AVSS控制计划( 最新 )
AVS精确曝气控制系统
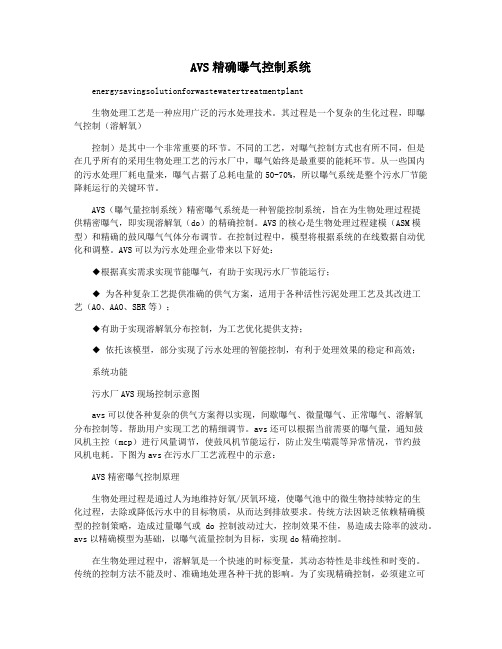
AVS精确曝气控制系统energysavingsolutionforwastewatertreatmentplant生物处理工艺是一种应用广泛的污水处理技术。
其过程是一个复杂的生化过程,即曝气控制(溶解氧)控制)是其中一个非常重要的环节。
不同的工艺,对曝气控制方式也有所不同,但是在几乎所有的采用生物处理工艺的污水厂中,曝气始终是最重要的能耗环节。
从一些国内的污水处理厂耗电量来,曝气占据了总耗电量的50-70%,所以曝气系统是整个污水厂节能降耗运行的关键环节。
AVS(曝气量控制系统)精密曝气系统是一种智能控制系统,旨在为生物处理过程提供精密曝气,即实现溶解氧(do)的精确控制。
AVS的核心是生物处理过程建模(ASM模型)和精确的鼓风曝气气体分布调节。
在控制过程中,模型将根据系统的在线数据自动优化和调整。
AVS可以为污水处理企业带来以下好处:◆根据真实需求实现节能曝气,有助于实现污水厂节能运行;◆ 为各种复杂工艺提供准确的供气方案,适用于各种活性污泥处理工艺及其改进工艺(AO、AAO、SBR等);◆有助于实现溶解氧分布控制,为工艺优化提供支持;◆ 依托该模型,部分实现了污水处理的智能控制,有利于处理效果的稳定和高效;系统功能污水厂AVS现场控制示意图avs可以使各种复杂的供气方案得以实现,间歇曝气、微量曝气、正常曝气、溶解氧分布控制等。
帮助用户实现工艺的精细调节。
avs还可以根据当前需要的曝气量,通知鼓风机主控(mcp)进行风量调节,使鼓风机节能运行,防止发生喘震等异常情况,节约鼓风机电耗。
下图为avs在污水厂工艺流程中的示意:AVS精密曝气控制原理生物处理过程是通过人为地维持好氧/厌氧环境,使曝气池中的微生物持续特定的生化过程,去除或降低污水中的目标物质,从而达到排放要求。
传统方法因缺乏依赖精确模型的控制策略,造成过量曝气或do控制波动过大,控制效果不佳,易造成去除率的波动。
avs以精确模型为基础,以曝气流量控制为目标,实现do精确控制。
fmea及对应控制计划的模板

fmea及对应控制计划的模板FMEA(Failure Mode and Effects Analysis)是一种用于识别和评估潜在故障模式及其对系统性能和安全性的影响的方法。
对应的控制计划是为了降低或消除潜在故障模式的风险而制定的一系列控制措施。
下面是一个常见的FMEA及对应控制计划的模板,供参考:1. FMEA模板:- 故障模式(Failure Mode):列出可能的故障模式。
- 故障原因(Failure Cause):对每个故障模式列出可能的原因。
- 故障影响(Failure Effect):描述每个故障模式对系统性能和安全性的影响。
- 严重度(Severity):评估每个故障模式的严重程度,通常使用1-10的评分,10表示最严重。
- 发现性(Detection):评估当前探测到故障模式的能力,通常使用1-10的评分,10表示最容易发现。
- 发生性(Occurrence):评估每个故障模式发生的可能性,通常使用1-10的评分,10表示最容易发生。
- RPN(Risk Priority Number):根据严重度、发现性和发生性计算出的风险优先级数值,用于确定优先处理的故障模式。
2. 对应控制计划模板:- 控制措施(Control Measures):针对每个故障模式,列出相应的控制措施,以降低或消除风险。
- 负责人(Responsible):指定负责实施和监督控制措施的人员。
- 实施期限(Implementation Deadline):规定控制措施的实施期限。
- 实施状态(Implementation Status):记录控制措施的实施状态,例如已实施、正在实施或未实施。
- 效果验证(Effectiveness Verification):评估控制措施的有效性,可以记录验证方法和结果。
举例说明:假设我们正在开发一款电子产品,其中一个潜在的故障模式是电池过热。
故障原因可能是电池过充、电路设计问题或温度过高等。
控制计划Control_Plan经典讲解

冲压成型
冲床 #2 模具#222 数控车床 #3 装配夹具 XYZ-012 … … …
有孔
* *
确认有孔
光传感器
100%
连续
自动检 测 (防错) X—R图 检查单
隔离并调 节设备 隔离并调 节设备 隔离并通 知工长
50 60
机加工 成品组装 … … …
深度 安装 正确
2+/-0.1mm 零件安装位 置正确
系统/设计/过程失效模式及后果分析;
特殊特性; 从相似零件得到的经验; 小组对过程的了解; 设计评审; 优化方法(如:QFD,DOE等);
技术工程师
项目开发组长 操作者
检查员
控制计划--益处
质量:控制计划方法论减少了浪费并提高了在设计、制 造和装配中产品质量。 顾客满意度:控制计划集中将资源用于与对顾客来说重 要的特性有关的过程和产品,降低成本。 交流:作为一个动态文件,控制计划明确并传达了产品/
过程特性、控制方法和特性测量中的变化。
控制计划--概述
控制计划不能替代包含在详细的操作 者指导书的信息。 控制计划作为一动态文件,反映当前 使用表格栏目说明
1) 样件、试生产、生产 表示适当的分类: 样件——在制造过程中,进行的尺寸 测量、材料和性能试验的描述; 试生产——在样件试制后试生产,进 行的尺寸测量、材料和性能试验的描述; 生产——在正式生产中,产品/过程特 性、过程控制、试验和测量系统人全面文 件化描述。
深度仪 目测
5件 5件
每小 时 每小 时
控制计划检查表
在制定控制计划时是否使用了控制计划方法论? 为了便于选择产品/过程特殊特性,是否已明确了所有已知的顾客 关注事项?
OHSMS目标分解及控制方案(各部门)

员工上下班/出差途中交通意外伤害0
培训员工上下班/出差过程中、交通安全注意事项。
出行常规的票务中含增加购买意外险;
2023.12
郭
财务部/经理
火灾/爆炸发生次数0
1、建立消防应急预案;
2、配合园区物业定期对消防、应急设施进行检查。
3、参与园区物业开展消防演炼。
2023.12
员工上下班/出差途中交通意外伤害0
培训员工上下班/出差过程中、交通安全注意事项。
出行常规的票务中含增加购买意外险;
2023.12
王
技术部门/经理
火灾/爆炸发生次数0
1、建立消防应急预案;
2、配合园区物业定期对消防、应急设施进行检查。
3、参与园区物业开展消防演炼。
2023.12
员工上下班/出差途中交通意外伤害0
培训员工上下班/出差过程中、交通安全注意事项。
OHSMS目标分解及控制方案(各部门)
编号:BZ-E/S-JL-01序号:
目标
控制措施及方案
计划完成时间
负责人
部门/职责
备注
总目标
员工上下班/出差途中交通意外伤害0
培训员工上下班/出差过程中、交通安全注意事项。
出行常规的票务中含增加购买意外险;
2023.12
李
管代
火灾/爆炸发生次数0
1、建立消防应急预案;
2、配合园区物业定期对消防、应急设施进行检查。
3、参与园区物业开展消防演炼。
2023.12
李
管代
部门分解目标
员工上下班/出差途中交通意外伤害0
培训员工上下班/出差过程中、交通安全注意事项。
出行常规的票务中含增加购买意外险;
avs电压调控计算
avs电压调控计算
AVS(Automatic Voltage Regulator)电压调控是一种用于自
动调节发电机的输出电压的装置。
它的作用是通过控制励磁电流来
调整发电机的磁场,从而实现稳定的输出电压。
AVS电压调控计算
涉及到一些基本的电气工程知识和公式,下面我将从几个方面来解
释AVS电压调控的计算方法。
首先,AVR系统通常由PID控制器组成,PID控制器包括比例(P)、积分(I)和微分(D)三个部分。
在AVR系统中,PID控制
器通过测量发电机输出电压与设定值之间的误差,来调整励磁电流,使输出电压稳定在设定值附近。
其次,AVR系统的计算涉及到发电机的励磁系统特性曲线,这
是励磁电流与输出电压之间的关系曲线。
通常,励磁系统特性曲线
是由发电机制造商提供的,它反映了发电机在不同励磁电流下的输
出电压变化情况。
另外,AVR系统的计算还需要考虑发电机的额定容量和负载变
化对电压的影响。
在负载变化时,AVR系统需要根据负载变化情况
及时调整励磁电流,以保持输出电压稳定。
最后,AVR系统的计算也需要考虑到系统的稳定性和响应速度。
稳定性是指系统在面对各种干扰时的抗干扰能力,响应速度则是指
系统调节输出电压的速度。
这两个因素需要在AVR系统设计和计算
中得到合理的平衡。
总的来说,AVS电压调控的计算涉及到PID控制器的参数调节、励磁系统特性曲线的分析、负载变化对电压的影响以及系统稳定性
和响应速度的考虑。
综合考虑这些因素,可以设计出稳定可靠的
AVR系统,实现发电机输出电压的自动调节。
avc 电压控制 方案

avc 电压控制方案AVC(电压控制)是一种广泛应用于电力系统中的技术,其主要目的是通过调节系统的电压水平,使其保持在稳定的范围内。
本文将逐步讨论AVC 的基本原理、常见的控制策略以及其在电力系统中的应用。
第一步:介绍AVC的基本原理(200-300字)AVC是一种基于反馈原理的电压控制技术。
它通过不断监测电力系统中的电压水平,并与预定的目标值进行比较,然后根据比较结果来调整控制器的输出,以使系统的电压保持在稳定的范围内。
实现AVC的基础是传感器获取电压输入信号,并将其传递给控制器进行处理。
控制器将根据预设的目标值和实际测量值之间的误差来调整系统中的设备(例如变压器、电容器和无功补偿装置等)以控制电压。
第二步:介绍常见的AVC控制策略(500-600字)在电压控制系统中,常见的AVC控制策略包括调整变压器的变比、投入无功补偿装置、调节电容器和调解电压等。
下面将分别对这些策略进行详细介绍。
1. 调整变压器的变比:调整变压器的变比是最简单也是最常见的电压控制策略之一。
通过改变变压器的变比,系统可以调整输出电压的大小。
当电压过低时,可以增加变比以提高电压;当电压过高时,则可以降低变比以降低电压。
2. 投入无功补偿装置:无功补偿装置主要包括静态无功补偿装置(SVC)和静态同步补偿装置(STATCOM)。
它们通过控制电容器或电感器的投入和退出,提供或吸收无功功率,以控制系统的电压。
当系统电压过低时,无功补偿装置会提供无功功率,以提高电压;当系统电压过高时,无功补偿装置则会吸收无功功率,以降低电压。
3. 调节电容器:电容器可以储存电能,并在需要时释放。
当系统电压过高时,可以通过将电容器接入系统来吸收多余的电能,降低电压;当系统电压过低时,可以通过释放电容器的电能来提高电压。
4. 调解电压:调解电压是使用可控的功率电子装置(如可控变压器或可控电容器)来调节电源电压的一种策略。
这种方法可以实现快速精确的电压控制,但需要精确的控制算法和高精度的测量系统。
CP控制计划(control-plan培训内容)
注2:在产品质量先期策划(APQP)中,控制计划(CP)是重要的输出。
3、ISO/TS 16949:2009质量管理体系对APQP的要求:
同原料生产出来的一组和一个系列的产品。
◆ 控制计划是一份动态文件,它在整个产品寿命周期中得到保持和使
用,并随着测量系统和控制方法的评价和改进对其进行修订,以确
保按顾客的要求制造出优质的产品。
◆ 当发生下述情况时,多方认证小组必须重新评审和更新控制计划:
① 产品更改;
② 过程(工序)更改;
③ 过程(工序)不稳定
法 样本
容量 频率
控制方法
反应 计划
15、CP 与 APQP、FMEA、PPAP、MSA 和 SPC 的关系:
DFMEA 样件CP
PFMEA 试生产CP
PPAP
MSA
SPC
SPC
(Ppk≧1.67) (Cpk≧1.33)
生产CP
第一阶段 第二阶段
计划和 确定项目
产品设计 和开发
样件制作
第三阶段
过程设计 和开发
生产控制计划中的内容必须包括产品总成的全尺寸检验和功能/性能试验、 产品最终审核,且其检查的频率和容量可以以抽样的方式进行(生产控制计 划中的全尺 寸检验和功能/性能试验的检查频率和容量一般为每种产品每年 至少一次和一件)。
14、控制计划 与“过程流程图”和“FMEA”的关系:
过程 编号
过程流程图
④ 过程(工序)能力不足;
⑤ 检验方法、频次等修改。
控制计划CP培训教材
22、产品/过程规范/公差
规范和公差可以获取自多个工程文件,例如 但不限于:图样,设计评审,材料标准,计算机辅助 设计数据,制造和/或装配要求。
11、日期(修订)
填入最新修订控制计划的日期。
12、顾客工程批准/日期
获取负责的顾客工程批准(如需要—参见相应的 顾客特殊要求)。
控制计划栏描述-6
13、顾客质量批准/日期
获取负责的顾客供应商质量代表批准(如需要 —参见相应的顾客特殊要求)。
14、其它批准/日期
获取其它同意的批准(如需要)。
控制计划栏描述-7
控制计划栏描述-13
23、评价/测量技术
这一栏标明了正在使用的测量系统。它包括测 量零件/过程/制造设备所要求的量具、装置、工具 和/或测试设备。在使用测量系统之前,应对测量 系统进行分析,来确保对监控和测量装置的控制。 例如:应当对测量系统的线性、再现性、重复性、 稳定性和准确性执行分析,还应当相应的对测量系 统进行改进。更多详细信息,请参见克莱斯勒,福 特,通用汽车的测量系统分析(MSA)参考手册。
过程分析
不同过程的类型为控制和降低变差同时带 来的挑战和机遇。过程类型可以和最普遍的变 差来源,或者和确定产品质量的主导因素有关 。执行过程分析的有效方法很多。过程分析的 最佳方法取决于组织的决定。下面是示例:
故障树分析; 试验设计; 因果图(参见附录B)
控制计划检查表
问
题
是 否 N/A
1 控制计划是否是根据本APQP手册第六章里的方法来开发?
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
某某电子上海有限公司
xxx ELECTRONIC SHANGHAI CO., LTD
控制计划 控制计划编号:CP0303007A
第 1 页,共 3 页
编制: 审核: 批准:
样件 试生产 生产 控制计划编号:CP0303007A 主要联系人/电话:
日期(编制)
2012/08/20
日期(修订)
产品编号/最新更改等级 核心小组: 顾客工程批准/日期(如需要)
产品名称/描述:AVSS系列汽车线 供方/工厂批准/日期 顾客质量批准/日期(如需要)
供方/工厂: 供方代码 其他批准/日期(如需要) 其他批准/日期(如需要)
产品/过程编号 过程名称/操作描述 生产设备 特 性 特殊特性分类 方 法
反应计划
编
号
产 品 过 程 产品/过程 规范/公差 评价/测量 技术 样本 控制方法
容量 频率
1 进货检验
胶料颜色 按定单、色卡 色卡、目测 按抽样表 1次/批 抽检 隔离/退货
胶料密度 见检验指导书 电子天平 按抽样表 1次/批 抽检 隔离/退货
铜丝线径 详见设计卡公差见检验指导书 千分尺 按抽样表 1次/批 抽检 隔离/退货
铜丝导电性 电阻率小于0.01724 直流电桥 按抽样表 1次/批 抽检 隔离/退货
铜丝伸长率 见检验指导书 拉力试验机 按抽样表 1次/批 抽检 隔离/退货
铜丝外观 无氧化 目测 按抽样表 1次/批 抽检 隔离/退货
2 铜丝束绞
绞线机
2 束绞(根数) ▲ 见导体绞合标准 目测 1次 1次/2小时 抽检 隔离/报废
7 铜丝线径 ▲ 见导体绞合标准 千分尺 见导体绞合标准 2次/轴 首末检 隔离/报废
绞距 见导体绞合标准 钢尺 见导体绞合标准 1次/根 首检
隔离/调整/再
检查
6 绞线张力 ▲ 见导体绞合标准 张力表 见导体绞合标准 1次/2小时 检查单 调整/再检查
3 半成品检验
7 铜丝线径 ▲ 见导体绞合标准 千分尺 见导体绞合标准 1次/根 100%检查 隔离/报废
2 束绞(根数) ▲ 见导体绞合标准 目测 一次 1次/根 100%检查 隔离/报废
某某电子上海有限公司
xxx ELECTRONIC SHANGHAI CO., LTD
控制计划 控制计划编号:CP0303007A
第 2 页,共 3 页
产品/过程编号 过程名称/操作描述 生产设备 特 性 特殊特性分类 方 法
反应计划
编
号
产 品 过 程 产品/过程 规范/公差 评价/测量 技术 样本 控制方法
容量 频率
3 半成品检验 绞距 见导体绞合标准 钢尺 详见导体绞合标准 1次/根 100%检查
隔离/调整/再
检查
4 押 出 押出机 3 绝缘最小点厚度 ▲ 详见设计卡 目测/投影仪 10cm 1次/2小时 抽检 隔离/全检 1 火花电压 ▲ 详见设计卡 火花试验机 100% 持续 自动检测 通知组长 5 塑化温度 ▲ 详见操作指导书 温度表 1次 1次/2小时 自动检测 检查单 调整/再检查 4 成品外径 ▲ 详见设计卡 OD表 1根 操作工1次/5分钟 X-MR图 隔离/全检 检验员1次/2小时 检查单 隔离/全检
7 铜丝线径 ▲ 详见设计卡公差为±0.004 千分尺 首件 1次/批 首检
隔离/调整/再
检查
外观 光滑、无划痕 目测 1根 1次/两小时 抽检
隔离/调整/再
检查
颜色 与标准比色卡相同 目测 首件 1次/换胶料 首检
隔离/调整/再
检查
绝缘印字 清晰可辩 目测 1米 1次/两小时 抽检
隔离/调整/再
检查
5 出货检验
7 铜丝线径 ▲ 详见设计卡公差为±0.004 千分尺 按抽样表 1次/批 抽检 隔离/全检
2 束绞(根数) ▲ 详见设计卡 目测 按抽样表 1次/批 抽检 隔离/全检
4 成品外径 ▲ 详见设计卡 OD表 按抽样表 1次/批 抽检 隔离/全检
外观 光滑、无划痕 目测 按抽样表 1次/批 抽检 隔离/全检
颜色 与标准比色卡相同 目测 按抽样表 1次/批 抽检 隔离/全检
某某电子上海有限公司
xxx ELECTRONIC SHANGHAI CO., LTD
控制计划 控制计划编号:CP0303007A
第 3 页,共 3 页
产品/过程编号 过程名称/操作描述 生产设备 特 性 特殊特性分类 方 法
反应计划
编
号
产 品 过 程 产品/过程 规范/公差 评价/测量技术 样本 控制方法
容量 频率
6
全尺寸检验
和功能试验
全尺寸检验
按设计卡 按检验指导书 100米 1次/年 抽检
通知品保部
经理
功能试验 按JB/T8139-1999 按JB/T8139-1999 100米 1次/年 抽检
通知品保部
经理
7
产品审核
包装 按包装标准 目测 3卷 1次/年 抽检 返工/再检查
标识 按包装标准 目测 3卷 1次/年 抽检 返工/再检查
外观 光滑、无划痕 目测 3卷 1次/年 抽检
通知品保部
经理
尺寸 按设计卡 按检验指导书 3卷 1次/年 抽检
通知品保部
经理
材料 按材料标准 查质量证明 一次 1次/年 抽检
通知品保部
经理
功能试验 按JB/T8139-1999 按JB/T8139-1999 100米 1次/年 抽检
通知品保部
经理