注塑生产流程图
注塑车间组织架构与职责流程图

主管
7、做好与各相关部门的协调与沟通,树立“内部客户”的思想,配合模具、品管及仓库 等部门搞好工作,让内部客户满意. 8、根据公司发展的需要和实际生产状况,完善车间的组织结构和人员编制,科学合理 地配置人手. 9、负责员工劳动纪律的监督与指导、人员的工作调配管理与降低离职率. 10、对各岗位人员进行安全/消防知识培训,提高属下员工的安全生产意识和防火意 识,并落实与监督、执行,消除安全隐患,确保安全生产. 11、对本部门所发生的一切安全、质量事故承担管理责任. 12、服从上级领导的工作安排,做到思路清晰明确,督导有条有理,责任落实到位.
1、配合白班领班针对机台记录 表进行日结填写记录 2、负责对白、夜班产出品进行 整理、配送于胶件仓库。 3、负责生产现场责任区域的5S 工作,保持责任区整洁有序,并 做到定期清扫,清洁 4、协助搅料员对物料进行调配 及车间配送于指定区域。 5、负责原材料区域、回收料区 域的整理工作。 6、负责对当日含注半成品进行 标识确认,确保每一件产品均有 《物流卡》针对无《物流卡》或 标识内容不全的现象要予以针对 责任人进行指正提出,并要求改 正。 7.严格按照规章制度操作机器设 备,严禁违章操作。 8、保障车间水、电、气及其它 设备的正常运作。 9.服从上级领导的工作安排,与 其他同事共同协助主管完成生产 任务
1、根据生产通知单领用当班要使用的材料,并 做好材料使用记录 2、负责按《生产工单》要求对物料进行比例调 配,并协助生产主管、领导对于颜色异常进行调 整处理。 3、对本班的材料使用情况进行追踪,对材料的 不合理使用情况进行反馈,并上报主管 4、对操作工送来的料枝水口进行及时清理及标 识、整理。 5、对车间内已完成任务的订单,但尚未使用完 的材料,要责成操作工收集到指定位置,便于后 续使用。车间内,机台边不再使用的材料,原则 上不能存放 ,应存放于指定区域内。 6、对于客户要求不高,能够使用回料生产的产 品,要尽量用回料生产,能够及时利用的回收材 料,要尽快回收利用,最好做到单清单结 7、对车间内领用的材料负有保管责任,要做好 防潮、防晒、防水的保障工作 8、负责正确使用粉碎机、搅拌机等相关设备, 并做好及时清理工作,保证粉碎材料的品质.做 好本区域内的5S工作,对职责内在使用的机器设 备要做好保养、保洁工作 9、离开岗位必须关闭机器电源。 10、服从上级领导的工作安排,与其他同事共同 协助主管完成生产任务
注塑成型工艺流程图

注塑成型工艺流程图一、注塑成型的基本原理:注塑机利用塑胶加热到一定温度后,能熔融成液体的性质,把熔融液体用高压注射到密闭的模腔内,经过冷却定型,开模后顶出得到所需的塑体产品。
二、注塑成型的四大要素:1.塑胶模具2.注塑机3.塑胶原料4.成型条件三、塑胶模具大部份使用二板模、三板模,也有部份带滑块的行位模。
基本结构: 1.公模(下模)公模固定板、公模辅助板、顶针板、公模板。
2.母模(上模) 母模板、母模固定板、进胶圈、定位圈。
3.衡温系统冷却.稳(衡)定模具温度。
四、注塑机主要由塑化、注射装置,合模装置和传动机构组成;电气带动电机,电机带动油泵,油泵产生油压,油压带动活塞,活塞带动机械,机械产生动作;1、依注射方式可分为:1.卧式注塑机2.立式注塑机3.角式注塑机4.多色注塑机2、依锁模方式可分为:1.直压式注塑机2.曲轴式注塑机3.直压、曲轴复合式3、依加料方式可分为:1.柱塞式注塑机2.单程螺杆注塑机3.往复式螺杆注塑机4、注塑机四大系统:1.射出系统a.多段化、搅拌性及耐腐蚀性。
b.射速、射出、保压、背压、螺杆转速分段控制。
c.搅拌性、寿命长的螺杆装置。
d.料管互换性,自动清洗。
e.油泵之平衡、稳定性。
2.锁模系统a.高速度、高钢性。
b.自动调模、换模装置。
c.自动润滑系统。
d.平衡、稳定性。
3.油压系统a.全电子式回馈控制。
b.动作平顺、高稳定性、封闭性。
c.快速、节能性。
d.液压油冷却,自滤系统。
4.电控系统a.多段化、具记忆、扩充性之微电脑控制。
b.闭环式电路、回路。
c.SSR(比例、积分、微分)温度控制。
d.自我诊断.警报功能。
e.自动生产品质管制、记录。
5、国内注塑机现有的品牌:1.国外品牌:巴顿德马格三菱日钢东芝等等;2.港台品牌:震雄全力发富强鑫舜展台中精机亿利达综纬丰铁百塑今机德润等等;3.国外品牌:海天海星海达海太海涛海地三元通用双马永泰王牌等等;五、塑胶材料塑胶材料可分为热固性和热塑性两种: 1.热固性塑胶:指不能重复使用之塑胶,其分子最终成体型结构。
注塑生产工艺流程图
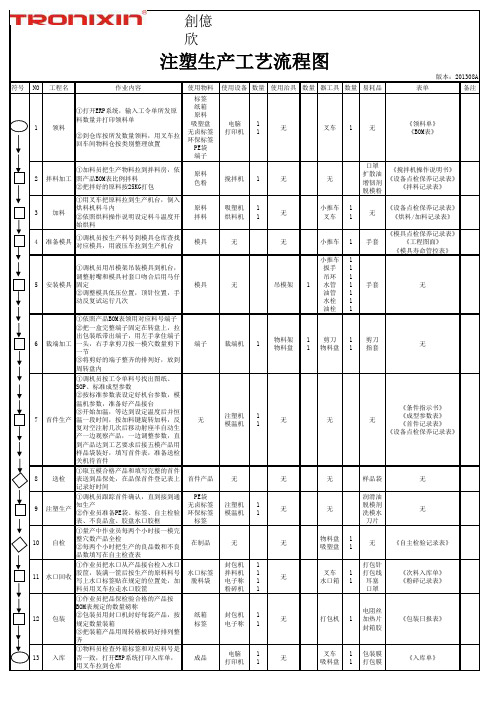
創億欣符号NO工程名作业内容使用物料使用设备数量使用治具数量器工具数量易耗品表单备注1领料①打开ERP系统,输入工令单所发原料数量并打印领料单②到仓库按所发数量领料,用叉车拉回车间物料仓按类别整理放置标签纸箱原料吸塑盘无卤标签环保标签PE袋端子电脑打印机11无叉车1无《领料单》《BOM表》2拌料加工①加料员把生产物料拉到拌料房,依照产品BOM表比例拌料②把拌好的原料按25KG打包原料色粉搅拌机1无无口罩扩散油增韧剂脱模粉《搅拌机操作说明书》《设备点检保养记录表》《拌料记录表》3加料①用叉车把原料拉到生产机台,倒入烘料机料斗内②依照烘料操作说明设定料斗温度开始烘料原料拌料吸塑机烘料机11无小推车叉车11无《设备点检保养记录表》《烘料/加料记录表》4准备模具①调机员按生产料号到模具仓库查找对应模具,用液压车拉到生产机台模具无无小推车1手套《模具点检保养记录表》《工程图面》《模具寿命管控表》5安装模具①调机员用吊模架吊装模具到机台,调整射嘴和模具衬套口吻合后用马仔固定②调整模具低压位置,顶针位置,手动反复试运行几次模具无吊模架1小推车扳手吊环水管油管水栓油栓1111111手套无6裁端加工①依照产品BOM表领用对应料号端子②把一盒完整端子固定在转盘上,拉出包装纸带出端子,用左手拿住端子一头,右手拿剪刀按一模穴数量剪下一节③将剪好的端子整齐的排列好,放到周转盘内端子裁端机1物料架物料盘11剪刀物料盘11剪刀指套无7首件生产①调机员按工令单料号找出图纸、SOP、标准成型参数②按标准参数表设定好机台参数,模温机参数,准备好产品接台③开始加温,等达到设定温度后并恒温一段时间,按加料键旋转加料,反复对空注射几次后移动射座半自动生产一边观察产品,一边调整参数,直到产品达到工艺要求后接五模产品用样品袋装好,填写首件表,准备送检关机待首件无注塑机模温机11无无无《条件指示书》《成型参数表》《首件记录表》《设备点检保养记录表》8送检①取五模合格产品和填写完整的首件表送到品保处,在品保首件登记表上记录好时间首件产品无无无样品袋无9注塑生产①调机员跟踪首件确认,直到接到通知生产②作业员准备PE袋、标签、自主检验表、不良品盒、胶盘水口胶框PE袋无卤标签环保标签标签注塑机模温机11无无润滑油脱模剂洗模水刀片无10自检①量产中作业员每两个小时接一模完整穴数产品全检②每两个小时把生产的良品数和不良品数填写在自主检查表在制品无无物料盘吸塑盘11无《自主检验记录表》11水口回收①作业员把水口从产品接台检入水口胶筐,装满一筐后按生产的原料料号写上水口标签贴在规定的位置处,加料员用叉车拉走水口胶筐水口标签脱料袋封包机拌料机电子称粉碎机1111无叉车水口箱11打包针打包线耳塞口罩《次料入库单》《粉碎记录表》12包装①作业员把品保检验合格的产品按BOM表规定的数量磅称②包装员用封口机封好每袋产品,按规定数量装箱③把装箱产品用周转格板码好排列整齐纸箱标签封包机电子称11无打包机1电阻丝加热片封箱胶《包装日报表》13入库①物料员检查外箱标签和对应料号是否一致,打开ERP系统打印入库单,用叉车拉到仓库成品电脑打印机11无叉车吸料盘11包装膜打包膜《入库单》版本:201308A 注塑生产工艺流程图。
注塑成型工艺流程图
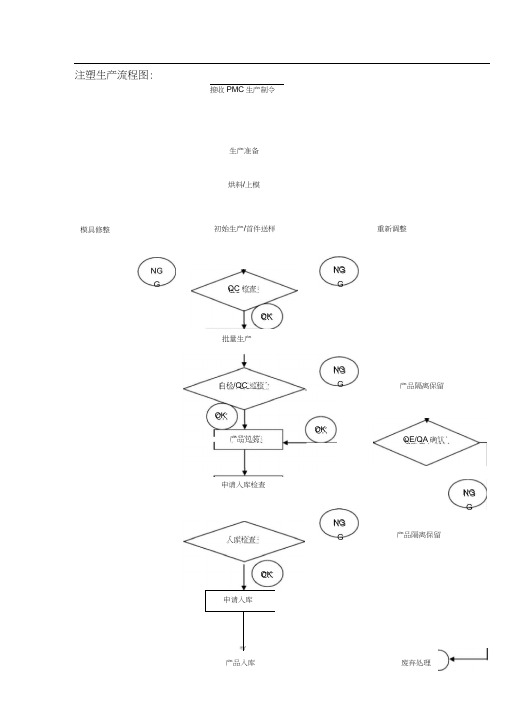
注塑生产流程图:
接收PMC 生产制令
生产准备
烘料/上模
模具修整 初始生产/首件送样 重新调整
QC 检查
OK
批量生产
NG
OK
OK
申请入库检查
自检/QC 巡检
NG
产品隔离保留
产品包装
QE/QA 确认
OK
入库检查
NG
NG
产品隔离保留
申请入库
理 f
产品入库
废弃处理
材料使用记录 材料干燥记录 成型条件参数表 模具状态票 模具装卸记录 样品送样单 成型条件日常点检表 设备日常点检表 注塑生产记录 构成 LOT NO 如:
06 (年) 04(月) 10(日) 112(机器) 01(编号) 入
库记录表
入库反检记录表 产品废弃记录表
用到的表格有
001。
注塑车间组织架构与职责流程图
职位
领班
搅料员
勤杂工
操作工
职责 1、负责本组安全生产管理和组织安排工作,并
监督下属严格遵守安全生产条例,对当班所发生 的一切安全、质量事故承担管理责任 2、做好本组生产过程中的品质、效率、产量、 交货期、原料损耗的跟进/管理工作,严格控制 各机台用料情况,对损耗造成的过失,负责管理 监督不善的责任,并对耗料机台进行分析与跟踪 3、负责生产设备、模具、工具的使用/维护/保 养工作,并负责对车间员工做相应安全教育 4、负责机台巡检,频率为2模/台/2小时,巡检 项目为外观、颜色及内部结构,发现异常须及时 纠正处理,并做好对当班员工产能的统计. 5、支持并积极配合品管部检验员的巡查工作. 6、跟进本班生产的产品,返工的产品必须当班 处理完,监督本组员工按5S要求工作,保证本组 5S区域能处于达标状态. 7、负责当班机位产品模数的采集记录填写、数 量的采集与记录,并安排人员将合格品入库. 8、负责本组事务沟通协调工作,负责对本组员 工的加工方法及品质意识进行现场培训指导. 9、监督员工的劳动纪律,对违规现象进行及时 纠正,必要时有权处罚. 10、巡查中针对员工未按要求针对产品标识的, 要予以批评指正,并要求补写,与其他同事的材料,并 做好材料使用记录 2、负责按《生产工单》要求对物料进行比例调 配,并协助生产主管、领导对于颜色异常进行调 整处理。 3、对本班的材料使用情况进行追踪,对材料的 不合理使用情况进行反馈,并上报主管 4、对操作工送来的料枝水口进行及时清理及标 识、整理。 5、对车间内已完成任务的订单,但尚未使用完 的材料,要责成操作工收集到指定位置,便于后 续使用。车间内,机台边不再使用的材料,原则 上不能存放 ,应存放于指定区域内。 6、对于客户要求不高,能够使用回料生产的产 品,要尽量用回料生产,能够及时利用的回收材 料,要尽快回收利用,最好做到单清单结 7、对车间内领用的材料负有保管责任,要做好 防潮、防晒、防水的保障工作 8、负责正确使用粉碎机、搅拌机等相关设备, 并做好及时清理工作,保证粉碎材料的品质.做 好本区域内的5S工作,对职责内在使用的机器设 备要做好保养、保洁工作 9、离开岗位必须关闭机器电源。 10、服从上级领导的工作安排,与其他同事共同 协助主管完成生产任务
最新注塑生产流程图
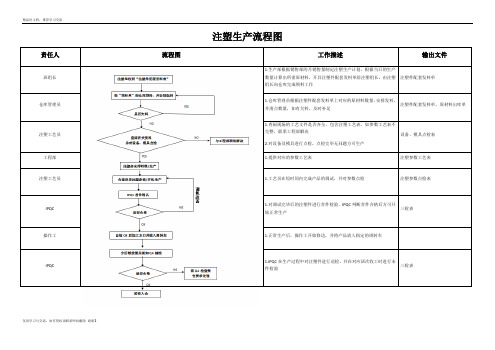
注塑生产流程图责任人流程图工作描述输出文件班组长1.生产部根据销售部的月销售量制定注塑生产计划,根据当日的生产数量计算出所需原材料,开具注塑件配套发料单给注塑组长,由注塑组长向仓库完成领料工作注塑件配套发料单仓库管理员1.仓库管理员根据注塑件配套发料单上对应的原材料数量,安排发料,并清点数量,如有欠料,及时补足注塑件配套发料单,原材料出库单注塑工艺员1.查阅现场的工艺文件是否齐全,包含注塑工艺表,如参数工艺表不完整,联系工程部解决2.对设备及模具进行点检,点检完毕无问题方可生产设备、模具点检表工程部 1.提供对应的参数工艺表注塑参数工艺表注塑工艺员 1.工艺员在短时间内完成产品的调试,并对参数点检注塑参数点检表IPQC 1.对调试完毕后的注塑件进行首件检验,IPQC判断首件合格后方可开始正常生产三检表操作工 1.正常生产后,操作工开始修边,并将产品放入指定的周转车IPQC 1.IPQC在生产过程中对注塑件进行巡检,并在对应班次收工时进行末件检验三检表范例:Good afternoon. I am glad to be here for this interview. First let me introduce myself to you. My name is XXX, and I am XXX years old. I come from the city of XXX, XXX province. I graduated from XXX University in July, 20XX, and I majored in XXX (such as Computer science and technology).In past XXX years, I worked in XXX Company as XXX engineer. I have XXX years’ experience in XXX (Java/.Net) development. Now I'd like to find a job which is more challenging. Moreover HP is a global company, so I feel I can gain the most from working in this kind of company environment. That is the reason why I come here for this position.I think I'm a good team player and I'm a person of great honesty to others. Also I am able to work under great pressure.That’s all. Thank you for giving me the chance.请根据你的实际情况替换范例中XXX部分(Please replace XXX part of the model with your actual information).常见问题对答:Interviewer:I面试官;Applicant:A求职者1.Major(专业)I:What is your major?(你的专业是什么?)A:My major is computer science and technology. I am very interested in software development.pany(公司)I:Which company are you in now?(你现在在哪家公司工作?)A:Now I am working in XXX Company as XXX engineer.3.Experience(经验/经历)I:Have you any work/project experience in this field?(你在这个领域有工作或项目经验吗?)A:Yes. I have XXX years’ experience in XXX development/testing. …… (工作经验丰富)A:Yes, I have several months experience, notvery sufficient. But I believe I can study it in project step by step. (有些经验);A:I haven’t been involved in this kind of big project before. But I have studied this course in the International Business Training Center of the XXX Company.(没有经验);4.Weakness(缺点)I:What is your major weaknesses?A:I’m afraid I’m a poor talker. I’m not comfortable talking with the people whom I have just met for the first time. That is not very good for business so I am studying public speaking.A:I’m not very confident when I face many unfamiliar people/issue.5.Strengths优点/特长。
注塑工艺流程图

注塑工艺流程图引言注塑是一种常用的塑料加工工艺,广泛应用于制造各种塑料制品。
本文将介绍注塑工艺的基本流程和相关设备的使用。
注塑工艺概述注塑工艺是通过将熔化的塑料注入到模具中,通过冷却和固化形成所需形状的塑料制品。
该工艺主要包括原料准备、熔化注塑、冷却固化和脱模等步骤。
注塑工艺流程图以下是注塑工艺的流程图:1.原料准备:根据产品设计要求选择合适的塑料原料,并进行配料和预处理,如颗粒状塑料的除湿处理。
2.熔化注塑:–模具安装:将合适的模具安装到注塑机上,确保模具的稳定性。
–加热:注塑机加热熔融室中的塑料颗粒,使其达到熔融状态。
–注射:注塑机将熔化的塑料通过螺杆向注射筒内注入,确保塑料充满整个模具腔体。
–压力保持:保持注射筒内的压力,使塑料在模具中充分流动和填充。
–冷却:通过模具的冷却系统,将熔化的塑料迅速冷却,固化成所需形状。
3.冷却固化:–冷却时间:根据塑料的种类和产品的尺寸,设定适当的冷却时间,确保塑料完全固化。
–保压时间:在冷却过程中,保持一定的压力继续施加在塑料上,以保持其形状稳定。
4.脱模:当塑料完全固化后,打开模具,将成品从模具中取出。
–顶出装置:通过顶出装置将成品从模具中顶出。
–切割:对于大型注塑件,可能需要进行切割和去除注塑件上的毛刺。
注塑工艺的优缺点注塑工艺具有以下优点: - 生产效率高:注塑机的生产速度快,可连续生产大批量产品。
- 制品精确:注塑工艺可以生产具有复杂形状和高精度要求的产品。
- 材料适应性强:注塑工艺适用于多种塑料材料,可满足不同产品的需求。
然而,注塑工艺也存在一些缺点: - 设备和模具成本高:注塑机和模具的投资成本较高。
- 改变产品形状困难:一旦模具制造完成,改变产品形状需要重新设计和制造模具。
结论注塑工艺是一种重要的塑料加工工艺,具有高效、高精度和良好的材料适应性等优点。
通过合理选择塑料材料、控制工艺参数和模具设计,可以实现高质量的注塑产品的制造。
在应用注塑工艺时,需要根据具体产品的要求进行工艺流程的设计和优化,确保产品的质量和生产效率。
经典注塑工艺流程图

正式批量ห้องสมุดไป่ตู้产
包装 (PE袋+周转塑胶筐) 标示
包装数量按工艺指示要求, 见注塑工艺指示书
按产品标识与可追溯性控制程序管理
外包装、外标签
按产品标识与可追溯性控制程序管理
入库
由入库员按订单及数量填写入库单, 交到仓库由仓管核对签收
制 定
审 核
批 准
倒入烘干箱,70℃放置2小时, 直至手感不再潮湿.
烘干
倒入料桶
使用前的清洁点检,见<注塑 车间卫生管理规程>
推送到机台边指定位置
主管助理确认 色母型号及数量
计量: 按工艺指示书要求比例
配比,添加剂用电子秤来称
色母来料检验
合格入库
车间领料
用拌料机自动拌料
由主管、组长按工艺 指示书要求设定比例 粉碎 (用6~8mm筛网破碎)
卸货完成后由物流人员核 对送货单数量和实物是否 一致
入 库
仓库储存
仓库管理规定
领 料
根据生产工艺指示书、计划表和预耗表由领料员开领料 单,并由主管签名确认具体胶粒型号和数量,然后交仓库办 公室,仓库主管确认后在领料单上签名,并通知发料员发料
发料员用叉车把胶 粒运送到胶粒的暂 存区域
核对胶粒型号及数量 (车间领料员负责)
注塑生产工艺流程图
制定日期:2017年09月29日 版次:A0
原材料(胶粒)到厂 供应商的COA报告, QA进料抽样检验
不合格品 按进料不合格品控制程序处理 核对有误由物流人 员写异常联络单和 采购部联络处理. 核对无误由仓库主 管开出验收单.
合格品
由物流人员把材料 从运输车上搬运下 来.放在卡板上堆码 好
挤 压
锁模注射