Perceptual Quality
SYSTEM AND METHOD FOR AUTOMATICALLY PROCESSING IM

专利名称:SYSTEM AND METHOD FORAUTOMATICALLY PROCESSING IMAGEDATA TO PROVIDE IMAGES OF OPTIMALPERCEPTUAL QUALITY发明人:COTTRELL, F., Richard,HULTGREN, Bror, O., III 申请号:US1996010305申请日:19960613公开号:WO97/048076P1公开日:19971218专利内容由知识产权出版社提供摘要:An image processing system that automatically optimizes the perceptual quality of images undergoing a series of selected image-processing operations. The automatic optimization capability allows the system to bypass expensive and time-consuming trial-and-error methods associated with interactive methods. The system consists of a set of image-processing operations, an architecture, and an intelligent control. These elements take into consideration profiles of sources from which the images are generated, profiles of intended applications, and the impact that image processing operations (individually or in concert) will have on perceived image quality. The analysis uses a body of relationships linking human perception of image quality with objective metrics (such as sharpness, grain, tone, and color) of image content. The relationships used are based upon extensive psychovisual testing, using human observers and photographic images. The intelligent control embodies the test results and thereby functions as a synthetic human observer. Controlling a collection of adjustable parameters in the requested image-processing operations, it works automatically tomaximize subjective quality for the resulting picture. When optimal parameter values have been determined, the system then subjects the image data, itself, to the corresponding processing operations and provides an image to the end application. This is all achieved without operator intervention other than initially selecting the set of processing operations. The functionality of the system may be implemented in a variety of physical architectures, including computer workstations, and including communicating sets of discrete components in which the computations and control are distributed among the components.申请人:POLAROID CORPORATION地址:US国籍:US代理机构:SABOURIN, Robert, A.更多信息请下载全文后查看。
MOS 语音质量评测指标的介绍
- 目录 -1前言 (3)2语音质量测量和量化标准的发展史 (3)3MOS语音质量量化的定义 (4)4PESQ评估方法的介绍 (4)4.1PESQ的基本原理 (4)4.2PESQ的应用 (5)5MOS的测试方法 (5)5.1NEMO Outdoor (5)5.1.1测试系统的要求 (6)5.1.2测试系统的解决方案 (6)5.2NetQual (7)5.2.1测试系统的组成 (8)5.2.2语音质量的测试 (9)5.3TEMS INVESTIGATION (10)6MOS测量的优化建议............................................................................... 错误!未定义书签。
1前言直到现在,GSM网络的最主要基本业务仍然是语音业务,语音质量的好坏直接影响用户对于运营商的选择;另外,随着移动网络发展的日趋成熟,客户对网络的性能质量要求逐渐提高。
因此,根据电信网络服务质量(QoS) 的要求,建立一套客观评估标准,如何更好地对网络的语音服务质量进行定量分析和测量就逐步摆在了网络运营商的面前。
语音服务质量的测量与通常移动网络的信号质量测量有很大的区别。
在GSM网络中,对无线质量的评价是通过RxQual 来实现的。
但是语音在GSM网络中是经过信道及信源编码的,而RxQual 只能描述空中接口的传输质量,并不能给出终端用户对无线网络的实际感受,语音服务质量的测量将更好地反映用户对网络的真实感受情况。
本文将就语音QoS的测量方法进行较深入地讨论。
2 语音质量测量和量化标准的发展史目前语音QOS测试方法主要有主观测试方法和客观测试方法两种,ITU-TP.800定义了MOS的主观测试方法,客观测试方法主要有:PSQM、PSQM+、PESQ等。
其中ITU-TP.862(PESQ)是目前ITU推荐用于端对端网络语音质量测试的方法。
早期语音质量的评测主要采用主观评分的方式:调查用户被要求按照1-5分对接收到的电话语音质量进行评分(5表示最好,1表示最差)。
MOS 语音高质量评测指标地介绍
实用文档- 目录 -1前言 ...................................................................................................... 错误!未定义书签。
2语音质量测量和量化标准的发展史......................................................... 错误!未定义书签。
3MOS语音质量量化的定义..................................................................... 错误!未定义书签。
For personal use only in study and research; not for commercial use4PESQ评估方法的介绍 ............................................................................ 错误!未定义书签。
4.1PESQ的基本原理........................................................................... 错误!未定义书签。
4.2PESQ的应用.................................................................................. 错误!未定义书签。
For personal use only in study and research; not for commercial use5MOS的测试方法..................................................................................... 错误!未定义书签。
基于视觉掩蔽的隐写不可感知性评价方法

基于视觉掩蔽的隐写不可感知性评价方法方蒙蒙;何加铭;史智慧【期刊名称】《计算机工程》【年(卷),期】2014(40)9【摘要】The commonly-used methods of imperceptibility evaluation for information hiding algorithms can not express the subjective evaluation comprehensively and evaluate the performance of the algorithms accurately. To solve this problem,a new method based on visual masking is proposed. It combines the linear relationship between the perceptual quality of image and its Mean Square Error( MSE) ,and the perceptual properties of texture and luminance,with the aim of improving the perceptual quality. In this method, the linear expression between the perceptual quality and MSE is given,among which the luminance and the gradient can be used to calculate the luminance and the texture weight coefficients respectively. By weighting the expression linearly,a global performance of imperceptibility of the stego image is obtained. Experimental results demonstrate that the proposal outperforms the conventional Peak Signal to Noise Ratio ( PSNR) in higher efficiency and realizing the consistency of image quality of subjective and objective evaluation.%传统的信息隐藏不可感知性评价方法不能全面反映人眼主观感受,以致无法准确衡量隐藏算法的性能。
无参考图像质量评价算法(BRISQUE):No-ReferenceImageQuality。。。
⽆参考图像质量评价算法(BRISQUE):No-ReferenceImageQuality。
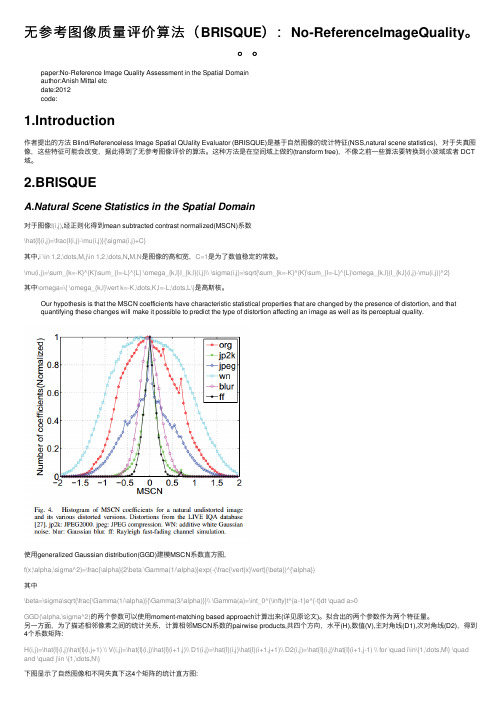
paper:No-Reference Image Quality Assessment in the Spatial Domainauthor:Anish Mittal etcdate:2012code:1.Introduction作者提出的⽅法 Blind/Referenceless Image Spatial QUality Evaluator (BRISQUE)是基于⾃然图像的统计特征(NSS,natural scene statistics),对于失真图像,这些特征可能会改变,据此得到了⽆参考图像评价的算法。
这种⽅法是在空间域上做的(transform free),不像之前⼀些算法要转换到⼩波域或者 DCT 域。
2.BRISQUEA.Natural Scene Statistics in the Spatial Domain对于图像I(i,j),经正则化得到mean subtracted contrast normalized(MSCN)系数\hat{I}(i,j)=\frac{I(i,j)-\mu(i,j)}{\sigma(i,j)+C}其中,i \in 1,2,\dots,M,j\in 1,2,\dots,N,M,N是图像的⾼和宽,C=1是为了数值稳定的常数。
\mu(i,j)=\sum_{k=-K}^{K}\sum_{l=-L}^{L} \omega_{k,l}I_{k,l}(i,j)\\ \sigma(i,j)=\sqrt{\sum_{k=-K}^{K}\sum_{l=-L}^{L}\omega_{k,l}(I_{k,l}(i,j)-\mu(i,j))^2}其中\omega=\{ \omega_{k,l}\vert k=-K,\dots,K,l=-L,\dots,L\}是⾼斯核。
Our hypothesis is that the MSCN coefficients have characteristic statistical properties that are changed by the presence of distortion, and that quantifying these changes will make it possible to predict the type of distortion affecting an image as well as its perceptual quality.使⽤generalized Gaussian distribution(GGD)建模MSCN系数直⽅图,f(x;\alpha,\sigma^2)=\frac{\alpha}{2\beta \Gamma(1/\alpha)}exp(-(\frac{\vert{x}\vert}{\beta})^{\alpha})其中\beta=\sigma\sqrt{\frac{\Gamma(1/\alpha)}{\Gamma(3/\alpha)}}\\ \Gamma(a)=\int_0^{\infty}t^{a-1}e^{-t}dt \quad a>0GGD(\alpha,\sigma^2)的两个参数可以使⽤moment-matching based approach计算出来(详见原论⽂)。
GMW 14057-2012 spot welding
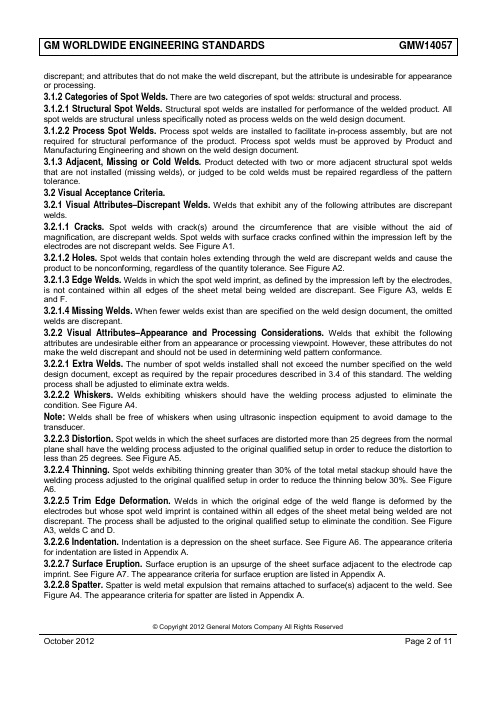
Weld Acceptance Criteria and Repair ProceduresResistance Spot Welds -Steel1 ScopeNote:Nothing in this standard supercedes applicable laws and regulations.Note:In the event of conflict between the English and domestic language, the English language shall take precedence.This standard applies to steels approved by GM for Resistance Spot Welding (RSW).1.1 Purpose. This standard provides the acceptance criteria and repair procedures for resistance spot welds in automotive products for which GM is responsible for establishing or approving product design.1.2 Applicability. The criteria established in this standard become mandatory when referenced on a weld design document. Deviations from any weld criteria provided in this standard must be identified on a weld design document or other product design document.1.3 Usage. Welded structures are considered satisfactory when they carry the intended service loads for a required period. Service loads on weldments in a vehicle are varied in both type and magnitude and cannot be addressed by this standard. Therefore, while the weld quality criteria of this standard are consistent with service loading requirements, they have been established specifically for use in process and product monitoring. Any attempted application of this document to other uses, such as post-crash weld quality assessment, may lead to an erroneous result or conclusion. Discrepant welds by retaining a portion of their engineering properties may still contribute to the integrity of the assembly.1.4 Clarification.For clarification of this standard or editorial comments, email the GM Global Weld Council at weld.council@.Proposed changes to this standard must be presented to the Global Weld Council. To suggest a change to this standard, reference the “Procedure for Weld Standard Changes” on the Global Weld Council’s web page.2 ReferencesNote:Only the latest approved standards are applicable unless otherwise specified.2.1 External Standards/Specifications.None2.2 GM Standards/Specifications.GMW14058GMW155632.3 Additional References.Body Opening Appearance Perceptual Quality Best Practices – Weld Appearance Zone Diagrams (The supplier shall work with the GM responsible engineer to comprehend this requirement.)Global Weld Council web page: https:///main/globalCouncil/globalWeldCouncil/index.jspGlobal Manufacturing System (GMS) Operating Guidelines and Global Launch Manual3 Requirements3.1 General Acceptance Criteria.3.1.1 Individual Spot Weld Criteria.There are multiple visual and measurable attributes that are used to evaluate spot weld quality. These attributes are divided into two categories: attributes that make the weld© Copyright 2012 General Motors Company All Rights Reserveddiscrepant; and attributes that do not make the weld discrepant, but the attribute is undesirable for appearance or processing.3.1.2 Categories of Spot Welds.There are two categories of spot welds: structural and process.3.1.2.1 Structural Spot Welds.Structural spot welds are installed for performance of the welded product. All spot welds are structural unless specifically noted as process welds on the weld design document.3.1.2.2 Process Spot Welds.Process spot welds are installed to facilitate in-process assembly, but are not required for structural performance of the product. Process spot welds must be approved by Product and Manufacturing Engineering and shown on the weld design document.3.1.3 Adjacent, Missing or Cold Welds.Product detected with two or more adjacent structural spot welds that are not installed (missing welds), or judged to be cold welds must be repaired regardless of the pattern tolerance.3.2 Visual Acceptance Criteria.3.2.1 Visual Attributes–Discrepant Welds.Welds that exhibit any of the following attributes are discrepant welds.3.2.1.1 Cracks.Spot welds with crack(s) around the circumference that are visible without the aid of magnification, are discrepant welds. Spot welds with surface cracks confined within the impression left by the electrodes are not discrepant welds. See Figure A1.3.2.1.2 Holes.Spot welds that contain holes extending through the weld are discrepant welds and cause the product to be nonconforming, regardless of the quantity tolerance. See Figure A2.3.2.1.3 Edge Welds.Welds in which the spot weld imprint, as defined by the impression left by the electrodes, is not contained within all edges of the sheet metal being welded are discrepant. See Figure A3, welds E and F.3.2.1.4 Missing Welds.When fewer welds exist than are specified on the weld design document, the omitted welds are discrepant.3.2.2 Visual Attributes–Appearance and Processing Considerations.Welds that exhibit the following attributes are undesirable either from an appearance or processing viewpoint. However, these attributes do not make the weld discrepant and should not be used in determining weld pattern conformance.3.2.2.1 Extra Welds.The number of spot welds installed shall not exceed the number specified on the weld design document, except as required by the repair procedures described in 3.4 of this standard. The welding process shall be adjusted to eliminate extra welds.3.2.2.2 Whiskers.Welds exhibiting whiskers should have the welding process adjusted to eliminate the condition. See Figure A4.Note: Welds shall be free of whiskers when using ultrasonic inspection equipment to avoid damage to the transducer.3.2.2.3 Distortion.Spot welds in which the sheet surfaces are distorted more than 25 degrees from the normal plane shall have the welding process adjusted to the original qualified setup in order to reduce the distortion to less than 25 degrees. See Figure A5.3.2.2.4 Thinning.Spot welds exhibiting thinning greater than 30% of the total metal stackup should have the welding process adjusted to the original qualified setup in order to reduce the thinning below 30%. See Figure A6.3.2.2.5 Trim Edge Deformation.Welds in which the original edge of the weld flange is deformed by the electrodes but whose spot weld imprint is contained within all edges of the sheet metal being welded are not discrepant. The process shall be adjusted to the original qualified setup to eliminate the condition. See Figure A3, welds C and D.3.2.2.6 Indentation.Indentation is a depression on the sheet surface. See Figure A6. The appearance criteria for indentation are listed in Appendix A.3.2.2.7 Surface Eruption.Surface eruption is an upsurge of the sheet surface adjacent to the electrode cap imprint. See Figure A7. The appearance criteria for surface eruption are listed in Appendix A.3.2.2.8 Spatter.Spatter is weld metal expulsion that remains attached to surface(s) adjacent to the weld. See Figure A4. The appearance criteria for spatter are listed in Appendix A.© Copyright 2012 General Motors Company All Rights Reserved3.2.3 Perceptual Quality Requirements.Spot welds visible to the customer in strategic areas of the body are to be considered Perceptual Quality (PQ) spot welds (reference the “Body Opening Appearance Perceptual Quality Best Practices – Weld Appearance Zone Diagrams”). Product Quality Standards are to be utilized to document the appearance acceptance standards addressing the desired weld spot precision (alignment, spacing, concentricity) and prominence (indentation, distortion, whiskers). Spot welds not meeting appearance standards should have the process adjusted to the original qualified setup to eliminate the undesirable condition.3.3 Measurable Acceptance Criteria.3.3.1 Weld Location.Spot welds must be properly located relative to design location as indicated on the weld template and to each other as follows.In a pattern consisting of a single in-line row of welds in which a distinct product feature provides visual reference to the end weld, an end weld installed greater than 10 mm in radial distance from the design location is a discrepant weld. A distinct product feature must be a visible trim edge or other recognizable part feature that is perpendicular or nearly perpendicular to the row of welds and within 30 mm of the end weld.For all other welds, a spot weld installed greater than 20 mm in a radial distance from the design location is a discrepant weld.For visible secondary surface welds, Appendix A specifies the weld location tolerance. Refer to the Weld Appearance Zone diagrams in the Best Practices file for classification of visible weld.If the spacing between two adjacent welds in a pattern consisting of a single in-line row of welds exceeds the design spacing by greater than 20 mm, the weld furthest from the design location is a discrepant.3.3.2 Weld Size.The weld size may be measured by either using the weld button (Figure A8), the weld nugget (Figure A9), or the fusion zone. A spot weld is discrepant when the measured weld size is less than the minimum acceptable weld size specified in Table 1.How to identify the Determining Thickness for a 2 or 3 loose sheet stack up is shown in Appendix B.Table 1: Minimum Acceptable Weld SizeDetermining ThicknessMinimum Acceptable Weld Size(DT)0.65 to 1.29 mm 4.0 mm1.30 to 1.89 mm 5.0 mm1.90 to2.59 mm 6.0 mm2.60 to3.25 mm7.0 mm3.3.2.1 Interfacial Fracture.With certain steels or types of loading, a weld button may not always result from destructive testing. In these cases of interfacial fracture, examination of the fusion zone must be used to determine weld size. Criteria for evaluation of the fusion zone must be in accord with an approved Product Quality Standard.3.3.2.2 Cold Welds.Weld locations that do not produce a weld button after a destruct test and are not interfacial fractures are cold welds. Cold welds are discrepant welds.3.3.2.3 Laminated Vibration Damping Steel.The minimum weld size specified in Table 1 is required only at the faying surface for laminated steel. There are no minimum weld size requirements for the interface between the layers of the laminated steel.For purposes of determining the minimum weld size, the laminated steel shall be treated as one sheet whose thickness is equal to the sum of the two outer sheets and the inner visco-elastic layer as shown in Figure A10.3.4 Disposition/Repair Procedure.© Copyright 2012 General Motors Company All Rights Reserved3.4.1 Spot Weld Pattern Conformance Criteria.A pattern is a collection of spot welds to which a tolerance is applied to meet structural requirements and for determining manufacturing acceptance of the product. Spot weld patterns must include all structural welds and be shown on the weld design document. Process welds shall not be included in any weld patterns.The spot weld pattern is conforming when the number of acceptable spot welds (not discrepant per the requirements of this standard) within a pattern meets or exceeds the pattern tolerance as stated on the weld design document. Manufacturing acceptance of product is based on all patterns conforming. Known and suspect product with nonconforming patterns must be repaired.Note: Two or more adjacent missing or breaking welds cause pattern nonconformance regardless of the quantity tolerance. Structural spot welds with holes cause the pattern to be nonconforming regardless of the quantity tolerance.3.4.2 Repair Exceptions.An exception to specified product repair requirements may be permitted provided there is documented review and approval by the responsible Product Engineer allowing the suspect product to deviate from specification and pattern conformance criteria.3.4.4 Surface Appearance.Spot weld surface appearance criteria are not used in determining weld pattern conformance.3.4.5 Process Spot Welds.Process spot welds are not to be used in determining weld pattern conformance. Process welds containing holes require product repair.3.4.6 Repair Procedures.When required spot welds shall be repaired according to the procedures specifically authorized by the appropriate Product Engineer. In the absence of an engineering approved repair procedure, the following repair methods shall be used in the following order of preference.3.4.6.1 Resistance Spot Weld Repair.Spot weld with a weld gun that is qualified for the metal types and thicknesses to be welded. One repair spot weld shall be added for each spot weld being repaired. Repair spot welds must meet the requirements of this standard. Locate repair spot welds as close as possible to the original designated weld location without overlapping the existing spot weld.3.4.6.2 Arc Weld Repair.Arc weld repair of laminated steels is not permitted.3.4.6.3 Arc Spot or Plug Weld Repair.For each spot being repaired, weld using Gas Metal Arc Welding (GMAW) plug or GMAW spot with steel filler wire. The GMAW spot or GMAW plug weld shall conform to the applicable arc spot and plug weld acceptance criteria standard. All repair personnel using this method of repair must be periodically qualified and approved following local procedures.3.4.6.4 Arc Fillet Weld Repair.A GMAW fillet weld may be used for two metal thickness joints. The GMAW repair weld must be located as close as possible to the original designated weld location and must be a minimum of 20 mm in length. The repair welds must conform to GMW14058. All repair personnel using this method of repair must be periodically qualified and approved following local procedures.4 Manufacturing Process4.1 Process Control. The welding source is responsible for establishing practices and test methods to assure that the criteria of this standard are met, and are consistent with the GM Joining and Dispense Process Control Procedure (GMW15563).5 Notes5.1 Glossary.Cold Weld: A weld that does not produce a weld button after a destruct test. At the faying surface of a cold weld, there is no indication of fusion. Cold welds do not indicate a nugget when the weld is cross-sectioned. Crack: A fracture type discontinuity characterized by a sharp tip and high ratio of length to width of opening displacement on the exterior surface. See Figure A1.Distortion:Angle of displacement that the sheet surfaces are distorted from the normal plane. See Figure 5. Edge Weld: A condition in which the spot weld imprint, as defined by the impression left by the electrodes is not contained within all edges of the sheet metal being welded. See Figure A3, welds E and F.Extra Welds: The number of spot welds that exceed the number specified on the weld design document. Faying Surface: The mating surface of two members to be welded. See Figure A11.© Copyright 2012 General Motors Company All Rights ReservedHole:A perforation in the spot weld that allows light to travel through the material from one exterior surface to the opposing exterior surface of the weld. See Figure A2.Indentation: The depression on the sheet surfaces caused by the welding electrodes. See Figure A6. Interfacial Fracture: A fracture mode of a spot weld where all or part of the weld nugget separates through the plane of the weld at the faying surface.Missing Welds: The number of spot welds not installed as specified on the weld design document.Original Qualified Setup:The weld parameters established and documented during Weld Verification. Also referred to as Initial Qualified Setup.Pearls: See Weld Spatter.Product Quality Standard (PQS): Measurable requirements for product characteristics, which when satisfied ensure the product meets internal and external customer requirements. (Refer to GMS Operating Guidelines and Global Launch Manual.)Surface Eruption: Upsurge of the metal surface adjacent to the weld imprint. See Figure A7.Thinning: The amount of the original total metal stackup thickness reduced by the welding process. See Figure A6.Trim Edge Deformation: A condition in which the original edge of the weld flange is deformed by the electrodes but whose spot weld imprint is contained within all edges of the sheet metal being welded. See Figure A3, welds C and D.Weld Button:That part of the weld that tears out in a peel or chisel test. See Figure A8.Weld Button Size: The weld button size of a symmetrical (round) button is the diameter of the button. The weld button size of an asymmetrical (oval or oblong) button is calculated by adding the measurement of the major axis to the measurement of the minor axis and dividing by 2. See Figure A12. The measurements are to be taken at the faying surface. See Figure A13.Weld Design Document: A product document that describes welding requirements such as number of welds, location of welds, applicable weld standards, weld patterns, surface appearance classification, weld notes etc. This document is released and approved by the appropriate Design Release Engineer.Weld Expulsion: Molten metal that is extruded from between the sheets being welded or from the interface between the outer sheet metal surface and the electrode(s). See Figure A4.Weld Imprint:The impression left in the metal surface by the electrodes after welding. See Figure A3.Weld Nugget:The weld nugget is that part of the weld where fusion is evident at the faying surface and extending into the parent metal resulting in a metallurgical structure change. See Figure A9.Weld Nugget Size:The weld nugget size is the dimension of the fusion zone measured from a macro section examination or weld cross section. See Figure A9.Weld Size:Resistance Spot Weld Size refers to either the weld button size or the weld nugget size.With certain steels or types of loading, a weld button may not always result from a peel or tensile test. In these cases of interfacial fracture, examination of the fusion zone must be used to determine weld size.Weld Spatter: Weld expulsion metal that remains attached to an adjacent metal surface away from the electrodes. The visible weld spatter is sometimes referred to as pearls. See Figure A4.Weld Template: An inspection device used to evaluate weld location. Templates are typically created by plotting the weld spot location as defined by the weld design document on a transparent overlay for comparison to the actual weld locations. See Figure A14.Whiskers: Sharp weld expulsion metal that remains attached to the metal surface adjacent to the weld imprint. See Figure A4.5.2 Acronyms, Abbreviations, and Symbols.DT Determining ThicknessGMAW Gas Metal Arc WeldingGMS Global Manufacturing SystemPQ Perceptual QualityPQS Product Quality StandardRSW Resistance Spot Welding© Copyright 2012 General Motors Company All Rights Reserved6 Coding SystemThis standard shall be referenced in other documents, drawings, etc., as follows:GMW140577 Release and RevisionsThis standard was originated in August 2004. It was first approved by the CCRW Global Council in December 2005. It was first published in January 2006.Issue Publication Date Description (Organization)1JAN 2006Initial publication.2OCT 2009Reformat to approved GMW Welding template. Revised weld surfaceappearance criteria, clarified weld size measurement criteria. Movedand renumbered figures to Appendix A. (GM Global Weld Council) 3AUG 2011Update to address acceptance criteria for adjacent missing orbreaking welds and for welds with visible surface cracks or holes.(GM Global Weld Council)4OCT 2012Updated to align weld appearance requirements with PerceptualQuality Best Practices (section 3.2.3). (GM Global Weld Council)© Copyright 2012 General Motors Company All Rights Reserved© Copyright 2012 General Motors Company All Rights ReservedAppendix A Figure A1: Surface Cracks Figure A2: HoleFigure A3: Edge Weld Figure A4: Weld Expulsion© Copyright 2012 General Motors Company All Rights ReservedFigure A5: Distortion Figure A6: Indentation and ThinningFigure A7: Surface Eruption Figure A8: Weld ButtonMeasure Weld Size at Faying Surface Figure A9: Weld Nugget Size Figure A10: Laminated SteelFigure A11: Faying Surface Figure A12: Weld Button Size© Copyright 2012 General Motors Company All Rights Reserved© Copyright 2012 General Motors Company All Rights ReservedFigure A13: Weld Button MeasurementFigure A14: Weld TemplateGM WORLDWIDE ENGINEERING STANDARDS GMW14057Appendix BSelecting the DT. The DT of a two or three loose sheet welded stackup is determined as follows:The thickness of the thinner sheet for a two sheet stackup (Figure B1, stackup 2)The thickness of the second thinnest sheet for a three unequal sheet stackup (Figure B1, stackups 4, 5 and 6)The thickness of one of the equal sheets for two or three sheet stackup with two or more equal sheets© Copyright 2012 General Motors Company All Rights ReservedOctober 2012Page 11 of 11。
静态感知质量概述
"It’s about maximizing customer delight not minimizing customer complaints“ “感知质量更多的是致力于给客户最大程度的愉悦,而非将客户的抱怨 最小化”
TDC 质量控制科-静态感知质量
8
静态感知质量概念 SPQ Concept
– Delight in features / details / fit & finish 在特征细节/缝隙配合和表面处理上有亮点
– Thoughtfulness in design 在设计上考虑周全
– Exemplifies respect for the customer 顾客至上
– “This was made for me!” “量身定做”
TDC 质量控制科-静态感知质量
3
示例 Examples
SPQ
TDC 质量控制科-静态感知质量
4
RAV 4
示例 Examples
SPQ
Citroen C6
TDC 质量控制科-静态感知质量
S-Class
Audi Q7
5
BMW 3
BLS
示例 Examples
SPQ
TDC 质量控制科-静态感知质量
6
SPQ
静态感知质量概述
Static Perceptual Quality Overview
TDC 质量控制科-静态感知质量
许丽 Li Xu (Lily )
静态感知质量 Static Perceptual Quality
SPQ
你为什么选择你的 iphone手机? 它看上去很漂亮,设计很精美,我喜欢这样的手机!
peeq计算公式(二)
peeq计算公式(二)PEEQ计算公式什么是PEEQ?PEEQ(Perceptual Evaluation of Echo Quality)是一种用于主观评估回声质量的客观指标。
回声是指声音信号在环境中的反射导致信号延迟,当延迟超过30毫秒时,人耳会明显感知到回声效果。
PEEQ 通过计算信号的时延、衰减和回声的形态等特征,评估回声质量的好坏。
PEEQ计算公式1.时延计算公式时延是回声信号相对于原始信号的时间差,可以通过下述公式计算:Delay = (τ-τ') / fs其中,τ是回声信号的延迟时间,τ’是原始信号的延迟时间,fs是采样率。
2.衰减计算公式衰减表示回声信号相对于原始信号的能量衰减情况,可以通过下述公式计算:Attenuation = 10 * log10(EchoEnergy / DirectSoundEn ergy)其中,EchoEnergy是回声信号的能量,DirectSoundEnergy是原始信号的能量。
3.回声形态计算公式回声形态描述了回声信号与原始信号在形态上的差异,可以通过下述公式计算:FormFactor = (E2 + E3 + E4) / (E1 + E2 + E3 + E4)其中,E1、E2、E3、E4分别代表回声信号的第1、2、3、4个谐波成分的能量。
示例解释假设我们有一段音频信号A和对应的回声信号B,我们可以使用PEEQ计算公式来评估回声效果。
1.时延计算:假设原始信号A的延迟时间为200毫秒,回声信号B的延迟时间为350毫秒,采样率为,则可以使用时延计算公式:Delay = (350 - 200) / 44100 = 秒计算得到回声的时延为秒。
2.衰减计算:假设原始信号A的能量为1000,回声信号B的能量为500,则可以使用衰减计算公式:Attenuation = 10 * log10(500 / 1000) = -3dB计算得到回声的衰减为-3dB。
心理学专业英语词汇(P2)_教学英语词汇
pasimology 手语式passing score 合格分数passing stranger effect 陌路效应passion 热情passionate love 热情的爱passive 被动的passive absorption 被动吸收passive adaptation 被动适应passive aggression 被动攻击passive aggressive 消极攻击的passive aggressive personality 消极攻击人格passive attention 被动注意passive avoidance 消极躲避passive avoidance training 被动回避训练passive castration complex 被动阉割情结passive consciousness 被动意识passive defense reaction 被动防御反应被动防反应passive distribution 被动分布passive euthanasia 被动安乐死passive exercise 被动锻炼passive imagination 被动想象passive inhibition 被动抑制passive instinct 被动本能passive introversion 被动内向性格passive language 被动语言passive learning 被动学习passive movement 被动运动passive reason 消极理性passive resistance 消极抵抗passive sensitization 被动敏化passive sleep theory 被动睡眠理论passive speech 被动言语passive theory of sleep 睡眠的无活动学说passive therapy 消极治疗法passive transfer 被动传递passive vocabulary 被动字词passiveness 被动性passive aggressive personality 被动攻击型人格passive aggressive personality disorder 消极攻击型人格异常passive aggressive underachievement 消极反叛性低成就passive dependent personality 被动依赖性人格passivism 被动倾向passivity 被动性past experience 过去经验pastconsummatory behavior 满足后行为满足後行为pastime reading 消遣性阅读pastoral counseling 宗教咨询patchy amnesia 空隙性遗忘patella reflex 膝关节反射paternal family 父性家族paternal inheritance 父性遗传paternal instinct 父性本能paternalism 家长作风paternalist 家长式统治者paternalistic behavior 父性行为path 通路path analysis 因径分析path coefficient 因径系数path diagram 通路图解path model 通路模型path regression coefficient 因径回归系数path toward self actualization 自我实现的途径pathematic aphasia 惊恐性失语pathematology 病理学pathergia 过敏反应性pathergy 过敏反应性pathetic fallacy 感情误置pathetic nerve 滑车神经pathetismus 催眠状态pathic 被奸者pathoanatomy 病理解剖学pathoclisis 特异感受性pathocure 病理治愈pathogenesis 致病原因pathogeny 发病机理pathognomy 病征学pathography 病志pathologic physiology 病理生理学pathologic reflex 病态反射pathological anatomy 病理解剖学pathological emotion 病理性激情pathological fear 病态恐惧pathological gambling 病态嗜赌pathological grief 病理性悲伤pathological inertia 病理惰性pathological inertress 病理惰性pathological intoxication 病态酒精中毒病态酒精中毒pathological liar 病态撒谎者pathological lying 病态说谎pathological nystagmus 病态眼振pathological personality 病理性人格pathology 病理学pathomania 悖德狂pathometabolism 病理性代谢pathometer 发病率记录器pathomimesis 疾病模仿pathomimia 模仿病pathomorphism 病理形态学pathoneurosis 躯体性神经机能病pathonomia 疾病规律学pathophobia 疾病恐怖症pathopsychology 病理心理学pathopsychosis 器质性精神病pathos 精神病态pathway 通路path goal theory 通路目标理论patient 病人patriarchal family 父权制家族patriarchal management 家族主义管理家族主义管理patriarchy 父权制patricide 杀父者patrilineal 父系的patrilineal family 父系家族patrilineal society 父系社会patriling 父权patriot 爱国者patriotic feeling 爱国主义情感patriotic mind 爱国心patriotism 爱国主义patroclinous 父传的patron 庇护人pattern 模式pattern 式样pattern analysis 模式分析pattern discrimination 模式辨识pattern drill 模式练习pattern information processing 模式信息处理pattern learning 模式学习pattern manipulator 模式操纵器pattern of behavior development 行为发展模式pattern of crime 犯罪模式pattern of culture 文化模式pattern of memorizing 熟记方式pattern recognition 模式识别pattern stimuli 模式刺激pattern theory of pain 痛觉模式说pattern variable 型态变量patternalism 规范主义patterned interview 模型式访谈patterned strings problem 交错线难题交错难题patterning 图案结构pattllometer 膝反射计patu s syndrome 佩托氏综合症paurometabolous development 渐变态发育pause 停顿pavlovian conditioning 巴甫洛夫条件作用pavlovianism 巴甫洛夫理论pavlov s method 巴甫洛夫法pavlov s pouch 巴甫洛夫小胃pavlov s stomach 巴甫洛夫胃pavlov s theory 巴甫洛夫学说pavor 惊pavor diurnus 昼惊pavor nocturnus 夜惊pawn 受摆布者payload 有效负荷payment system 付酬制度payoff 支付payoff matrix 支付矩阵pcl 手掌传导水平pcpa 对氯苯丙胺pcr 手掌传导反射pcs 前意识pe 概误peabody individual achievement test 皮博迪个人成就测验peabody picture vocabulary test 皮博迪图片词汇测验peak 峰peak age of crime 犯罪高峰年龄peak clipping distortion 峰端削波失真峰端削波失真peak experience 顶峰体验peak of sonority 响音峰peak performance experience 运动高峰体验peak pressure level 峰压级peak shift 峰移peaked test 峰检验pearson product moment correlation 皮尔逊积差相关pearson product moment correlation coefficient 皮尔逊积差相关系数pearsonian correlation 皮尔逊相关法pearson s coefficient of contingence 皮尔逊相依系数pearson s correlation 皮尔逊乘积相关皮尔逊乘积相关pearson s correlation coefficient 皮尔逊相关系数pecatophobia 犯罪恐怖症peccant materiel 致病物质pecking mania 窥视症pecking order 支配顺序pecking order 啄击顺序pectorophony 语音增强pedagogical psychology 教育心理学pedagogics 教育学pedagogy 教育学pedal 踏板pedephilia 恋童症pederast 好男色者pederasty 男色pederosis 恋童色情pedestrian 步行pedestrian accidents 步行事故pediatric psychiatry 儿科精神病学pediatric psychology 儿科心理学pediatrics 儿科学pedigree 家谱pedigree analysis 家系分析pedigree chart 家系图pedigree method 家系研究法pedipulator 步行机pedogenesis 未熟发育pedologist 儿科学家pedology 儿科学pedometer 步数计pedomorphism 童态pedophilia 恋童癖pedophobia 儿童恐怖症pedophobia 洋娃娃恐怖症peduncle 茎pedunculus cerebri 大脑脚peer 同辈peer counseling 朋辈咨询peer group 同伴团体peer group acceptance 同辈群体接纳peer group therapy 同伴团体治疗peer influences 同龄人影响peer rating 同伴评定peer relation 同伴关系peer tutoring 朋辈导修peg 气脑造影术pegboard 插钉板peg word system 字钩法peinotherapy 饥饿疗法peladophobia 秃发恐怖症秃发恐惧症pelizaeus merzbacher disease 家族性中叶性硬化pelopsia 近前幻视peltier effect 培尔蒂埃效应penal psychology 刑罚心理学penalty 刑罚pencil and paper test 纸笔测验pendular nystagmus 摆动性眼振penetrance of gene 基因外显率penetrating action 贯穿动作penetrating head injury 穿通性头部外伤穿通性头部外伤penetration progression hypothesis 穿透进化假说peniaphobia 贫困恐怖症penile erection 竖阳penile inversion 阴茎反向penilingus 口交penis 阴茎penis envy 阴茎妒羡penitentiary 罪犯教养所penmanship psychology 书法心理学pennsylvania assessment of creative tendency 宾州创造倾向量表penology 刑罚学penrose s triangle 潘罗斯三角形pension neurosis 养老金神经官能症pentobarbital 戊巴比妥penumbra 半阴影people approaches 人员途径peptic ulcer 消化性溃疡peptide 肽perceive 察觉perceived conflict 察觉到的冲突perceived environmental quality index 知觉环境品质指数perceived light source color 可觉光源色可觉光源色perceived noise level 感觉噪声级perceived object color 可觉物体色percent 百分数percent hearing loss 听力丧失率percent impairment of hearing 听觉损害率percentage 百分率percentage rate 百分率percentage ratio 百分比percentage scale 百分率量表percentile 百分位percentile curve 百分位数曲线percentile norm 百分位数常模percentile rank 百分等级percentile scale 百分量表perceptibility 知觉能力perceptible 感觉得到的perception 知觉perception & psychophysics 知觉与心理物理学perception of causality 因果性知觉perception of dynamics 力度感知perception of motion distance 运动距离知觉perception of motion in depth 运动深度知觉perception of motion rhythm 运动节奏知觉perception of motion size 运动大小知觉运动大小知觉perception of motion space 运动空间知觉perception of motor orientation 运动方位知觉perception of movement causality 因果性运动知觉perception of obstacles 障碍知觉perception of relationship 关系知觉perception of risk 风险认知perception of simultaneity 同时性知觉perception of space 空间知觉perception of speech 言语知觉perception of time 时间知觉perception of velocity 速度知觉perceptional intuitionalism 知觉直觉说知觉直觉说perceptive 知觉的perceptive deafness 感音性聋perceptive function 感知功能perceptive judgment 知觉判断perceptive style 主求知型perceptorium 感觉中枢perceptron 知觉机perceptual 知觉的perceptual & motor skills 知觉与动作技能perceptual ability 知觉能力perceptual adaptation 知觉适应perceptual after effect 知觉后效perceptual attention 知觉注意perceptual chain 知觉链perceptual closure 知觉合闭perceptual constancy 知觉恒常性perceptual cue 知觉线索perceptual curiosity 知觉好奇心perceptual defense 知觉防卫perceptual defense mechanism 知觉防卫机制perceptual deficit 知觉缺陷perceptual development 知觉发展perceptual differential 知觉差异perceptual disability 知觉失能perceptual discrimination 知觉辨认perceptual distortion 知觉扭曲perceptual disturbance 知觉障碍perceptual experience 感性经验perceptual field 知觉场perceptual hypothesis 知觉假设perceptual illusion 错觉perceptual investigation 知觉探究perceptual knowledge 感性认识perceptual laterality effect 感知一侧效应perceptual learning 知觉学习perceptual masking 知觉掩蔽perceptual mechanism 知觉机制perceptual motor learning 知觉动作学习知觉动作学习perceptual ocular dominance 知觉性眼优势perceptual organization 知觉组织perceptual orientation 知觉定向perceptual pattern 知觉模式perceptual power 知觉力perceptual prediction 知觉预测perceptual process 知觉过程perceptual restructuring 知觉重组perceptual schema 知觉图式perceptual selectivity 知觉选择性perceptual sensitization 知觉敏感perceptual set 知觉心向perceptual sign 知觉信号perceptual space 知觉空间perceptual span 知觉广度perceptual span of reading 阅读的知觉广度perceptual stage of cognition 感性认识阶段perceptual structure 知觉结构perceptual style 知觉方式perceptual time 知觉时间perceptual transparency 知觉透明度perceptual type 知觉类型perceptual unity 知觉统合perceptual vigilance 知觉警觉perceptualization 知觉化perceptual motor analysis 知觉运动分析知觉运动分析perceptual motor coordination 知觉运动协调perceptual motor development 知觉动作发展perceptual motor learning 知觉动作学习知觉动作学习perceptual motor process 知觉动作过程知觉动作历程perceptual motor skill 知觉动作技能知觉动作技能perceptual motor test 知觉动作测验percevonics 知觉学percipient 感知者perennial dream 旧梦重温perfect correlation 全相关perfect cortex 完全皮层perfect negative correlation 完全负相关完全负相关perfect positive correlation 完全正相关完全正相关perfectionism 完美主义perfectionism 至善论perforator 穿孔器performance 绩效performance 作业performance anxiety 作业焦虑performance appraisal 绩效评价performance box 作业箱performance capacity 作业能力performance characteristic 操作特征performance curve 作业曲线performance evaluation 绩效评估performance goal 操作性目标performance iq 作业智商performance maintenance scale 绩效维系量表performance maintenance theory 绩效维持理论performance proper 原本表现performance psychology 表演心理学performance rate method 速率法performance rating 业绩评定performance scale 操作量表performance standard method 作业标准评定法performance study 性能研究performance technology 演示技术performance test 操作测验performing 执行performing structure 执行结构perilympha 外淋巴液perimeter 视野计perimetry 视野检查法perineural 周围神经的perineurium 神经束膜period 期period of adolescence 青春期period of aging 老年期period of attendance at school 入学期period of concrete operations 具体运思期period of decline 衰老期period of destruction 破坏期period of development 发育期period of duration 生育期period of embryo 胚胎期period of fetus 胎儿期period of formal operations 形式运思期形式运思期period of local arrangement 位置安排期位置安排期period of maturation 成熟期period of ovum 卵细胞期period of puberty 青春期period of resistance 反抗期period of sexual maturity 性成熟期periodic 周期的periodic amnesia 周期健忘periodic and cyclic behavior 周期和循环行为periodic inspection 定期检查定期检查periodic investigation 定期调查periodic motion 周期运动periodic movement 周期运动periodic outbreak 周期性大发作periodic phenomena 周期性现象periodic psychosis 周期性精神病periodic reinforcement 定时强化periodic sampling 周期抽样periodic state 周期状态periodic tracking signals 周期性追踪信号periodical mania 周期性躁狂症periodicity 周期性periodicity condition 周期性条件periodicity pitch 周期性音调periodism 周期性现象periopticon 周视神经节perioptometry 视野检查法periosteal reflex 骨膜反射peripateticism 亚里士多德学派peripateticism 逍遥学派peripheral 边缘的peripheral 外周的peripheral acuity 边缘视敏度peripheral adjustment 边缘适应peripheral auditory system 外周听觉系统peripheral coding 外周编码peripheral construct 外围建构peripheral nervous 外周神经peripheral nervous system 外周神经系统周围神经系统peripheral reflex centre 外围反射中枢外围反射中枢peripheral theory of thinking 边缘思维论边缘思考论peripheral trait 外围特质peripheral vision 边缘视觉peripheral visual field 边缘视野peripheralism 外周说peripheralist theory 外周论peripheraphose 外周性影幻视peripherocentral 外周中枢性的peripheroceptor 外周感受器peripherophose 外周性光幻视periphery 周围periphery of consciousness 周边意识peristalsis 生理蠕动peristase 外因力periventricle system 室周系统室周系统periventricular area 运动前区perjury 伪证perky effect 派基效应permanent 永久的permanent hearing loss 永久性听力损失永久性听力损失permanent memory 永久记忆permanent modification 永续变异permanent object 永久性客体permanent satiation 永久饱和permanent threshold shift 永久性阈移permeability 渗透性permeable 可透的permeable construct 可渗透性建构perminal period 胚种期permissive parent 宽容型父母permissiveness 放任permutate 完全变化的permutation 排列permutation test 排列检定pernicious 恶性的peroxidase method 过氧化物酶法perplexity 迷惘状态perrevse elements 错乱成分persecution complex 虐待情结persecution delusion 虐待幻觉persecutory anxiety 虐待焦虑persecutory delusion 迫害妄想perseverance 持续性perseveration 固着perseveration theory 持续论perseverative error 固着误差perseverative set 固着心向persiflage 挖苦persist 持续persistence 持续性persistence of sensation 感觉持续persistency 持久性persistency of interest 兴趣的持久性persistent error 持续误差persistent resignation 持续性屈从persistent state 持续状态persistent trend 持续趋势person 个人person disorientation 人物迷乱person document 个人档案person perception 对人知觉persona 角色象persona 人格面具personal adjustment 个人适应personal attribution 个人归因personal bias 人为偏误personal character 个人性格personal communication 个人沟通personal construct 个人构念personal construct psychology 个体结构心理学personal construct theory 个人构念理论个人构念理论personal culture 个体文化personal data sheet 个人资料表personal declaration system 个人申告制度personal disorientation 个人定向障碍personal disposition 个人秉赋personal distance 个人距离personal distance zone 私交区personal documents method 私人文件法私人文件法personal education 人格教育personal equation 个人方程式personal equipment 个人装备personal error 人为误差personal fable 个人寓言personal grata 受欢迎的人personal identity 个人统合personal image 个人意象personal influence 个人影响personal interview 个人面谈personal involvement 亲身投入personal monitoring 个人监察personal morality 个人品德personal motivation 个人动机personal nating 人事考核personal non grata 不受欢迎的人personal norms 个人规范personal orientation inventory 个人取向量表personal play therapy 个人游戏疗法personal psychology 个体心理学personal quality 个人品质personal religion 人格宗教personal selection 个人选择personal self concept 个人自我概念personal selling 个人销售personal space 个人空间personal traits 个人特质personal trust 私人信任personal unconscious 个人潜意识personalism 人本主义personalism in attribution 人身归因personalistic 人格的personalistic disorder 个性失常personalistic ethics 人格伦理观personalistic psychology 人格主义心理学personality 人格personality and social psychology bulletin 个性与社会心理学通报personality and social psychology review 个性与社会心理学评论personality assessment 人格评鉴personality changes 人格改变personality characteristics 人格特征personality continuity 人格持续性personality cult 个人崇拜personality development 人格发展personality disorder 人格障碍personality dynamics 人格动力学personality factor 人格因素personality factor questionnaire 人格因素量表personality formation 人格形成personality foundation 人格基础personality in composition 创作个性personality indication 个性倾向性personality integration 人格整合personality inventory 人格量表personality inventory for children 儿童个性测验personality measure个性测量个性测量personality model 人格模式personality of prisoners 监狱人格personality organization 人格组织personality pattern disorder 人格型态障碍personality pattern disturbance 人格型态困扰personality profile 人格剖析图personality psychology 个性心理学personality psychology 人格心理学personality questionnaire 人格问卷personality reorganization 人格重组personality research form 个性研究量表personality research form 个性研究量表个性研究量表personality sphere 人格总体personality structure 个性结构personality test 人格测验personality theory 个性理论personality trait 人格特质personality trait disorder 人格特质障碍性格特质违常personality trend 人格倾向personality type 人格类型personality value 人格价值personality job fit theory 人格工作适应理论personality situation interaction 人格情境互动personality trait theory 人格特质理论人格特质论personalization 人格化personalized instruction 个人化教学personalized instruction 个人内在冲突个人内在突personalized system of instruction 个人化教学法personalogy 个人学personal document analysis 私人文件分析法personal document method 私人文件法私人文件法personal effectiveness training 个人效能训练personification 拟人化personnel 人事personnel 人员personnel appraisal 人事考核personnel counseling 人事咨询personnel counselor 人事顾问personnel development 人事发展personnel evaluation 人事评鉴personnel management 人事管理personnel management abstract 人事管理文摘personnel placement 人事定职personnel promotion 人事晋等personnel psychology 人事心理学personnel records 人事记录personnel recruitment 人员招聘personnel selection 人员选拔personnel supply 人员供应personnel system 人事系统personnel termination 人员解职personnel tests of industry 工业人事测验恰当问题测验personnel training 人事训练personnel work 人事工作personology 个性学personology 人格学person centered approach 当事人中心取向person centered therapy 当事人中心治疗法person injured 受害人person machine dialogue 人机对话person other object 个人、他人与事物person situation contioveisy 个体情境矛盾person to person communication 个人间沟通person to person communication method 个人间沟通法。
Video quality monitoring
专利名称:Video quality monitoring发明人:Beibei Wang,Dekun Zou,Ran Ding,TaoLiu,Sitaram Bhagavathy,NiranjanNarvekar,Jeffrey A. Bloom,Glenn L. Cash申请号:US13025558申请日:20110211公开号:US08885050B2公开日:20141111专利内容由知识产权出版社提供专利附图:摘要:Systems and methods of perceptual quality monitoring of video information,communications, and entertainment that can estimate the perceptual quality of videowith high accuracy, and can be used to produce quality scores that better correlate with subjective quality scores of an end user. The systems and methods of perceptual quality monitoring of video can generate, from an encoded input video bitstream, estimates of one or more quality parameters relating to the video, such as the coding bit rate parameter, the video frame rate parameter, and the packet loss rate parameter, and provide these video quality parameter estimates to a predetermined video quality estimation model. Because the estimates of the video quality parameters are generated from the encoded input video bitstream as it is being received, the systems and methods are suitable for use as QoE monitoring tools.申请人:Beibei Wang,Dekun Zou,Ran Ding,Tao Liu,Sitaram Bhagavathy,Niranjan Narvekar,Jeffrey A. Bloom,Glenn L. Cash地址:Morganville NJ US,West Windsor NJ US,Eatontown NJ US,Eatontown NJUS,Plainsboro NJ US,Long Branch NJ US,West Windsor NJ US,Matawan NJ US 国籍:US,US,US,US,US,US,US,US代理机构:Chapin IP Law, LLC更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Perceptual Quality- A leap to the topJim ChyouPerceptual/感官 Perceived/ 感知12/4/2010PDF 文件使用 "pdfFactory Pro" 试用版本创建 Challenge挑 戰人 口2010年Our living living space space is is like like a a squeezed squeezed Our baseball !! !! baseballQQ A3 瑞虎旗云 风云 M1X1G5 A1 2010年50%收入 2030年50%收入2030年年收入PDF 文件使用 "pdfFactory Pro" 试用版本创建 从APEAL的调查中可以发现,随着车型 档次的提升,人们对内饰的要求也逐步 提升!資料來源:PDF 文件使用 "pdfFactory Pro" 试用版本创建 Differentiation through Perception!Function „It‘s warm.“ Aesthetic „It‘s soft.“Judgment?PDF 文件使用 "pdfFactory Pro" 试用版本创建 先入為主PDF 文件使用 "pdfFactory Pro" 试用版本创建 sense and sensitivity Perceived and Deceived My first Deceived ExperiencePDF 文件使用 "pdfFactory Pro" 试用版本创建 P 汽车内外饰感官质量主要和以下几个方面相关:Gloss of Surfaces Haptic of SurfacesOperating ForcesClearances / GapsSwitchAcoustic Design (Leather-)AromaPDF 文件使用 "pdfFactory Pro" 试用版本创建 What is Perceptual Quality?感官质量的定义:顾客对一项产品或服务的质量或优越性的整体感受,这种感受参 考了此产品或服务的预期使用目的,并参考了其他产品或服务。
感官质量首先应是顾客 的感受。
它与一些相似的概念有的区别为: a) Durability, Reliability, Functions b) Actual Safety Star Rating c) Fuel Economy 感官质量决不能客观的进行判断。
因为感官质量从某种程度上来讲只是一种感 觉,而且判断用户的喜好也是非常困难的。
如消费者报告专家所做的对某款车型的综 合评估也许是公平公正的,但是它对于产品属性的相对重要性所做出的判定,比如内 部空间、油耗、动力性等等,或许就不会符合所有广大用户。
总之,用户因自身个性、 需求的不同,其选择也是不同的。
感官质量是无形的,是对一个品牌的整体感觉。
Exclude Safety, Comfort, NVHPDF 文件使用 "pdfFactory Pro" 试用版本创建 这里,我们探讨一下视觉质量的构成因素:外观评估间隙;面差;see through;老鼠洞;分模線、圆角的平坦与连续; 材质、面料、纹理、光泽度一致性;反光干扰;耐脏、發粘、刮檫等等颜色评估内饰照明评估颜色的均匀一致性、连续性、协调性;照明灯、礼貌灯、环境灯等背光评估颜色协调性、亮度、可读性等;PDF 文件使用 "pdfFactory Pro" 试用版本创建 The Visual Perception毫无疑问的,今天汽车内外饰的风格与1905年 汽车工程师学会建立时相比已经发生了巨大的变 化。
如今用户对车车辆内外饰风格的看法和感官 也在不断地进步。
人们在他们车上花的时间越来越多,甚至通 过调查发现用户希望自己的车辆能够带给自己比 家更加舒适的感觉。
只有通过对于内部子系统创 造性的设计才能提供这种“家”的舒适的感觉。
在未来汽车内饰设计对于视觉感官的贡献 将会是无与伦比的重要。
并且通过这些可以为 用户提供信息、娱乐、安全、舒适、操作便利 性等方面的贡献。
在目前研究、设计和材料等 方面技术不断进步的情况下,将有助于未来汽 车内饰视觉感官的提高! 良好的视觉感官包括间隙面差的大小及一 致性,饰件之间的色差以及表面光泽度,独特 的纹理定义,多样化纹理使用的能力,浮雕标 识和刻字等等。
PDF 文件使用 "pdfFactory Pro" 试用版本创建 美学在汽车设计过程中是重要的市场要素,它对于汽车的视觉感官有着重要的影响。
视觉感官的评估包括两个主要方面,具有审美趣味的特征如何进行识别确认以及它们如何在用户对于品牌的认同方面产生积极的影响。
Importance of product appearance美学是影响用户判断产品的主要因素,在大部分产品的购买过程中,用户的第一个考虑因素就是视觉感官,因此产品的外观对与设计者和制造商来说具有十分重要的意义。
当缺少其他品牌信息的来源时,用户对品牌的评价来源于产品的视觉感官。
如今,用户购买汽车时在品牌形象上的考虑甚至多过于产品本身的功能价值。
PDF 文件使用 "pdfFactory Pro" 试用版本创建w 产品造型设计Fibonacci numbers 斐波那契数列1, 2, 3, 5, 8, 13, 21, 34, 55,a 1=a2=1, an+an+1=an+2(n=1,2,3…)前面的数字与当前的数字相加,得出下一个数字。
后一项数字除以前一项数字,得出比例:1/1= 1.0000000000000002/1=2.0000000000000003/2= 1.5000000000000005/3= 1.6666666666666678/5=1.60000000000000013/8=1.62500000000000021/13= 1.61538461538461534/21= 1.61904761904761955/34=1.61764705882352989/55= 1.618181818181818 144/89 = 1.617977528089888 ....> 1.618033988749895鸡蛋的比例艺术品的比例自然万物受某种“法则”的约束,形成自己的美和平衡。
面差老鼠洞圆角不一致严重色差螺钉外露皮纹损伤外观质量案例内部结构外露尺寸配合内饰质量提升的工作之一就是零件之间的尺寸配合,如间隙、直线度、平整度等,如仪表板与门护板之间的配合关系。
尺寸工程是集成产品和工艺,通过使用基于数据的工具和稳定的测量系统以满足客户要求的持续改进过程。
尺寸工程包括DTS、GD&T、测量系统和装车验证。
BADGOOD装饰和色彩设计装饰和色彩设计体现的是细节和品味并烘托出内饰的格调。
主要内容是定义内饰零件的颜色、纹理、光泽、面料、和外观装饰等;装饰设计分为硬装饰和软装饰;硬装饰包括皮纹、木纹、电镀和油漆等;软装饰包括面料、人造革、真皮、地毯、织带和网兜等;汽车内饰的颜色选择也同样影响着行车安全,因为,不同的颜色选取对驾驶员的情绪具有一定的影响。
内饰采用明快的配色,能给人以宽敞、舒适的感觉。
除去冷暖色系具有的明显的心理区别以外,色彩的明度与纯度也会引起对色彩物理印象的错觉。
一般来说,颜色的重量感主要取决于色彩的明度,暗色给人以重的感觉,明色给人以轻的感觉。
纯度与明度的变化给人以色彩软硬的印象,如淡的亮色使人觉得柔软,暗的纯色则有强硬的感觉等等。
恰当地使用色彩装饰可以减轻疲劳,减少交通事故的发生。
深色内饰浅色内饰线性木纹装饰真皮缝纫电镀皮纹阅读灯脚部照明灯化装镜灯PDF 文件使用 "pdfFactory Pro" 试用版本创建 嗅觉质量构成: 车内散发性物质散发的有害散发物,从前 舱或车外来的异味;车身密封性 车内与车外 压力差气味性采用主观 评判,客 观测量相 结合的手 段,控制 挥发物。
材料散 发性能雾翳值外界气 味空调系统性能总碳挥发 甲醛来自内饰部件的挥发性有机化合物如:空调吸气口, 从前舱吸入的废 气,造成车内异 味!PDF 文件使用 "pdfFactory Pro" 试用版本创建 僀MThe Olfactory Perception塑料在汽车部件中的应用正在逐渐的增长。
塑料的大量应用带来了一些负面的影响,比如: 大气环境及车内环境的污染。
越来越严峻的环 境挑战将促使汽车制造商和用户开始注重汽车 塑料对于大气及汽车感官质量的影响,从而选 择更加气味性相比更加容易接受的汽车。
PDF 文件使用 "pdfFactory Pro" 试用版本创建 The Toxic Chemicals of Plastics许多以石油化工为基础所生产的塑料在其整个生命周期当中都会释放出有毒化学物质。
随着塑料在汽车内饰中的增长,这些有毒物质不断地对大气环境及用户在车内的呼吸环境 带来恶劣的影响。
为了减少或者避免这种影响,PP以及其他新兴材料越来越多的用于汽车 内外饰件的制造。
Greenpeace Plastics Pyramid 甲醛formaldehyde苯benzene甲苯toluene二甲苯xylene总挥发性有机化合物TVOC橡胶类 纺织类 地毯革 粘合剂 密封胶 塑料件 发泡件 薄膜 皮革Low High Medium High Low Low Low Low HighLow Low Low Low Low Low Low Low LowHigh High High High High High High High HighLow Low Low Medium Low Low Low Low LowMedium Medium Medium High Medium Medium Low Low HighPDF 文件使用 "pdfFactory Pro" 试用版本创建 è Improved Method减少PVC的使用; ■ 尽量使用可回收或者可再生的材料用于塑料产品当中; ■ 使用无毒性物质的材料; ■ 开发可以循环利用的或者可降解为有益物质的新材料; ■ 报废车辆回收; 这些方法都能有效地改善车内环境污染,减少用户的抱怨,增加用户对车辆嗅觉感 官质量的好评。
同时,可以有效的改善环境污染问题。
■PDF 文件使用 "pdfFactory Pro" 试用版本创建 The Tactile Perception触觉感官质量是汽车内外饰感官质量中重要的一部分。