金属材料焊接成形工艺原理与方法.pptx
合集下载
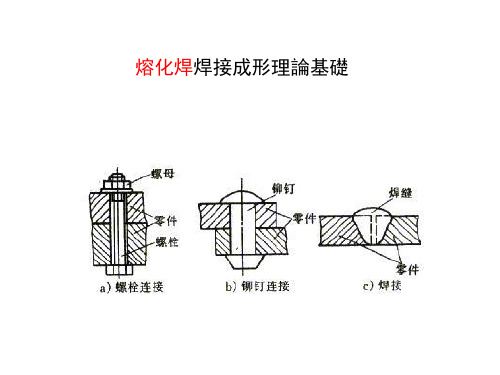
金属材料及工艺课件:熔化焊焊接成形理论基础-
熱裂紋在高溫下形成,所以有氧化色彩。 → 焊後立即可見。
•
•
(1)結晶裂紋
•
•
(2)高溫液化裂紋
(3)多邊化裂紋
➢ 防止措施 → 選用適宜的焊接材料,嚴格控制有害雜質碳、硫、磷的含
量。Fe和FeS易形成低熔點共晶,其熔點為988℃,很容易 產生熱裂紋。 → 嚴格控制焊縫截面形狀,避免突高,扁平圓弧過渡。 → 縮小結晶溫度範圍,改善焊縫組織,細化焊縫晶粒,提高 塑性減少偏析。 → 確定合理焊接工藝參數,減緩焊縫的冷卻速度,以減小焊 接應力。如採用小線能量,焊前預熱,合理的焊縫佈置等
③ 再熱裂紋 ✓ 再熱裂紋是指焊後對焊接接頭再次加熱(焊後熱處理或
高溫服役)時所產生的開裂現象。 ✓ 再熱裂紋的特徵是沿晶開裂; ✓ 形成條件:
a.存在殘餘應力; b.存在粗大的晶粒組織; c.化學成分中有接再熱裂紋的影響因素 a.化學成分的影響; b.雜質的影響; c.拘束應力的影響; d.焊接工藝的影響; e.焊接熱處理工藝的影響;
➢ 危害 焊縫的增強高過高會引起應力集中,易產生裂紋。 尺寸過小的焊縫,有效工作截面減少,焊接接頭強度降低。 錯邊和變形過大,有可能使傳力扭曲及產生應力集中,造成 強度下降。
➢ 防止措施 改善形狀和尺寸不足,尤其是角焊縫更要經常注意焊條 與母材的角度,以保證焊縫成形均勻一致。 選擇合理的坡口角度(45°為宜)和均勻的裝配間隙( 2mm為宜)。 提高焊工的操作技術水準,根據裝配間隙變化,隨時調 整焊速及焊條角度。 保持正確的運條角度勻速運條。
•
(1)延遲裂紋
(2)淬硬脆化裂紋
(3)低塑性脆化裂紋
•1
➢ 冷裂紋產生原因 焊接接頭(焊縫和熱影響區及熔合區)的淬火傾向嚴重,產生 淬火組織,導致接頭性能脆化。 焊接接頭含氫量較高,並聚集在焊接缺陷處形成大量氫分 子,造成非常大的局部壓力,使接頭脆化;磷含量過高同 樣產生冷裂紋。 存在較大的拉應力。因氫的擴散需要時間,所以冷裂紋在 焊後需延遲一段時間才出現。由於是氫所誘發的,也叫氫 致裂紋。
•
•
(1)結晶裂紋
•
•
(2)高溫液化裂紋
(3)多邊化裂紋
➢ 防止措施 → 選用適宜的焊接材料,嚴格控制有害雜質碳、硫、磷的含
量。Fe和FeS易形成低熔點共晶,其熔點為988℃,很容易 產生熱裂紋。 → 嚴格控制焊縫截面形狀,避免突高,扁平圓弧過渡。 → 縮小結晶溫度範圍,改善焊縫組織,細化焊縫晶粒,提高 塑性減少偏析。 → 確定合理焊接工藝參數,減緩焊縫的冷卻速度,以減小焊 接應力。如採用小線能量,焊前預熱,合理的焊縫佈置等
③ 再熱裂紋 ✓ 再熱裂紋是指焊後對焊接接頭再次加熱(焊後熱處理或
高溫服役)時所產生的開裂現象。 ✓ 再熱裂紋的特徵是沿晶開裂; ✓ 形成條件:
a.存在殘餘應力; b.存在粗大的晶粒組織; c.化學成分中有接再熱裂紋的影響因素 a.化學成分的影響; b.雜質的影響; c.拘束應力的影響; d.焊接工藝的影響; e.焊接熱處理工藝的影響;
➢ 危害 焊縫的增強高過高會引起應力集中,易產生裂紋。 尺寸過小的焊縫,有效工作截面減少,焊接接頭強度降低。 錯邊和變形過大,有可能使傳力扭曲及產生應力集中,造成 強度下降。
➢ 防止措施 改善形狀和尺寸不足,尤其是角焊縫更要經常注意焊條 與母材的角度,以保證焊縫成形均勻一致。 選擇合理的坡口角度(45°為宜)和均勻的裝配間隙( 2mm為宜)。 提高焊工的操作技術水準,根據裝配間隙變化,隨時調 整焊速及焊條角度。 保持正確的運條角度勻速運條。
•
(1)延遲裂紋
(2)淬硬脆化裂紋
(3)低塑性脆化裂紋
•1
➢ 冷裂紋產生原因 焊接接頭(焊縫和熱影響區及熔合區)的淬火傾向嚴重,產生 淬火組織,導致接頭性能脆化。 焊接接頭含氫量較高,並聚集在焊接缺陷處形成大量氫分 子,造成非常大的局部壓力,使接頭脆化;磷含量過高同 樣產生冷裂紋。 存在較大的拉應力。因氫的擴散需要時間,所以冷裂紋在 焊後需延遲一段時間才出現。由於是氫所誘發的,也叫氫 致裂紋。
焊接成形技术基础ppt课件

7
(2)对熔池进行冶金处理 焊接材料中加入一定量的脱氧剂—锰铁和硅铁 加入一定量的合金元素补偿烧损 (三)焊接接头的组织与性能 接头组成: 焊缝金属、熔合区、 焊接热影响区 1.焊缝金属 1—焊缝区(熔化区) 由母材和焊条(丝)熔化形成 2—熔合区(半熔化区) 的熔池冷却结晶而成的 3—热影响区 组织:铸态柱状晶组织
4.弧焊电源:
交流、直流、脉冲、逆变
ppt课件
5
5.两极接法(直流焊机) 直流正接: 工件—正极; 焊条—负极 适合焊接厚大工件、酸性焊条 直流反接:工件—负极; 焊条—正极 适合焊接薄小工件、碱性低氢焊条、 易氧化的有色金属 (二) 焊接冶金过程 1.特点 ①冶金温度高,相界大,反应速度快 2000k—使金属元素强烈蒸发、烧损。 液态金属会发生强烈氧化、氮化反应—夹渣 氢原子易溶入液态金属中—形成氢脆。
ppt课件
13
5.选择合理的焊接顺序 (1)尽量使焊缝自由收缩 ②(Ⅰ—Ⅲ) (Ⅱ—Ⅲ) ①(Ⅰ—Ⅱ) —Ⅲ ⑵采用分散对称焊工艺 长焊缝尽可能采用分 3 2 1 段退焊或跳焊工艺 3 4 2 Ⅱ Ⅰ 6.采用小电流,快速焊 1 2 Ⅲ 对厚大焊件采用 1 多层多道焊 4 1 — 4— 3 — 2 1— 2—3— 4 Ⅱ Ⅰ 7.加热减应区 分散焊加热时间短、 对称焊可使对称于截面中性轴的两侧焊缝的 8.散热法 温度低且分布均匀, Ⅲ 收缩能够互相抵消或减弱,以减小焊接变形。 分段退焊使温度分布均匀, 可减小焊接应力和变形 9.锤击或碾压焊缝
ppt课件
9
(3)部分相变区 (2) 正火区: (1) (4) 过热区 再结晶区 (也称部分正火区) 1100 ℃~ Ac , 加热温度: 3 T ~1100 ℃, 加热温度: A c ~450℃之间 加热温度: A固 c1 加热温度: 3~Ac1之间 宽度约 1.2 ~ 4.0mm。 宽度约 1 ~ 3mm 塑性有所增加。 细小的 (F+P)+原始组织 组织: 均匀而细小的 F+P 组织: 组织:粗大过热组织(奥氏 小结: 性能: 晶粒大小不均匀, 性能: 力学性能优于母材。 体晶粒严重长大 ) 力学性能较差(较 力学性能最差的区域 : 性能:塑性和韧度明显下降。 母材稍差)。 熔合区和过热区 是裂纹的发源地。
焊接成型技术 ppt课件

ppt课件 16
§7-1 典型弧焊方法
各种电流TIG特点及应用
DC正接: w 电极接电源负,发热量小,电极许用电流大。电极不 易烧损,电弧稳定,应用广泛。 工件接电源正,熔深大,生产率高。 DC反接: w 电极接电流正,具有“阴极清理作用”。电极发热量 大易烧损。 工件接电源负,熔深浅,一般不推荐使用。 DC脉冲: 采用可控的脉冲电流加热工件,输入热量小,工件变形 小,可焊淬火倾问大的钢。
例:GB/T5117—1995《碳钢焊条》
焊条 焊接位置
Exx x x
最小抗拉强度σb MPa或N/mm2 第三位及第四位数 字组合表示药皮类 型和焊接电源种类
ppt课件
4
§7-1 典型弧焊方法
有关焊条型号的主要标准还有: GB/T983-1995《低合金钢焊条》 GB/T3670-1995《铜及铜合金焊条》 GB/T983-1995《不锈钢焊条》 GB/T13814-1992《镍及镍合金焊条》 JB/T6964-93《特细碳钢焊条》
牌号焊条:对焊条产品的具体命名,由焊条生产厂家制定。 属于同药皮类型,符合相同焊条型号、性能的产品命名为一 个 牌 号 。 并 同 时 注 明 “ 符 合 GB E×××× 型 或 相 当 于 GB E××××型”
•结构钢焊条: J×××( J :结构钢焊条;××:焊缝金属抗拉 强度等级;×:焊接电流种类和药皮类型) 例:J422、J507
埋弧自动焊原理示意 1-焊剂,2-焊丝,3-电弧,4-金属熔池,5-熔渣,6-焊缝, 7-工件,8-渣壳
ppt课件
8
§7-1 典型弧焊方法
2.焊丝及焊剂 焊丝:普遍使用φ2~6mm实心焊丝。己有用于碳素结构钢、 合金结构钢、高合金钢、各种有色金属及堆焊用特殊合金 焊丝。 例:碳素结构钢焊丝
§7-1 典型弧焊方法
各种电流TIG特点及应用
DC正接: w 电极接电源负,发热量小,电极许用电流大。电极不 易烧损,电弧稳定,应用广泛。 工件接电源正,熔深大,生产率高。 DC反接: w 电极接电流正,具有“阴极清理作用”。电极发热量 大易烧损。 工件接电源负,熔深浅,一般不推荐使用。 DC脉冲: 采用可控的脉冲电流加热工件,输入热量小,工件变形 小,可焊淬火倾问大的钢。
例:GB/T5117—1995《碳钢焊条》
焊条 焊接位置
Exx x x
最小抗拉强度σb MPa或N/mm2 第三位及第四位数 字组合表示药皮类 型和焊接电源种类
ppt课件
4
§7-1 典型弧焊方法
有关焊条型号的主要标准还有: GB/T983-1995《低合金钢焊条》 GB/T3670-1995《铜及铜合金焊条》 GB/T983-1995《不锈钢焊条》 GB/T13814-1992《镍及镍合金焊条》 JB/T6964-93《特细碳钢焊条》
牌号焊条:对焊条产品的具体命名,由焊条生产厂家制定。 属于同药皮类型,符合相同焊条型号、性能的产品命名为一 个 牌 号 。 并 同 时 注 明 “ 符 合 GB E×××× 型 或 相 当 于 GB E××××型”
•结构钢焊条: J×××( J :结构钢焊条;××:焊缝金属抗拉 强度等级;×:焊接电流种类和药皮类型) 例:J422、J507
埋弧自动焊原理示意 1-焊剂,2-焊丝,3-电弧,4-金属熔池,5-熔渣,6-焊缝, 7-工件,8-渣壳
ppt课件
8
§7-1 典型弧焊方法
2.焊丝及焊剂 焊丝:普遍使用φ2~6mm实心焊丝。己有用于碳素结构钢、 合金结构钢、高合金钢、各种有色金属及堆焊用特殊合金 焊丝。 例:碳素结构钢焊丝
金属的焊接成形资料

一、焊接电弧
电弧:由焊接电源提供具有一定电压的两电极间或电极与焊件间,在气体介质中 产生的强烈而持久的放电现象。
分解
电离
M2 ————2M—————M++e-
(放出热能、光能和机械能)
物质(气体、固体)被加热成为气态分子,分子进一步分 解成原子,原子经电离形成带电的粒子(正离子、负离子、电 子),带电粒子在电场中作定向运动而形成焊接电流。
粗丝(d=1.6~5mm) CO2保护焊,多用于焊3~25mm 厚的钢板。 ② CO2保护焊既可用于缝焊,还可用于点焊,在车辆、船 舶生产中,CO2保护焊机器人正在发挥重要作用。
三、 其它常用焊接方法
1、 电阻焊 焊件组合后通过电极施加压力,利用电流通过接头的
接触面及邻近区域产生的电阻热进行焊接的方法。
生产率高 ③ 电弧电压:控制电弧电压,可控制焊缝宽度和保证焊缝成形 ④ 焊接速度:保证焊缝质量的前提下,增大焊接速度,可提高生
产率(由实验确定)。
2021/6/16
5.埋弧自动焊的特点
① 生产率高(为手弧焊的5~10倍) ② 焊接质量好(渣保护效果好、焊接规范稳定) ③ 劳动条件好 ④ 适应性较差,一般只宜焊平焊位的直缝和环缝,不能焊空间 位
既不同金属发生化学反应,也不溶于液 态金属。是较理想的焊接保护气体。氩弧 焊使用的氩气要求纯度达99.9%。
1、 钨极氩弧焊(TIG) ① 钨电极:用钨合金制成电极棒,端部为圆锥形(加入了少量放
射性元素铈、钍),钨的熔点高(约3600℃),只用于传导电流, 保证电弧稳定燃烧,本身不熔化,铈、钍元素的蒸发对人体 健康有一定影响。 ② 氩气流:隔离空气,对焊接区金属进行保护。 ③ 脉冲钨极氩弧焊用于焊接厚度0.8mm以下的薄壁工件;
焊接成形工艺

PPT文档演模板
焊接成形工艺
PPT文档演模板
焊接成形工艺
⒋焊条选用原则
选用焊条通常是根据焊件化学成分、力学性能、抗裂 性、耐腐蚀性、以及耐高温性能等要求选用相应的焊条 种类。
(1) 低碳钢、普通低合金钢构件 焊缝与母材等强度。
注意:钢材按屈服强度定等级,结构钢焊条的等级是 指焊缝金属抗拉强度最低保证值。
一、氩弧焊 ★氩弧焊以氩气作保护气体的电弧焊,焊接质量较高。
按所用的电极不同,氩弧焊可分为不熔化极氩弧焊和熔化极氩弧焊两种。
1. 不熔化极氩弧焊:铈钨棒作电极,只适 于厚度6mm以下工件。焊接3mm以下薄 件时,常用卷边直接焊接。焊接较厚工 件时,需添加填充金属。焊接钢材时, 多用直流正接以减少钨极的烧损。焊接 铝、镁及其合金时则希望用直流反接或 交流电源。
由于电弧吹力和保护气体吹动,熔池底壁柱状晶体成 长受到干扰,柱状晶体呈倾斜状,晶粒有所细化。 由于焊接材料的渗合金作用,焊缝金属性能可能不低 于母材金属的性能。
PPT文档演模板
焊接成形工艺
⒉焊接热影响区、熔合区、过热区、正火区、部分相变区等。
⑴ 熔合区 处于液相线、固相线之间,所以也称半熔化区。因温度过 高而成为过热粗晶,强度、塑性和韧性都下降。此处接头 断面变化,易引起应力集中。此区很大程度上决定着焊接 接头的性能。
焊接成形工艺
J422 ——牌号(焊接行业中焊条代号)
药皮类型、电流种类、 1—5酸性、6、7碱性 抗拉强度 420MPa 结构钢焊条。
PPT文档演模板
焊接成形工艺
注意: #焊条型号是国家标准中的焊条代号 #焊条牌号是焊接行业的焊条代号,注意型号和牌号的对 应关系 #按熔渣性质,焊条可分为两类: 酸性焊条:药皮熔渣中的酸性氧化物较多,适于各种 电源,成本低,但焊缝的塑性、韧性差, 操作性好,渗合金作用弱不宜焊接受动载 荷和要求高强度的重要结构件 碱性焊条:熔渣中碱性氧化物多,一般采用直流电 源。焊缝塑性、韧性好,抗冲击能力强, 价格较高,操作性差,故只适于焊接重要 结构件。
金属工艺第四篇焊接课件

焊丝
焊丝概述
焊丝是一种金属丝,通过送丝机构送入电弧熔池,与母材熔化形成焊 缝。
焊丝分类
根据用途和成分,焊丝可分为实心焊丝、药芯焊丝等。
焊丝选用
选择合适的焊丝对于焊接质量和效率至关重要,需根据母材的材质、 厚度、焊接要求等因素进行选择。
焊丝使用注意事项
使用焊丝时应注意保持清洁,避免油污和锈蚀,同时注意控制焊接电 流和电弧长度。
焊接安全警示标识
制定和遵守焊接操作的安全规程,包 括工作场所的安全要求、个人防护装 备的佩戴、操作过程中的注意事项等 。
在工作场所设置明显的安全警示标识 ,提醒操作人员注意安全,如“当心 弧光”、“禁止吸烟”等。
焊接设备安全
确保焊接设备的安全性能,如电源开 关、电缆、焊机外壳等应符合相关安 全标准,防止触电、火灾等事故的发 生。
电弧热
利用电弧产生的热量进行焊接,是最常用的 焊接热源之一。
电阻热
利用电流通过导体产生的电阻热进行焊接, 如电热棒等。
气体焰
利用可燃气体燃烧产生的热量进行焊接,如 氢气、乙炔等。
化学热
利用化学反应产生的热量进行焊接,如铝热 焊等。
焊接的冶金过程
熔化过程
将焊件熔化为液态,形成一个液态的 熔池。
冶金反应
焊接废弃物的处理与利用
焊接废弃物的分类
01
根据废弃物的性质和来源进行分类,如焊渣、焊烟、废气等。
废弃物处理方法
02
选择合适的处理方法,如回收、再利用、焚烧、填埋等,以降
低对环境的污染。
废弃物处理设施
03
建立专门的废弃物处理设施,确保废弃物得到妥善处理和处置
。
THANKS
感谢观看
04
金属材料焊接工艺A-PPT精选.ppt
——就是对金属材料焊接的容易程度作出判断和预测 估计可能出现的问题,分析产生问题的原因并寻求解决
的方法。 工艺焊接性:考察材料能不能焊。产生焊接缺陷的倾向
性。 使用焊接性:焊后能不能用。一般以母材的性能为依据,
考察焊缝金属和热影响区金属的性能与母材的差别及 产生的原因。
第二节 焊接性试验内容与方法
四、插销试验法
用途:考核焊接热影响区的氢致延迟裂 纹敏感性。
原理:将被焊钢材加工成圆柱形的插销 试棒,试棒上端有环形或螺形缺口, 试验时在底板上以规定的热输入熔 敷一条焊道,其熔深应使缺口尖端 位于热影响区的粗晶区内。焊后冷 却至100~150度时加载,无断裂时载 荷保持16~24小时后卸载。通过多次 改变载荷,可求出不出现断裂的临 界应力。
一、焊接性试验内容
评价焊缝金属抗热裂纹的能力 评价焊缝和热影响区金属抗冷裂纹的能力 评价焊接接头抗脆性转变的能力 评价焊接接头的使用性能
二、焊接性试验方法
工艺焊接性试验
直接法:焊接热裂纹试验 焊接冷裂纹试验 再热裂纹试验 层状撕裂试验 热应变时效脆化试验 焊接气孔敏感性试验
间接法:
由碳当量推测焊接性 裂纹敏感指数及临界应力 连续冷却组织转变图 断口分析、金相组织分析 焊接热影响区最高硬度 焊接热、力模拟试验 焊接专家系统、仿真系统等
使用焊接性试验
直接法: 实际产品结构运行的服役试验 压力容器的爆破试验
间接法:焊缝及接头的常规力学性能试验 焊缝及接头的低温脆性试验 焊缝及接头的断裂韧性试验 焊缝及接头的高温性能试验 焊缝及接头的疲劳、动载试验 焊缝及接头的抗腐蚀性、耐磨性试验、应力腐
蚀开裂试验
第三节 常用焊接性试验方法
一、碳当量法 就是将母材中各种元素的影响折合成碳的影响
的方法。 工艺焊接性:考察材料能不能焊。产生焊接缺陷的倾向
性。 使用焊接性:焊后能不能用。一般以母材的性能为依据,
考察焊缝金属和热影响区金属的性能与母材的差别及 产生的原因。
第二节 焊接性试验内容与方法
四、插销试验法
用途:考核焊接热影响区的氢致延迟裂 纹敏感性。
原理:将被焊钢材加工成圆柱形的插销 试棒,试棒上端有环形或螺形缺口, 试验时在底板上以规定的热输入熔 敷一条焊道,其熔深应使缺口尖端 位于热影响区的粗晶区内。焊后冷 却至100~150度时加载,无断裂时载 荷保持16~24小时后卸载。通过多次 改变载荷,可求出不出现断裂的临 界应力。
一、焊接性试验内容
评价焊缝金属抗热裂纹的能力 评价焊缝和热影响区金属抗冷裂纹的能力 评价焊接接头抗脆性转变的能力 评价焊接接头的使用性能
二、焊接性试验方法
工艺焊接性试验
直接法:焊接热裂纹试验 焊接冷裂纹试验 再热裂纹试验 层状撕裂试验 热应变时效脆化试验 焊接气孔敏感性试验
间接法:
由碳当量推测焊接性 裂纹敏感指数及临界应力 连续冷却组织转变图 断口分析、金相组织分析 焊接热影响区最高硬度 焊接热、力模拟试验 焊接专家系统、仿真系统等
使用焊接性试验
直接法: 实际产品结构运行的服役试验 压力容器的爆破试验
间接法:焊缝及接头的常规力学性能试验 焊缝及接头的低温脆性试验 焊缝及接头的断裂韧性试验 焊缝及接头的高温性能试验 焊缝及接头的疲劳、动载试验 焊缝及接头的抗腐蚀性、耐磨性试验、应力腐
蚀开裂试验
第三节 常用焊接性试验方法
一、碳当量法 就是将母材中各种元素的影响折合成碳的影响
金属材料焊接工艺109页PPT
61、奢侈是舒适ห้องสมุดไป่ตู้,否则就不是奢侈 。——CocoCha nel 62、少而好学,如日出之阳;壮而好学 ,如日 中之光 ;志而 好学, 如炳烛 之光。 ——刘 向 63、三军可夺帅也,匹夫不可夺志也。 ——孔 丘 64、人生就是学校。在那里,与其说好 的教师 是幸福 ,不如 说好的 教师是 不幸。 ——海 贝尔 65、接受挑战,就可以享受胜利的喜悦 。——杰纳勒 尔·乔治·S·巴顿
金属材料焊接工艺
•
6、黄金时代是在我们的前面,而不在 我们的 后面。
•
7、心急吃不了热汤圆。
•
8、你可以很有个性,但某些时候请收 敛。
•
9、只为成功找方法,不为失败找借口 (蹩脚 的工人 总是说 工具不 好)。
•
10、只要下定决心克服恐惧,便几乎 能克服 任何恐 惧。因 为,请 记住, 除了在 脑海中 ,恐惧 无处藏 身。-- 戴尔. 卡耐基 。
谢谢!