1780mm热轧带钢板形控制系统
热轧带钢生产中的板形控制范本

热轧带钢生产中的板形控制范本热轧带钢生产中的板形控制是一个关键的工艺环节, 对于产品的质量和成本都有着重要的影响。
本文将从板形控制的目标、过程、方法以及优化等方面进行详细的介绍。
一、板形控制的目标热轧带钢的板形控制的主要目标是使得钢带的板形达到设计要求, 即保持带钢在轧机出口处的平直度和边部的整齐度, 同时减小带钢在轧机出口处的侧弯、扭曲和波浪板形等缺陷。
对于一些对称性较好的带钢产品, 还需保持带钢两端表面与轧机的同心度。
二、板形控制的过程热轧带钢板形控制的过程主要包括前段控制、中段控制和后段控制三个阶段。
1.前段控制: 前段主要包括热轧连铸过程和热轧过程中的预弯矫直机、厚度控制等过程。
这一阶段的目标是减小带钢的不均匀厚度分布, 控制带钢的凸度和波浪度, 为后续的板形控制打下基础。
2.中段控制: 中段主要包括轧制机组控制和冷却控制等过程。
通过控制轧机的速度、压下力以及冷却速度等参数, 调整带钢的板形。
在轧制机组控制上, 采用辊形调整、辊系控制等技术手段来改变带钢板形。
在冷却控制上, 通过改变冷却方式、喷水的位置和喷水量等参数来调整带钢的板形。
3.后段控制:后段主要包括带钢的拉直和切割等过程。
通过采用拉直机进行带钢的拉直,使得带钢在轧机出口处达到平直度的要求。
同时,通过切割机对带钢进行切割,保证带钢的两端表面与轧机的同心度。
三、板形控制的方法热轧带钢板形控制的方法主要包括参数调整法、辊形调整法和辊系控制法。
1.参数调整法: 通过调整轧机的速度、压下力、冷却速度等参数来控制带钢的板形。
这种方法操作简单, 但对于复杂的板形控制要求, 效果较差。
2.辊形调整法: 通过调整辊系的形状来改变带钢板形。
辊形调整主要包括辊筒调整和辊系调整两种方法, 通过改变辊系的形状, 调整辊系的凸度、侧弯等参数来控制带钢板形。
3.辊系控制法:辊系控制主要是通过辊系控制技术来改变辊系间的关系,从而改变带钢的板形。
辊系控制主要包括辊系窜凸控制、动力控制和形态控制等方法,这些方法可以实现对辊系间的力学和几何关系进行控制,进而控制带钢的板形。
鞍钢1780mm热轧生产线的板形综合控制技术

轧制前、 的板凸度。 后
几1
几0
参量及工艺的综合影 响, 即使在轧制过程 中获得 良 的板形 , 好 在后续冷却过程中也可能被破坏 , 也 可能得到改善。因此 , 以根 据热连轧板形综合 可 控制的工艺特点 , 对成品板形 进行多参量综合控
根 据式 1在 实 际生 产 中可 以通 过 控 制 板 凸 ,
z s f co s e e t g o l t h p ,c n r lmeh d ,c a a tr t s o o t l n o o t u u e a tr f c i n p ae s a e o to to s h r ce s c f c n r l g h tc n n o s n ii oi i
制、 多模型综合控制和多工序综合控制。
2 板 形影响 因素及控制途径
2 1 板形 影响 因素 .
另外 , 冷却 水 对 热轧 板 材 的 成 品板 形 也 有 影
板 形包括 板 凸度 和 平 直 度 , 在实 际 生 产 中 并
呈现出多样性 。板凸度和平直度的关系为 :
韩姝红 , 讲师 , 9 年毕业于 沈阳黄金 学院金属压力加 工专 1 2 9
摘要 关 键词 阐明了板形控 制的重要性 和复杂性 , 析了板形 综合影 响因素和控 制途径 以及热 分 热轧带钢 板形控制 影 响因素
文章 编号 :0 6— 6 3 20 )4— 0 2— 5 10 4 1 (0 7 0 0 3 0
连轧板形综合 控制的特点等 , 并对板形综合控制策 略进行 了探讨 。
Ab t a t T i a e x li st e i o tn e a d c mp e i f l t h p o t l n ,a ay s r c h sp p re p an h mp r c n o lx t o ae s a ec nr l g n l— a y p oi
热轧带钢生产中的板形控制
热轧带钢生产中的板形控制是保证产品质量的关键环节之一。
板形控制主要包括轧制工艺参数的调整和辊系结构的优化两方面。
本文将从这两个方面进行详细的介绍。
一、轧制工艺参数的调整1. 温度控制:热轧带钢的温度对板形控制有着重要影响。
过高的温度会导致带钢热膨胀,从而产生较大的板凸度;过低的温度则会导致带钢冷却过快,使得带钢变形不均匀。
因此,必须对热轧带钢的温度进行精确控制,确保其在适宜的温度范围内进行轧制。
在实际生产中,可以通过控制热轧带钢的加热温度、热轧温度和冷却方式等来实现温度控制。
可以采用先控制热轧带钢的加热温度,确保钢坯达到适宜的温度范围,然后通过控制热轧带钢的入口温度和轧制温度来进一步调整温度进行控制。
同时,还可以优化冷却方式,如采用水冷、风冷等方法进行冷却,以达到更好的板形控制效果。
2. 速度控制:热轧带钢的速度对板形控制同样具有重要影响。
速度过快会导致拉伸应力过大,从而使板形产生波状或弓形变形;速度过慢则会导致带钢在轧制过程中受到过多的应力作用,导致板形不稳定。
因此,在热轧带钢的生产过程中,需要对轧制速度进行合理的控制。
可以通过调整轧机的传动装置、辊道的排列方式、模块的配比等来实现速度控制。
同时,还可以通过控制轧机的压下量、变形度等工艺参数来进一步调整速度进行控制。
3. 张力控制:热轧带钢的张力对板形控制同样具有重要影响。
张力过大会导致带钢产生不均匀的塑性变形,从而使板形产生波状或弓形变形;张力过小则会导致带钢发生塑性回弹,导致板形不稳定。
因此,在热轧带钢的生产过程中,需要对张力进行精确的控制。
可以通过调整轧机的辊道间隙、调整轧机的压下量、调整轧机的传动装置等来实现张力控制。
同时,还可以采用张力控制系统进行实时的张力监测和调整,以确保带钢在轧制过程中保持适宜的张力。
二、辊系结构的优化1. 辊系选择:辊系的选择对板形控制具有重要影响。
辊系的结构参数、辊型和辊材质等都会对板形产生影响。
合适的辊系选择可以实现板形的稳定控制,提高产品的表面质量和机械性能。
鞍钢1780mm热轧带钢生产线热分卷线控制

Ke od h ol ̄ p rfn i u o lr c ie tns n y W rs otc i aa gl i ne nc ie o lr e i o
1 前 言
热分 卷线 是鞍 钢 1 8 7 0工程 配套 的分 卷机 组 ,
《 鞍钢 技 术 )0 3年 第 1 )0 2 期
卷 安 放 到开卷 机 的卷筒 上 , 待开 卷 机卷 筒 膨胀 后 , 力单 元 , 后卷 到卷 取机 的卷筒 上 。 立开卷 机 张 最 建 行, 之后 自动 加速 到系 统 最大 速度 , 在卷 取 长 度 并
通 过 改 变 与控 制 开 卷 机 、 取机 的 主传 动 电 卷 口/ 口带 钢张力 的 目的。电机 的力 矩 由两部 分组 出 张力 矩 丁 取决 于 张力 设 定值 丁 及 当前 卷径 T R
年产 能力 5 0万 t 。一期 工程 于 1 9 9 9年末 投 产 , 由 入 口运 输 链 、 卷 小 车 、 头剪 、 卷 机 、 直 机 、 上 切 开 矫
程 控制 级控 制 , 只接受 生 产控 制级 数据 , 故其 只与
三级计 算机通 讯 。其控 制设 备布 置示意 图见 图 1 。
Fa u n G m ̄ n n Lin ng ig a g Ho
( g n sg n sa c n tt t ) An a g De in a d Ree r h I s u e i
Ab t c T e t h oo ia r c s o o ol e aa n n ,t ec n iu a o ,man f n t n sr t h c n lg l o es f rh t i . p r t g l e h o f r t n a e c p c s i i g i i u c o s i
1780mm热轧带钢精轧过程设定系统

2006.6
开始
(1) 轧制模式计算
(2) 运行时间表计算
(6) 负荷分配修正
(3) 温度计算
(5) 敏感度计算
(4) 设备负荷计算
安全功能执行标志 关
开 Y
收敛循环计数≧极限
超限
N 负荷分配校核
失败
不超限 (7) 带钢出口温度安全
成功 结束
RAL
2.4 压下规程的计算
(1) 轧制模式计算
每一机架根据带钢厚度计算以下的参量(F1~F7):
当精轧出口温度超出目标值时,FSU修正穿带速度和喷水 模式来保证精轧出口温度。
FSU根据相应的厚度压下规程,计算最终的精轧设定值。
2006.6
RAL
1.2 FSU系统的组成
序号 功能模块
主要任务
精轧设定 基于轧制理论数学模型或经验统计模型,计
1
算精轧区的各种物理参数;进行压下规程的
计算 计算,确定设备基准值 。
13
RdtCal
273
式中: FetCal —精轧入口平均温度,℃; RdtCal —粗轧出口平均温度,℃; EpCon —带钢辐射率; SigCon —史蒂芬-波尔兹曼常数,kcal/m2hr℃4。 Tim(1) —带钢从粗轧出口测温仪到精轧入口测温仪的运行时间,hr; CpCon —带钢比热,kcal/kg℃; GamCon —带钢比重,kg/m3; LctLay —温度学习系数; RdhMod —粗轧粗口厚度,mm;
consig史蒂芬波尔兹曼常数kcalmral2006623fet中间辊道速度飞剪切头速度粗轧速度r2t1t2t3t4ral2006623fetr2末道次轧制所需时间rdllshswsrdhrdwt1vrrft0中间辊道速度飞剪切头速度粗轧速度r2t1t2t3t4ral2006623fet中间坯加速到最大速度所需时间t2adtft0中间辊道速度飞剪切头速度粗轧速度r2t1t2t3t4ral2006623fet中间坯以最大速度运行时间t3rdl100012vdtft0中间辊道速度飞剪切头速度粗轧速度r2t1t2t3t4ral2006623fet中间坯减速到精轧除鳞速度所需时间t4中间辊道运行时间计算从粗轧出口测温仪到精轧入口测温仪gft0t4ft0中间辊道速度飞剪切头速度粗轧速度r2t1t2t3t4ral2006623fet273273conconcalcallaycalcalconconmodepsigtimfetrdtlctrdtrdtcpgamrdhcalfet精轧入口平均温度
热轧1780平整带钢表面擦划伤原因分析及控制
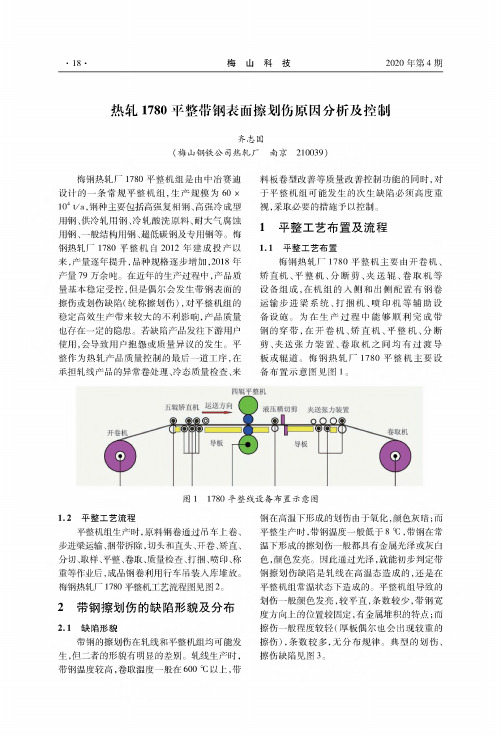
热轧1780平整带钢表面擦划伤原因分析及控制齐志国(梅山钢铁公司热轧厂南京210039)梅钢热轧厂1780平整机组是由中冶赛迪设计的一条整机组,生产为60X 104t/a,钢种高强复相钢、高强冷成型钢、供冷轧用钢、冷轧、耐大气腐蚀钢、一般钢、超碳钢钢等。
梅钢热轧厂1780整2012年建成投产以来,产量逐年提升,种格逐步增加,2018年产量79万吨。
在年的生产中,产量稳定受控,但偶尔会发生带钢的擦伤伤缺陷(统擦划伤),整组的稳定高效生产带来较大的,产量也存在的隐患。
若缺陷产往下户,会导抱怨量的发生。
平整作为热轧产量控制的道工序,在承担轧线产品的卷、冷态质量、来卷型量控制功能的同时,对于平整机组可能发生的次生缺陷必须高度重,必要的措施予以控制。
1平整工艺布置及流程1.1平整工艺布置梅钢热轧厂1780平整机主要由开卷机、矫直机、平整、分断剪、夹送辐、卷设备组成,在机组的出有钢卷输步进梁系统、打捆机、喷印辅助设设施。
为在生产中能够完成带钢的穿带,在卷机、矫直机、平整、分断剪、夹送张力、卷间均有导道。
梅钢热轧厂1780平整设意1。
图11780平整线设备布置示意图1.2平整工艺流程整机组生产时,钢卷吊车上卷、步进梁输、捆带拆除,切头和直头、开卷、矫直、分切、取样、整、卷、质量检查、打捆、喷印、称重业后,成钢卷行车吊 库堆放。
梅钢热轧厂1780整2O2带钢擦划伤的缺陷形貌及分布2.1带钢的擦伤在轧整组均可能生,但二者的形貌有明显的差别。
轧生产时,带钢温度较高,卷温度一般在600O以上,带钢在高温下形成的划伤由于氧化,灰暗;而整生产时,带钢温度一般低于8O,带钢在常温下形成的擦划伤一般都具有光泽或灰白,亮。
光泽,就能初步判定带钢擦划伤缺陷是轧线在高温态造成的,在整机组常温状态下造成的。
平整机组导致的伤一般亮,直,条数,带钢宽度上的,有堆积的特点;而擦伤一般程度较轻(厚偶尔也会出重的擦伤),条数,无分律。
典型的划伤、擦伤缺陷3o图21780平整工艺流程图(c)轻擦伤(d)重擦伤图3典型的划伤、擦伤缺陷图2.2缺陷分布经现场跟踪,平整组带钢擦划伤缺陷,从缺陷分布来看,有如下点:1)擦伤缺陷 生在带钢下,呈条状,深,平行于轧制;擦划伤缺陷偶见带钢上;2)擦伤长度带钢头尾居多,偶尔会出现带钢全长间断分布;3)伤度上,条条;擦伤宽度上分般律,带钢边部、中均可能发生,程度往往较轻,条数;4)擦划伤缺陷在带钢表面上出现特征为间断、分散分布,疏密不一。
热轧带钢生产中的板形控制
热轧带钢生产中的板形控制,重要性不可忽视。
板形是指带钢在加热、轧制、冷却等工艺过程中所产生的板材几何形状的特征。
优秀的板形控制可以保证带钢的质量和性能,提高产品的市场竞争力。
板形控制主要涉及到工艺设计、机械设备、工艺参数和辅助控制手段等方面。
下面将详细介绍板形控制的相关内容。
首先,工艺设计是实现优秀板形控制的基础。
工艺设计要充分考虑加热炉、轧机和冷却设备等的配套性能和优化布置。
加热工艺设计要合理控制加热温度和速度,避免板材表面烧伤和内部结构变形。
同时,轧机的选择和布置要符合板材的特性,保证板材的厚度均匀性、宽度偏差和形状控制的稳定性。
冷却设备的设计要满足板材的冷却速度和控制要求,避免板材的变形和缺陷。
其次,机械设备对板形控制起到至关重要的作用。
加热炉要具备恒温、均匀加热的能力,避免板材局部温度差异引起的变形。
轧机要具备高质量的轧辊、轧制力控制等功能,确保板材的均匀变形和良好的表面质量。
冷却设备要有合理的布置和冷却参数,保证板材在冷却过程中的形状稳定。
第三,工艺参数的选择和调整对于板形控制具有重要意义。
加热温度和速度要控制在合理范围内,避免板材表面和内部温度梯度过大引起的变形。
轧制力、轧制速度和轧制间隙要根据板材的性质和要求进行合理的调整,保证板材的均匀变形和形状稳定。
冷却温度和速度等参数要控制在合理的范围内,避免板材在冷却过程中的变形和缺陷。
最后,辅助控制手段的应用可以提高板形控制的精度和稳定性。
例如,引入轧制力控制系统、辊形调整系统和垫板调整系统等,可以实时监测和调整轧机的工作状态,及时纠正板材的偏差和变形。
同时,利用数字化技术和智能控制系统,对板形控制进行实时监测和数据分析,提高板形控制的效果和精度。
总之,热轧带钢生产中的板形控制是一项复杂而关键的工作。
通过合理的工艺设计、优质的机械设备、合理的工艺参数和先进的辅助控制手段的应用,可以实现优秀的板形控制,提高带钢产品的质量和竞争力。
(精品文档)宁波建龙钢铁公司1780热连轧自动化系统基本设计规格书

工程编号:GT03A012版本号:A修改号:宁波建龙1780mm热轧带钢工程三电基本设计规格书设计:建龙1780mm热轧带钢工程项目组审核:批准:北京金自天正智能控制股份有限公司2003年6月目录第 1 章建龙1780mm热轧带钢生产线工艺及设备............................... 1-1 1.1设计依据....................................................................................................................................... 1-1 1.2设计范围与设计原则................................................................................................................... 1-1 1.2.1.1设计范围.............................................................................................................................. 1-1 1.2.2设计原则 .................................................................................................................................. 1-1 1.3生产规模、成品大纲与金属平衡............................................................................................... 1-2 1.3.1生产规模 .................................................................................................................................. 1-2 1.3.2成品大纲 .................................................................................................................................. 1-2 1.3.3金属平衡 .................................................................................................................................. 1-4 1.4生产线主要设备组成与布置....................................................................................................... 1-4 1.5生产线工艺简述..........................................................................................................................1-10 1.5.1生产线工艺流程 .....................................................................................................................1-10 1.5.2生产线工艺与装备主要特点 .................................................................................................1-13 第 2 章自动化控制系统综述 ................................................................... 2-1 2.1自动化控制系统总体配置方案................................................................................................... 2-1 2.1.1网络系统 .................................................................................................................................. 2-1 2.1.2过程机系统 .............................................................................................................................. 2-9 2.1.3HMI设备 ................................................................................................................................2-12 2.1.3.1HMI服务器........................................................................................................................2-12 2.1.3.2HMI ....................................................................................................................................2-12 2.1.3.3打印机.................................................................................................................................2-14 2.1.4PLC设备.................................................................................................................................2-14 2.2系统设备配置与功能分配..........................................................................................................2-18 2.2.1过程自动化系统的配置和功能 .............................................................................................2-18 2.2.2HMI服务器的配置和功能 ....................................................................................................2-20 2.2.3HMI的配置和功能 ................................................................................................................2-20 2.2.3.1L2级HMI的功能分配 .....................................................................................................2-20 2.2.3.2L1级HMI的功能分配 .....................................................................................................2-21 2.2.4基础自动化控制系统PLC、TDC 的控制功能 ..................................................................2-25 2.3轧线自动化控制系统的控制方式及非正常情况处理 ..............................................................2-33 2.3.1轧线自动化控制系统的控制方式 .........................................................................................2-33 ---------------------------------------------------------------------------------------------------------------------------------------------------------2.3.2轧线的非正常情况处理 .........................................................................................................2-34 第 3 章过程自动化控制系统 ................................................................... 3-1 3.1过程控制系统功能和结构........................................................................................................... 3-1 3.1.1过程控制计算机与基础自动化级的数据通信....................................................................... 3-1 3.1.1.1过程控制计算机与HMI服务器之间的数据通讯 ............................................................ 3-1 3.1.1.2过程控制计算机与PLC之间的数据通讯......................................................................... 3-1 3.1.1.3过程控制计算机之间的数据通讯...................................................................................... 3-2 3.1.1.4过程控制计算机与数据中心计算机通讯.......................................................................... 3-2 3.1.2过程控制级系统功能 .............................................................................................................. 3-2 3.1.2.1轧制规程的设定.................................................................................................................. 3-2 3.1.2.2轧制规程的再设定.............................................................................................................. 3-2 3.1.2.3提高成品率.......................................................................................................................... 3-2 3.1.2.4提高产品质量...................................................................................................................... 3-3 3.1.2.5加快新品种、新工艺研制.................................................................................................. 3-3 3.1.3过程控制计算机结构 .............................................................................................................. 3-3 3.1.3.1数据采集子系统.................................................................................................................. 3-3 3.1.3.2轧件跟踪子系统.................................................................................................................. 3-3 3.1.3.3过程监控子系统.................................................................................................................. 3-3 3.1.3.4轧机控制子系统.................................................................................................................. 3-3 3.1.3.5实用工具软件子系统.......................................................................................................... 3-4 3.1.4过程控制计算机系统的功能说明 .......................................................................................... 3-4 3.2过程控制计算机系统数据管理................................................................................................... 3-5 3.2.1ORACLE数据库数据处理..................................................................................................... 3-5 3.2.2过程控制计算机ORACLE数据库设计 ................................................................................ 3-5 3.2.2.1过程控制计算机ORACLE数据库设计............................................................................ 3-5 3.2.2.2数据库中数据表的组成...................................................................................................... 3-6 3.2.3过程控制计算机C++编程环境及全局变量处理 .................................................................. 3-7 3.2.4过程控制计算机启动时全局变量处理 .................................................................................. 3-8 3.2.5过程控制计算机通信数据 ...................................................................................................... 3-8 3.2.5.1过程控制计算机与基础自动化级通信数据...................................................................... 3-8 3.2.5.2过程控制计算机与操作站级通信数据.............................................................................. 3-9 3.2.6过程控制计算机启动时数据处理 .......................................................................................... 3-9 3.3过程控制计算机轧件跟踪........................................................................................................... 3-9 3.3.1过程控制计算机轧件跟踪实现方法 ...................................................................................... 3-9---------------------------------------------------------------------------------------------------------------------------------------------------------3.3.1.1过程控制计算机轧件跟踪基本原理.................................................................................. 3-9 3.3.1.2过程控制计算机轧件跟踪实现方法.................................................................................. 3-9 3.3.1.3轧件跟踪实现方法.............................................................................................................3-10 3.3.1.4跟踪映象表的结构:.........................................................................................................3-10 3.3.1.5轧件跟踪信息的有效性检查............................................................................................. 3-11 3.3.1.6过程控制计算机轧件跟踪修正功能.................................................................................3-12 3.3.1.7过程控制计算机轧件数据库数据存取方式.....................................................................3-13 3.3.1.8过程控制计算机轧件跟踪进程功能.................................................................................3-13 3.3.1.9过程控制计算机轧件跟踪进程信号来源.........................................................................3-13 3.3.1.10过程控制计算机轧件数据库SRTCOM更新方式...........................................................3-13 3.3.1.11跟踪传感器的选择.............................................................................................................3-15 3.3.1.12跟踪修正.............................................................................................................................3-15 3.3.1.12.1轧件跟踪加热炉区跟踪事件传感器选择 ....................................................................3-15 3.3.1.12.2粗轧区跟踪区跟踪事件传感器选择 ............................................................................3-16 3.3.1.12.3精轧跟踪区跟踪事件传感器选择 ................................................................................3-16 3.3.1.12.4轧件跟踪卷取跟踪区传感器选择 ................................................................................3-16 3.3.1.13加热炉区轧件跟踪.............................................................................................................3-17 3.3.1.13.1加热炉区板坯核对 ........................................................................................................3-17 3.3.1.13.2加热炉区板坯装炉规则 ................................................................................................3-17 3.3.1.13.3加热炉入口侧跟踪方法 ................................................................................................3-18 3.3.1.13.4加热炉入口侧跟踪事件 ................................................................................................3-18 3.3.1.13.5加热炉炉内跟踪方法 ....................................................................................................3-18 3.3.1.13.6加热炉炉内跟踪事件 ....................................................................................................3-19 3.3.1.13.7加热炉炉内位置跟踪 ....................................................................................................3-19 3.3.1.13.8加热炉炉内位置跟踪修正 ............................................................................................3-20 3.3.1.13.9加热炉出炉轧件跟踪 ....................................................................................................3-21 3.3.1.13.10加热炉出炉轧件跟踪事件 ......................................................................................3-21 3.3.1.13.11加热炉强制入炉 ......................................................................................................3-21 3.3.1.13.12加热炉跟踪修正 ......................................................................................................3-21 3.3.1.14粗轧区轧件跟踪.................................................................................................................3-21 3.3.1.14.1粗轧区轧件跟踪方法 ....................................................................................................3-21 3.3.1.14.2粗轧区轧件跟踪事件 ....................................................................................................3-21 3.3.1.15精轧区轧件跟踪.................................................................................................................3-22 3.3.1.15.1精轧区轧件跟踪方法 ....................................................................................................3-22---------------------------------------------------------------------------------------------------------------------------------------------------------3.3.1.15.2精轧区轧件跟踪事件 ....................................................................................................3-22 3.3.1.16卷取区轧件跟踪.................................................................................................................3-22 3.3.1.16.1卷取区轧件跟踪方法 ....................................................................................................3-22 3.3.1.16.2卷取区轧件跟踪事件 ....................................................................................................3-22 3.3.1.17卷取区卷取出口部分轧件跟踪.........................................................................................3-23 3.3.1.17.1过程控制计算机轧件跟踪实现方法的特点 ................................................................3-24 3.3.2轧件跟踪激活的轧线控制 .....................................................................................................3-24 3.3.2.1轧件跟踪激活的设定模型.................................................................................................3-25 3.3.2.1.1轧件位于加热炉入口时激活的设定模型 ....................................................................3-25 3.3.2.2轧件位于加热炉出口时激活的设定模型.........................................................................3-26 3.3.2.2.1轧件位于加热炉出口且实际出炉温度与轧制尺寸有效 ............................................3-26 3.3.2.2.2轧件位于加热炉出口高温计D.O.PY201激活自学习模型........................................3-26 3.3.2.2.3轧件首次位于PY202入口时激活的设定模型 ...........................................................3-26 3.3.2.2.4轧件位于E1R1粗轧末道次出口激活的设定模型 .....................................................3-26 3.3.2.2.5轧件位于LCE1 (正向)、轧件LCR1 (反向)入口激活的在线模型............................3-26 3.3.2.2.6轧件位于LCE2 (正向)、轧件LCR2 (反向)入口激活的在线模型............................3-26 3.3.2.2.7轧件位于E1R1末道次出口激活的在线模型 .............................................................3-26 3.3.2.2.8轧件位于E2R2末道次出口激活的在线模型 .............................................................3-26 3.3.2.2.9轧件位于E2R2粗轧末道次出口激活的设定模型 .....................................................3-27 3.3.2.2.10轧件位于精轧入口高温计PY302激活的设定模型 ...................................................3-27 3.3.2.2.11轧件位于精轧F1、F2、F3咬钢时激活的自适应模型..............................................3-27 3.3.2.2.12轧件位于精轧F2或F3咬钢时激活的设定模型........................................................3-27 3.3.2.2.13轧件位于精轧末机架咬钢时激活的在线模型 ............................................................3-27 3.3.2.2.14轧件位于精轧出口高温计出口PY303激活模型 .......................................................3-27 3.3.2.2.15轧件位于卷取机入口高温计入口时激活的在线模型 ................................................3-27 3.3.2.2.16轧件位于卷取机入口高温计出口时激活的模型 ........................................................3-27 3.3.2.2.17卷取机出口事件激活的自学习模型 ............................................................................3-27 3.3.2.3模型输入输出.....................................................................................................................3-27 3.3.2.3.1粗轧模型设定计算输入输出 ........................................................................................3-27 3.3.2.3.2卷取机模型设定计算输入输出 ....................................................................................3-28 3.3.2.3.3精轧0次设定模型计算输入输出 ................................................................................3-28 3.3.2.3.4精轧1次设定模型计算输入输出 ................................................................................3-29 3.3.2.3.5精轧2次设定模型计算输入输出 ................................................................................3-30 3.3.2.3.6层流冷却设定模型输入输出 ........................................................................................3-31---------------------------------------------------------------------------------------------------------------------------------------------------------3.4.2轧制节奏控制的工作方式 .....................................................................................................3-33 3.4.3轧制节奏触发事件 .................................................................................................................3-34 3.4.4轧制节奏控制模型 .................................................................................................................3-34 3.5报表子系统..................................................................................................................................3-34 3.5.1生产报表 .................................................................................................................................3-35 3.5.2故障报表 .................................................................................................................................3-37 3.6过程控制计算机的监控功能......................................................................................................3-37 3.6.1报警信息 .................................................................................................................................3-37 3.6.2生产计划输入和管理 .............................................................................................................3-37 3.6.2.1轧制计划的组织和主要数据内容.....................................................................................3-37 3.6.2.2轧制计划的输入和传送.....................................................................................................3-42 3.6.3轧制计划的管理 .....................................................................................................................3-42 3.6.3.1轧制计划的编辑和显示.....................................................................................................3-43 3.6.4轧辊数据接收和存档 .............................................................................................................3-43 3.6.4.1轧辊数据输入和存档.........................................................................................................3-43 3.6.4.2轧辊数据修改.....................................................................................................................3-43 3.6.4.3轧辊数据.............................................................................................................................3-44 3.7精轧卷取区轧制规程计算及精轧卷取模型系统 ......................................................................3-44 3.7.1精轧策略 .................................................................................................................................3-44 3.7.1.1压下率方式.........................................................................................................................3-44 3.7.1.2轧制力分配方式.................................................................................................................3-44 3.7.1.3精轧轧制规程计算流程.....................................................................................................3-44 3.7.2精轧轧制规程计算 .................................................................................................................3-45 3.7.2.1精轧轧制规程计算模型结构.............................................................................................3-45 3.7.2.2精轧轧制规程计算模型表.................................................................................................3-46 3.7.3精轧轧制规程计算方法 .........................................................................................................3-47 3.7.3.1精轧轧制规程压下制度计算.............................................................................................3-48 3.7.4机架速度设定值计算 .............................................................................................................3-49 3.7.5精轧在线控制功能 .................................................................................................................3-50 3.7.5.1穿带自适应.........................................................................................................................3-50 3.7.6终轧温度的在线控制 .............................................................................................................3-50 3.7.7卷取机设定计算 .....................................................................................................................3-50---------------------------------------------------------------------------------------------------------------------------------------------------------3.8.2精轧模型 .................................................................................................................................3-51 3.8.3卷取机模型 .............................................................................................................................3-55 3.8.4自学习方法 .............................................................................................................................3-58 3.8.4.1长期自学习.........................................................................................................................3-58 3.8.4.2短期自学习.........................................................................................................................3-58 3.9系统维护工具..............................................................................................................................3-58 3.10模拟轧钢......................................................................................................................................3-59 3.11过程控制计算机之间的通信数据..............................................................................................3-59 3.11.1加热炉过程控制计算机传送给精轧过程控制计算机信号..................................................3-59 3.11.2粗轧过程控制计算机传送给精轧过程控制计算机信号......................................................3-59 3.11.3精轧过程控制计算机传送给粗轧过程控制计算机信号......................................................3-60 3.11.4精轧过程控制计算机传送给数据中心计算机信号..............................................................3-61 3.11.5数据中心计算机传送给精轧卷取过程控制计算机信号......................................................3-61 第 4 章加热炉区基础自动化控制系统 ................................................... 4-1 4.1公共逻辑控制系统PLC101 ......................................................................................................... 4-1 4.1.1系统配置及硬件组成 .............................................................................................................. 4-1 4.1.2PLC101功能说明.................................................................................................................... 4-2 4.1.3操作台、机旁箱 ...................................................................................................................... 4-6 第 5 章粗轧区基础自动化控制系统 ....................................................... 5-15.1粗轧区公共逻辑与介质控制系统PLC201A、PLC201B .......................................................... 5-1 5.1.1PLC201A .................................................................................................................................. 5-1 5.1.1.1系统配置及硬件组成.......................................................................................................... 5-1 5.1.1.2PLC201A功能说明 ............................................................................................................ 5-2 5.1.1.3机旁操作箱、机旁控制箱.................................................................................................. 5-5 5.1.2PLC201B .................................................................................................................................. 5-5 5.1.2.1PLC201B系统配置图 ........................................................................................................ 5-5 5.1.2.2PLC201B功能说明 ............................................................................................................ 5-6 5.2粗轧E1 & R1控制系统PLC202 ..............................................................................................5-10 5.2.1系统配置及硬件组成 .............................................................................................................5-10 5.2.2PLC202功能说明................................................................................................................... 5-11 5.2.3操作台、机旁箱 .....................................................................................................................5-18---------------------------------------------------------------------------------------------------------------------------------------------------------5.3粗轧E2 & R2区控制系统PLC203 ..........................................................................................5-18 5.3.1系统配置及硬件组成 .............................................................................................................5-18 5.3.2PLC203功能说明...................................................................................................................5-19 5.3.3操作台、机旁箱 .....................................................................................................................5-25 5.4粗轧E1 & E2 AWC控制系统PLC204 .....................................................................................5-25 5.4.1系统配置及硬件组成 .............................................................................................................5-25 5.4.2PLC204功能说明...................................................................................................................5-26 5.4.3操作台、机旁箱 .....................................................................................................................5-29 5.5粗轧R2自动厚度控制系统PLC205 .........................................................................................5-29 5.5.1系统配置及硬件组成 .............................................................................................................5-29 5.5.2PLC205功能说明...................................................................................................................5-30 5.5.3操作台、机旁箱 .....................................................................................................................5-35 第 6 章精轧区自动化控制系统 ............................................................... 6-16.1飞剪控制系统PLC301................................................................................................................. 6-1 6.1.1系统配置及硬件组成 .............................................................................................................. 6-1 6.1.2功能说明 .................................................................................................................................. 6-1 6.1.3操作台、机旁箱 ...................................................................................................................... 6-5 6.2精轧区公共逻辑及介子控制系统PLC302A、PLC302B .......................................................... 6-5 6.2.1PLC302A .................................................................................................................................. 6-5 6.2.1.1系统配置及硬件组成.......................................................................................................... 6-5 6.2.1.2功能说明.............................................................................................................................. 6-7 6.2.1.3操作台、机旁箱................................................................................................................. 6-11 6.2.1.4PLC302B ............................................................................................................................6-12 6.2.1.4.1PLC302B系统配置及硬件组成...................................................................................6-12 6.2.1.4.2PLC302B功能说明.......................................................................................................6-12 6.2.1.4.3精轧液压站 ....................................................................................................................6-15 6.2.1.4.4AGC液压站 ..................................................................................................................6-15 6.2.1.4.5精轧1#稀油润滑站 .......................................................................................................6-16 6.2.1.4.6精轧2#稀油润滑站 .......................................................................................................6-16 6.2.1.4.7精轧3#稀油润滑站 .......................................................................................................6-17 6.2.1.4.8精轧4#稀油润滑站 .......................................................................................................6-17 6.3精轧速度主令及活套控制系统PLC303 ....................................................................................6-18 6.3.1系统配置及硬件组成 .............................................................................................................6-18 6.3.2功能说明 .................................................................................................................................6-18---------------------------------------------------------------------------------------------------------------------------------------------------------。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。