哈工大—焊接过程测量与控制5
程控仪器标准命令SCPI_通过串口或者gpib卡,vb_vc都能控制

5
第一节 SCPI的目标及主要内容
SCPI提供不同层次的仪器控制
简单的测量命令为用户提供方便快捷的SCPI仪器控制,而 更详细的命令则提供传统仪器的控制 SCPI允许不断用新命令扩充仪器程控命令,当新的仪器出 现时能够保持与已有的SCPI仪器的编程兼容性
SCPI的可扩性,是其成为“活”标准
哈工大测控所
9
第一节 SCPI的目标及主要内容
助记符的生成规则
长型助记符由一个单词或短语构成。如果是单词,则整个 单词构成助记符;如果是短语,则每个单词的第一个字符 和整个最后一个单词构成助记符
CONFIGURE --CONFigure remote message--RMESsage
10
第一节 SCPI的目标及主要内容
程控题头
公用命令与询问题头 仪器控制命令与询问题头 字符程控数据 十进制数值程控数据 布尔程控数据 单位和后缀
参数
哈工大测控所
11
第一节 SCPI的目标及主要内容
表达式
数值表达式 通道列表表达式 数值列表表达式 数据交换格式表达式 仪器指示表达式 事件状态寄存器结构 操作状态寄存器 可疑数据/信号状态寄存器
13
第一节 SCPI的目标及主要内容
3.数据交换格式
定义了仪器与应用程序之间、应用程序和应用程 序之间以及仪器与仪器之间数据集的标准的表示 形式 数据交换格式采样模块化结构
(1999版本)
4.仪器类别
主要是定义了通用的仪器类别功能实现所需的命 令和行为
(数字表、数字化仪、信号转接开关、电源、射频与微波源、 发射装置、发射测试单元、框架测力计)
机械制造工艺学课后习题答案(哈工大,赵长发)

1-1.(什么是生产过程,工艺过程和工艺规程)生产过程—机械产品从原材料开始到成品之间各相互关联的劳动过程的总和。
工艺过程—按一定顺序逐渐改变生产对象的形状(铸造、锻造等)、尺寸(机械加工)、相对位置(装配)和性质(热处理)使其成为成品的过程机械加工工艺规程—规定零件机械加工工艺过程和操作方法等的工艺文件。
1-2.(什么是工序,安装,工步和工位)工序—一个(或一组)工人,在一个工作地点,对一个(或同时几个)工件所连续完成的那部分工艺过程。
2.工步—在加工表面和加工工具(切削速度和进给量)都不变的情况下,所连续完成的那一部分工序。
3.安装—工件经一次装夹后所完成的那一部分工序。
4. 工位—一次装夹工件后,工件与夹具或机床的可动部分一起相对刀具或机床的固定部分所占据的每一个位置,称为工位(在一个位置完成的部分工序) 。
5.行程(走刀)—对同—表面进行多次切削,刀具对工件每切削一次,称之为一次行程。
加工余量的概念:指加工过程中所切去的金属层厚度。
余量有工序余量和加工总余量之分。
工序余量:相邻两工序的工序尺寸之差;加工总余量:从毛培变为成品的整个加工过程中某表面切除的金属层总厚度,即毛培尺寸与零件图设计尺寸之差。
影响加工余量的因素:1上下表面粗糙度H1a和缺陷层H2a 2上工序的尺寸公差Ta 3上工序的尺寸误差4本工序加工时的装夹误差时间定额的定义:在一定生产条件下,规定完成一定产品或完成一道工序所消耗的时间。
时间定额的组成:1基本时间tj 2辅助时间tf 3工作地点服务时间tfw 4休息与自然需要时间tx 5准备终结时间tzz1-3.(生产类型是根据什么划分的常用的有哪几种生产类型他们各有哪些主要工艺特征)生产类型—企业生产专业化程度的分类。
一般分为单件生产、成批(批量)生产和大量生产(1)单件(小批)生产—产品产量很少,品种很多,各工作地加工对象经常改变,很少重复。
(2)成批生产—一年中分批轮流地制造几种不同的产品,每种产品均有一定的数量,工作地的加工对象周期地重复。
第5章-哈工大-第三版-材料分析测试-周玉

Rad. CuK1 1.540598 Filter Ge Mono. D-sp Guinier Cut off 3.9 Int. Densitometer I / Icor . 3.44 Ref. Wang, P. Shanghai Inst. Of Ceramics, Chinese Academy of Sciences, Shanghai, china, ICDD Grant-in-Aid, (1994)
Ij = C wj
(5-3)
其中C为新比例系数。如果试样为纯 j 相,则wj = 100% =1,
用(Ij)0表示纯 j 相某衍射线强度,因此可得
Ij (I j )0
Cwj C
wj
(5-4)
13
第二节 定量分析
一、单线条法 式(5-4)表明,混合样品中j 相某衍射线与纯 j 相同一衍射
线强度之比,等于 j 相的质量分数 定量分析时: 纯样品和被测样品要在相同的实验条件进行测定 一般选用最强线 用步进扫描得到整个衍射峰,扣除背底后测量积分强度 单线条法比较简单,但准确性稍差,且仅能用于各相吸收系 数相同的混合物。绘制定标曲线可提高测量的可靠性,定标 曲线法也可用于吸收系数不同的两相混合物的定量分析
JCPDF/ICDD 4) 1992 年后的卡片统一由ICDD出版,至 1997年已有卡片47
组,包括有机、无机物相约67,000个 图5-1为1996年出版的第46组PDF(ICDD)卡片,卡片中各栏 的内容见图5-2的说明
4
第一节 定性分析
一、粉末衍射卡片(PDF)
46-394
SmAlO3 Aluminum Samarium Oxide
的X射线衍射分析
2
哈工大物理实验报告——霍尔效应

哈工大物理实验报告——霍尔效应一、实验目的1. 了解霍尔元件的制作工艺和特性;2. 掌握霍尔效应的实验方法和测量原理;3. 了解霍尔效应在电磁学和半导体中的应用;4. 熟练掌握霍尔实验数据处理方法。
二、实验原理1.霍尔元件霍尔元件是由半导体材料做成的,包括霍尔片和两个接触点。
霍尔片所在的面被接上电,霍尔面受到一个磁场时,霍尔电位差就会出现。
霍尔电势是电势与电场的乘积,由负载电流和输入电压维持。
霍尔电势大小与霍尔电导有直接关系。
2. 霍尔效应当载有电流的导体在外磁场中移动时,如果该导体的厚度很小,就会出现霍尔效应。
这种效应被称为霍尔效应。
霍尔效应的物理原理亦非常简单。
电子顺着磁场方向受到洛伦兹力作用,其中洛伦兹力垂直于电子的往复运动,同时导致电子在垂直磁场方向上移动,此时电子内的电荷聚集在两边,形成了一个激活电动势,即霍尔电势。
3. 实验装置富血红相机,霍尔电场电源,数字万能表,霍尔元件,霍尔效应试验样品块,两个高强度永久磁铁。
实验过程1. 实验样品块与样品固定块相连,将该样品块放置在磁铁之间,并旋转磁铁,使其磁场与样品块同轴。
此时,在样品块上加上霍尔电极的电压。
2. 将电压表安装在霍尔电极的两端,并将其任意保持一个方向。
记录下当前电压。
3. 开关功率源,并将电流带到霍尔元件上。
4. 测量电路中的电压,可以得到霍尔电势。
5. 重复测量,直到获得清晰的数据,为在提供数据做铺垫。
6. 测量结束后,关闭电源和电压表。
7. 计算不同电流、不同磁场下的霍尔电势。
8.分析相关数据。
三、实验数据I(mA)B(T)VH(mV)1.01 0.3666 0.8251.51 0.5466 1.2252.02 0.7266 1.632.52 0.9066 2.0423.03 1.0866 2.4453.53 1.2666 2.864.04 1.44 3.248四、数据处理1. 作出I-B、I-VH关系图。
2. 求出样品块的霍尔系数,即Kh=VH/IB。
哈尔滨工业大学复试科目
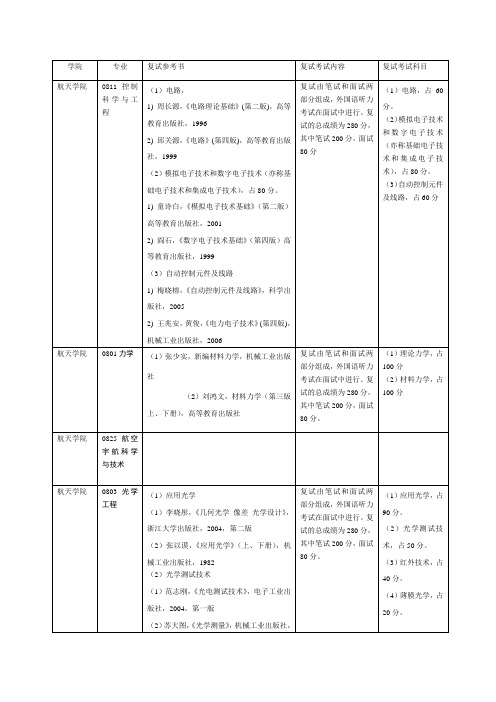
学院专业复试参考书复试考试内容复试考试科目航天学院0811控制科学与工程(1)电路,1) 周长源,《电路理论基础》(第二版),高等教育出版社,19962) 邱关源,《电路》(第四版),高等教育出版社,1999(2)模拟电子技术和数字电子技术(亦称基础电子技术和集成电子技术),占80分。
1) 童诗白,《模拟电子技术基础》(第二版)高等教育出版社,20012) 阎石,《数字电子技术基础》(第四版)高等教育出版社,1999(3)自动控制元件及线路1) 梅晓榕,《自动控制元件及线路》,科学出版社,20052) 王兆安,黄俊,《电力电子技术》(第四版),机械工业出版社,2006复试由笔试和面试两部分组成,外国语听力考试在面试中进行。
复试的总成绩为280分,其中笔试200分,面试80分(1)电路,占60分。
(2)模拟电子技术和数字电子技术(亦称基础电子技术和集成电子技术),占80分。
(3)自动控制元件及线路,占60分航天学院0801力学(1)张少实,新编材料力学,机械工业出版社(2)刘鸿文,材料力学(第三版上、下册),高等教育出版社复试由笔试和面试两部分组成,外国语听力考试在面试中进行。
复试的总成绩为280分,其中笔试200分,面试80分。
(1)理论力学,占100分(2)材料力学,占100分航天学院0825航空宇航科学与技术航天学院0803 光学工程(1)应用光学(1)李晓彤,《几何光学像差光学设计》,浙江大学出版社,2004,第二版(2)张以谟,《应用光学》(上、下册),机械工业出版社,1982(2)光学测试技术(1)范志刚,《光电测试技术》,电子工业出版社,2004,第一版(2)苏大图,《光学测量》,机械工业出版社,复试由笔试和面试两部分组成,外国语听力考试在面试中进行。
复试的总成绩为280分,其中笔试200分,面试80分。
(1)应用光学,占90分。
(2)光学测试技术,占50分。
(3)红外技术,占40分。
水下湿法药芯焊丝焊接工艺研究
进度安排
时间安排
2013.12.152014. 1.8
实验内容
收集整理资料,了解水下湿法药芯焊丝焊接的特点、 完成开题报告。
2014.3.22014.4.10
制定实验方案,确定试验材料和工艺参数,准备试验。
2013.4.11- 焊接工艺试验。
2014.4.30
预期达到的目标
最终目标
通过对不同水深环境下的药芯焊丝湿法焊 进行分析研究,探索出能获得最优焊接接 头焊接工艺。
完成课题所需的条件
主要的焊接实验可以到山东省科学院海洋仪器仪表研究所做;
药芯焊丝的制作,金相照相、扫描电镜、综合力学性能测试, 均可以在相关实验室完成; 焊接工艺的关键是控制各种参数良好的配合,保证焊缝质量; 因此,方案中的主要问题,在实际条件下不难解决,从而此方案 是可行的。
哈尔滨工业大学(威海) 毕业设计开题答辩
模拟压力环境下水下湿法药芯焊丝焊 接工艺研究
主要内容
1、课题研究的目的和意义 2、国内外在该方向的研究现状及分析 3、主要研究内容 4、实验方案及进度安排 5、预期达到的目标 6、完成课题所需的条件 7、完成课题的主要困难
课题研究的目的及意义
一、在各种海洋工程的建造中 水下焊接技术是一项必要的技 术,目前水下焊接方法有20多 种,可分为三类
国内外在该方向的研究现状及分析
4、华南理工大学的刘世明等对焊缝金属残余氢和氧含量进行了测量, 他们发现水下焊接气孔主要分为氢气孔和一氧化碳气孔两类,其中以 氢气孔约占气孔总量的96%左右。 5、哈工大(威海)在水下药芯焊丝湿法焊接方面也做大量研究,刘 一搏、高宏宇等人研究了不同焊接速度、不同水深对焊缝成形的影 响。
第1-3章 金属工艺学 哈工大
机械的组成
数控加工中的机器人
机械的组成
机器人焊接
机械的组成
机器人去毛刺
2、从制造安装方面看:
任何机械设备都是由许多机械零部件组成的。
机械零件:
是机械制造过程中不可分拆的最小单元
{
专用零件:气轮机的叶片;内燃机曲轴 通用零件:齿轮;螺栓
机械部件: 是机械制造过程中为完成同一目的而由若干协同工 作的零件组合在一起的组合体。
31
3. 极限应力 根据材料性质及应力种类而采用材料的某个应力极限值 静应力作用下: 脆性材料极限应力: 强度极限 B
失效形式:脆性破坏
塑性材料极限应力:
屈服极限 s
失效形式:塑性变形
32
变应力作用下机械零件的失效特征
• 1、失效形式:疲劳(破坏)(断裂) σrN σrN1
A
有限寿命区
21
4.其他要求 劳动保护要求 环境要求
22
2.1.2 设计机械的一般步骤
1.计划阶段 2.方案设计阶段 原动机 执行部分 例:设计制造螺纹的机器
传动部分:方案更复杂多样
23
3.技术设计阶段
机器的运动学设计 机器的动力学设计 零件的工作能力设计 部件装配草图及总装配图 主要零件的校核
24
4.技术文件编制阶段
1)铸造:用铸造材料制造毛坯时,不受零件的尺寸和 质量限制。 2)锻造: 用锻造材料制造毛坯时,需要考虑锻造机 械设备的生产能力,一般适用于零件尺寸和质量较小 时的情况。 3)一般情况: 尽可能选用强度高而密度小的材料
==》目的:减小零件的尺寸和质量
2.3.4 零件结构的复杂程度及材料的加工可能性
1 k 1K
1 K 1K
哈工大自动化生产实习报告
哈尔滨工业大学航天学院控制科学与工程系生产实习报告班级:学号:姓名:实习地点:实习时间: 2016.7.18 —— 2016.7.29 带队教师:刘海峰、章欣2016年8月20日一、实习情况概述在2016年7月18日到7月29日期间,我们在哈尔滨进行了自动化生产实习。
每天上午在正心楼通过听讲座了解各个实验室、课题组的研究方向及课题项目,下午去科学园或者公司进行实地参观,了解了实验室部分设备的性能和用途,以及公司的生产情况。
参观的单位包括控制理论与制导技术研究中心、汽车电子联合实验室、航天科技风华股份有限公司、仿真中心、惯导中心、光刻机课题组、智能控制系统研究所、马广富课题组、控制科学与工程系。
实习时间:2016年7月18 日—— 2016年7月29日实习地点:7月18日:控制理论与制导技术研究中心7月19日:汽车电子联合实验室7月20日:航天科技风华股份有限公司7月21日:仿真中心姚郁组7月22日:仿真中心杨明组7月25日:惯导中心7月26日:光刻机课题组7月27日:智能控制系统研究所7月28日:马广富课题组7月29日:控制科学与工程系二、实习中进行了哪些实习内容7月18日:控制理论与制导技术研究中心上午讲座:主讲人:班晓军、张迎春、周彬、侯明哲内容:首先是班晓军老师介绍了整个中心的教师队伍组成,以及主要的研究方向,接着四个老师分别讲了自己的科研课题,我感兴趣的有导弹制导与控制技术、鲁棒控制理论与应用等。
这个中心现在主要与研究所合作,进行一些月球车重力抵消方面的研究,而且老师还给我们看了实物的一些照片,十分壮观,那个有三层楼高的试验设备让我留下了十分深刻的印象。
下午参观:我们三点十分到科学园2F栋,博士生学长为我们介绍了两个实验项目,包括气悬浮小车的控制和无人机的编队。
整个实验室有四间房屋那么大,顶上装有摄像机和红外线感应装置,通过捕捉一些敏感材料的位置,来控制整个编队。
这么高大上的实验装置让我对未来的学习充满了期待与憧憬,虽然现在我并不能深刻理解学长讲的所有东西,但是这却激发了我对学习的兴趣,我觉得这是最重要的收获。
哈尔滨工业大学控制科学与工程考研复试真题
1变压器2比较器3施密特触发器4 RC振荡器5二进制计数器
6 BCD十进制计数器7积分器8微分电路9全波整流电路
10半波整流电路11交流放大器12低通滤波器13直流放大器
14变频器15加法器16乘法器17多谐振荡器18单稳态触发器
5、在控制系统中,什么是测量元件的精度,测量元件的分辨率及二者之间的关系?请你举出三种测量转角的传感器并说明其在应用中的优点与缺点?(20分)
6、说明PWM功率放大器的工作原理?分析其优缺点?画出驱动直流电机的桥式的功率输出电路,分析双极性工作状态时的工作过程?(20分)
三、电子电路(共计100分,所有图形见试题后面)
19电容滤波电路20稳压电路21与非门22异或门23译码器
24 A/D变换器25 D/A变换器
方框
电路
方框
电路
方框
电路
A
B
C
D
E
F
G
H
I
J
K
L
M
N
O
第4页
共8页
2、图7是一个三角波发生器的电路原理图(25分)
(1)画出A点的波形;
(2)画出B点的波形;
(3)怎样改变图中元件的参数,增大三角波的频率,而不改变其幅值?
1、画出典型控制系统的组成框图,并说各元件的作用是什么?(10分)
2、写出直流电机机械特性表达式,分析并说明直流电机有哪几种调速方法?各种调速方法的应用特点。(15分)
3、交流电机有哪几种调速方法?各种调速方法的应用特点?为什么要变频变压?(15分)
4、什么是步进电机的步距角?什么是矩频特性?什么是惯频特性?什么是保持转矩?什么是启动转矩?(20分)
现代加工技术-03电火花线切割
哈工大(威海) 现代加工技术
间隙补偿方法
Δ δ
r
Δ
δ r
凸体的加工
凹体的加工
31
哈工大(威海) 现代加工技术
二、线切割数控编程要点
编程方法
手工编程: 自动编程:根据图纸要求由计算机自动完成
程序代码形式
G指令(ISO标准代码) 3B指令
G指令编程方法 3B指令编程方法
哈工大(威海) 现代加工技术
哈工大(威海) 现代加工技术
零件
具有微细结构、窄缝、复杂型面和曲线的零件
49
哈工大(威海) 现代加工技术
线切割图案
50
立体蝴蝶
哈工大(威海) 现代加工技术
51
哈工大(威海) 现代加工技术
镂空
52
哈工大(威海) 现代加工技术
样件
53
哈工大(威海) 现代加工技术
实例
(3)加工零件 试制新产品时,用线切割在板料上直接割出 零件,例如切割特殊微电机硅钢片定转子铁心。由于不需另行 制造模具,可大大缩短制造周期、降低成本。另外修改设计、 变更加工程序比较方便,加工簿件时还可多片叠在一起加工。 在零件制造方面,可用于加工品种多,数量少的零件,特殊难 加工材料的零件,材料试验样件,各种型孔、凸轮、样板、成 型刀具。同时还可进行微细加工,异形槽和的加工等。
线切割加工主要应用于以下几个方面: (1)加工模具 适用于各种形状的冲模,还可加工挤压模、
粉末冶金模、弯曲模、塑压模等通常带锥度的模具。 (2)加工电火花成型加工用的电极 一般穿孔加工的电极以
及带锥度型腔加工的电极。对于铜钨、银钨合金之类的材料, 用线切割加工特别经济,也适用于加工微细复杂形状的电极。