压片成型机课程设计
压片成形机毕业课程设计

压片成形机设计题目机械设计是根据使用要求对机械的工作原理、结构、运动方式、力和能量的传递方式、各个零件的材料和形状尺寸以及润滑方式等进行构思、分析和计算,并将其转化成为制造依据的工作过程。
机械设计是机械产品生产的第一步,是决定机械产品性能的最主要环节,整个过程蕴含着创新和发明。
为了综合运用机械原理课程的理论知识,分析和解决与本课程有关的实际问题,使所学的知识进一步巩固和加强,我们参加了此次的机械原理课程设计。
(1)总功能要求设计自动压片成形机,将具有一定湿度的粉状原料(如陶瓷干粉或药粉)定量送入压形位置,经压制成后脱离该位置。
机器的整个工作过程(送料-压形- 脱离)均自动完成。
该机器可以压制陶瓷圆形片坯和药剂(片)等。
(2)工作原理1、压片成型机工艺动作分解:⑴ 干粉料均匀筛入圆筒形型腔(图1.2.2a)⑵下冲头下沉3mm预防上冲头进入型腔时粉料扑出(图122b )⑶ 上和下冲头同时加压(图1.2.2c),并保持一段时间。
⑷ 上冲头退出,下冲头随后顶出压好的片坯(图1.2.2d )。
⑸料筛推出片坯(图1.2.2a )。
1、冲头压力100 000N 150 000N2、生产率15 片/min 20 片/min3、机器运转不均匀系数0.08 0.104、电机转速970r/mi n 1450r/min(1 )设计要求⑴ 压片成形机一般至少包括连杆机构和凸轮机构和齿轮机构在内的三种机构。
⑵ 画出机器的运动方案简图与运动循环图。
拟订运动循环图时,执行构件的动作起止位置可根据具体情况重叠安排,但必须满足工艺上各个动作的配合,在时间和空间上不能出现干涉。
⑶ 设计凸轮机构,自行确定运动规律,选择基圆半径,校核最大压力角与最小曲率半径,计算凸轮轮廓线。
⑷ 设计计算齿轮机构,确定传动比,选择适当的摸数。
⑸ 对连杆机构进行运动设计。
并进行连杆机构的运动分析,绘出运动线图。
如果是采用连杆机构作为下冲压机构,还应该进行连杆机构的动态静力分析,计算飞轮转动惯量。
压片成形机机械原理课设计书

压片成形机机械原理课设计书一、.设计题目1.压片成形机介绍设计自动压片成形机,将具有一定湿度的粉状原料(如瓷干粉、药粉)定量送入压形位置,经圧制成形后脱离位置。
机器的整个工作过程(送料、压形、脱离)均自动完成。
该机器可以压制瓷圆形片坯、药剂(片)等。
2.压片成形机的工艺动作(1) 干粉料均匀筛入圆筒形型腔。
(2) 下冲头下沉3mm ,预防上冲头进入型腔是粉料扑出。
(3) 上、下冲头同时加压,并保持一段时间。
(4) 上冲头退出,下冲头随后顶出压好的片坯。
(5) 料筛推出片坯。
料型下冲头 粉23 片下下上冲5下冲头上冲头8 片坯2133.压片成形机设计数据电动机转速/(r/min):1450;生产率/(片/min):10;冲头压力/N:150 000;机器运转不均匀系数/δ:0.10;二、设计要求1.上冲头完成往复直移运动(铅垂上下),下移至终点后有短时间的停歇,起保压作用,保压时间为0.4s左右。
因冲头上升后要留有料筛进入的空间,故冲头行程为100mm。
因冲头压力较大,因而加压机构应有增力能力。
2.下冲头先下沉3mm,然后上升8mm,加压后停歇保压,继而上升16mm,将成形片坯顶到与台面平齐后停歇,待料筛将片坯推离冲头后,再下移21mm,到待料位置。
3.料筛在模具型腔上方往复振动筛料,然后向左退回。
待坯料成型并被推出型腔后,料筛在台面上右移约45~50mm,推卸片坯。
三.运动方案评估上冲头设计方案方案1说明:杆1带动杆2运动,杆2使滑块往复运动,同时带动杆3运动,从而达到所要求的上冲头的运动。
此方案可以满足保压要求,但是上冲头机构制作工艺复杂,磨损较大,且需要加润滑油,工作过程中污损比较严重。
方案2说明:凸轮旋转带动滚子运动,使杆1与杆2运动,使上冲头上下往复运动,完全能达到保压要求。
但上冲头行程要求有90~100mm,凸轮机构尺寸将会变得很大很笨重。
压片机的设计方案3:说明:此方案使用曲柄摇杆机构和摇杆滑块机构串接而成,结构简单、轻盈,能满足保压要求,并能够轻松达到上冲头的行程要求。
机械原理课程设计-压片成型机

自动压片成形机一、工作原理及工艺动作过程自动压片成形机是将具有一定湿度的粉状原料(如陶瓷干粉、药粉)压制成适当厚度的圆片(如压制陶瓷圆形片坯、药片等)。
压片成形机由电动机驱动,经减速装置减速后,再经由传动机构带动执行构件运动,完成自动压片的功能。
执行构件主要完成以下工艺动作:1、送料。
将粉料输送到型腔内。
2、压形。
送料完成后,冲头将型腔中的粉料压制成片。
3、顶出。
将压好的片坯顶出型腔。
4、送出成品。
将片坯送离型腔口位置。
各动作均由机器自动完成。
设计数据及要求设计数据见表1。
表1压片成形机设计数据方案号电动机转速/rpm生产率/ 片 /min成品尺寸直径©X厚度h/mmx mm冲头压力/N机器运转不均匀系数冲头质量/kg各杆质量/kgA 1450 10 80X 5 150000 12 5B 970 15 60X 5 100000 10 4C 970 20 40X 5 100000 9 3设计要求:1、为保证成型质量,粉料在压制成形后有约秒的保压时间。
2、冲头压力较大,故要求压片机构具有增力功能,以减小速度波动、减小原动机功率。
3、机械运动方案力求简单。
设计方案提示压片机组成机构参见图1。
各执行机构大至包括:实现上冲头运动的主体加压机构、实现下冲头运动的辅助加压机构以及实现料筛运动的上下料机构。
各执行机构必须满足工艺上的运动要求,可有多种不同形式的机构供选择。
执行构件的工艺动作分解见图2。
1、传动系统I驱动料筛往复运动,完成上料和卸料。
上料时料筛移动到型腔口上方,同时将已压制成形的片坯推离(图2a),然后通过往复振动将粉料筛入圆筒形型腔(图2b)。
2、压形可采用上下两个冲头在型腔内相对冲压使粉料成形。
移动移动移动图1压片机机构组成传动系统n作为主体机构驱动上冲头往复运动;传动系统川作为辅助加压机构驱动下冲头往复运动, 与上冲头配合共同完成压形(图2d)。
为防止上冲头进入型腔时粉料扑出,在上料完成后、上冲头进入型腔前,下冲头先下沉 3mm (图2c )。
贵州大学机械原理课程设计压片成型机(指导教师:戴明)祥解

目录1.课题概述 (2)2.方案对比及优选 (3)3.机构参数计算 (8)4.ProE三维建模 (12)5.凸轮设计 (13)6.连杆运动学分析 (14)7.总结 (16)8.附录 (17)9.参考文献 (26)压片成型机一、.课题概述1.压片成形机介绍设计自动压片成形机,将具有一定湿度的粉状原料(如陶瓷干粉、药粉)定量送入压形位置,经圧制成形后脱离位置。
机器的整个工作过程(送料、压形、脱离)均自动完成。
该机器可以压制陶瓷圆形片坯、药剂(片)等。
2.压片成形机的工艺动作(1)干粉料均匀筛入圆筒形型腔。
(2)下冲头下沉3mm,预防上冲头进入型腔是粉料扑出。
(3)上冲头退出,下冲头随后顶出压好的片坯。
(4)料筛推出片坯。
3.设计要求(1).上冲头完成往复直移运动(铅垂上下)。
因冲头上升后要留有料筛进入的空间,故冲头行程为100mm。
因冲头压力较大,因而加压机构应有增力能力。
(2).下冲头先下沉3mm,然后上升8mm,加压后停歇保压,继而上升16mm,将成形片坯顶到与台面平齐后停歇,待料筛将片坯推离冲头后,再下移21mm,到待料位置。
(3).料筛在模具型腔上方往复振动筛料,然后向左退回。
待坯料成型并被推出型腔后,料筛在台面上右移约45~50mm,推卸片坯。
二.方案对比及优选上冲头方案设计与分析:方案1说明:杆1带动杆2运动,杆2使滑块往复运动,同时带动杆3运动,从而达到所要求的上冲头的运动。
此方案可以满足保压要求,但是上冲头机构制作工艺复杂,磨损较大,且需要加润滑油,工作过程中污损比较严重。
方案2说明:六杆机构(由摇杆滑块和曲柄摇杆组成)评估:可计算机构自由度F=3*5-2*7=1,此机构是一个六杆机构,曲柄为主动件,带动摇杆摇动及滑块上下运动,其有增力功能,机构简单。
综合以上两个方案的优缺点,认为是使用方案二进行设计是比较好的选择。
送料机构方案设计与分析:主要作用是将坯料送至加工位置,且能实现往复运动要求,故有以下方案可供选择。
压片成形机课程设计说明书

压片成形机课程设计说明书课程设计说明书:压片成形机1. 项目背景压片成形机是一种工业设备,用于将粉状或颗粒状的原料通过一定的压力与形状模具相互作用,使其成形为片状或块状产品。
这种机器广泛应用于制药、食品、化工等行业中的片剂制造过程中。
对于制药行业来说,压片成形机是生产药物片剂的关键设备之一,其性能稳定性和成型效果的好坏直接影响到药物质量和生产效率。
2. 设计目标本次课程设计的目标是设计一台小型压片成形机,要求具备以下性能和功能:- 实现连续自动压片的功能,降低人工操作成本。
- 保证压片过程中的压力和速度的可调性,以适应不同类型的原料和成型要求。
- 具备良好的控制系统,能实时调整和监控压片工艺参数,确保成品质量的合格。
- 具备预警和故障检测功能,保证设备的稳定性和安全性。
- 设备结构紧凑,易于操作和维护。
3. 设计内容课程设计主要包括以下内容:- 设备总体结构设计:包括机身、压力系统、电气控制系统等部分的布局和选择。
- 压力系统设计:选择合适的液压或气压系统,确保提供稳定的压力和速度。
同时考虑安全性和能效性。
- 控制系统设计:设计合适的控制系统,包括传感器选择和位置布置、数据采集和处理、参数调整和监控等。
- 系统集成和调试:将机身、压力系统和控制系统进行集成,进行系统调试和性能验证。
- 课程设计报告撰写:撰写设计报告,包括设备方案、设计参数和过程、调试结果、总结和展望等内容。
4. 设计要求- 设计要符合工程设计规范和相关标准,确保设备的稳定性、安全性和可靠性。
- 设计过程中考虑设备的可制造性和可维修性,尽量选择常见和易获得的零部件和材料。
- 设计过程中要实时跟进和了解相关技术发展和市场情况,以确保设计方案的前瞻性和竞争力。
- 设计报告应详细记录设计过程和思路,包括设计依据、假设和约束条件、设计过程和参数选择、验证和调试结果等。
5. 课程设计成果- 设备的总体设计方案及参数;- 控制系统的设计方案和工艺参数;- 设备的3D模型和工程图纸;- 设备的控制系统程序和调试结果;- 设备的性能测试结果和评价。
机械原理课程设计-压片成形机

机械原理课程设计-压片成形机一、设计背景压片成形机是一种常见的机械设备,广泛应用于制药、化工、食品等领域中,用于将各种粉状、颗粒状的原料通过机械压缩成为各种板状、球状或其他形状的制品。
压片成形机主要由进料系统、压制系统、出料系统和控制系统组成。
其中压制系统是压片成形机的核心部分,其设计与性能直接影响着成品质量和生产效率。
本计划设计的压片成形机是一种卧式压片机,其进料方式为自动进料,压制方式为双辊压制。
压制过程中,通过调整辊速、辊距等参数,实现对原料的最佳成形压缩,从而制成各类产品。
为使该设备能够满足不同用户的需求,设备还具有良好的操作性、可靠性、保养性和安全性。
二、设计目标本设计的压片成形机,要求在保证强度和刚度的前提下,具有以下主要技术指标:1.最大压制力:100kN2.最大压制厚度:15mm3.最大压制直径:25mm4.压制速度:0.2-10mm/s5.控制精度:±0.2mm6.电机功率:3kW7.设备外形尺寸:1800×800×1500mm8.设备净重:500kg三、设计方案1. 压制系统设计压制系统是该成形机的核心部分,它由压制辊、强制进料装置、可调式辊距机构、压力调节机构等部件组成。
压制辊为该系统的主要工作部分,其主要由钢材制成,并表面经过热处理,具有很强的耐磨性和抗压弯强度。
强制进料装置为该系统的进料部分,它采用自动进料方式,通过调整强制进料机构的进出角度,使原料经过强制进料后压入两辊压制辊之间进行压制。
可调式辊距机构则为该系统的压制调整部分,通过调整辊距大小,实现对各种原料的最佳压制效果。
压力调节机构为该系统的压力调节部分,通过调整调压阀,实现对压制力大小的精确调节。
2. 设备控制系统设备控制系统采用单片机控制方式,通过脉冲信号和电气信号实现对压制过程的控制。
系统包括压制力传感器、速度检测器、温度传感器等器件,并通过统一的控制接口与压制系统等部件连接。
压片成形机
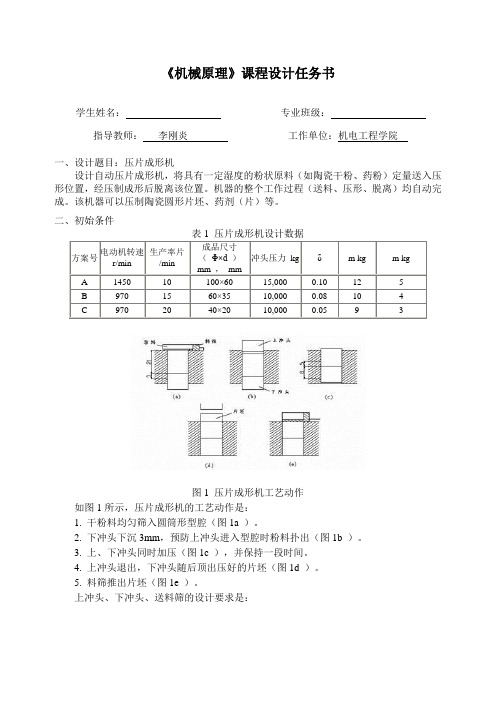
《机械原理》课程设计任务书学生姓名:专业班级:指导教师:李刚炎工作单位:机电工程学院一、设计题目:压片成形机设计自动压片成形机,将具有一定湿度的粉状原料(如陶瓷干粉、药粉)定量送入压形位置,经压制成形后脱离该位置。
机器的整个工作过程(送料、压形、脱离)均自动完成。
该机器可以压制陶瓷圆形片坯、药剂(片)等。
二、初始条件方案号电动机转速r/min生产率片/min成品尺寸(Φ×d )mm ,mm冲头压力kg δ m kg m kgA 1450 10 100×60 15,000 0.10 12 5B 970 15 60×35 10,000 0.08 10 4C 970 20 40×20 10,000 0.05 9 3图1 压片成形机工艺动作如图1所示,压片成形机的工艺动作是:1. 干粉料均匀筛入圆筒形型腔(图1a )。
2. 下冲头下沉3mm,预防上冲头进入型腔时粉料扑出(图1b )。
3. 上、下冲头同时加压(图1c ),并保持一段时间。
4. 上冲头退出,下冲头随后顶出压好的片坯(图1d )。
5. 料筛推出片坯(图1e )。
上冲头、下冲头、送料筛的设计要求是:1. 上冲头完成往复直移运动(铅锤上下),下移至终点后有短时间的停歇,起保压作用,保压时间为0.4秒左右。
因冲头上升后要留有料筛进入的空间,故冲头行程为90~100mm 。
因冲头压力较大,因而加压机构应有增力功能(图2a )。
2. 下冲头先下沉3mm,然后上升8mm,加压后停歇保压,继而上升16mm,将成型片坯顶到与台面平齐后停歇,待料筛将片坯推离冲头后,再下移21mm,到待料位置(图2b)。
3. 料筛在模具型腔上方往复振动筛料,然后向左退回。
待批料成型并被推出型腔后,料筛在台面上右移约45~50mm,推卸片坯(2c)。
图2 设计要求上冲头、下冲头与送料筛的动作关系见表2。
上冲头进退送料筛退近休进远休下冲头退近休进远休三、设计要求1. 压片成形机一般至少包括凸轮机构、齿轮机构和连杆机构在内的三种机构;至少设计出三种能实现该分类机运动形式要求的机构,绘制所选机构的机构示意图(绘制在说明书上),比较其优缺点,并最终选出一个自己认为最合适的机构进行机构综合设计,绘制出其机构运动简图。
压片成形机课程设计

设计题目:压片成型机学院专业班号设计者:指导老师:年月日目录1.设计题目--------------------------------------------------------- P1 1.1设计条件---------------------------------------------------- P11.2原始数据---------------------------------------------------- P32.设计要求--------------------------------------------------------- P33.上冲头设计方案评估------------------------------------------ P44.运动循环图设计------------------------------------------------ P55.连杆机构尺寸计算--------------------------------------------- P6 5.1设计要求---------------------------------------------------- P7 5.2设计过程---------------------------------------------------- P75.3设计校核---------------------------------------------------- P86.凸轮机构尺寸计算--------------------------------------------- P8 6.1基圆半径的确定------------------------------------------- P86.2滚子直径的确定------------------------------------------- P97.设计心得--------------------------------------------------------- P9 附录:附录1:机构运动循环图附录2:上冲头机构运动简图附录3:下冲头凸轮轮廓图1. 设计题目设计自动压片成型机,将具有一定湿度的粉状原料(如干粉,药粉等)定量送入压形位置,经压制成型后脱离该位置。