SH6型薄板烘丝机及其他型号烘丝机
浅析薄板烘丝机入口端堆积物料的消除方法
浅析薄板烘丝机入口端堆积物料的消除方法作者:张兴麟朱斌健龚朝伟穆林松吴炜来源:《中国科技博览》2019年第03期[摘要]薄板烘丝机入口端进料罩处有少量物料堆积,由于烘丝机内部温度较高,操作工无法及时进入烘丝机内部清理。
烟丝长时间堆积于滚筒长时间受热含水率变低甚至碳化,正常生产时该部分烟丝零星混入主流烟丝中影响正常烟丝质量。
通过对原因进行查找分析,发现进料罩面板处存在弧形台形成烟丝堆积空间。
通过对进料罩弧形台处安装导向板,消除弧形台,消除薄板烘丝机入口端物料堆积现象。
[关键词]薄板烘丝机;进料罩;物料堆积;混牌;烟丝碳化中图分类号:TS431 文献标识码:A 文章编号:1009-914X(2019)03-0155-01滚筒烘丝机是烟草企业制丝生产线上的关键设备之一,主要以蒸汽为加热源,采用复合干燥技术,通过传导、辐射、强制对流(热风)三种加热方式,使烟丝快速加热方式,使烟丝快速加热烘干[1]。
烟丝在滚筒内的滞留时间直接影响烟丝的干燥时间,以及物料与筒壁及工艺介质间的热质传递过程,从而会影响烟丝干燥效果[2]。
烘丝机进料罩存在弧形台,留有烟丝堆积空间。
堆积烟丝长时间滞留于滚筒内,会造成水分过低。
长时间堆积后的烟丝混入正常烟丝中无法剔除,影响烟丝的感官质量、化学成分及物理质量的稳定性。
卷烟工艺规范中写到:批次生产开始、结束时,烘丝机出口水分设定值±2.5%以外的即为干头干尾[3]。
干头干尾经过后序加工造碎率较高,会降低出丝率,增加烟丝的含末率和烟丝损耗,增大烟支吸阻,影响卷烟感官质量[4]。
同时,烘丝机内部温度较高,批次换牌时无法进入清除此部分烟丝,进入下一批次则会造成零星混牌的质量问题。
1、原因分析薄板式烘丝机主要由进料罩、筒体、机架、出料罩、热风管道、蒸汽管路系统、排潮管道、加热系统、气路系统、支架等几部分组成。
烟丝由烘丝机前室进入筒内,由于烘筒轴线从前室到后室与水平面成1.5°~2°倾角。
烟草行业认证规则

能源管理体系烟草行业认证实施规则编制:审核:批准;一、行业背景概述烟草行业是中国国民经济中一个举足轻重的产业,作为中国的第一大利税产业,近年来工商税收始终保持逐年增长,为国内经济的发展作出了重要的贡献。
2009年烟草行业实现工商税利首次超过5000亿元,达5131.1亿元,同比增长12.2%。
一)、行业历史:在八十年代以前,我国的烟草行业基本处于无序发展阶段;从1980年至今,我国的烟草行业迎来了快速、有序发展的机遇,整个行业经历了以下三个主要发展阶段:第一阶段:1980年--—1993年:价格管制、国有批零渠道管制第二阶段:1994年—--1995年:合资企业准入、价格放开、行业管制第三阶段:1996年———2009年:合资许可控制、进口卷烟关税降低、卷烟广告控制在烟草专控和专卖的政策下,烟草行业的发展已经逐渐走向市场化,卷烟生产企业市场运做能力逐渐增强,批发和零售渠道更接近消费市场,由市场引导生产的格局已经初步显现。
二)、行业总体政策中国烟草行业实行统一领导,垂直管理和专卖专营的专卖管理体制。
国家烟草专卖局(中国烟草总公司)主管全国的烟草专卖工作及统一管理和经营全国烟草行业的产供销、人财物、内外贸业务。
针对烟草行业的特殊性,中国政府于1981年决定改革烟草管理体制,实行烟草专卖制度,并分别于1982年1月和1984年1月批准成立中国烟草总公司和国家烟草专卖局.1991年6月,全国人民代表大会常务委员会通过了《中华人民共和国烟草专卖法》,用国家立法的形式进一步确立和强化了国家烟草专卖制度,自1992年1月1日起施行。
1997年7月3日,国务院颁布了《中华人民共和国烟草专卖法实施条例》,使《烟草专卖法》更具有可操作性.在过去30年间,中国烟草行业实行卷烟生产专控和销售专卖体制.通过市场垄断,实行远高于成本的价格控制政策,在国内各个行业中保持着非常高的平均利润率。
三)、烟草行业的主要类别、产品:根据《烟草专卖法》及《实施条例》的规定,卷烟、雪茄烟、烟丝、复烤烟叶、烟叶、卷烟纸、滤嘴棒、烟用丝束、烟草专用机械,均属烟草专卖品。
液压顶起装置改造在设备自控中的作用
3 取得效 果
通过对 设备 进行技 术改造 ,取得 了 以下效果 : ① 完善 了薄 板烘 丝 机液 压顶 起装 置 系统 功 能 ,提 高 了设 备的 自动化 控制水平 和优 良加工 性能 ; ② 降低 维修 工 作量 。改 进 前 ,每 月基 本需 要两 人 配合 调 整垫 铁 四次 。改 造后 ,垫 铁到位 准确 率 达到 10 ,调整 次数 为零 次 , 0% 极 大 的降低 了维修工 作量 ,消 除了潜在 的人 身烫伤 安全 隐患 ; ③ 此 次顶 起装 置 改造 ,解 决 了薄 板烘 丝机 顶 起装 置作 业 中存 在 的 固有 缺 陷 ,取得 了良好 效果 。有 此种 类 型 的薄板 烘 丝机 ,都 可 以进行此 技术改 造 的推广应 用 。 4 结 束语 通过 对S 6 4 型薄板 烘丝 机设 备顶 起装 置和 输油 管路 进行 技 H 2B 术改 造 和参 数优 化 ,解决 了顶起 装 置不 能保 持上 限位置 、垫铁 旋 入到位率低的问题 ,提高了设备 的自动化控制水平 ,垫块旋入到 ( 下转 第 15 ) 7页
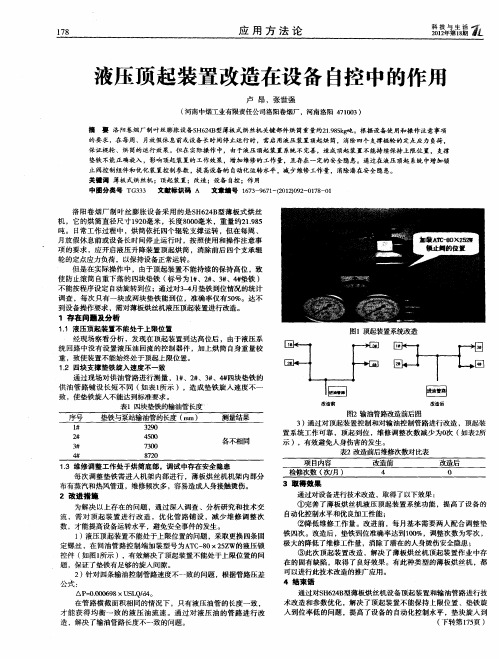
为解 决 以上 存在 的问题 ,通 过深 入调 查 、分 析研 究 和技 术 交 流 ,需对顶起 装置进行 改造 ,优化管路铺设 ,减少维修调整次 数 ,才能 提高设 备运 转水 平 ,避 免安 全事件 的发 生 。 1 )液压 顶起 装置 不能处 于 上限位 置 的问题 ,采取 更换 四条 固 定 螺 丝 ,在 回油 管路 控 制 端加 装型 号 为A C 8 T 一 0×2Z 5 W的 液压 锁 控件 ( 图1 如 所示 ),有效解 决 了顶 起装 置不能 处于 上限位 置 的问
11液 压顶 起装 置不 能处 于上 限位置 . 经 现场 察 看分 析 ,发现 在顶 起装 置 到达 高位 后 ,由于 液 压系 图1顶起装置系统 改造
薄板烘丝机自动控制系统中的PLC技术分析

术 进 行分 析 , 主要 可 以 从P L出指 令。 主要 流 程 为 : 通 过 称 重仪 器 在 薄 板 烘 丝 机 人 口处 对 烟 丝 进行称重, 然 后 控制 蒸汽 压 力、 烘 筒转速、
热 风 温 度 以及 排 潮 风 门等 , 实现 PI D闭环控 制, PI D闭环 控 制 中, 以烘 筒 温 度为 内环 , 出 口烟 丝 水分 为 外环 。此 外 , PLC技 术 还 具 有 自我 诊 断功 能 , 即通 过 检 测 和报 警 设 备对 电
文章编号 : 1 6 7 4 - 0 9 8 X( 2 0 1 3 ) 0 3 ( a ) - 0 0 6 9 - 0 1
在制 烟 过 程 中, 为 了保 证 烟 丝 口味 的醇 控 过 程 量 通 过 检 测 设 备发 回到 可 编程 序 控 控 制 器对这一过 程 量 进行 测量 。 正, 需 要 使 用 薄 板 烘 丝 机 等 烘 丝 类 机 械 对 制 器 中, 烟 丝 进 行 处 理 。所 以在 卷 烟 厂 的 制 丝 车 间
制 系统 对 薄 板 烘 丝 机 进 行 控 制 。在 薄 板 烘 丝机 自动 化 控 制 系统 中, PLC技 术 是应 用 较 为广泛 的技 术之 一。 给烘 丝段 设 备 , 烘 丝 段设 备对 烟 丝进 行 水含 量处理, 处 理 后 的烟 丝指 标 返 回PLC, PLC 对 其 进 行 测 量 分 析 以 确 保 其 符 合 要 求 。所 以 对 薄 板 烘 丝 机 自动 控 制 系统 中 的PLC技
河南安阳
4 5 5 0 0 4 )
摘
要: 薄板烘丝机 控制系统 主要是由电气系统 、 传 动系统 , 管道 系统 以及热风 系统构成。 其中,电气系统中主要是利用了P L C 技术进行 自动化 控
负压检测装置在薄板烘丝机排潮系统的应用

薄板烘丝机 是烟厂 制丝生产 线上 的关键 设备之 一, 主要用 于去除烟 丝 中的部 分水分 , 使 其含 水率达 到卷制 工艺要 求 , 并
保 持稳 定 , 满足后 续 烟丝贮 存 、 卷 制等要 求 , 同时 改善 其感 官
表干炉 内顶部送风管道 内,经顶部送风管道下 端 面的冲孔钢板均流后 图 2 表 干炉 风量循环示意 图
在确保使用性 能前提下 , 通过对铸造 车间表干炉进行改造 , 达到节能降耗 的目的; 减少生产成 本 , 提 高生产效率 , 取得显著 经济 和社会效益 。
[ 编辑 王 其]
排潮 系统 运行 状 态进行 监 控 ,并制 做 预警 画面 ,系 统参数 或 运行 状态 异 常时 , 会在 I F I X 画面上 出现 红色 闪烁 的文 本警 告 ,恢 复正 常后 闪烁 文本 自动 消失 ,直到下 一 次触 发 出
现。
四、 效 果
引入负压 检测装置后 , 进行 了近
干燥工件 , 以保证 送风及温度均匀性 , 改造后表干炉风机出风 回
风 流 动 如 图 3所 1 4 № 2 固
过网络控制系统将数据 传输 到 中控监控计 算机 ; 并通过 D / A转
换 在现场 L E D显示 面板 上输 出负压大小 ( 图3 ) 。 薄板 烘 丝机 控 制 系 统在 顺 流模 式 下稳 定 热 风温度 , 通过控制 薄板温 度来调控烟丝 的脱水量 , 保 持 出 口水 份 曲线 的平 滑。 根据薄板烘丝机控制
值 增大 , 排潮风 门逐渐调小 , 排潮 量减少 , 在薄板温度 许可范 围 内稳定出 口含水率( 图4 ) 。 编写 P L C控制程
制丝车间技术培训烘丝机
烘丝的作用一是干燥,把含水事校高的烟丝干燥 到适合卷制成烟支所需的含水卒。
二是提高填充能力, 通过烘丝使烟丝可以得到进一步松散和变形卷曲,增加烘丝过程的烟丝运动和加热,使烟丝中 的不同的配方成使叶丝和梗丝得到膨胀定型,充能力。
三是烘烤,挥发排出, 烤可以在一定程度上提高烟丝的品质;分和添加物料更加均匀, 可使同 批烟 支的成"和品 味基使香化显露,丝(烟叶丝、烟梗丝)的干燥处理。
上是对湿物料进行“脱水”的过程,通过此过程使湿物料的含水事降低到工艺规烘丝机是卷烟制丝生产线中的关键设备,用于对烟干燥处理过程实际定的要求。
干燥过程一般采用对湿物料进行加热,使物料中的水分蒸发到周围空化中, 直空化的流动被带走,使物料的含水率不断下降,达到干燥的目的。
在烘丝机中烟丝的干燥过程,就是烟丝不断被加热致其中的水分不断蒸发并被热风带走的过程。
SH626烘丝机属于传导.辐射(薄板)对流(热风)干燥滚筒薄板式烘丝机。
设备概述SH626型顺流式薄板烘丝机是一种蒸汽加热的滚筒式烘丝机,采用传导一对流干燥的综合方式,使烟丝得到快速干燥定型,增加卷曲度和弹性,提高品质和填充值,达到烘烤工艺所要求的含水率。
主要由烘筒. 支架. 传动装置. 蒸汽管路系统. 压缩空气管路系统. 热风系统、前室.后室等主要部件组成。
SH62 6顺流薄板烘丝机外观图SH626型顺流式薄板烘丝机结构图-M3 -YV2 叭希1 -RH.1 为届田换 -V2.1 丽丽韦01 -妙.2 •C"力軽 -Q 王呂功吧T1 -S01.2 -Y2疋 tiwnispw -OS1.1M1 -sou 咅女就独1开快事位 -BP1.1 $ -V1.1 豆豆月匡力站it* -OS2.2H4 +«ttnPSBH* -QSZ-1M5 Fnttnassff* -OSk2U2 但侖>« tn 吗国只夫 -YV1 HFiFimtn 二 Rif Bra^ T A ■ «M MMWM «M ■ WMMlM 二二口匚 fai « 上EK1I ft if It £ 艸 • B11 £ J 芝 0由 w 甬板式找丝机 150SW26 WZ烘筒是烘丝机的主要工作部件,由旋转接头、进汽环管.出汽环管.滚道、滚筒.大齿轮等组成;其作用是提供和传导热量,实现物料的输送。
基于前馈-反馈策略的薄板烘丝机控制系统应用研究

极大地提 高了薄板烘 丝机过程控 制的可靠性和准确性 , 品的质 量得 到 了有效保证。 使产
关键词 : 薄板烘丝机 ; 前馈 一 反馈控 制 ; 技术 开发 中图分类号 :P 7 . T 242 文献标识码 : B 文章编号 :6 176 (0 1 0 . 3 -3 17 -8 4 2 1 ) 50 1 - 0 0
工段 的主要 目的之一就 是对 烟丝 水分进 行控 制 , 丝筒 采 烘 用饱 和蒸 汽对 烟丝进 行 处 理 , 烟 丝 中的水 分 蒸 发 , 将 同时 通过热 风将 烟丝 蒸发 的水分 带走 , 而达 到控 制烟 丝水 分 从
的 目的 。
霉一 水 l 堡
{
羞 水 分 仪
收 稿 日期 :0 1— 7—2 21 0 2
在标 准配 置 中 , 电子 称 、 口水 分 仪 均 放 置 在 H 进 T之
前 , HT具 有增 温增 湿 的 功 能 , 以 实 际进 入 烘 丝 机烟 而 所
丝 的实 际流量及 其水 分 应 该 和 电子 称 所采 集 到 的信 号有
摘
要 : 对传统制丝线生产工 艺的缺点 , 出了基 于前馈控制 系统的 薄板 烘丝机精确控 制技术 , 针 提 并对该控 制
技术的控制原理 、 数学模型、 硬件 配置、 工作流程和控 制功 能等 问题 进行 阐述。生产 实践应 用表 明, 该控 制 系统 有 效解决 了传统 薄板烘丝机控制 系统 中存在 的料 头料 尾 多、 水分稳 定性差、 同品牌 等级的烟 丝控 制差异 大的 问题 , 不
测量 进料 烟丝水 分 、 料 烟 丝 流量 、 汽压 力 对 烟 丝 出 口 进 蒸 水分 进行 控制 。 目前 的烘 丝水 分 控 制 采用 数 学 模 型结 合
薄板式烘丝机冷凝水回收系统的改
薄板式烘丝机冷凝水回收系统的改造钟兴辉摘要:薄板式烘丝机是卷烟制丝生产线中的关键设备,主要有机架、筒体、加热装置、传动装置、热风系统、压缩空气系统、供回汽系统、排气装置等组成。
其主要的工艺任务一是对切后的烟丝进行干燥,使含水率达12-13%左右,以适合卷烟工艺要求及包装、贮存和流通。
二是使干燥后烟丝充分混合、水份均匀、松散卷曲,以增加烟丝的弹性和填充能力。
三是在烘丝过程中,可去除部分杂气,显露烟草本身具有的香气,改善烟丝(烟气)质量,提高烟丝品质。
可达到对烟丝水分、烟丝温度、烟丝流量等精细化控制,低强度处理烟丝的目的。
关键词:薄板烘丝机;冷凝水回收;改造1存在的问题及原因分析1.1存在问题近期操作人员发现薄板烘丝机蒸汽压力异常波动报警,在生产过程中存在因蒸汽压力低于最低允许值,导致设备停机进入冷却状态,影响生产过程,引发断料的风险。
为了确保“零停机、零断料”,排除断料停机风险,车间安排相关机电人员进行跟踪调查,反馈信息为设备供应蒸汽稳定的情况下,由于冷凝水回收不畅通,引起蒸汽压力异常波动,容易导致压力低报警,进而导致上述描述问题的发生。
甚至在预热过程中,由于冷凝水回收不顺畅,蒸汽直接加热冷凝水,导致预热过程中烘丝机在加压阶段冷凝水温度超标,设备出于自我保护设计,进入冷却状态,使之预热失败。
1.2烘絲机冷凝水回收原理烘丝机滚筒薄板两段加热冷凝水和热风散热器冷凝水分别经过浮球疏水阀后排放到冷凝水回收开式水箱,再经过电泵泵送提升回收到动力中心。
蒸汽压力异常波动:蒸汽压力P<7bar1.3原因分析烘丝机滚筒薄板两段加热冷凝水和热风散热器冷凝水分别经过浮球疏水阀后排放到冷凝水回收开式水箱,再经过电泵泵送提升回收到动力中心。
回收电泵入口跟冷凝水箱的底部出口基本同一个水平面上,电泵和冷凝水箱之间管道加装了鳞片式管道散热器。
目前出现电泵无法将冷凝水泵送回收,只能就地排放,这样造成:a、冷凝水无法回收重新利用造成热量的浪费,增加锅炉天然气的消耗;b冷凝水就地排放,影响车间的生产环境。