货柜检查记录
货柜封条VVTT检查记录表

司机姓名:
集装箱号码:
车辆行驶证号码:
司机身份证号码:
装箱时间:
监柜负责人:
封条号码:
具体检查项目
检查部位:
检查要点:
空柜检查
检查人签名
满柜检查
检查人签名
货柜前面
内外无破损,无锈,无异物,凹凸面
货柜左侧面
内外无破损,无锈,无异物,凹凸面
货柜右侧面
内外无破损,无锈,无异物,凹凸面
V-Verify核对:核对封条号码的准确性
T-Tug向下拉扯:向下拉扯,确保封条已经锁上
T-Twist&Turn旋转扭动:旋转扭动,确保封条不会被拧松或扭开
封条收领人
签字)
领用时间
货柜顶的内外面
顶外挂钩处牢固,内外无破损,无锈,无异物
货柜门的内外面
车门可关严,密封处防水,内外无破损,无锈,无异物,挂锁处牢固,结实
货柜内底面
干净无潮湿,无破损,无异物
货柜底外面\外底架
无破损,无异物,底部结构牢固
货柜尺寸
内侧长,宽,高
封条检查
(VVTT流程)
V-View查看:对封条和货柜门上的锁具进行检查
调压箱(柜)检查记录

调压箱(柜)检查记录标题:调压箱(柜)检查记录引言概述:调压箱(柜)是工业生产中常用的设备,用于控制气体压力并确保生产过程的安全稳定。
定期对调压箱(柜)进行检查是非常重要的,可以确保设备正常运行并避免潜在的安全隐患。
本文将详细介绍调压箱(柜)检查记录的内容和要点。
一、外观检查1.1 检查调压箱(柜)外壳是否有明显损坏或者变形,特殊是是否有裂纹或者漏气的迹象。
1.2 检查调压箱(柜)的密封性能,确保门窗关闭是否严密,密封胶条是否完好。
1.3 检查调压箱(柜)的标识是否清晰可见,包括压力表、阀门、安全阀等标识是否正确。
二、内部检查2.1 检查调压箱(柜)内部的压力表、阀门、安全阀等是否正常工作,是否有漏气或者卡阻现象。
2.2 检查调压箱(柜)内部的管道连接是否坚固,是否有松动或者漏气的情况。
2.3 检查调压箱(柜)内部的过滤器和排水阀是否清洁,确保正常排水和过滤功能。
三、压力测试3.1 使用专业的压力测试仪器对调压箱(柜)进行压力测试,确保设备的工作压力符合标准要求。
3.2 在压力测试过程中,检查调压箱(柜)的压力表和安全阀是否正常工作,是否能及时响应。
3.3 记录压力测试的结果,包括测试时间、压力值、测试人员等信息,作为检查记录的重要依据。
四、阀门操作4.1 检查调压箱(柜)的阀门操作是否灵便,是否有卡阻或者漏气现象。
4.2 测试各个阀门的开关功能,确保能够正常控制气体流动和压力调节。
4.3 对阀门进行润滑维护,确保操作顺畅并延长使用寿命。
五、安全记录5.1 在每次检查过程中,及时记录检查结果和发现的问题,包括设备的运行状况、存在的安全隐患等信息。
5.2 根据检查记录,及时进行维护和修理,确保设备的安全可靠性。
5.3 定期进行调压箱(柜)的检查记录审核,及时更新和完善设备的维护计划,保障生产过程的安全稳定。
结论:调压箱(柜)检查记录是确保设备正常运行和生产安全的重要保障措施,惟独定期进行检查和记录,才干及时发现问题并加以解决,确保设备的安全可靠性。
集装箱七点检查记录表

5
用工具敲打前柜壁,应是空洞声。
6
查看结构梁是否有不寻常的修补
7
左侧 查看内外壁是否有可见的修补
8
用工具敲打柜壁,应是空洞声。
9
检查结构梁上是否有不寻常的修补。
10
右侧 查看内外壁是否有可见的修补
11
用工具敲打柜壁,应是空洞声。
12
测量从地板到天花板的高度10尺和20尺应皆为7.10”或2.38米
13
货柜箱七点检查表
订单号:
集装箱编号:
车牌号:
检查人:
序号 1
检查部位
检查项目
确保内侧档块无误且前壁由皱折材料构成
检查结果
2
测量柜子内侧尺寸,自柜前壁至后门内侧40尺柜为39.5”或12.02米
3
前柜壁 测量柜子内侧尺寸,自柜前壁至后门内侧20尺柜的为19.4”或5.89米
4
确信排气口都可以看见,没有被异物堵住或不存在。
地板 确保地板平整无高低不平的现象
14
检查地板上是否有不寻常的现象
15
查看角落方块的顶端至屋顶端的距离,通常至箱顶略低于或与角落方块平高
16
确保排气孔是可见,没有被异物堵塞或是没有。
17 天花板/箱顶 检查天花板/箱顶上是否有在集装箱内外部可见的修补。
18
用工具轻敲天花板/箱顶,应是空洞声。
查看门锁机构铆钉的类型和颜色,应与其他铆钉一样的类型和颜色,铆钉周围不应有填充 物。
21
确认在挂锁机构上通确保各孔洞处没有固体异物
22
用镜子或目视集装箱箱底所有支撑梁完整,且没有其它外部的东西固定在起落架上
23 柜体内部/外 查看能从内部观察到的外部维修
货柜车7点检查记录表

: : : Accept 接受 Accept 接受 Accept 接受 Accept 接受 Accept 接受 Accept 接受 Accept 接受 Yes 有 Yes 有 Reject 不接受 Reject 不接受 Reject 不接受 Reject 不接受 Reject 不接受 Reject 不接受 Reject 不接受 No 无 No 无
Yes 有 Yes 有 Yes 有
No 无 No 无 No 无
Yes 有 Yes 是 Yes 有
No 无 Warehouse Spvr. (Final Product) 仓库负责人(成品仓) No 不是 No 无 Seal No. 封条号码 Issued By 发放者 Other comments 其它评论 : CONTAINER SEAL 货柜封条 Shipping Seal No. (If any) 船务公司的封条号码(如有) Security Guard 保安员
Security Guard 保安員
Report No. 报告编号 : LOADING SUPERVISION 裝柜检查
Customer顾客 : P.O. No. 生产订单号码 Product Name / Code 产品名称/编号 Quantity 数量 Carton Markings 紙箱的标识 Correct 正确 Incorrect 不正确
Warehouse Spvr. 仓库负责人
Shipping Officer 船务人員
a) Were goods being loaded in an orderly manner? 有沒有将货柜摆放整齐? b) Were goods not thrown recklessly? 有沒有将货乱丟乱扔 c) Were goods not kicked nor stepped on? 有沒有将货乱踢或乱踩? Supervised By 检查員 / DX厂
设备开箱检查记录表填写模板
设备开箱检查记录表填写模板
设备名称:_________
设备型号:_________
开箱日期:_________
检查人员:_________
一、开箱检查记录
1. 检查外包装是否完好,有无破损、变形、潮湿等现象。
2. 检查设备外观是否完好,有无划痕、凹陷、变形等现象。
3. 检查设备附件是否齐全,与装箱清单是否一致。
4. 检查设备电源线、电缆等连接线是否完好,有无破损、断线等现象。
5. 检查设备说明书、保修卡等文档资料是否齐全。
6. 其他需要记录的情况。
二、检查结果
1. 正常:设备及附件均完好,无异常情况。
2. 异常:发现设备或附件存在异常情况,需要进一步处理或维修。
三、处理意见
1. 对于正常设备,直接入库或进行下一步操作。
2. 对于异常设备,需要填写维修申请单,联系厂家或专业人员进行维修。
3. 其他处理意见。
四、备注
其他需要说明的情况或注意事项。
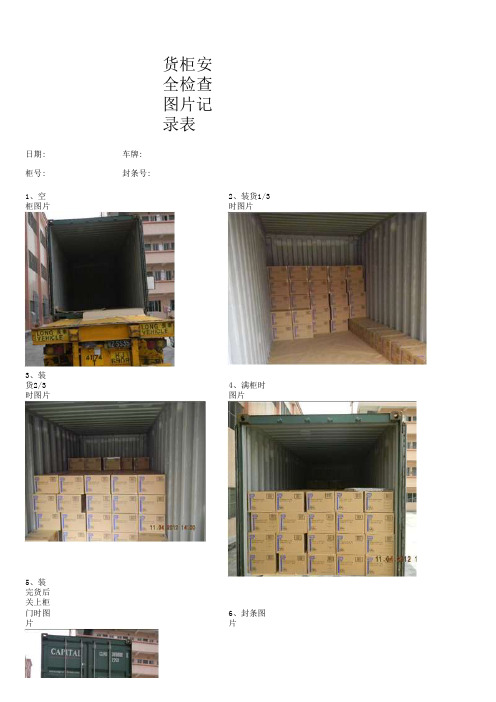
货柜安全检查图片记录表
5、装 完货后 关上柜 门时图 片
6、封条图 片
5、装 完货后 关上柜 门时图 片
6、封条图 片
6、封条图 片
日期: 柜号:
1、空 柜图片
出货流 程图片
车牌: 封条号:
2、装货1/3 时图片
3、装 货2/3 时图片
4、满柜时 图片
5、装 完货后 关上柜 门时图 片
6、封条图 片
日期: 柜号:
1、空 柜图片
出货流 程图片
车牌: 封条号:
2、装货1/3 时图片
3、装 货2/3 时图片
4、满柜时 图片
1、空 柜图片
出货流 程Байду номын сангаас片
车牌: 封条号:
2、装货1/3 时图片
3、装 货2/3 时图片
4、满柜时 图片
5、装 完货后 关上柜 门时图 片
6、封条图 片
日期: 柜号:
1、空 柜图片
出货流 程图片
车牌: 封条号:
2、装货1/3 时图片
3、装 货2/3 时图片
4、满柜时 图片
5、装 完货后 关上柜 门时图 片
5、装 完货后 关上柜 门时图 片
6、封条图 片
日期: 柜号:
1、空 柜图片
出货流 程图片
车牌: 封条号:
2、装货1/3 时图片
3、装 货2/3 时图片
4、满柜时 图片
5、装 完货后 关上柜 门时图 片
6、封条图 片
日期: 柜号:
1、空 柜图片
出货流 程图片
车牌: 封条号:
2、装货1/3 时图片
3、装 货2/3 时图片
4、满柜时 图片
5、装 完货后 关上柜 门时图 片
出口集装箱检查记录
货物装箱时是否有无关人员接触
装箱结束后是否打了铅封并且铅封完好
其它问题:
备注:货柜完好且经检查卫生良好方可装箱,每个货柜填写一张检查表。
检查/日期:审核/日期:
出口集装箱检查记录
公司名称:
日期
产品
实际装箱数量
车号
箱号
铅封号
检查项目
是(√)
否(×是否卫生良好,无异味,无杂物、无水渍等
集装箱是否已经消毒
集装箱在装柜前是否进行预冷
集装箱在装箱时是否每层产品交叉跺放
装箱时是否同一生产日期产品跺放在一起
箱内产品是否印有生产日期的一侧向外内
集装箱货柜检查表
是
否
3、前壁板-弯曲或损坏.焊接烙印说明被改装过的.
是
否
4、前端部分有洞.
是
否
1、损坏或缺少排气孔
是
否
2、焊接或铆接错误,修补后遗漏上漆
是
否
左右侧 3、上下的角位的框梁撞坏或损坏
是
否
4、左右侧的桁材有凹痕或损坏,有明显的修补不良 痕迹.
是
否
5、左右侧有洞
是
否
1、桁材损坏.
是
否
2、前后方顶梁破损.有明显的不正常修补
好:没有生锈和孔,仅有一些小问题
一般:货柜中有一些生锈和或大或小的破损,但货柜没有孔
差:货柜中有过多的生锈,出现较为严重的破损,货柜门不对称,关不好,有明显的孔,修补不 良,则该货柜不能使用
1、端壁- 凹痕, 裂开,被破坏,有明显的修补不良 痕迹.
是
否
2、角柱-撞坏,凹痕,损坏.焊接烙印说明被改装过 前端部分 的.
是
否
箱顶 3、箱顶高于角板,表明是一个伪造的箱顶
是
否
4、凹痕或其它的损坏,有明显的修补不良痕迹
是
否
5、顶部有洞
是
否
1、后部桁材有凹痕,损坏,有明显的修补不良痕迹.
是
否
2、左右箱门框架有凹痕,损坏,有明显的修补不良 痕迹.
是
否
3、框架和箱门之间的铰链连接弯曲变形,或者损坏
是
否
后部
4、箱门损坏或不对称.不能正常关闭 5、垂直的锁杆轴弯曲变形,或者损坏
集装箱/货柜检查记录表
检查人
检查日期
客户
车牌
货柜号
承运人
停放处
备注: 根据检查的实际情况回答下列问题,如果货柜隐藏有其它非授权放置的物品,违禁品,或 者货柜不牢固,则该货柜是不能接受的,并且要通知相关的运输公司.
货柜安全核对检查表
6.扣上封条是否拉动,扭动和转动封条确认不会被拔出 7.封条号码是否被详细记录在该检查单及提货单上 9.是否最后整体检查有无其它异常 10、运输公司、成品仓、警卫及船务有否共同确认安全装船并会签本 报告。
备注:请检查人员就检查结果在“是”或“否”的栏目内对应打“√”或“×”,2、有异状时须有改善措施。
货物装载过程检查及核对记录
出货日期 封条号码
集装箱号 车牌号码
检验项目 装载前检查 1.空柜在装货前是否存放在指定安全区域,并在保安人员视线范围 2.装运人员及负责人会保证装运区干凈整洁. 3.检查装箱内是否干净,防水,无锈及其它异物. 4.装载区域范围内无闲杂人员,外来车辆及私家车辆.
5.货物装载人员是否取得相关授权.海关核发的《注册登记表》《载 货登记簿》《准载证》是否齐全
6.检查外箱包装及标贴完好无污染或破损 7.空集装箱是有拍照 8.是否有对集装箱\货车进行了七点检查 9.厢式货车之箱体是否为金属结构并与车底架连为一体 10.集装箱(体)有无暗格或隔断现象
11.车厢连接的镙丝是否焊死,车厢两车门之间是 1.检查外箱包装是否适当地标有唛头或标贴 2.检查外箱包装及标贴完好无污染或破损 3.唛头或标贴标示的品名,Item,PO#,数量是否与出货单描述相一致 4.清点装货数量是否与装柜单描述相一致. 5.产品重量,秤一箱产品核算其总重量是否同与报关单描述相一致 6.装货全过程是否有指定人员负责监管,监管人 7.对空柜,装货装载1/3及2/3后进行了拍照
仓库:
运输公司:
警卫:
船 务:
装运后 1.所有货物及箱数是否符合装运单上所描述内容 2.是否对货柜装载完毕未关门及关门后锁封条进行了拍照 3.仓库人员是否会确认装货数量并确认签字后再出货 4.货柜锁闭装置是否安全可靠,无异常现象
集装箱7点检查记录
7点
检查内容
检查结果
前壁
1.确定内部各角挡块可见且无误,前壁是由折皱材料构成的。
2.用40‘的尺子测量集装箱的内部尺寸,柜前至后门内侧的距离是40尺柜应该是39‘5“或12.01M,20尺柜的为19‘4“或5.89M。
3.确信排气口可以看见,没有被异物堵住。
4.用工具敲打它,确认有空的回声。
左边
1.查看横粱的异常修复
2.查看侧壁都可见的内外部的修复情况。
3.用工具敲打它,确认有空的回声
右边
1.查看横粱的异常修复
2.查看侧壁都可见的内外部的修复情况。
3.用工具敲打它,确认有空的回声
地板
1测量底部至顶部的高度,40尺柜和20尺柜的高度应该是7’10”或者是2.38M.
2.确认底部是平整,所有的高度是一样的。不能有不同的高度。
3.检查异常修复情况。
顶部
1.顶部的外形不能是靠内或者靠外。确保是一致的。
2.查看角上挡块的顶部和距顶部距离。例如:正常情况下没有被异物堵住。
4.查看内外顶部内外侧异常修复。
门的内外
1.确宝门的锁闭系统的可靠性,安全性。
2.查看柳钉的类型颜色,颜色应该都是一致的且钉子周围没有油污。
3.确保各孔洞处没有固体异物
外部/起落架
1.进厂装柜前,.检测柜子的底盘和外观
2.检测底盘时要用一面镜子以确保所有的支撑横梁是可见的,且没有其它外部的东西固定在起划落架上
3.在箱子的内部查看外部可见的修复。