第七章 孔、轴检测与量规设计基础_图文
量规设计

第6章 光滑极限量规6.1 概 述检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限量规的标准是GB/T 1957-2006。
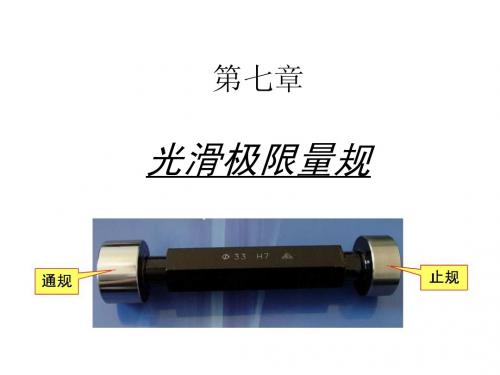
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图6.1所示。
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图6.2所示。
图6.1 塞规检验孔图6.2 环规检验轴量规按用途可分为以下三类:1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。
公差配合与技术测量第七章
• 光滑极限量规: • 通规——用于控制工件的作用尺寸; • 止规——用于控制工件的实际尺寸。 • • 必须注意:光滑极限量规设计采用包容 要求,适用于服从包容要求的工件表面 (遵守最大实体边界的工件表面)
第七章
光滑极限量规
用光滑极限量规检验零件时,当通规通过被检轴或孔同 时止规不能通过被检轴或孔,被检轴或孔合格。
第七章
光滑极限量规
• 五、量规制造与使用规定 • 1、通规除规定制造公差外还规定了位置要 素,止规不设位置要素要求 。 • 2、通规的磨损极限尺寸与工件的最大实体 尺寸重合。 • 3、工作量规的制造公差带对称于位置要素。
第七章
光滑极限量规
• 4、工作量规止规的制造公差带是从弓箭的 最小实体尺寸其向工件的公差带内分布。 • 5、通规检查孔与轴的最大实体尺寸, 止规检查孔与轴的最小实体尺寸。 工作量规的公差带位于工件的极限尺 寸范围之内从而保证工件符合“公差”与 “配合”的要求,但相应地缩小了工件的 制造公差,给生产和操作者带来一定困难。
-0.0386 -0.0222
• 量规(卡规)
“Z” “T” 0.08
25 -0.041
25-0.0246
0.08
25+0.0033
“T”25H8 “Z”
25+0.033 +0.0296
第七章
光滑极限量规
• (2)量规通规工作尺寸的计算 • 1)根据工件的尺寸段及公差等级查标准公 差数值表及孔或轴的基本偏差值确定极限 偏差值; • 2)根据工件的尺寸段及公差等级查工作量 规制造公差和位置要素数值表确定通规的 制造公差 T 及位置要素 Z 值;
第七章
光滑极限量规
• 六、量规的设计 • (1)选择量规的形式
第7章轴套类零件PPT课件
精选PPT课件
9
(2)局部视图的画法: ①通常零件上对称结构的局部视图。
②如果所表示的局部结构是 完整的,并且外轮廓是封 闭图形时,波浪线省略不 画。如图 (a) 所示。局部 视图的边界以波浪线表示, 如图 (b) 所示。
精选PPT课件
10
2.局部剖视图
如图所示,主视图键 槽部分采用剖视图表 达了内部结构。这种 用剖切平面局部地剖 开零件所得的剖视图 称为局部剖视图。
当剖切平面通过回转 面形成的凹坑时,断 面图应画成封闭图形。
用非回转面形成的孔、
槽会出现断面图完全
分离的图形时,断面
图应画成封闭图形。
精选PPT课件
16
有 关 断 面 图 的 标 注 要 求 见 表
精选PPT课件
17
⑵ 重合断面图的画法及标注 重合断面图画在视图 内,用细实线绘制。重合断面图的图线与视图轮 廓线重叠时,视图中的轮廓线应连续画出,不可 间断,如图所示。
精选PPT课件
21
பைடு நூலகம்
回转体构成的零件上的平面结构,在图形中不能充分表达 时,可用两条相交的细实线表示平面。
精选PPT课件
22
较长的零件(如轴、杆、型材等)沿长度方向的形状一致 或按一定规律变化时,可断开后缩短绘制。
精选PPT课件
23
在不致引起误解时,图中的小圆角、45°小倒角或锐边 的小倒圆可省略不画,但必须注明尺寸或在技术要求中加 以说明。
当同一零件有一处被放大时,应在局部放大 图的上方标注所采用的比例。
如果同一零件有几处被放大时,必须用罗马 数字依次标明被放大的部位,并在局部放大 图的上方标注出相应的罗马数字和所采用的 比例。
精选PPT课件
《几何量公差与检测》第1章 绪论

11 §2 标准化与优先数系
为了使分散的、局部的生产部门和生产环节保 持必要的技术统一,必须制定标准并加以实施和进 行标准化活动。标准化是互换性生产的基础。
一、标准
标准是指为了在一定范围内获得最佳秩序,经协 商一致并由公认机构批准,规定共同使用的和重复的 一种规范性文件。标准应以科学、技术和经验的综合 成果为基础,以促进最佳社会效益为目的。
一般来说,对于厂际协作,应采用完全互换性; 至于厂内生产的零部件的装配,可以采用不完全互 换性。例如,减速器上使用的滚动轴承,它与厂外 产品(厂外其他零件)配合的内圈内孔部位和外圈 外圆柱表面部位应具有完全互换性,而它本身在轴 承厂内装配的零件和部位则可以不具有完全互换性。
滚动轴承(图6-1)
10
第一章 绪 论
2
第二章 几何量测量基础
第三章 孔、轴公差与配合
第四章 几何公差与几何误差检测
第五章 表面粗糙度轮廓及其检测
第六章 滚动轴承的公差与配合
第七章 孔、轴检测与量规设计基础
第八章 圆锥公差与检测
第九章 圆柱螺纹公差与检测
第十章 圆柱齿轮公差与检测
第十一章 键和花键联结的公差与检测
第十二章 尺寸链
优先数系的选用顺序为: R5→R10→R20→R40→R80 Rr →Rr/p
§3 几何量检测概述
17
制定了先进的公差标准,对机械产品各零部件
的几何量分别规定了合理的公差,若不采取适当的
检测措施,那么,规定的公差形同虚设,不能实现
零部件的互换性。因此,应按标准或技术要求进行
检测,不合格者不予接收,方能保证零部件的互换
三、互换性的种类
6
在不同场合,零部件互换的形式和程度有所
机械制图第7章-轴套类零件的表达与识读课件

局部放大图应尽量画在被放大部分的附近。 当同一零件有一处被放大时,应在局部放大图的上方标注所采用的比例。
如果同一零件有几处被放大时,必须用罗马数字依次标明被放大的部位,并 在局部放大图的上方标注出相应的罗马数字和所采用的比例。
如果同一零件有几处被放大时,必须用罗马数字依次标明被放大的部位,并 在局部放大图的上方标注出相应的罗马数字和所采用的比例。
7.2.2 局部放大图和与轴套类零件有关的简化画法
1.局部放大图 用大于原图形所用的比例绘制出的图形,称为局部放大图。零件的细小结构在
视图中表达不清,或不便于标注尺寸和技术要求时,可采用局部放大图表达。局 部放大图可画成视图、剖视图或断面图。
7.1轴套类零件的结构分析
7.1.1轴套类零件的结构特点
1 .轴类零件 轴类零件一般是由同轴线上不同直径的圆柱体(或
圆锥体)构成的。圆柱体的直径,由机械设计计算得到。 轴零件作用之一是承载传动件,为满足装配要求,有时 需在轴上加工键槽、凹坑(安装紧定螺钉)结构。有时 由于使用要求,会在轴上加工螺纹,或在轴端加工出平 面。
l (3)知道轴上的工艺结构如螺纹退刀槽、砂轮越 程槽等,常采用局部放大图。
l (4)会画上述的轴套零件的各种表达方法。 l (5)基本掌握轴套零件的读图方法。
思考题
l (1)轴套类零件的结构特点是什
么?
l (2)轴套类零件的尺寸基准有哪
些?
l (3)轴套类零件在尺寸标注时有
哪些要求?
3.尺寸分析,找出尺寸基准,搞清形体间
重合断面图
重合断面图
l ⑴ 移出断面图的画法及标注 移出断面图画 在视图之外,轮廓线用粗实线绘制。
第3讲 孔、轴结合尺寸精度设计与检测资料
配合类别。
(附加习题2):查表确定
30 Η8 f7
,30
F8 h7
,25
Η7 p6
配合中孔、轴的极限偏差,画公差带图 。指出配合类型,挑任
一组标注。
24
(作业题7):已知
50
Η6 r5
0.016
0,
00..003445
50
Η8 e7
(作业题9):试查标准公差和基本偏差表确定下列孔、轴公差
带代号。 1轴40 0.033 ;
0.017
2轴18 0.046 ;
0.028
3孔18 0.046 ; 4孔18 0.046 ;
0.028
0.028
25
公差与配合习题2
(附加习题3):已知相互配合的孔、轴的基本尺寸 D(d)=40mm ,孔的极限尺寸为Dmax= 40.025mm,Dmin= 40mm,轴的极限尺寸为dmax= 39.975mm, dmin=39.959mm,
25
0.020 0.033
25 0.021
TD
孔
+
0
零线
-
Td
轴
基本尺寸
6
三.配合 1.定义: (1)D= d , 基本尺寸相同 (2)相互结合的孔、轴
之间的关系,用公差带相互的位置关系来体现
2.间隙和过盈
(孔的尺寸)-(轴的尺寸) ≥0 ≤0
间隙X 过盈Y
间隙:
最大间隙: Xmax=Dmax-dmin=ES-ei 最小间隙: Xmin=Dmin-dmax=EI-es 平均间隙: Xav=1/2•(Xmax+Xmin)
第六章 孔、轴检测与量规设计基础
§1 孔、轴实际尺寸的验收
§2 光滑极限量规 §3 功能量规
重点:
验收极限的确定; 光滑极限量规的设计原理; 光滑极限量规的设计计算
我国相关的国家标准:
难点: 光滑极限量规的设计计算
GB/T 3177-2009《产品几何技术规范(GPS) 光滑工件尺寸的检验》 GB/T 1957-2006《光滑极限量规 技术要求》 GB/T 8069-1998《功能量规》
规
规
孔
轴
适用场所不同
工 验校 作 收对 量 量量 规 规规
生
检
计
产
验
量
车
部
部
间
门
门
二、光滑极限量规的设计原理——泰勒原则
设计光滑极限量规时,应遵守泰勒原则(极限尺寸判断原则)的规定。
Dfe dfe
图7-7 孔、轴体外作用尺寸 Dfe、 dfe与实际尺寸 Da、 da
1—实际被测孔;2—最大的外接理想轴
(2)不内缩方式验收极限
不内缩方式的验收极限是以图样上规定的
上极限尺寸和下极限尺寸分别作为上、下 验收极限,即取安全裕度为零(A=0), 因此
KS
L; max
Ki Lmin
图7-2 工件尺寸公差带及验收极限
y
2、验收极限方式的选择
① 对于遵循包容要求的尺寸和标准公差等 级高的尺寸,其验收极限按双向内缩方式 确定。
轴用量规——环规或卡规
孔用量规——塞规
光滑极限量规有通规和止规,应成对使用。
常见量规的结构形式
◆量规按用途分类:
(1)工作量规——指在零件制造过程中操作者所使用的量 规。 分为通规“T”和止规“Z”。
第7章机械零件精度测量基础知识
4、偏差:极限尺寸减其公称尺寸所得的代数差。尺寸偏差 分为上极限偏差和下极限偏差两种,即:孔的尺寸偏差为
ES(上偏差)=Dmax-D EI(下偏差)=Dmin-D 轴的尺寸偏差为 es(上偏差)=dmax-d ei (下偏差)=dmin-d
2.3 游标卡尺与千分尺
2.3.1 游标卡尺 游标卡尺是一种测量精度较高、使用方便、应用广泛的
量具,可直接测量工件的外径,内径、宽度、长度、深度尺 寸等,其读数准确度有0.05mm和0.02mm二种。图7-10所示为 游标卡尺简图。
第7章 机械零件精度测量基础知识
轴类零件
箱体类零件
加工的零件合格吗?如 何检测呢?
第7章 机械零件精度测量基础知识
第1节 公差、配合与粗糙度 第2节 测量工具和测量仪器
第1节 极限、配合与粗糙度
工件加工时不可能做的绝对准确,总有误差存在,工件 的误差可分为:尺寸误差和几何形状误差。 1、尺寸误差 工件加工后的实际尺寸与理想尺寸之差。 2、几何形状误差 (1)宏观几何误差 (2)微观几何误差 (3)相对位置误差 3、公差
件是否合格或者超差多少的过程叫做检验。显然,检验是具 有测量(或计量)和验收的双重意义。
2.1.2测量器具的分类
2.2 钢直尺和卡钳
2.2.1 钢直尺
2.2.2 卡钳 卡钳是一种简单的间接测量工具,卡钳分为内卡钳和外
卡钳两种,内卡钳用来测量内径和凹槽,外卡钳用来测量外 径和平面的。它们本身都不能读出测量结果,而是把测量到 的尺寸在钢直尺读数;或者在钢直尺上量出尺寸,再去检验 零件的尺寸是否合格。
第7章机械零件精度测量基础知识
轴类零件
箱体类零件
《机械基础 》(多学时)教学课件
加工的零件合格吗?如 何检测呢?
《机械基础 》(多学时)教学课件
第7章 机械零件精度测量基础知识
第1节 公差、配合与粗糙度 第2节 测量工具和测量仪器
《机械基础 》(多学时)教学课件
第1节 极限、配合与粗糙度
工件加工时不可能做的绝对准确,总有误差存在,工件 的误差可分为:尺寸误差和几何形状误差。 1、尺寸误差 工件加工后的实际尺寸与理想尺寸之差。 2、几何形状误差 (1)宏观几何误差 (2)微观几何误差 (3)相对位置误差 3、公差
《机械基础 》(多学时)教学课件
1.3.2表面粗糙度的符号及其标注
《机械基础 》(多学时)教学课件
1.3.3 表面粗糙度的选用
表面粗糙度参数值的选用,应该既要满足零件表面的功 能要求,又要考虑经济合理性。具体选用时,可参照已有的 类似零件图,用类比法确定。
在满足零件功能要求前提下,应尽量选用较大的表面粗 糙度参数值,以降低加工成本。一般地说,零件的工作表 面、配合表面、密封表面、运动速度高和单位压力大的摩擦 非工作表面、非配合表面、尺寸精度低的表面参数值应考参
TD=|ES-EI| 轴的公差
Td=| es- ei| 6、零线、公差带和公差带图 零线是在公差带图中,确定偏差时的一条基准线。 公差带是代表上、下偏差的两条直线所限定的一个区域。 公差带图可以直观地表示出公差的大小及公差带相对于零线 的位置。
《机械基础 》(多学时)教学课件
《机械基础 》(多学时)教学课件
公差是允许工件尺寸、几何形状和相互位置变动的范 围,用以限制误差。误差是在加工过程中产生的,而公差是 由设计人员给定的。
《机械基础 》(多学时)教学课件
检验50H7f6孔和轴的量规设计
光滑极限量规是一种适用于大批量生产无刻度的专用量具,结构简单设计方便、可靠、验收效率高。
因此,在大批量生产中得到广泛应用。
零件图样上被测要素的尺寸公差和形位公差按独立原则标注,一般使用通过计量器具分别测量。
当单一要素的孔和轴采用包容要求标注时,则应使用光滑极限量规(简称量规)来检验,把尺寸误差和形状误差都控制在尺寸公差范围内。
检验孔的量规称为塞规,检验轴的量规称为卡规或环规。
量规有通规和止规,通规和止规应成对使用。
通规用来模拟最大实体边界,止规用来检验孔或轴的实际尺寸是否超过最小实体尺寸。
用量规检验零件时,只要通规通过,止规不通过,则说明被测件是合格的。
量规的设计是作为负责机加工艺的管理者,必须掌握和熟悉工作量规的设计。
关键词:量规塞规检测Smooth is a limit of the regulation applies to non-scale mass production of special measuring tools, simple designConvenient, reliable, efficient acceptance. Therefore, the mass production of the widely used.Parts of the design elements tested on Tolerance and geometric tolerance marked by the principle of independence, generally through the use of measuring devices were measured. When elements of a single-axis and require tagging used inclusive, should limit the use of smooth gauge (gauge) to test the size and shape of error error in the control of all sizes within the framework of tolerance. Test hole of regulation known as the Cypriot regulatory, inspection and regulation known as the axis of the card or ring. Gauge-regulation and only a regulation, and only regulation-regulation should be used in pairs. - Regulations used to simulate the largest entity boundary, the only hole used to test the actual size or whether the shaft more than the minimum physical size. The amount of testing components, as long as the regulation-through, not only through regulation, then tested pieces is qualified.Gauge is responsible for the design of the machine and managers must be familiar with the workload of the master and the design.Key words: gauge plug detection前言 (1)1.工作量规 (2)2.设计原则 (2)2.1泰勒原则 (2)2.1.1量规尺寸要求 (2)2.1.2量规形状的要求 (2)2.2量规的公差带 (2)2.2.1工作量规公差带 (3)2.2.2校对量规的公差带 (3)3、工作量规设计步骤 (5)4、计算说明 (5)5、量规的技术要求 (6)5.1量规材料 (6)5.2形位公差 (6)5.3表面粗糙度 (7)6、量规材料选用说明: (7)6.1合金工具钢 (7)6.2冷作模具钢 (8)6.3设计量规的所选材料 (8)6.4 制造工艺 (8)7.使用说明 (8)7.1 量规的使用型号 (8)7.2 使用参数要求 (8)8、量规的使用和维护注意事项 (9)8.1 使用量规注意事项 (9)8.2维护量具注意事项 (9)结束语 (10)参考文献 (11)致谢 (12)光滑极限量规是一种没有刻度的专用检验工具。