1进给控制指令
1—控制系统的基本概念1
分类法小结(补充28、29)
• 开环与闭环(Open-loop / Closed-loop)系统 • 线性与非线性 (Linear/Nonlinear)系统 • 集中参数与分布参数 (Lumped / Distributed Parameter)系统 • 时变与时不变 (Time-variant / Time-invariant or Stationary / Non-stationary)系统 • 确定性与随机(Deterministic / Random)系统 • 单变量与多变量 (Single variable / Multivariable or SISO / MIMO)系统 • 连续与离散(Continuous / Discrete)系统
§1-4 控制工程发展概况
控制工程是一门新型的技术科学,也是一 门边缘科学。它的理论基础是工程控制论。 早在一千多年以前,我国就先后发明了铜 壶滴漏计时器、指南针以及天文仪器等多种自 动控制装置,这些发明促进了当时社 会经济的发展。即使从1788年瓦特(J.Watt) 发明蒸汽机飞球调速器算起,控制工程也已有 了二百多年的历史。然而,控制工程作为一门 学科,它的形成并迅速发展却是最近五六十年 的事。
1.1.3 闭环控制系统的组成
§1-2 控制系统的基本类型
一、按输入量的特征分类 1.恒值控制系统 生产中温度、压力、流量、液面控制; 原动机速度控制、机床位置控制; 电力系统电网电压、频率控制 2. 程序控制系统
液位控制系统
§1-2 控制系统的基本类型
2. 程序控制系统(数字控制、计算机控制) 变化规律预知
不连续系统 (Discontinuous Variable System)
离散系统(Discrete Variable System)
发那科参数(详细)
四轴参数说明N0000 00000010 (#2=0公制输入单位,=1为英制,这里只设公英制输入单位,机床公英制由1001#0决定;#1=1输出ISO代码,=0为EIA代码)N0001 P 00000000 #1=0纸带格式为标准格式N0002 P 00000000 (手动回零:#7 =0参考点未建立,利用减速挡块,已建立,快速定位到参考点(1005#3=1有效),#7=1都利用减速挡块回零)N0012 A1 P 00000000 A2 P 00000000 A3 P 00000000 A4 P 00000000 #0各轴镜像设定:=0关断,=1开通// 以下为串口参数N0020 P 0 (0/1:选择串口1,即JD5A;2:选择串口2,即JD5B)N0100 P 00101000 (#3=1 ISO代码对EOB仅输出LF;#5=1 DNC中连续读入直到缓冲区满,=0一段一段读入) N0101 P 00000001 (#0=1停止位两位,=0为1位;#3=0输入代码为EIA或ISO代码自动识别,=1为ASC||代码)N0102 P 0 (输入输出为RS232,使用DC1~DC4)N0103 P 11 (波特率为9600)N0110 P 00000000N0111 P 00000001 (以下为NO.0020=1时通道1,即JD5A的参数;同上含义)N0112 P 6N0113 P 10N0121 P 00000001 (以下为NO.0020=2时通道2,即JD5B的参数;同上含义)N0122 P 0N0123 P 10N0960 P 00000000// 以下为轴控制和设定单位参数N1001 P 00000000 (#0=0公制机床,=1英制机床)N1002 P 00001001 (#0=1手动同时控制轴数3轴;#2=0不使用参考点偏移功能;#3=1未回零运行G28:P/SNO.090报警;#1=1无挡块回零全轴有效,与1005#1无关)N1004 P 00000000 (#7,#1=0,最小设定和移动单位为1um或0.001deg,是-B)N1005 A1 P 00110000 A2 P 00110000 A3 P 00110000 A4 P 00110000 (#4,#5=1各轴正负方向外部减速信号对快进和工进都有效;未建立参考点自动运行#0=0,报警P/S224,#0=1,不报警,即是说不回零也可自动运行;#1=0无挡块回零无效,1002#1为0该参数设定有效)N1006 A1 P 00100000 A2 P 00000000 A3 P 00000000 A4 P 00000001 (A4,#0=1旋转轴A型,#5=0回零都为正方向)N1008 A1 P 00000000 A2 P 00000000 A3 P 00000000 A4 P 00000101 (#0=1启动旋转轴循环功能;#2=1相对坐标每转移动量取整)绝对指令旋转方向#1=0,按距目标较近的方向,#=1,按指令符号方向。
1-5数控车床编程中的常用功能指令
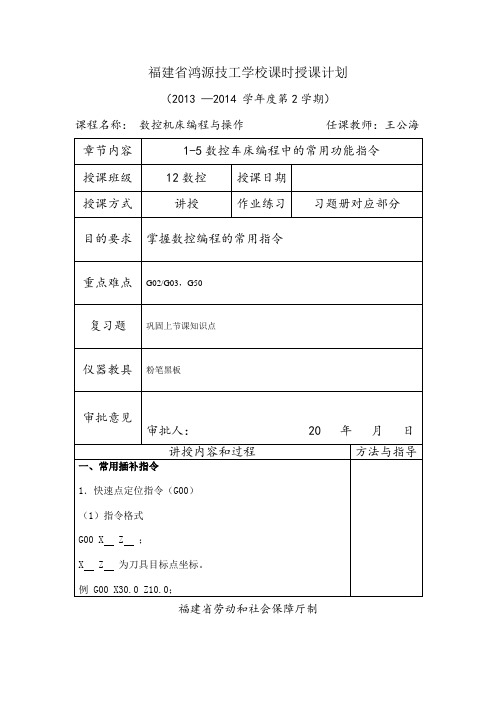
福建省鸿源技工学校课时授课计划(2013 —2014 学年度第2学期)课程名称:数控机床编程与操作任课教师:王公海章节内容1-5数控车床编程中的常用功能指令授课班级12数控授课日期授课方式讲授作业练习习题册对应部分目的要求掌握数控编程的常用指令重点难点G02/G03,G50复习题巩固上节课知识点仪器教具粉笔黑板审批意见审批人: 20 年月日讲授内容和过程方法与指导一、常用插补指令1.快速点定位指令(G00)(1)指令格式G00 X Z ;X Z 为刀具目标点坐标。
例 G00 X30.0 Z10.0;福建省劳动和社会保障厅制课时授课计划(副页)第页讲授内容和过程方法与指导(2)指令说明G00 不用指定移动速度, 其移动速度由机床系统参数设定。
快速移动的轨迹通常为折线型轨迹,图中快速移动轨迹OA和BD 的程序段如下:OA:G00 X20.0 Z30.0;BD:G00 X60.0 Z0;G00 轨迹实例2.直线插补指令(G01)(1)指令格式G01 X Z F ;X Z 为刀具目标点坐标,F 为刀具切削进给的进给速度。
例图中切削运动轨迹CD的程序段为:G01 X40.0 Z0 F0.2;G01 轨迹实例(2)指令说明G01 指令是直线运动指令,它命令刀具在两坐标轴间以插补联动的方式按指定的进给速度做任意斜率的直线运动。
在G01 程序段中必须含有F 指令。
如果在G01 程序段中没有F 指令,而在G01 程序段前也没有指定F 指令,则机床不运动,有的系统还会出现系统报警。
(3)编程实例例试采用G00和G01指令编写如图所示工件右端轮廓的精加工程序。
G00 及G01 指令应用实例第页讲授内容和过程方法与指导3.圆弧插补指令(G02/G03)(1)指令格式G02(03)X Z R(CR=) ;G02(03)X Z I K ;G02表示顺时针圆弧插补;G03表示逆时针圆弧插补。
X Z 为圆弧的终点坐标值,其值可以是绝对坐标,也可以是增量坐标。
FANUC特殊功能指令应用附宏程序教程说明书(1)
Z
#16 K8
#17 I9
I2
D
J2
E
K2
F
I3
#7
K5
R
#8
I6
S
#9
J6
T
#10 K6
U
#18 J9 #19 K9 #20 I10 #21 J10
K10 运算符
运算符 EQ NE GT GE LT LE
含义 等于 (=) 不等于 (≠) 大于 (>) 大于等于 (≥) 小于 (<) 小于等于 (≤)
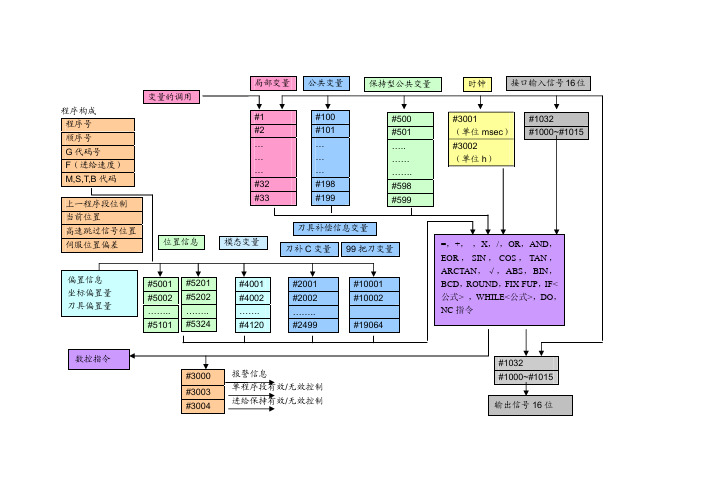
时钟
接口输入信号 16 位
#1
#100
#2
#101
…
…
…
…
…
…
#32
#198
#33
#199
#500 #501 ….. …… ……. #598 #599
模态变量
刀具补偿信息变量 刀补 C 变量 99 把刀变量
#4001 #4002 ……. #4120
#2001 #2002 …….. #2499
#10001 #10002
功能 第 1 轴外部工件零点偏移值 .. 第 4 轴外部工件零点偏移值 第 1 轴 G54 工件零点偏移值 .. 第 4 轴 G54 工件零点偏移值 第 1 轴 G55 工件零点偏移值 .. 第 4 轴 G55 工件零点偏移值 第 1 轴 G56 工件零点偏移值 .. 第 4 轴 G56 工件零点偏移值 第 1 轴 G57 工件零点偏移值 .. 第 4 轴 G57 工件零点偏移值 第 1 轴 G58 工件零点偏移值 .. 第 4 轴 G58 工件零点偏移值 第 1 轴 G59 工件零点偏移值 .. 第 4 轴 G59 工件零点偏移值 第 1 轴工件零点偏移值(G54.1 P1) .. 第 4 轴工件零点偏移值 (G54.1 P1) 第 1 轴工件零点偏移值 (G54.1 P2) .. 第 4 轴工件零点偏移值 (G54.1 P2)
GSK25i五轴加工中心数控系统介绍1

(GS)中国南方数控产业基地,是国内最大的机床数控系统研广州数控(GSK)——发、生产基地, 广东省20家重点装备制造企业之一,国家863重点项目《中档数控系统产业化支撑技术》及十二五《标准型数控系统产业化技术开发与规模化推广应用》重大专项承担企业,国内技术领先的专业成套机床数控系统供应商。
广应用》重大专项承担企业国内技术领先的专业成套机床数控系统供应商公司秉承科技创新,以核心技术为动力,以追求卓越品质为目标,以提高用户生产力为先导,为用户提供GSK全系列机床控制系统、进给伺服驱动装置和伺服电机、大功率主轴伺服驱动装置和主轴伺服电机等数控系统的集成解决方案。
服电机大功率主轴伺服驱动装置和主轴伺服电机等数控系统的集成解决方案加工中心数控系统GSK25i介绍广州数控设备有限公司采用前沿科技的高性能数控系统GSK25 iGSK25i总线式!五轴联动!采用高速工业以太网GSK-LINK高速高精!6层线路板设计、多CPU架构1ms插补周期、1000段前瞻8轴5轴联动、0.1u设定单位开放式PLC、可在线编辑、诊断PID位置闭环、绝对位置检测前置USB、RS232、以太网接口五轴RTCP、同步轴、PLC轴远程监控、诊断、维护、网络DNCGSK25iGSK25 i系统系列产品GSK25iM-V GSK25i-Ra加工中心用(10.4英寸)桁架机器人用GSK25iM-H加工中心用(8.4英寸)(84GSK25i 伺服系统配置伺服系统配GSK25iM-V GSK25iM-HCNC主机GH2000T 系列GH3000T 系列进给GS3000Y 系列主轴(高速高精)伺服驱动GD3000Y 系列伺服驱动SJT 系列同进给ZJY 系列主轴伺服电机主轴伺服步伺服电机伺服电机电机13万线绝对注:GD3000Y 总线式主轴式编码器驱动正在研发中系统硬件连接示意图功能特点介绍进给轴控制控制轴数给轴控制最大控制轴数为8个进给轴最大5轴联动最小设定单位最小设定单位:0.0001mm、0.00001inch、0.0001deg 根据参数设定公制输入的最小输入增量可以为0.001mm 最大指令值±999999.9999m、±99999.99999inch、±999999.9999deg 最大移动速度最大移动速度达200m/min 。
数控加工技术(第4版)第一章

1. 1 数控加工的基本概念
• 1949 年, 帕森斯公司在麻省理工学院 ( MIT) 伺服机构试验室的协助 下开始从事数控机床的研制工作, 经过三年时间的研究, 于 1952 年试 制成功世界第一台数控机床试验性样机。 这是一台采用脉冲乘法器 原理的直线插补三坐标连续控制铣床, 即数控机床的第一代。 1955 年, 美在美国进入迅速发展阶段, 市场上出现了商品化数控机床。 1958 年, 美国克耐·杜列克公司 ( Keaney Trecker) 在世界上首先研 制成功带自动换刀装置的数控机床, 称为 “ 加工中心” ( Machining Center, MC)。
• 数控技术 ( Numerical Control Technology) 是指采用数字控制的方 法对某一个工作过程实现自动控制的技术。 在机械加工过程中使用 数控机床时, 可将其运行过程数字化, 这些数字信息包含了机床刀具的 运动轨迹、 运行速度及其他工艺参数等, 而这些数据可以根据要求很 方便地实现编辑修改, 满足了柔性化的要求。 它所控制的通常是位移、 角度、 速度等机械量或与机械能量流向有关的开关量。 数控的产生 依赖于数据载体及二进制形式数据运算的出现, 数控技术的发展与计 算机技术的发展是紧密相连的。
• 数控系统 ( Numerical Control System) 是实现数控技术相关功能 的软、 硬件模块的有机集成系统。 相对于模拟控制而言, 数字控制 系统中的控制信息是数字量, 模拟控制系统中的控制信息是模拟量, 数 字控制系统是数控技术的载体。
上一页 下一页 返回
1. 1 数控加工的基本概念
• 数控技术的发展过程见表 1 - 1。
上一页 下一页 返回
1. 1 数控加工的基本概念
FANUC-OI-A系统参数说明书范文1-图文
FANUC-OI-A系统参数说明书范文1-图文◆BEIJING一FANUCOI-A系统参数说明书B-63510C/01●本说明书中任何部分不得以任何形式复制。
●所有规格和设计如有变化,公司不作另行通知。
本说明书中,我们将尽力叙述各种事件。
但由于篇幅所限,不能对所有不必做和不能做的事件进行叙述。
因此本说明书中没有特别指明为可能的事件即视为“不可能’’的事件。
B-63510C/01前言本说明书适合以下机种系统名称BEIJING-FANUC0i—TABEIJING-FANUC0i—MAT系列:OI-TA M系列:OI-MA2、本说明书所叙述的某些功能,可能不适应某些产品。
详细情况,参照规格说明书。
(B63502C)相关说明书下表列出了和oi系列MODELA相关的说明书。
带(·)的为本说明书。
表l相关说明书说明书名称规格说明书连接说明书(硬件)连接说明书(功能)操作说明书(车床用)操作说明书(力11512中心用)维修说明书参数说明书编程说明书(宏程序编译器/宏程序执行器)FAPT宏程序编译器编程说明书PMCSAI/SA3编程说明书规格号B-63502CB-63503CB-63503C-1B-63504CB-63514CB-63505CB-63510CB-61803E-1B-66102EB-61863C^简称Oi—TA0i-MA0i系列注1、为了便于记忆系统划分为:—B-6—3510C/01目录前言P-11.参数的显示一12.用MDI设定参数23、通过阅读机/穿口机接口输入/输出参数43.1通过阅读机/穿口机接口输出参数53.2通过阅读机/穿口机接口输入参数64.参数说明74.1有关“SETTING”的参数94.2有关阅读机/穿口机接口的参数124.2.1所有通道共用的参数124.2.2有关通道1的参数(I/O=0)134.2.3有关通道1的参数(I/O=1)..144.2.4有关通道2的参数(I/O=2)154.3有关POWERMATE管理器的参数164.4有关轴控制/设定单位的参数..174.5有关座标系的参数234.6有关存储式行程检测的参数274.7有关进给速度的参数314.8有关加减速控制的参数414.17有关刚性攻丝的参数1414.18有关缩放/坐标旋转的参数1574.19有关单一方向定位的参数1594.20有关极坐标插补的参数1604.21有关法线方向控制的参数1624.22有关分度盘分度的参数1644.23有关用户宏程序的参数1664.24有关图案数据输入的参数1724.25有关跳步功能的参数1734.26有关自动刀具补偿(T系列)和自动刀具长度补偿(M系列)的参数1754.27有关外部数据输入/输出的参数1764.28有关图形显示的参数1774.29有关运行时间和加工零件数显示的参数1784.30有关刀具寿命管理的参数1814.31有关位置开关功能的参数1854.32有关手动运行和自动运行的参数1864.33有关手动手轮进给和手动插入的参数1874.34有关用档块设定参考点的参数1894.35有关软操作面板的参数1914.36有关程序再起动的参数1954.37有关多边形加工的参数..1964.38有关PMC轴控制的参数1974.39有关基本功能的参数2014.40有关简易同步控制的参数·2034.41有关顺序号校对停止的参数2054.42其它参数2064.43有关维修的参数206附录A。
1_NC基础编程
零点
1
Automation and Drives
坐标系
几何原理 NC编程基础 位移说明 编程位移说明 轨迹位移性能 框架 进给率控制,主轴运 行 刀具补偿 辅助功能 R参数及程序跳跃 子程序技术和程序部 分调用
坐标系
机床坐标系--------基于机床零点M,由实际的轴构成,右手三指定律确定方向 右手中指与进刀方向相对,则大拇指方向为+X 食指方向为+Y 中指方向为+Z 基准坐标系--------基准坐标系是一种直角坐标系,通过运动转换(比如5 轴转换 或者通过外壳表面的移动)而形成的机床坐标系;转换功能 启动后,可能会偏离轴的平行位置,坐标系不一定是直角 零点偏移、比例尺功能等等均在基准坐标系中进行。 确定工作区域范围时,坐标系的尺寸也是以基准坐标系为基准的。 工件坐标系--------基于工件零点M,在工件坐标系中给出工件的几何尺寸。或者另 一种表达:NC 程序中的数据以工件坐标系为基准
Automation and Drives
NC基础编程
几何原理 NC编程基础
工件点描述
位移说明 编程位移说明 轨迹位移性能 框架 进给率控制,主轴运 行 刀具补偿 辅助功能 R参数及程序跳跃 子程序技术和程序部 分调用
工件坐标系--------右旋、直角坐标系 极坐标系--------极点、半径、角度 确定工件位置 绝对尺寸-------G90(以当前有效的坐标系零点为基准) 相对尺寸-------G91(以当前最后所运行到的点为基准) G90/G91为模态指令 平面说明-------G17(XY平面)/G18(ZX平面)/G19(YZ平面) 模态:保持有效 非模态:单段有效 M--------机床零点(由制造商定义,用户不能改变) W--------工件零点(编程零点) R---------参考点(到机床零点位置固定,因为在大多数情况下机床零点是不 能接近的,控制系统将由此找到它在定位测量系统中的参考点)
第1章 数控机床电气控制概述
第1章数控机床电气控制概述
图1-5开环控制系统结构
第1章数控机床电气控制概述 (2)闭环控制系统 闭环控制系统的机床上安装有检测装置,直接对工作台的位移量 进行检测,当数控装置发出进给指令信号后,经伺服驱动系统使工 作台移动时,安装在工作台上的位置检测装置把机械位移量变为电 量,反馈到输入端与输入设定指令信号进行比较,得到的差值经过 转换和放大,最后驱动工作台向减少误差的方向移动,直到误差值 消除停止移动。闭环系统具有很高的控制精度。图1-6为闭环数控 系统的结构图
第1章 数控机床电气控制概述
第1章 数控机床电气控制概述
• • • • • 1.1数控机床电气控制系统的组成及特点 1.2数控机床的分类及性能指标 1.3数控机床电气控制系统发展 1.4数控机床自动控制基础 思考题与习题
第1章数控机床电气控制概述
第1章 数控机床电气控制概述
1.1数控机床电气控制系统的组成及特点 • 1.1.1 数控机床电气控制系统的组成 • 数字控制(NC,Numerical Control,简称数控)技术 是用数字化信息进行控制的自动制技术,采用数控 技术的控制系统称为数控系统,装备了数控系统的机 床即为数控机床。 • 数控机床电气控制系统由数控装置(CNC, Computer Numerical Control)、主轴驱动系统、进给伺服系统、 检测反馈系统、机床强电控制系统、编程装置等几部 分组成。数控机床电气控制系统的组成如图1-1所示。
第1章数控机床电气控制概述
图1-3 数控铣床直线控制轨迹示意图
图1-2 数控钻床点位控制示意图
图1-4数控铣床轮廓加工示意图
第1章数控机床电气控制概述
(3)轮廓控制系统 轮廓控制系统又称连续控制系统,其特点是数控系统能够对两个 或两个以上的坐标轴同时进行连续控制。加工时不仅要控制起点和 终点,还要控制整个加工过程中每点的速度和位置。图1-4为数控 铣床轮廓加工示意图。 2.按工艺用途分类 (1)金属切削类数控机床 金属切削类数控机床和传统的通用机床产品种类类似,有数控车 床、数控铣床、数控钻床、数控磨床、数控镗床以及加工中心机床 等。数控加工中心是带有自动换刀装置,在一次装夹后,可以进行 多种工序加工的数控机床。
4.1.1孔加工固定循环指令
4.1.1孔加工固定循环指令
(7) 精镗循环 格式: G76 X_Y_Z_R_P_Q_F_K_
精镗时,主轴在孔底定向停止 后,向刀尖反方向移动,然后 快速退刀,退刀位置由G98或 G99决定。 带有让刀的退刀不会划伤已加 工平面,保证了镗孔精度。 刀尖反向位移量用地址Q指定, 其值q
主轴准停 孔底平面
G98
G99
适用:用于一般定点钻。
孔底
G81动作指令图
4.1.1孔加工固定循环指令
4.1.1孔加工固定循环指令
(3).锪孔、镗阶梯孔循环 指令G82 格式:G98(G99) G82X_Y_Z_R_P_ F_K_
初始高度 安全高度
G98
动作分解:
与G81指令唯一的区别是有孔 底暂停动作,暂停时间由P 指定。 作用:执行该指令使孔的表面 更光滑,孔底平整。常用于 做沉头台阶孔。
Z点 在孔底暂停 ,主轴停止后,转换 为手动状态,可用手动将刀具从 主轴起动 G99 主轴正转 R点 孔中退出。到返回点平面后,主 主轴反转 (G98 的情况) Z点 轴正转,再转入下一个程序段进 44 G84 指令动作图 图 45 G87 指令动作图 行自动加工。 镗孔手动回刀,不需主轴准停 R点 初始点 G98 R 点 G99 主轴正转 主轴正转
4.1.1孔加工固定循环指令
初始高度 安全高度
主轴反转
主轴正转
孔底平面 G74动作指令图
4.1.1孔加工固定循环指令
4.1.1孔加工固定循环指令
(9)右旋攻螺纹循环 格式: G98 G84 X_Y_Z_R_F_K_
安全高度 初始高度
动作分解: 从R点到Z点攻丝时刀 具正向进给,主轴正 转。到孔底部时,主 轴反转 ,刀具以反向 进给速度退出.