跨棒距量具MSA2014-8-26
MSA-第3版

11
14、偏倚( Bias):
基准值 偏倚
观测平均值
偏倚: ——是测量结果的观测平均值
与基准值的差值。 ——由一个评价人,用一种测量
仪器(量具),多次测量同 一个零件(产品)的同一特 性时获得的观测平均值与基 准值的差值。 ——基准值的取得可以通过采用 更高级别的测量设备进行多 次测量,取其平均值来确定。
9
11、校准
在规定的条件下,建立测量装置和已知基准值和不确定度 的可溯源标准之间的关系的一组操作。校准可能也包括通 过调整被比较测量装置的准确度差异而进行的探测、相关 性、报告或消除的步骤。
12、校准周期
两次校准间的规定时间总量或一组条件,在此期间,测量 装置的校准参数被认定为有效的。
10
13、数据
测量系统分析
Measurement System Analysis (MSA)
TS培训师:刘立场
1
课程内容
基础术语 测量系统分析概述 测量系统的分析
测量系统的分辨力 测量系统的稳定性 测量系统的偏倚 测量系统的重复性和再
现性 测量系统的线性
测量系统分析的实施 极差法 均值极差法 假设检验分析法 信号探测法 解析法
17
22、零件变差
与测量系统分析有关,对一个稳定过程零件变差(PV)代 表预期的不同零件和不同时间的变差。
23、容差(公差)
为了维持配合、形式和功能,与标准值或公称值相比允许 的偏差。
18
24、基准值
被承认的一个被测体的数值,作为一致同意的用于进行比 较的基准或标准样本。
MSA-五性研究-新版

零件号:
名 称:
规 范:
28.008~28.021
量具重复性和再现性报告
德尔福沙基诺凌云驱动轴有限公司
量具名称:
日 期:
量 具 号:
评 价 人: A-
B-
C-
量具型式:
量具规格:
根据数据表:
R= 2.4000
XDIEF= 2.1333
RP= 29.7778
零件数量n= 10 测量设备分析
[PV/GRR ]
= 1.41×[ 48.2400 ÷
= 7.38
ndc大于 5即可
9.2181 ]
2.在10%至30%间可接受,视设备成本和现场使用的重要性以及维修的费用等可能是可接受的
评审签 3.在大于30%不可接受 字:
QUA-502-01:2005-02-15
QUA-502-01:2005-02-15
= 49.1128 结 论: 1.在10%以下测量系统良好
%R&R= 100×[R&R÷TV] = 100×[ 9.218130 ÷ = 18.77 %
49.112845 ]
%PV= 100×[PV÷TV] = 100×[ 48.2400 ÷ = 98.22 %
49.1128 ]
ndc= 1.41×
=
{(
2.1333 ×
)2-(
7.3200 2÷(
×
3 )]}0.5
= 5.6028
2.70 10
评价人
K2
2
3.65
3
2.70
%AV= 100×[AV÷TV] = 100×[ 5.6028 ÷ = 11.41 %
49.1128 ]
2014年计量器具和检测设备管理台账-2014.04.07

出厂日 期
/ / / 2013.08 / / / / / 2014.02 2012.01 2014.02
检定 有效期
2014.10.22 2014.10.22 2015.04.21 2015.04.21 2015.04.22 2015.04.22 2015.04.22 2015.04.24 2015.04.28 2015.04.29 2015.04.29 2015.04.29
器具名称
船用压力表 耐震压力表 耐压测试仪 游标卡尺
校准或 检定周 期
0.5年 0.5年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年
制造单位
腾飞仪器仪表有限公司 富阳华科仪表有限公司 南京长盛仪器有限公司 上海希卡量具有限公司 上海希卡量具有限公司 北京益都仪表成套厂 深圳市超速达实业有限公 司 常州市华工刃量具厂 东莞市德光电子有限公司 成都成量工集团有限公司 成都成量工集团有限公司 成都成量工集团有限公司
出厂日 期
2013.12 2014.01 2012.12 2011.04 2012.06 2011.06 2011.06 2012.09 2013.06 2014.03 2013.12 2013.12 2013.10
检定 有效期
2015.04.29 2015.04.29 2015.04.29 2015.04.29 2015.04.29 2015.04.29 2015.04.29 2015.04.29 2015.04.29 2015.04.29 2015.04.29 2015.04.29 2015.04.29
校准或 检定周 期
1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年
制造单位
塞规跨棒距MRe的计算

INT46Z×1.5m×30P×6H塞规跨棒距M Re的计算
1.由GB/T3478.1-1995表12中查得:
T+λ=0.108mm λ=0.045mm 故T=0.063mm
由GB/T3478.2-1995表5中查得:
m=1.5时:作用齿槽宽最小值E Vmin=2.356mm
Z=46、6H时,实际齿槽宽最大值E max=2.464mm
由GB/T3478.1-2008表3中查得:
作用齿槽宽最大值E Vmax=E max-λ=2.464-0.045=2.419mm 实际齿槽宽最小值E min=E Vmin+λ=2.356+0.045=2.401mm 2.由本标准表14查得D=69mm,S=2.356mm时
H=0.005
Z=0.004
Y=0.0025
W=0.004
3.按本标准表10、表11和表12公式计算
综合通端塞规齿厚上极限尺寸
T s=E Vmin+Z+H/2=2.356+0.004+0.0025=2.3625mm
综合通端塞规齿厚下极限尺寸
T i=E Vmin+Z-H/2=2.356+0.004-0.0025=2.3575mm
综合通端塞规齿厚磨损极限尺寸
T u=E Vmin-Y=2.356-0.0025=2.3535mm
非全齿止端塞规齿厚上极限尺寸
Z FS=E max+H/2=2.464+0.0025=2.4665mm 非全齿止端塞规齿厚下极限尺寸
Z Fi=E max-H/2=2.464-0.0025=2.4615mm 非全齿止端塞规齿厚磨损极限尺寸
Z Fu=E max-W=2.464-0.004=2.460mm
4.量棒直径的计算。
MSA测量系统分析与结果解释
量具R&R 研究(交叉):摘要:每次测量过程结果时都会发现某些变异。
产生这样的变异的变异源有两个:一是任何按照过程制造的部件都会存在差别,二是任何测量方法都不是完美无缺的?因此,重复测量同一部件不一定会产生同样的测量结果。
使用量具R&R 可以确定测量产生的变异性中哪一部分是由测量系统本身引起的。
测量系统变异性包括由量具本身和操作员之间的变异性引起的变异。
此方法适用于非破坏性试验。
当满足下列假定条件时它也可用于进行破坏性实验:(1)同一批内的所有部件都极为相似,以至于可以认为是同一种部件;(2)所有操作员都测量同一批部件。
可使用方差分析法、均值和R 法进行交叉量具R&R 研究。
其中使用均值和R法时计算更为简单,而方差分析法则更为准确。
在进行量具R&R 研究时,测量应按随机顺序进行,所选部件在可能的响应范围内提供了代表性样本,这一点非常重要。
1.1.1 数据说明选择了十个表示过程变异预期极差的部件。
由三名操作员按照随机顺序测量每个部件的厚度,每个部件测量两次。
1.1.2 方差分析法与均值-R 法的比较由于利用控制图进行计算比较简单,因而首先产生了均值-R 法。
但是,在某些方面方差分析法更为准确:(1)利用方差分析法可以研究操作员和部件之间会产生哪些交互作用,而均值-R 法却不同。
(2)利用方差分析法所用的方差分量对变异性进行的估计比使用均值-R 法的极差进行估计更准确。
1.1.3 量具R&R 的破坏性实验量具R&R 研究的主要目的之一是要查看同一个操作员或多个操作员对同一个部件的重复测量结果是否相似。
如果要进行破坏性实验,则无法进行重复测量。
要对破坏性测试应用Minitab 的量具R&R 研究,则需要假定某些部件“完全相同”,可视为同一个部件。
如果假定是合理的,则可将同一批产品中的部件当作同一个部件。
如果上述情形满足该条件,则可以根据部件具体的测试方法选择使用交叉量具R&R 研究或嵌套量具R&R 研究。
计量型MSA
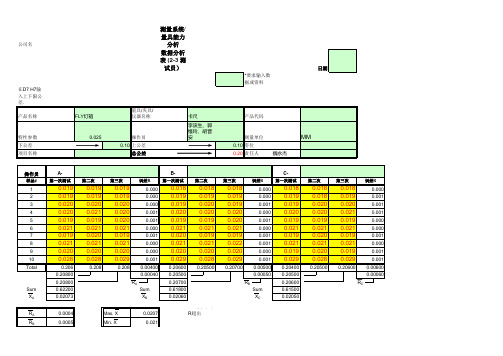
0.018 0.019 0.019 0.020 0.019 0.021 0.020 0.021 0.020 0.029
0.20600 0.20500 0.20700 0.61800 0.02060
0.018 0.019 0.020 0.020 0.019 0.021 0.019 0.021 0.020 0.028
0.6251
K-values For a 99% Confidence Level 99%置信水平K值选择
测试组数 K1 2 4.560 3 3.050 K2 测试组数 2 3.650 3 2.700 备注: P/T Ratio <=10 最好水平 10~20 可接受 >20 不可接受
K-values For a 95% Confidence Level 95%置信水平K值选择
MM
操作员
样品#
A第一次测试 第二次 第三次 误差R
B第一次测试 第二次 第三次 误差R
C第一次测试 第二次 第三次 误19 0.019 0.020 0.020 0.019 0.021 0.019 0.021 0.020 0.028
0.206 0.20800 0.20800 0.62200 0.02073
Sum XA RA RB RC R Sum R
0.0004 0.0005 0.0006 0.0015 0.0005
Max. X Min. X X Diff.
0.0207 0.021 0.00023
1. 对于单个R超出3SINGMA(D4*R-bar)水平的应注明原因及相关的改善措施
2. 应同一测试员进行多次测量,测量单位应一致,且取平均值
0.019 0.019 0.020 0.021 0.019 0.021 0.020 0.021 0.020 0.028
MSA模板

报告人/日期 Speaker/Date
审核/日期 Verification /Date
陆景伟/08.12.18
何荣娟/08.12.18
重复性和再现性报告Repeatability and Reproducibility Report
量具名称Gage Name:涂层测厚仪Coating thickness Measurer 日期Date:08.12.18 量具编号Gage No:14520380 量具类型Gage Type: 操作人Performed by:高军、 宋锦生 专用Special-purpose
A2
0.027 A3
0.0270
X
A
0 0.024 0.023 0.023
0.0233
0.001 0.024 0.024 0.024
0.0240
0 0.033 0.032 0.032
0.0323
0.001 0.025 0.025 0.025
0.0250
0 0.027 0.027 0.027
A
1
0.024 0.024 0.024
0.0240
0.0262 0.0262 0.0261 0.0266 0.0005 0.0264 0.0263 0.0263 0.026333333 0.0003 0.0380 0.0340 0.0300 0.0260 0.0220 0.0180 0.0140
SUM
0.069
X
X
UCL LCL
X X
0.0230
0.0257
0.0320
0.0237
0.0330
钻杆、钻具检验指导书2014
钻杆、钻具检验指导书1、范围本标准规定了26rmo钢级(含PSL-1等级)的2 3/8″、2 7/8″以及钻杆、钻具从进货直到包装的各个工序的检验内容、方法、抽样等要求。
本标准适用于26rmo钢级的2 3/8″、2 7/8″的进货检验、过程检验和最终检验。
2、规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
钻杆、钻具的螺纹加工测量和检验规范。
3、检验内容及方法3.1 管坯进货检验3.1.1质量证明书的验收收集供货厂家提供的管坯质量证明书,验看产品质量证明书中记录的规格、钢级、数量是否符合“到货通知单”列出的项目,检查产品质量证明书中记录的热处理方式及硬度、化学成分、机械性能、静水压试验、无损探伤是否符合有关采购文件的规定。
3.1.2管坯外径、壁厚、长度、螺纹的检验管坯外径、壁厚、通径、长度、螺纹的检验使用前对外径千分尺、壁厚测量仪进行调校(可调校的测量设备:游标卡尺、深度尺、外径千分尺、螺纹单项仪、壁厚测量仪的精度,至少每班验证一次。
不可调校的测量设备:螺纹规、钢直尺、钢卷尺、通径棒。
对其外观精度标记磨损的尺寸,每班至少检查一次)。
管坯应进行晶粒细化处理,采用无缝管制造方法。
管坯的外径、壁厚、长度的允差范围见表1,外径和长度由检验员按每700根或不足700根抽2根的频次进行抽检。
每根管坯(含接箍管坯)都应在全长范围内测量壁厚以验证符合要求,自动系统检测覆盖的表面积最小应达到25%(PSL-1要求)。
3.1.2.1质检中心应遵循API 5CT 第9版8.2尺寸和质量的要求对所购管子、管端加厚、螺纹加工做以下要求:a.用于接收或拒收的所有测量设备的精度应至少每班验证一次,螺纹环规、塞规和称重器具除外。