胶印机滚筒压力计算方法
电动滚筒功率计算公式

电动滚筒功率的计算
关于输送机械所需要的驱动功率的计算公式,在许多设计手册中都有这样详细介绍,驱动功率通常由三部分组成,即:输送机空运转时所需要的功率;输送机水平运送负荷时所需要的功率和输送机提升负荷时所需要的功率。
对上述这类功率的计算,在各种机械手册中都有推荐公式,但方式不尽相同,计算结果也可能稍有出入。
为了使电动滚筒的设计计算与用户的使用要求统一起来,我们推荐采用下列公式计算电动滚筒所需要的功率:
式中:P—电动滚筒的轴功率(KW)
C—输送带、轴承等处的阻力系数,数值可从表3中查到
f—托辊的阻力系数,f=0.025~0.030
L—输送机的电动滚筒与改向滚筒之间中心距的水平投影(m)
Gm—输送带、托辊、改向滚筒等旋转零件的重量,数值可从表4中查到(kg/m)
V—带速(m/s)
Qt—输送量(t/h)
H—输送高度(m)
B—带宽(mm)
电动滚筒的扭矩可按下列公式计算:。
高速单张纸胶印机滚筒平衡的设计计算

高速单张纸胶印机滚筒平衡的设计计算
赵庆海
【期刊名称】《包装工程》
【年(卷),期】2002(23)5
【摘要】从分析单张纸胶印机的印刷滚筒在高速运转下产生的动不平衡现象出发 ,研究了滚筒在不平衡力作用下的振动 ,写出了滚筒及支承的运动方程 ,为高速单张纸胶印机印刷滚筒的动平衡提供一套较完整的算法。
【总页数】4页(P5-8)
【关键词】设计;计算;胶印机;印刷滚筒;动平衡;振动
【作者】赵庆海
【作者单位】西安理工大学
【正文语种】中文
【中图分类】TS827
【相关文献】
1.单张纸胶印机滚筒振动分析及改进 [J], 史发军
2.单张纸胶印机的滚筒排列分析(上) [J], 卢乾坤;刘彩凤
3.单张纸胶印机的滚筒排列分析(下) [J], 卢乾坤;刘彩凤
4.一次特殊的干水粘脏故障/卷筒纸印刷纸张纵向起皱的排除/单张纸胶印机套印不准故障排除一例/JLS206型胶印机滚筒合压迟钝故障 [J],
5.单张纸平版胶印机滚筒压力控制分析 [J], 闫付江
因版权原因,仅展示原文概要,查看原文内容请购买。
电动滚筒功率计算
电动滚筒功率计算
电动滚筒驱动功率通常由三部分组成,即输送机空运转时所需的功率,输送机水平运送负荷所所需的功率和输送机提升负荷时所需的功率。
可采用下列公式进
行计算;
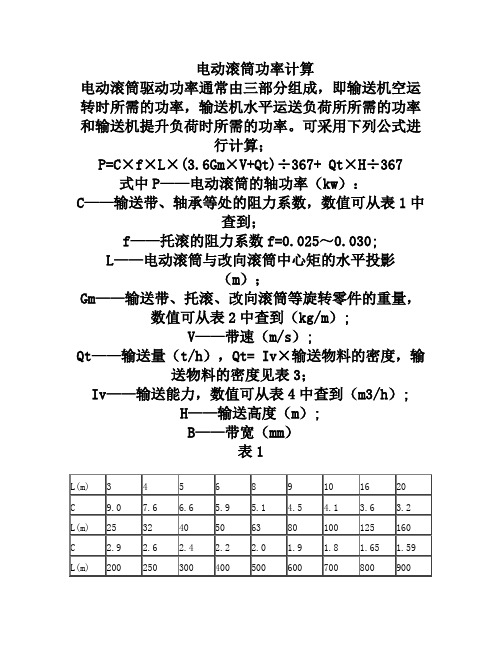
P=C×f×L×(3.6Gm×V+Qt)÷367+ Qt×H÷367式中P——电动滚筒的轴功率(kw):C——输送带、轴承等处的阻力系数,数值可从表1中
查到;
f——托滚的阻力系数f=0.025~0.030;
L——电动滚筒与改向滚筒中心矩的水平投影
(m);
Gm——输送带、托滚、改向滚筒等旋转零件的重量,数值可从表2中查到(kg/m);
V——带速(m/s);
Qt——输送量(t/h),Qt= Iv×输送物料的密度,输
送物料的密度见表3;
Iv——输送能力,数值可从表4中查到(m3/h);
H——输送高度(m);
B——带宽(mm)
表1
表2
注:计算功率时通常按重载输送带选Gm值。
表3
注:物料的松散密度随物料的水份、粒度、带速等的不同而变化,以实测为准,本表仅供参考。
表4
注:1.输送能力Iv值按动堆积角θ为20o,托滚槽角λ为35o 计算
2.表中(4.5)、(5.6)为非标准带速,一般不推荐使用。
上述公式可以满足一般情况下电动滚筒的计算,如遇下列工作情况则应作相应修正;
1. 电动滚筒每天连续工作超过8小时功率,电动机功率需提高一档;
2. 筒体包胶的电动滚筒功率,电动机功率需提高一档;
3. 启动频繁的电动滚筒功率,电动机功率需提高一档。
浅谈胶印机倍径滚筒

1 7 年 , 日本 秋 山公 司设 计 开 机选择 了双倍径 的压 印滚筒和传纸 纸 滚 筒采 用 双 倍 径 结构 比较 多 。 91
发 了三 倍径压 印滚 筒和 时速 为1 万 滚筒 ,更容易保证 印厚纸 时的套 印 张的 四开 四色 印刷机H — C 4 6 A 2; i e 精度 ,而且可 以将纸张交接 中引起
大国。 由于 目前包装 印刷领域 的彩 筒和传纸滚 筒,使纸张在转弯交接 问的传 纸常有链条传纸和滚筒传纸
色 短版 业 务 日益 增 多 ,各 印 刷 机 械 的 时候 不 会 产 生 很 大 的 曲率的不
制造 商也纷 纷推 出先进的技术和相
随着 国内印刷 市场 的发展 ,国 同,有大直 径压 印滚筒与大直径传
全张单色 印刷机压 印滚 筒及传 纸滚 以加大机组之 间的距离 ,增大可用 筒采用倍径滚筒 ,减少 了印刷 品的 的 操 作 空 间 。但 由于 三 倍 径 滚 筒 的
一
、
国 内外 倍 径 滚 筒 的
应 用 现 状
弯 曲程 度 ,对承 印材料厚度适应 性 加工难度要 比双倍径滚筒大得多 , 强 ;大族 冠华G 6 4 H 6 四开四色胶 印 安装 调 试 也 相 对 困难 些 , 因此 ,传
二 、 倍 径 滚 筒 的 基本 概 念
张 。 印 刷 机 上 常 见 的 就 是 双 倍 径
复合压力的定义与计算

复合压力的定义与计算
在干法复合加工过程中,复合胶辊与复合钢辊(热辊)间的压力(以下简称复合压力)是一个非常重要的工艺参数。
通常,在各个生产厂家有生产工艺单或试验单上的复合压力值是用与复合胶辊相连的气缸的进口压强kgf/cm2来表示的,而实际上,复合压力值应当用kgf/cm或kgf/m来表示。
这个单位的数值表示在复合胶辊与复合钢辊间或施加在正在被复合的材料单位长度上的压力值(而不是压强值)。
在复合软包装材料加工行业,以kgf/cm或kgf/m为单位来表示的复合压力值应当是10-20 kgf/cm或1000-2000 kgf/m。
上述两种复合压力值的换算公式为:PL = 2K×PS×SC/LR
式中:PL-以kgf/cm或kgf/m为单位的复合压力值;
PS-kgf/cm2为单位的复合压力值或气缸的进口压强值;
SC-与复合胶辊相连的气缸内的活塞面积cm2;
LR-复合胶辊的长度cm;
K-系数,无量纲,与机械施压方式有关;
复合胶辊的机械施压方式一般分为二种:①直压式和②杠杆式
在直压式施压方式下,K值为1。
在杠杆式施压方式下,K值为a/b,通常应大于1。
一般来讲,复合钢辊的长度大于复合胶辊的长度,而被复合的软包装基材的宽度要小于复合胶辊的长度。
因此,施加在被复合的软包装基材上的复合胶辊上的复合压力PL 值只与复合胶辊的长度有关,而与软包装基材的宽度无关。
设定复合压力PL的原则是:复合压力应随着复合膜的厚度的增加而增加。
在分析复合压力对复合强度(剥离强度)的影响时,如果是针对同一台设备,那么可以用PS值进行定性和定量分析;如果是针对不同型号和制造商的设备,只有用PL值进行比较才是有意义的。
51胶管压力

51胶管压力胶管是一种常用于输送流体和气体的管道,在工业生产和日常生活中广泛应用。
胶管的压力是指管道内部流体或气体对管壁的作用力,也可以理解为流体或气体的压强。
下面是关于胶管压力的相关参考内容。
1. 胶管的压力计算公式:胶管的压力可以通过以下公式来计算:P = F/A,其中P表示胶管的压力,F表示作用在管壁上的力,A表示管壁的面积。
按照这个公式,可以看出,胶管的压力与作用在管壁上的力成正比,与管壁的面积成反比。
2. 胶管的压力单位:胶管的压力通常使用帕斯卡(Pa)作为单位,1帕斯卡等于1牛顿/米^2。
除此之外,常用的单位还有兆帕(MPa)、千帕(kPa)和巴(bar)等。
3. 胶管的耐压能力:胶管的耐压能力是指其能够承受的最大压力。
一般来说,胶管的耐压能力与其材质和结构有关。
不同材质的胶管具有不同的耐压能力,一般来说,一些高级别的胶管可以承受更高的压力。
4. 胶管压力的影响因素:胶管的压力受到多种因素的影响,包括流体或气体的性质、流量、温度、管道的尺寸和材质等。
对于相同尺寸的胶管来说,如果流体或气体的性质发生变化,例如从液体换成气体,那么压力也会发生变化。
5. 胶管压力的监测和控制:在工业生产中,为了确保胶管的安全运行,通常会进行压力的监测和控制。
可以使用压力传感器来实时监测胶管的压力,并通过相应的控制措施来控制胶管的压力在合理范围内。
6. 胶管压力的安全问题:胶管的压力如果超过其承受范围,可能会导致胶管破裂甚至爆炸,给人员和设备造成安全风险。
因此,在使用胶管时,必须确保其耐压能力与实际工作压力相匹配,并定期对胶管进行检查和维护,以防止压力超过安全范围。
7. 使用胶管的注意事项:在使用胶管时,还需注意以下事项:正确选择胶管的材质和型号,避免长期受弯曲或扭转,防止胶管的各种连接部位漏气或漏液,避免接触尖锐物体或高温物体,并定期检查胶管的磨损情况,如发现问题及时更换。
以上是关于胶管压力的相关参考内容。
四辊筒的受力分析

四.辊筒的受力分析开炼机的辊筒工作时受有较大的横压力、摩擦力、温度应力、大小驱动齿轮和速比齿轮的作用力。
由于胶料横压力的作用,辊筒要承受弯曲应力,由于胶料的摩擦力和轴承的摩擦力作用,辊筒要承受扭转应力,可见辊筒实际上是受有弯曲和扭转的复合应力。
此外,辊筒的自重作用都必须给予考虑。
由于辊筒内外温度差而引起的温度应力和冷硬铸造产生的内应力都对辊筒强度有影响,在精确计算时都应考虑。
担内应力因计算困难,一般可在安全系数中考虑即可。
辊筒在工作状态下的负荷如图2-33所示。
1.胶料对辊筒的横压力P p=p·L公斤P px=P p·cosβ公斤P py=P p sinβ公斤式中P p——总横压力,公斤;P——单位横压力,公斤/厘米;P px,P py——横压力的水平分力,垂直分力,公斤。
2.驱动齿轮的作用力大小驱动齿轮在传动过程中,齿轮间便产生相互作用的力(如图2-33所示):圆周作用力P的方向与节圆相切;径向作用力T的方向与齿轮的半径方向一致。
大驱动齿轮圆周作用力:P =12d M k公斤式中M k ——作用在大驱动齿轮上的扭矩,公斤∙厘米;d 1——大驱动齿轮的节圆直径,厘米。
这里应指出:经电动机、减速器、大驱动齿轮传来的扭矩,是供前后辊加工胶料的需要,故由前后辊筒共同承担。
即 M k =M k1+M k2公斤∙厘米M k1=9740011n N 公斤∙厘米 M k2=9740022n N 公斤∙厘米式中 M k ---大驱动齿轮的扭矩,公斤∙厘米;M k1、M k2——前、后辊扭矩,公斤∙厘米; N 1、N 2——后、前辊消耗功率,千瓦; n 1、n 2——后、前辊转数,转/分。
在炼胶时可粗略地认为M k1=M k2圆周作用力的水平分力和垂直分力分别为: P x =P ·cos α'公斤 P y =P ·sin α'公斤式中 α'——大小驱动齿轮轴线与垂直线偏移角(一般α'=15~200)。
胶印滚筒印刷压力与油墨转移

胶印滚筒印刷压力与油墨转移印刷压力与油墨转移油墨接触纸张的瞬间,在滚筒间一定的压力作用下,使连结料分子被强制性的压入纸张表面的纤维间隙内,然后才有纸层内的间隙毛细管现象缓慢地进行自由渗透。
所以,压力是连结料在纸面固着干燥和渗透性干燥的重要条件。
当印刷压力超过确定值,由于印刷压力过大,印版图文上的墨量开始向空白部分铺展,油墨转移率开始下降,印出的印刷品网点扩大严重,图文明显失真,所以,超过确定值的印刷压力是不适宜印刷的。
印刷压力的大小对于油墨从印版上转移到纸张上的程度是有很大影响的,当印刷压力不足时,油墨的转移不充分,不适宜印刷;当印刷压力过量时,由于印版上的油墨向图文以外的空白部分铺展,油墨转移率非但得不到提高,而且还带来其它弊病,同样不适宜印刷。
只有在适当的印刷压力范围内,才能印出墨层厚实、图像清晰、调子和色彩再现性良好的印刷品。
1 滚筒包衬对印刷压力的影响胶印机的橡皮布滚筒,因在金属的筒体上包裹着橡皮布而得名,在橡皮布和筒体之间还衬有纸张、毛织品等材料制成的衬垫,橡皮布和衬垫一起组成了胶印机橡皮布滚筒的包衬。
同理,印版滚筒上的印版和衬垫也构成了印版滚筒的包衬,压印滚筒的包衬就是印刷的纸张。
滚筒包衬是印刷压力的基本来源,对印刷压力的影响也是很大的。
胶印使用的衬垫材料,主要有衬垫用纸、塑料薄膜、精纺毛织品、橡皮布等等。
将橡皮布和各种衬垫材料组合在一起,按其弹性模量的大小,分为软性包衬、中性包衬和硬性包衬。
硬性包衬的印刷压力大,压印线窄,软性包衬的印刷压力小、压印线宽,由此可知:硬性包衬比软性包衬网点再现性好,但是软性包衬又具有弹性好,印刷中不易出现"墨条痕"的优点,所以,软性包衬常用在印刷精度要求不高,印刷面磨损较为严重的胶印机中。
硬性包衬压缩变形量较小,印刷品上的网点光洁、图像清晰,所以特别适合于印刷网点线数高的印刷品,但硬性包衬容易出现"墨条痕",必须用在精度较高的胶印机上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
胶印机滚筒压力计算方法.txt——某天你一定会感谢那个遗弃你的人,感谢那个你曾深爱着却置之你不顾的人。
做一个没心没肺的人,比什么都强。
________舍不得又怎样到最后还不是说散就散。
任何一台胶印机都有一个理论压力的。
我们要在这个理论压力的基础上进行多种调节(调节间隙、改变包衬)来达到理想的印刷压力以满足印刷要求的,本文将以某机型的基本参数为例,介绍理论压力的计算公式、厚纸的粗约计算公式、厚纸的精确计算公式及一组试验数据,以期印友们能在实践工作中灵活运用。
例:
某机型的技术参数如下:
间隙:
印版滚筒与橡皮滚筒之间3.70mm
橡皮滚筒与压印滚筒之间3.05mm
包衬:
印版滚筒(含印版、衬纸)0.65mm
橡皮滚筒(含橡皮、衬呢、衬纸)3.25mm
有了这些技术参数,我们可以用一个简单的公式来进行理论压力的计算:
理论压力的计算公式:包衬之和-间隙=压力
计算:
首先计算压印滚筒与橡皮滚筒之间的压力;
代入数据:3.25-3.05=0.20(mm)
其次计算印版滚筒与橡皮滚筒之间的压力;
代入数据:3.25+0.65-3.70=0.20(mm)
三个滚筒在不印刷的情况下,互相之间的压力均是0.20mm。
但在正常印刷时,压印滚筒与橡皮滚筒之间还应该加上一张正常的印刷用纸(标准印刷用纸)的厚度0.10mm,那压印滚筒与橡皮滚筒之间的印刷压力是0.30mm。
结论:
这种机型的印刷压力就应该保持在上述计算的范围内,也就是印版滚筒与橡皮滚筒之间
0.20mm,橡皮滚筒与压印滚筒之间0.30mm。
如果我们印刷的纸张的厚度小于0.10mm时,我们可以不进行任何调节与抽减包衬。
印刷薄纸时,印刷压力本来就应该小些,所以我们无须进行调节就能保证薄纸的印刷压力的,因为我们最小的压力也能保证在0.20mm。
如果我们印刷的纸张厚度大于0.10mm小于0.20mm时,我们可以按下列公式进行调节:
厚纸的粗约(只调节间隙,不抽包衬)计算公式:
X=3.05+纸厚-0.10
式中:X印刷厚纸时要求调节的橡皮滚筒与压印滚筒之间的间隙
如果我们印刷的纸张厚度大于0.20mm以上时,我们可以按下列公式进行调节:
厚纸的精确(既调节间隙,又抽减包衬)计算公式:
X=3.05+纸厚-0.10-B
B=(纸厚-0.10)/10
式中:X表示印刷厚纸时要求调节的橡皮滚筒与压印滚筒之间的间隙。
B表示橡皮滚筒的抽纸量
抽纸量的试验依据:
我们曾多次组织学员进行试验,在调节橡皮滚筒与压印滚筒之间的间隙后,对印版滚筒与橡皮滚筒之间的间隙进行测量并记录:
数据1
橡皮滚筒与压印滚筒之间的间隙:3.05mm——3.45mm+0.40mm
印版滚筒与橡皮滚筒之间的间隙:3.70mm——3.66mm-0.04mm
数据2
橡皮滚筒与压印滚筒之间的间隙:3.05mm——3.25mm+0.20mm
印版滚筒与橡皮滚筒之间的间隙:3.70mm——3.68mm-0.02mm
试验结论:
橡皮滚筒与压印滚筒之间扩大的间隙与印版滚筒与橡皮滚筒之间缩小的间隙正好成10:1,这也就是抽纸量B的来源。
第三种计算公式只能满足不走滚枕的胶印机,而走滚枕的胶印机由于在调节橡皮滚筒与压印滚筒之间的间隙之后,印版滚筒与橡皮滚筒之间的间隙无须进行调节,那走滚枕的胶印机在印刷纸张的厚度大于0.10mm以上就用第二种公式进行计算与调节即可。