若外包装有误,或条形码粘贴不平整、条码不清晰,或数量 不准确等情况,及时反馈到统计员(包装工)处理。
1、ERP按生产订单入库。 2、查询库位状态,扫描条形码(扫描入库),加入库位信息。 3、安排拉包工将产品放在指定的库位。
委外加工流程
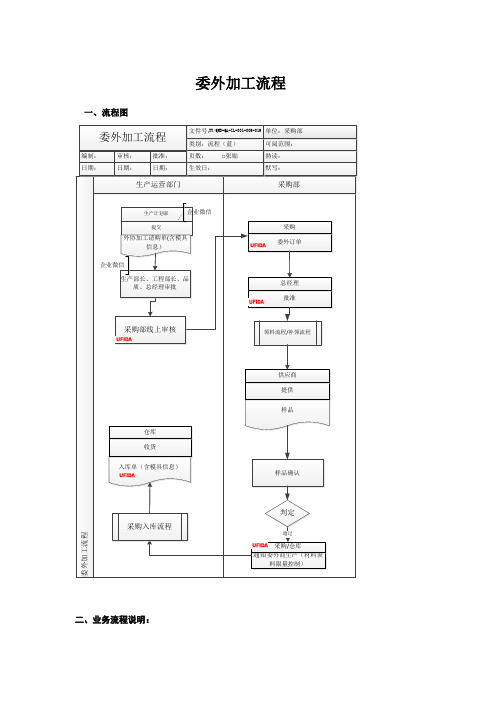
入库单(含模具信息)
通知委外商生产(材料领
采购部线上审核
1.流程涉及部门及职责
1)生产部:人、机、料不能满足生产需求,提出外协加工申请,申请单上包含模具信息
2)采购部:外协厂商资料收集,评估及外协签订,异常处理
3)质量部:外协加工样品签订,过程督促成品验收
4)工程部:图纸、技术要求、工艺等,模具移模及验收
5)仓库:外协加工原材料发放回收及成品数量清点出入库
2.流程相关的单据文件
文件:《采购及供应商管理控制程序》《供应商来料检验流程》《质量保证协议》《模具保管协议》《外协加工申请单》《发货单》《入库单》《退货单》《供应商扣款通知单》《模具验收单》
3.流程详细说明
1).外协加工申请单需生产部长、工程部长、品质、总经理批准后转交采购
2).采购员接到申请单后,在系统中完成相应物料的采购定价及维护流程,由
合格供应商名录中选择供应商。
3).采购根据提供的图纸,技术要求等对供应商进行资料审核,经总经理批准
后与外协厂商签订委外订单
4).外协加工联系送样,走领料/补料流程,经质量部确认合格后跟踪进度确保
如期交货。
5).采购员通知供应商下达采购订单。
6).仓库入库,入库单含模具信息。
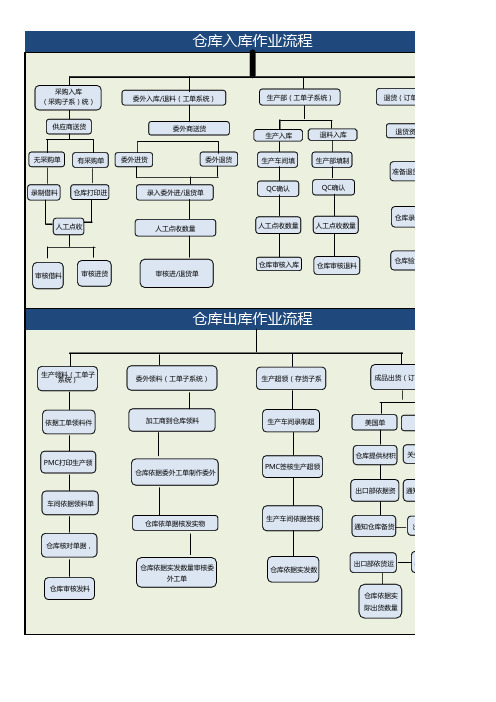
ERP仓库出入库作业流程图Excel模板
审核借料
审核进货
审核进/退货单
仓库审核入库
仓库审核退料
仓库验收数量、审
仓库出库作业流程
生产领系料统()工单子 依据工单领料件 PMC打印生产领 车间依据领料单 仓库核对单据, 仓库审核发料
委外领料(工单子系统) 加工商到仓库领料
仓库依据委外工单制作委外
仓库依单据核发实物 仓库依据实发数量审核委
外工单
仓库入库作业流程
采购入库 (采购子系)统)
供应商送货
委外入库/退料(工单系统) 委外商送货
无采购单
有采购单
委外进货
委外退货
录制借料 仓库打印进
录入委外进/退货单
生产部(工单子系统)
生产入库 生产车间填
退料入库 生产部填制
QC确认
QC确认
人工点收
人工点收数量
人工点收数量
人工点收数量
退货(订单子系统) 退货资料处理 准备退货相关单据 仓库录制销退单
生产超领(存货子系
成品出货(订单出
生产车间录制超 PMC签核生产超领 生产车间依据签核
仓库依据实发数
美国单
国际单
仓库提供材积 关务部依据出
出口部依据资 通知仓库装柜出
通知仓库备货
出口部制作出
出口部依货运
出口部依据出
仓库依据实 际出货数量
退货(订单子系统)
0
退货资料处理
准备退货相关单据
仓库录制销退单 仓库验收数量、审
出货(订单出
国际单 关务部依据出 通知仓库装柜出
出口部制作出 出口部依据出
模具制作品质控制流程图

》
《采购单》
《来料检验单》
依图纸开模 半成品或零部件完
成检验 模具完成检验通知
单 模具完成检验单
反馈合格
样品确认 合格
模具完成
海景包装 海景包装
反馈合格 反馈合格
模具制作控制流程图
流程
责任பைடு நூலகம்门/人
表单
备注
开模资料
市场部
客户提供图纸以及 具体要求
模具报价
市场部
《报价单》
开模确认 通过
开模前评审 模具设计制图
开模确认 合格
材料采购
制造部 合格
车间加工
合格 模具初成
合格 试模
经理 技术部 技术部 经理 采购 品质部 制造部 品质部 品质部 品质部 海景包装
《开模合同》
ERP仓库出入库作业流程图
采购入库 (采购子系)
供应商送货
委外入库/退料(工单 系统)
委外商送货
无采购单 入库
有采购单 入库
委外进货
录制借料单
仓库打印进货单
录入委外进/退货单
委外退货
人工点收数 量
人工点收数量
审核借料 单
审核进货 单
审核进/退货单
生产部(工单子 系统)
生产入库
退料入库
生产车间填制入
生产部填制退料
关务部依据出货计划 算材积并叫柜
通知仓库装柜出货
出口部制作出柜清单
出口部依据出柜清 单制作出货通知单
பைடு நூலகம்
委外领料(工单子 系统)
加工商到仓库领料
仓库依据委外工单制作委外领料单
仓库依单据核发实物
仓库依据实发数量审核委 外工单
生产超领(存 货子系统)
生产车间录制超领单
PMC签核生产超领单
生产车间依据签核的超领 单到仓库领料
仓库依据实发数 据审核超领单
成品出货 (订单出口 子系统)
美国单
国际单
仓库提供材积重量 等资料
关务部依据出货计划 算材积并叫柜
出口部依据资料制作 通知仓库装柜出货 出货通知单并审核
通知仓库备货装柜
出口部制作出柜清单
出口部依货运通知单 转销货单
出口部依据出柜清 单制作出货通知单
仓库依据实 际出货数量 审核销货单
退货(订单子系
0
退货资料处理
准备退货相关单据
仓库录制销退单
仓库验收数量、审核入库
国际单
QC确认
QC确认
人工点收数量
人工点收数量
仓库审核入库单
模具标准件进料检验管理程序

模具标准件进料检验管理程序1.0目的为确保所购买之生产性原物料的品质能符合验收标准之要求,并建立标准作业方法,以供进料检验之依据。
2.0适用范围所有国内外采购之原物料、零配件及客供品皆属之。
3.0定义3.1正常检验:依照MIL-STD-105ELEVELⅡ,正常检验单次抽样计划进行,允收品质水准CR=0MA=0.65MI=1.0(附件三)。
3.2加严检验:依照MIL-STD-105ELEVELⅡ,加严检验单次抽样计划进行,允收品质水准CR=0MA=0.65MI=1.0(附件四)。
3.3减量检验:依照MIL-STD-105ELEVELⅡ,减量检验单次抽样计划进行,允收品质水准为CR=0MA=0.65MI=1.0(附件五)。
3.4品质异常:属严重品质问题,影响正常生产制造及客户不满,需立即改善。
4.0权责4.1品保部:负责进料检验之具体工作。
4.2开发部:确认承认书、样品以供IQC人员执行检验之参考。
4.3管理部—仓储单位:物料出入库之管理。
5.0内容5.1进料检验流程图(附件一)5.2检验抽样计划(附件二样本大小代字)5.2.1抽样的样本大小按主要缺点的AQL=0.65进行抽样﹔主要缺点的合格/不合格判定数按样本大小右边的,AQL=0.65下边的Ac﹑Re数字进行判定。
5.2.2次要缺点的合格/不合格判定数按样本大小右边的,AQL=1.0下边的Ac﹑Re数字进行判定。
如果该格为箭头,按照箭头所指的Ac﹑Re数字。
5.2.3致命缺点的合格/不合格判定数按照0收1退。
5.3正常检验与加严检验,减量检验之调整(见附件六抽样计划转换规则流程图)。
5.3.1正常检验转换为加严检验:当实行加严检验时,如原来检验批之连续5批中有1批被拒收,即开始改用加严检验(原来检验批中不包含复检批)。
5.3.2加严检验转换为正常:当实行加严检验时,如原来检验批之连续5批均被允收时,即开始改用正常检验。
5.3.3正常检验转为减量检验:当实行正常检验时,如正常检验之后连续10批在原来检验时均被允收时,实施转减量检验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具出入库流程图
有限公司模具出入库流程图
权责部门配合部门相关文件模具出入库流程
注塑车间 1.模具检测验收模具验收报告采购部开发部单车间 NO OK 退货送货单开发部验收入库单仓库托工退回入库采购部 2.模具入库 3.模具出库车间出库单供应商托工单仓库采购部托外领用车间领用点检记录表 4.模具现场管理采购车间保养维修单开发部供应商 5.模具报废处理车间模具报废单仓库采购部 6.出账
作业流程
权责单位应用表单作业内容
流程编号流程名称
1、1开发部(注塑车间)根据模具检测验收标新模检测记录检测准进行试模检测表 ? 开发部 1、2采购部根据检测结果,以联系单的形联系单验收式通知办理验收入库(退货、接收)
2、1根据供应商的送货单及开发部(注塑车送货单(厂商)
间)模具检测合格单办理入库手续验收入库单模具 ? 仓库 2、2根据外协单位退回的模具通知采购办托工缴回入库入库
理托外加工缴回入库单单
3、1使用部门在模具检测合格后到小件仓出库单
库办理模具领用手续,仓管员开具开出单。
模具 ? 仓库 3、2托外加工的模具由采购人员陪同厂商委托加出库
到小件仓库办理模具委托加工出库单。
工出库单
4、1注塑车间对模具进行编号上架、对模点检记录单具使用的情况(点检和维修、保养)进注塑车间模具现行记录。
? 模具维修保养场管理 4(2外协厂商要对
模具进行保养、维修作厂商记录单单点检记录,要确保模具完好无损。
5、1当出现模具不能使用且不能修理时,
由注塑车间填写《模具报废申请单》,交部模具报废注塑车间模具申请单 ? 门主管进行核准,报总经理审批后进行报废报废采购部
处理;并到仓库办理模具报废出库处理。
6、1小件仓库根据已审批好的《模具报废
模具退回入库申请单》先作模具退回入库,之后再作报废单 ? 出账仓库模
具报废出库出库处理,并将退回入库和报废出库单附在单
《模具报废申请单》上,作为出库依据。
模具出入库管理流程
为进一步规范公司模具出入库管理,保证公司资产的安全与完整,特拟本规
定。
一、模具入库制度
1、模具入库必须由开发部签收模具验收入库单,注塑车间试模合格签收单,
模具应打有产品编号。
仓库凭开发部及注塑车间签收合格单后办理入库手续。
2、对托外加工退回的模具由注塑车间负责人对模具检验情况给予确认并签字后和采购部负责人进行会签。
由采购部负责人到仓库办理模具退回手续,仓库凭注塑车间和采购负责人签收的合格模具退回单办理入库手续。
3、由注塑车间建立模具使用
档案卡。
领用时间、生产令号、批次、数量。
模具使用情况说明。
上架后和样件一并挂在模具上,模具按产品号成套上架,通用模具按模具通用号码上架。
4、模具合格证、图纸、试模合格证、及使用档案等由使用部门负责保存。
二、模具领用制度
1、新开发的模具领用应由生产注塑车间在模具验收合格后到小件仓库办理模具领用手续。
2、托外退回的模具由注塑车间来负责验收,对验收合格的模具及时到仓库办理领用手续,对验收不合格的模具报采购部,由采购部联系厂商负责对模具维修,产生的一切费用由外协厂商承担。
3、注塑车间在生产过程中发现模具需要进行修理的,提出修理申请,报生
产副总审批。
模具维修后,由注塑车间试模合格后方能生产。
4、模具维修工检查模具刀口是否锋利,导向件是否润滑、定位是否可靠、弹顶是否有力,需要的进行保养。
试模合格后挂合格证书。
5、注塑车间应对领用的模具完好负责。
不得出现混乱、遗失、损坏的现象。
应严格按模具的管理制度执行。
确保从库房领出的模具是能适应大生产的合格模具。
6、保管员有权对不履行规定的人员拒绝办理入库和领用手续。
三、模具现场使用的管理
1、注塑车间领用和退库模具,应按相应的管理制度办理相关手续,应对模具从领用到退库的全过程负责。
2、模具应按冲压工艺按排相应吨位的冲床加工零件。
模具应由模具调试工调整和安装模具,并保证漏料通畅、弹顶正常、送料方便、冲程合理,试出合格样件后,才能开始生产。
3、冲床工在工作中严格按操作规程执行。
生产过程中发现异常现象应及时汇报,排除故障后再进行生产。
凡野蛮操作造成模具损坏,责任人应填写模具事故责任单,给予一定的处罚。
4、发生模具废料断裂、导板导向件变形、压弯模闷车造成的模具和冲床的损坏要追查调整工的责任。
5、白、夜班交班应交清模具的使用情况。
交接后发生的责任事故应由接班人负责。
四、模具报废管理
1、报废模具
(1)模具因破毁或耗损,致不能使用且不能修理;
(2)该产品停止生产,且不适用其他产品时;
(3)因产品设计变更,且不适用其他产品时;
(4)因生产方式改善,且不适用其他产品时;
2、模具报废申报及核准
(1)当出现模具因破毁或耗损,致不能使用且不能修理时,由模具工填写《模具报废申请单》,交部门主管进行核准,报总经理审批后进行报废处理,并到仓库办理模具报废处理。
(2)当出现该产品停止使用、设计变更时,由生产注塑车间填写《模具报废申请单》,交部门主管进行核准,报总经理审批后进行报废处理;并到仓库办理模具报废处理。
3、报废模具及帐册处理
(1)模具报废后,将模具交维修人员进行处理,拆卸有用配件,其它部分交有关部门进行处理;
(2)报废模具帐册的电脑记录在模具报废后保留,其他帐册在模具报废一年不作保留。
2009-4-12
仓储部。