热喷涂技术的演化与展望
我国热喷涂技术近期发展概况

我国热喷涂技术近期发展概况全国热喷涂协作组办公室(100044)刘广海、曾克里、宋希剑摘要本文叙述了热喷涂技术(包括设备、工艺、材料、科研等方面)在我国近期发展概况及应用特点和最新成就,并展望了该技术的推广应用前景。
关键词:热喷涂技术、发展、前景热喷涂技术在国民经济建设中所发挥的重大作用,越来越引起人们重视。
它作为表面技术一个重要组成部分,在国家“六五”至“九五”连续四个五年计划重点推广应用中取得了显著成绩,获得了重大经济效益。
目前,无论在设备、材料、工艺、科研等方面都在迅速发展与提高。
从去年10月在宁波举行的“第十五届全国热喷涂技术经验交流会”上国内外专家的专题报告以及宣读的论文中可以看出,我国热喷涂技术近期发展的概况及特点是:设备方面(喷枪)向高能、高速度方向发展;材料方面向系列化、标准化、商品化方向发展,以保证多功能高质量涂层的需要;工艺方面向机械化、自动化方向发展,如计算机控制、机械手操作等。
下面简要介绍如下:1. 热喷涂设备发展的新动向近期我国加快了设备研制和生产步伐,目前已形成了完整的研制和生产体系,除原有的20多个生产单位,单机品种可达100多个外,近几年来超音速喷涂、等离子喷涂、超音速电弧喷涂、冷喷涂、棒材及陶瓷软线喷涂方面都有很大进展,加之引进许多国外先进设备,使我国热喷涂设备发展达到了崭新阶段。
1.1等离子喷涂设备1.1.1超音速等离子喷涂设备国际上高能高速已成为热喷涂技术的发展方向,相继出现了爆炸喷涂(CD-GmsPrating)、超音速火焰喷涂(HVOF、HVAF)、低压等离子喷涂(LPPS)、以及超音速等离子喷涂(Plazjet)等技术。
这些技术都是通过大幅度提高喷涂粒子的速度来获得高质量涂层。
但上述设备都各自有不足之处,由美国Browning公司在1986年末推出的超音速等离子喷涂(Plazjet)具有设备投资少、材料来源广、涂层质量好、生产效率高等诸多优点。
装甲兵工程学院在引进美国PJS-80超音速等离子喷涂设备的基础上,自主设计开发高效能HEPJET超音速等离子喷涂枪,成功地研制了超音速等离子喷涂系统。
等离子喷涂的应用及发展趋势
由几个零部件磨损,导致北京地铁四号线电扶梯发生故障,而造成人员伤亡的案件,至今仍让人深感痛惜。
事件过后,人们不禁反思,几个小小零部件的磨损果真有这么大的威力吗?毋容置疑,得到的答案是肯定的。
事实上,据国外统计资料表明:摩擦消耗掉全世界1/3的一次性能源,约有80%的机器零部件都是因为磨损而失效,每年因此而造成的损失也是相当巨大。
因此,发展表面防护和强化技术,也得到世界各国的普遍关注,这也极大推动了表面工程技术的飞速发展和提高。
表面工程技术能够制备出优于本体材料性能的表面薄层,赋予零部件耐高温、耐磨损及抗疲劳等性能。
其中,等离子喷涂作为是表面工程中的一项重要技术,因其具有涂层硬度高、耐磨性能优异等优点,已在国民经济的各个领域获得广泛应用。
经过整理搜集,下面慧聪小编就为大家简单介绍下等离子喷涂技术。
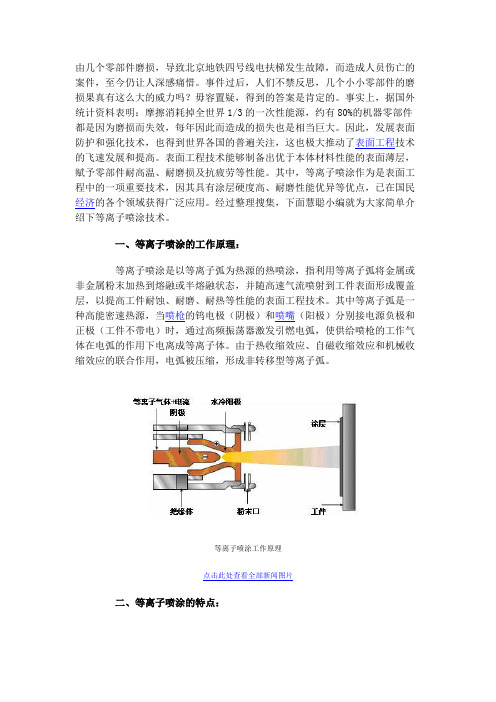
一、等离子喷涂的工作原理:等离子喷涂是以等离子弧为热源的热喷涂,指利用等离子弧将金属或非金属粉末加热到熔融或半熔融状态,并随高速气流喷射到工件表面形成覆盖层,以提高工件耐蚀、耐磨、耐热等性能的表面工程技术。
其中等离子弧是一种高能密速热源,当喷枪的钨电极(阴极)和喷嘴(阳极)分别接电源负极和正极(工件不带电)时,通过高频振荡器激发引燃电弧,使供给喷枪的工作气体在电弧的作用下电离成等离子体。
由于热收缩效应、自磁收缩效应和机械收缩效应的联合作用,电弧被压缩,形成非转移型等离子弧。
等离子喷涂工作原理点击此处查看全部新闻图片二、等离子喷涂的特点:1、由于热收缩效应、自磁收缩效应和机械收缩效应的联合作用,所形成的非转移型等离子弧可以获得高达10000摄氏度以上的高温,且热量集中,因此可以熔化各种高熔点、高硬度的粉末材料。
2、等离子焰流速度高达1000m/s,喷出的粉粒速度可达180-600m/s,因此可以获得组织致密、气孔率低、与基材结合强度高(65-70MPa)、涂层厚度易于控制的喷涂层。
3、等离子喷涂过程中零件不带电,且受热温度低(表面温度一般不超过250℃),因此喷涂过程中零件基本无变形,母材的组织性能亦无变化,且不改变其热处理性质。
热喷涂技术与应用(单电极等离子喷枪)
热喷涂技术与应用摘要:本文首先以介绍喷涂设备、涂层种类方面为开端阐述热喷涂技术的发展现状。
其次介绍热喷涂技术的主要工艺方法和常用的功能性涂层,分析热喷涂技术中热障涂层在航空发动机部件上的应用和发展以及分析船舶柴油机排气阀等关键零件的再制造中热喷涂涂层的设计与工艺方法选择,比较了不同热喷涂材料与工艺方法对船舶柴油机关键零件再制造后使用性能的影响。
关键词:喷涂设备热喷涂涂层种类喷涂应用前言:热喷涂技术最早出现在20世纪早期的瑞士, 随后在前苏联、德国、日本、美国等国得到了不断的发展, 各种热喷涂设备的研制、新的热喷涂材料的开发及新技术的应用, 使热喷涂涂层质量不断得到提高并开拓了新的应用领域[1]。
本文综述了热喷涂技术的研究进展, 主要从热喷涂设备、涂层应用和涂层质量监控进行了阐述, 并对热喷涂技术的发展趋势进行了展望。
热喷涂技术是利用热源将喷涂材料加热至溶化或半溶化状态,并以一定的速度喷射沉积到经过预处理的基体表面形成涂层的方法[2]。
利用不同的热源和喷涂设备,可以制备防腐、耐磨、减磨、抗高温、耐氧化、隔热、绝缘、导电和防微波辐射等一系列多种功能的涂层。
它可以在设备维修中修旧利废,使报废了的零部件“起死回生”;也可以在新产品制造中进行强化和预保护,使其“益寿延年”。
可以大量节约能源、节约材料提高功效、降低成本,特别适合我国国情,符合我国现行的经济政策。
是当前国家提倡的节能减排、低能耗、高效率的一项重要实用技术。
热喷涂技术最早出现在20世纪早期的瑞士, 随后在前苏联、德国、日本、美国等国得到了不断的发展, 各种热喷涂设备的研制、新的热喷涂材料的开发及新技术的应用, 使热喷涂涂层质量不断得到提高并开拓了新的应用领域。
1:热喷涂设备1.1:多电极等离子喷枪Klaus Landes 教授于1993 年发明了三阴极等离子喷枪,目前最新型号为TriplexPro 200。
Triplex 喷枪结构为三阴极和单阳极,将等电弧等分成三束,三束弧的弧根起弧后在阳极上固定不动(见图2)。
热喷涂技术发展背景

热喷涂技术发展背景腐蚀和磨损是造成材料和零部件失效的主要原因。
据有关资料报介绍,发达国家每年由腐蚀和磨损所造成的经济损失约占国民经济总产值的4% ~5%,⽽全世界每年⽣产的钢材约有1/10变成铁锈。
我国每年由腐蚀和磨损所造成的经济损失已达数千亿元⼈民币。
材料是⼈类⽂明发展的物资基础,也是⼈类⽂明发展的重要标尺。
现代⼯程对材料性能的要求往往是多重性的,有时甚⾄是⽭盾的。
许多⼯程结构部件,既要求很⾼的强韧性,同时要求具有很⾼的表⾯硬度和耐磨性(材料的强韧性和表⾯硬度是相⽭盾的);既要求很⾼的⾼温强度,⼜要求具有良好的隔热性。
飞机发动机燃烧室内壁要求材料具有良好的隔热性,外壁⼜要求良好的散热性,对⼯程材料的双重性要求越来越重要。
这些材料的特殊性能要求往往是发⽣在材料⼯作的表⾯。
表⾯⼯程技术领域最关键技术之⼀———喷涂技术就是在不改变基体材料性能的基础上,赋予材料或零部件表⾯特殊功能性能,达到提⾼综合性能的⽬的,是制备复合材料最有效⼯艺技术之⼀。
热喷涂技术的发展可以分为三个阶段:第⼀阶段是简单的热喷涂⼯艺;第⼆阶段是热喷涂技术;第三阶段是形成完整的热喷涂⼯业体系。
(1)第⼀阶段热喷涂⼯艺在1910年,瑞⼠⼯学博⼠M U S choop发明了世界上第⼀个⾦属喷涂装置———⾦属溶液式喷涂。
它是将低熔点⾦属溶液注⼊到经过加热的压缩空⽓⽓流中,在压缩⽓流动⼒的作⽤下,使⾦属溶液雾化并加速喷射沉积到基体表⾯上形成涂层。
⾦属溶液热喷涂装置1—压缩⽓体2—压⼒表3—加热管4—喷头5—坩埚6—喷嘴7—抽风管8—⼯件这是世界上最早的热喷涂装置,虽然装置庞⼤、效率低,但包含了热喷涂技术的基本原理和喷涂过程,开创了热喷涂技术这⼀新领域。
此后,Schoop致⼒于喷涂装置的改进,使喷涂材料加热与雾化破碎同时进⾏,于1912年研制成功线材⽕焰喷涂枪,使热喷涂⼯艺第⼀次得到实际应⽤,产⽣了线材⽕焰喷涂技术。
1913年Schoop提出了电弧喷涂枪的设计,并于1916年研制成实⽤型电弧喷涂枪,制备钢结构长效防腐涂层,将热喷涂技术真正⽤于⽣产实践。
热喷涂技术的研究现状与发展
3扣
受
J
..
.- ,j 4 J
一 b j L
热喷涂技术的研究现状与发展
吐尔逊 ・ 斯地 克
摘 要 本文阐述了各种热喷涂技术的原理和特点, 综述了热喷涂技术的研究现状与应用,
并 对 纳 米 热 喷 涂 技 术 的 研 究 展望 进 行 了探 讨 . 热喷 涂 技 术具 有 工 艺 灵 活 , 工 方 便 , 应 性 强 及 施 适 经 济 效 益 好 等 优 点 , 广 泛 应 用 于 宇 航 、 械 、 工 、 通 、 质 、 金 、 筑 等 - q 部 门 , 获 得 被 机 化 交 地 冶 建  ̄_ k 并
r 1 乒’ ’ 孛 。 。
L . L
.
。 。
÷
| _
j L
.
’’ 一
. ‘
≥ _ . ≯ : _
。 ? ’
÷
O
( 30 6 。 8 04
j t j
。 u _ l
L
)
奠
。 ・
t
≯ 乩 J
; L J
L 声 .L_ ; 受 强 虬
LJ
A J j 4 _ J
,^●^_‘ —』 U U— 二 J. -_ ulU ‘^ ■ ^^ ■. .J 。 L U :● L 一 U▲ — 8L L
4 3
尸
.
—
d _ l
童 j ’
t
.
如 山} 一
扎 1 . 5
l
础 止 一
j ・ 3 j
6 j= , , ;
.
・ 。 ; 。 a ,i fh . l 5
我国热喷涂技术近期的应用概况与发展趋势(下)

栏 且主 持 于 淑 香
我 国 热 喷 涂 技 术 近 期 的 应用栅况与发展趋势 l = c I : I 下
全国热喷涂协作组办公室 ( 北京 104 ) 曾克 里 刘广 海 宋 希 剑 004
三 、 当前 我 国热 喷涂 技术 发展 趋 势及 特 点
36 1 L不 锈钢 材 料 、哈 氏合 金 高 耐 蚀 材 料 , 已在 食 属 陶 瓷 C 1 一5 C 、WC 2 C 等 涂 层 的 制 备 , r 2 Ni r 一1 o
品 、化 工容 器 中广 泛 应 用 ,取 代 整体 制作 不 锈 钢容 可沉 积 涂层 的材料 包 括大 部 分金 属 涂 层 、金 属 陶瓷
冷 喷 涂技 术 是 一项 既经 济 又实 用 的喷 涂 技 术 ,
视。
熔 、大功 率 火 焰 重 熔 和 炉 中 重熔 工 艺 , 已在 阀 门 、 用 于 材料 的表 面涂 层可 以改善连铸 机 低 温段 各 种 轧 辊 上 ( 如 性 ,如 :耐磨 性 、耐 腐 蚀 性 和 材 料 的力 学 性 能 等 ,
厂锅 炉对 流 受 热 面上 广 泛应 用 ,获 得 了较 好 效果 。 括 金 属 A 、Z 、C 、Ni a l n u 、C 、T 、A C 、F 、 i o e
C 合金 、高 熔 点 Mo 、Ta以及 高 硬 度 的金 ( )采 用 电 弧 及 其 他 喷 涂 方 法 ,喷 涂 3 4 N 、Nir 4 0 L、 b
底 辊 ,喷 涂 Nir C 3 2 层 和 Al 、z O C / rC 涂 2 o3 r 2陶 瓷 涂 层 取得 了 良好 效 果 ,已有 许 多成 功 实例 。 ( )采 用激 光 重 熔 、高 频感 应 重熔 、电 子束 重 2
热喷涂技术及其在材料领域的应用
热喷涂技术及其在材料领域的应用热喷涂技术作为一种先进的表面技术,已经在各个领域得到了广泛应用。
该技术将材料加热喷涂到基材表面,通过化学物理反应形成涂层,具有防腐、耐磨、隔热、隔音等特性,被广泛应用于航空、航天、工程机械、汽车、电子等行业领域。
本文将总结热喷涂技术的一些基本概念和在材料领域中的应用。
热喷涂技术的基本概念热喷涂技术是通过将熔化态或半熔化态的材料喷到基材上,将喷涂材料与基材结合在一起,形成涂层。
热喷涂技术分为三种:火焰喷涂、射线喷涂和反应喷涂。
火焰喷涂是将喷涂材料在火焰中加热融化,通过喷嘴喷出并与基材表面冷却结合。
射流喷涂是利用电弧或电极射流产生高温,将喷涂材料则经过熔化喷射,再在基材表面形成新层。
反应喷涂是在喷射过程中,通过化学反应来生成涂层的,相对于前两种技术,可以生成更厚的涂层。
热喷涂的材料常常包括金属、合金、陶瓷、玻璃、聚合物等。
热喷涂技术的应用航空在航空领域,热喷涂技术可以增强飞机结构的强度和刚度,提供耐热、抗腐蚀、防氧化等性能。
在发动机的高压涡轮中,热喷涂可以对叶片进行保护,延长使用寿命。
同时,热喷涂技术还可以在飞机的液压阀、液压管道和传动部分上形成保护层,减少磨损和碰撞损坏。
电子在电子行业,热喷涂技术可以提供防静电、隔热、隔音、导电性等特性。
例如,在太阳能电池板的背面上,可以喷涂一层导电涂层,以确保电池板受到充分利用,提高太阳能电池的效率。
同时,在手机、电脑等大量使用的电子设备中,热喷涂技术还可以用于防止某些塑料部件损坏,例如键盘按钮和鼠标轨迹球等,使它们保持其原因样子的同时,又具有一定的耐腐蚀性和耐磨性。
工业热喷涂技术可用于工业领域的各个方面。
例如,在工程机械制造中,热喷涂技术可以用于制造防护层,避免运输过程中腐蚀或受损。
在建筑领域,也可以利用热喷涂技术来加强防护能力,例如使用热喷涂的防水材料对外墙涂层进行保护。
汽车最后,热喷涂技术在汽车行业中也得到了广泛应用。
通过涂覆车体涂层,汽车可以具有高温和抗腐蚀等特性,同时也可以增强车体的强度和刚度。
热喷涂与喷焊技术
2.热喷涂分类
3.热喷涂特点
能够喷涂的材料范围特别广; 能够在多种基体材料上形成涂层; 一般不受工件尺寸和施工场所的限制; 沉积效率高,特别适合沉积后膜涂层; 对基体材料的热影响小; 调整涂层成分比较容易; 容易对制品进行局部强化或改性; 节约贵重材料; 方便维修。
三.喷涂工艺方法
1.电弧喷涂 电弧喷涂最早是由瑞士工学博士 M. U. Schoop 在 1913 年提出的,到 1916 年研制成功了第一把 实用型的电弧喷枪。图1所示为世界上的第一台电 弧喷涂设备。
世界上的第一台电弧喷涂设备
1)电弧喷涂原理
电弧喷涂是用电弧将喷涂材料加热熔化,再用 压缩空气雾化,喷射到基体表面形成涂层的一种 热喷涂技术
对封孔剂的基本要求是:
a 粘度低,渗透性好; b 化学性能稳定,能耐化学腐蚀或溶剂作用, 不与涂层材料发生有害反应; c 容易古话,最好能常温固化,且与涂层粒子粘 结牢固; d 安全无毒,使用方便。
按照封孔剂材料的类型,封孔剂主要分为有 机封孔剂和无机封孔剂两类。前者一般用于常温 和不高的环境温度下,如微晶石蜡、酚醛清漆、 环氧清漆等;后者则多用于高温涂层的封孔,如 水玻璃、水解硅酸乙酯、磷酸铝等。
二.热喷涂技术原理 1. 热喷涂技术原理 如图1所示, 在喷涂过程中,被热源加热并被 高速气流雾化的喷涂材料颗粒被喷射到基体表面, 和基体发生撞击,速度由每秒几十、几百米骤然 降为零,颗粒由于撞击而产生巨大的变形铺展, 形成片层状结构,并迅速冷却下来,如图2所示。
图1 热喷涂技术原理示意图 1- 基体 2- 涂层 3 热源 4- 热喷 涂材料 L- 熔体 S- 固体
式中 σ b ——涂层的粘聚强度, N/mm 2 ; F ——涂层破断最大载荷, N ; d1 ——试件喷涂前直径, mm ; d2 ——试件喷涂加工后直径, mm 。
公共基础知识热喷涂基础知识概述
《热喷涂基础知识综合性概述》一、引言热喷涂技术作为一种表面工程技术,在现代工业中发挥着至关重要的作用。
它能够在各种基材表面制备出具有特定性能的涂层,从而提高材料的耐磨性、耐腐蚀性、耐高温性等性能,延长材料的使用寿命,降低生产成本。
本文将对热喷涂的基础知识进行全面的阐述与分析,包括基本概念、核心理论、发展历程、重要实践以及未来趋势等方面。
二、基本概念1. 热喷涂的定义热喷涂是指将熔融状态或半熔融状态的材料,通过高速气流或火焰等热源加热至熔化或软化状态,然后以高速喷射到基材表面,形成涂层的一种表面工程技术。
2. 热喷涂的分类根据热源的不同,热喷涂可以分为火焰喷涂、电弧喷涂、等离子喷涂、爆炸喷涂等。
火焰喷涂是利用可燃气体与氧气混合燃烧产生的火焰作为热源;电弧喷涂是利用两根金属丝之间产生的电弧作为热源;等离子喷涂是利用等离子体作为热源;爆炸喷涂是利用炸药爆炸产生的能量作为热源。
3. 热喷涂涂层的特点热喷涂涂层具有以下特点:(1)结合强度高:涂层与基材之间通过机械结合、物理结合和化学结合等方式结合在一起,结合强度较高。
(2)孔隙率低:热喷涂涂层的孔隙率较低,可以有效地防止腐蚀介质的渗透。
(3)硬度高:涂层的硬度较高,可以提高材料的耐磨性。
(4)耐高温性好:涂层可以在高温环境下使用,具有良好的耐高温性能。
(5)可制备多种材料的涂层:热喷涂可以制备金属、陶瓷、塑料等多种材料的涂层,满足不同的使用要求。
三、核心理论1. 热喷涂的原理热喷涂的原理是利用热源将喷涂材料加热至熔化或软化状态,然后以高速喷射到基材表面,形成涂层。
在喷涂过程中,喷涂材料的颗粒在热源的作用下,经历了加热、熔化、加速、撞击基材表面等过程,最终形成涂层。
2. 热喷涂的结合机制热喷涂涂层与基材之间的结合机制主要有机械结合、物理结合和化学结合三种。
机械结合是指涂层与基材之间通过机械嵌合作用结合在一起;物理结合是指涂层与基材之间通过范德华力、氢键等物理作用力结合在一起;化学结合是指涂层与基材之间通过化学反应形成化学键结合在一起。
河海大学 表面工程技术应用之热喷涂
河海大学表面工程技术应用之热喷涂表面工程技术应用热喷涂毛河海大学机电工程学院摘要:从喷涂设备、涂层应用和质量监控方面综述热喷涂技术的发展现状,重点介绍了等离子喷涂、超音速电弧喷涂、超音速火焰喷涂以及冷喷涂技术的最新进展;提出了制备热障、纳米、非晶、超导及隐身功能涂层将成为研究热点。
指出利用各种先进的声、光、电、磁无损检测技术,对涂层性能进行在线诊断、评估质量和预测寿命的研究方向;并对热喷涂技术的发展趋势进行了展望。
关键词:热喷涂技术;涂层应用;检测诊断。
Abstract:Thermal spray technology was reviewed with its focus on the spray equipments and coatings application as well as coatings quality supervision at home and abroad.The newest progress of plasma spray,high velocity arc spray,high velocity oxygen spray and cold spray processes was introduced.Fabricating function coatings is a hot topic in thermal spray technology,such as thermal barrier,nanostructured,amorphous,superconductive and camouflage coatings.Using uhrasonic,photoactivation,electrochemistry and magnetism in nondestructive testing is an important research direction in coatings quality supervision.Development trend on thermal spray technology Was put forward.Key words:thermal spray technology;coatings application;Detection and diagnosis。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第26卷 第3期 无 机 材 料 学 报 Vol. 26 No. 3
2011年3月 Journal of Inorganic Materials Mar. , 2011
收稿日期: 2010-06-15; 收到修改稿日期: 2010-08-25 基金项目: 中国科学院特种无机涂层重点实验室开放课题基金
Open Fund for Key Laboratory of Inorganic Coating Materials, Chinese Academy of Sciences 作者简介: 尹志坚(1981−), 男, 博士研究生. E-mail: zhijian_yin@yahoo.com.cn
文章编号: 1000-324X(2011)03-0225-08 DOI: 10.3724/SP.J.1077.2011.00225 热喷涂技术的演化与展望
尹志坚1,2, 王树保1, 傅 卫1, 谭兴海1, 陶顺衍2, 丁传贤2 (1. 宝钢设备检修有限公司表面技术研究所, 上海201900; 2. 中国科学院 特种无机涂层重点实验室, 上海200050) 摘 要: 系统分析了热喷涂技术的发展历程与最新动态, 提出了“三阶段演化规律”(热能的较量、动能的较量、创新理念的较量), 并就工艺特性与潜在应用两方面较详细地探讨了几种新颖的喷涂工艺: 低压等离子喷涂−薄涂层技术(LPPS-TF)、冷喷涂(CS)和液料等离子喷涂(SPS/SPPS). 结合国内外热喷涂产业发展现状, 尝试提出了几点亟待国内热喷涂界同仁共同努力的方向, 最后展望了热喷涂工艺与产业的未来发展. 关 键 词: 热喷涂; 演化; 应用; 展望; 综述 中图分类号: TG174 文献标识码: A
Evolution and Prospect of Thermal Spraying Technique YIN Zhi-Jian1,2, WANG Shu-Bao1, FU-Wei1, TAN Xin-Hai1, TAO Shun-Yan2, DING Chuan-Xian2 (1. Institute of Surface Technology, Baosteel Equipment Maintenance Co., Ltd, Shanghai 201900, China; 2. Key Laboratory of Inorganic Coating Materials, Chinese Academy of Sciences, Shanghai 200050, China)
Abstract: In this article, current state development and process evolution of thermal spray technology during last
century (1910−2010) were reviewed. An “three-step evolution trend” (heat energy dominance, kinetic energy dominance, innovative idea and composite performance dominance) was advanced in order to get comprehensive understanding on this technology and do better in promoting its future development. Low pressure plasma spray-ing-thin film (LPPS-TF), cold spray (CS) and suspension or solution srecursor plasma spray (SPS/SPPS) were se-lected among emerging novel spray processes to be briefly introduced from two aspects (process characteristics and potential applications). Comparison of spray output value and detail contribution ratio distribution of various indus-try or process through world and Asia spray industry market were made to probe into what can be improved as for China thermal spray industry in future. It was suggested that increasing plasma spray and HVOF contribution to applications, take active steps to explore R&D of some novel spray technology like above mentioned and their pos-sible applications especially in high-tech industrial such as electrics, semiconductor and new energy. Key words: thermal spray; evolution; application; prospect; review
热喷涂技术作为表面工程的重要组成部分, 已被列入中国“十一五”计划和2020年远景规划中要大力发展的先进制造技术. 从“六五”计划开始,热喷涂作为全国重点推广的技术项目, 由于其工艺简捷、涂层和基体材料选择范围广、易形成复合功能涂层(耐磨、隔热、抗氧化、耐腐蚀、绝缘与导电等)、涂层厚度易控以及可现场大面积施工等技术特点, 已在航空、航天、钢铁等领域获得较好应用[1-4]. 据不完全统计, 2007年我国热喷涂市场规模约45亿元, 2008年达近60亿. 但从图1、图2可以看到[5-6], 虽然中国热喷涂产业近年来发展势头良好, 其总体市场规模及其所占国家GDP比重与美、日、德等热喷涂产业较发达国家相比尚有不小差距. 喷涂产业发达国家的经验显示, 热喷涂作为高技术产业和多学科的交叉、边缘技术, 对制造业的发展状态和产品结构极其敏感, 有很强的依附性[5]; 热喷涂产值占 226 无 机 材 料 学 报 第26卷 图1 2002、2007年美、日、德、中四国热喷涂产值规模及各国五年内热喷涂产值年增长率对比[5-6] Fig. 1 Comparison of thermal spray market scale of America, Japan, German, China in 2002 and 2007, and comparison of market growth annual rate of growth during such period[5-6]
图2 2002、2007年美、日、德、中四国热喷涂产值占国家GDP的比例对比[5-6] Fig. 2 Comparison of ratio (annual thermal spray market output / GDP) for America, Japan, Germany, China in 2002 and 2007[5-6]
国家GDP比重较低一方面反映了喷涂产品结构亟待调整, 另一方面说明产业总体规模待扩大. 本文通过深入分析热喷涂技术的演化规律、对比探查热喷涂工艺与产业化应用的发展动态, 提出几点亟待国内热喷涂界同仁共同努力的方向, 并展望热喷涂技术及产业的未来发展.
1 热喷涂技术的演化 1.1 热喷涂技术的发展历程 热喷涂技术的产生和应用已有近百年, 最早的热喷涂技术始于1882年, 德国人用一种简单的装置将熔融态金属喷射成粉体. 真正的热喷涂技术则产生于1910年, 瑞士Schoop博士发明了固定式坩埚熔融喷射装置. 此后, Schoop致力于喷涂装置的改进, 1912年和1916年先后研制成功线材火焰喷枪和
电弧喷枪. 在20世纪30年代, 瑞士Sulzer Metco公司研制成功空气涡轮送丝和用马达送丝的系列喷枪, 用于制备钢铁结构件长效防护的锌、铝涂层; 此后, 又研制成功Metco-P型粉末火焰喷枪. 50年代末期, 美国联合碳化物公司开发了燃气爆炸喷涂技术, 并成功应用于航空工业. 燃气爆炸喷涂虽然粒子速度高, 可制备出高质量的碳化物涂层, 但温度较低, 不适合制备氧化物等陶瓷基涂层. 随着Metco和Plasmadyne公司相继推出等离子喷涂设备, 由于等离子体焰流的温度较高, 不仅解决了难熔金属材料和陶瓷材料的熔化问题, 还提高了涂层的结构致密性和结合强度, 促进了热喷涂材料的开发, 拓宽了涂层技术的应用. Metco公司在70年代末期开始又逐步研究成功80kW的高能等离子喷涂和可控气氛(低压或真空)等离子喷涂设备. 80年代初期由美国Browning Engineering公司开发成功的超音速火焰喷涂技术, 较好地避免WC-Co等硬质合金粉料在
等离子喷涂时易出现脱碳分解现象, 在很大程度上推进了硬质合金喷涂涂层从航空航天领域到各种工业领域的应用拓展. 其后超音速等离子喷涂、三阴极轴向送粉等离子喷涂、超音速电弧喷涂、电热爆炸喷涂、冷喷涂、液料等离子喷涂、低压等离子喷涂-薄涂层技术的相继出现, 使热喷涂技术得到不断改进, 伴随喷涂工艺的不断演化, 喷涂材料和过程控制等亦迅速发展, 逐步形成了从设备、工艺、涂层材料到工程应用较为完整的工业体系. 1.2 热喷涂技术的演化规律 大量研究显示焰流温度和颗粒速度是热喷涂工艺两个极为关键的因素[7-11], 热喷涂技术向高能、高
速发展的趋势亦得到业界的普遍认可. 但是, 进入21世纪后随着液料喷涂、冷喷涂和低压等离子喷涂−薄涂层技术(LPPS-TF)的逐渐成熟和工业化应用, 传统的热喷涂理念(原料、热源、涂层结构与沉积机制)及其向高速、高能发展的规律均遇到挑战(见图3).
图3 传统热喷涂理念与一些创新设计 Fig. 3 Comparison between tradtional thermal spray under-standings and innovative designs V: Velocity of particle; T: Temperature of particle