水喷射加工技术的现状与发展
喷水织机原理
喷水织机原理喷水织机原理是指织机采用水力喷射技术进行织造的一种高速织机。
喷水织机的原理是利用喷头以高速将织物和水射出,通过加压机的作用,使液体喷出形成水柱,与工作台上的织物相互交织,从而实现高速织造。
该技术广泛应用于纺织、印染、高档服装制造、家具和汽车座椅等领域。
下面将详细介绍喷水织机的原理。
一、水力喷射技术简介水力喷射技术又叫高压喷射技术,是一种利用液体、气体或其混合物以高速流动对需要处理的物质造成一定冲击力的工艺技术。
喷头是水力喷射技术的核心部件,其结构和喷孔数量、大小等参数决定了喷液的流量、速度和方向。
喷头是通过泵将水或其他液体送入,液体在喷头内被压缩和加速,然后通过喷嘴喷出,形成高速喷射流。
喷射流具有高速、高压、高冲击力等优点,被广泛应用于各种加工和生产领域。
二、喷水织机的组成和工作原理喷水织机由电机、喷头、加压泵、控制系统、织造机构等组成。
下面分别介绍各个组成部分的作用和工作原理。
1、电机电机是喷水织机主轴的驱动装置,通过电机带动主轴旋转,控制面料的传动和位置。
2、喷头喷头是喷水织机最核心的部件之一,其作用就是将水或其他液体以高速喷射到织物表面上。
目前市场上的喷头有机械式喷头、压力式喷头、电子喷头、机电喷头等多种型号。
其喷头原理是通过液体的高速喷射来使织物上的纱线交织从而形成织物。
3、加压泵加压泵是喷水织机中比较重要的部分之一,其作用是将水或其他液体打成高压水柱。
通常会采用离心泵或柱塞泵来实现液体的加压。
加压泵的压力大小以及泵出的流量大小会直接影响到喷头的工作效果和喷液压力,同时也会影响到织物的成品质量。
4、控制系统控制系统是喷水织机的重要组成部分之一,通过对控制系统的设置、调节和监控织机的各个参数来实现实时控制和织布的自动化操作。
控制系统主要由传感器、电气元器件、PLC和PC等组成,通过电气设备的联锁保证喷水织机的正常运行,并实现各种参数的计算调节和控制。
5、织造机构喷水织机的织造机构包括织机机架、织布机轮和传送带等部分。
磨料水射流抛光技术及其发展

邵飞等 磨料水射流抛光技术及其发展磨料水射流抛光技术及其发展邵飞,刘洪军,马颖(兰州理工大学有色金属新材料重点实验室,甘肃兰州730050) [摘 要] 磨料水射流抛光技术是应用于表面抛光加工的新技术。
利用含有细小磨料粒子的抛光液在高压作用下,与工件表面发生冲击、冲蚀而微去除材料,以达到抛光目的。
论述了磨料水射流抛光技术的基本原理和特点,以及影响抛光效果的主要工艺参数,并对其发展趋势进行了展望。
[关键词] 磨料水射流;表面抛光;磨料;工艺参数[中图分类号]TG175;TP69 [文献标识码]A [文章编号]1001-3660(2007)03-0064-03Polish i n g Techn i ques and D evelop m en t of Abra si ve W a ter JetSHAO F ei,L I U H ong 2jun,M A Ying(Key lab .of Advanced Non 2ferr ousMaterials,Lanzhou University of Science and Technol ogy,Lanzhou 730050,China )[Abstract] Polishing technique of abrasive water jet (AWJ )is an advance p r ocess which can be app lied t o sur 2face polishing .It makes use of high p ressure liquid which has tiny abrasive t o for m an effect of i m pact and er osi on on work 2p iece for polishing pur pose .The postulate and s pecialty of AWJ were summarized .The mostly technique para meters were illum inated .The tenydency of AWJ was vie wed .[Key words] Abrasive water jet;Surface polishing;Abrasive;Pr ogress para meter0 引 言[收稿日期]2006-11-31[作者简介]邵飞(1976-),男,江苏宜兴人,在读硕士,主要从事S LA 原型表面处理的相关技术研究。
溶液喷射纺丝技术的基本原理及其纤维应用

(a )装置整体结构 (b )针头示意图图片来源:文献[1]。
图 1 溶液喷射纺丝法工艺流程根据研究,溶液喷射纺丝技术克服了熔喷纺丝技术只能加工热塑性聚合物以及静电纺丝生产效率低的缺陷,具有材料来源广泛、设备操作简单、安全风险低、纺丝效率高等优点。
近年来,有关该纺丝技术的研究逐渐成为热点,相关主题(包括基本原理相同的技术)的论文数量总体上呈增长态势(图始明显增长,这也在一定程度上印证了其在业内的受关加压气体注射泵压力表喷嘴接收距离接收网气流P P P 聚合物溶液气体/溶液边界空气/射流边界电阻会随间距的出现和扩展而逐渐增加,从而使电流减小。
而在释放应变的过程中,导电粒子因为改性膜的柔韧性可以重新连接,从而使得电阻恢复到原始阻值。
如图 6(b )所示,改性膜随着腕部不同程度的弯曲,电阻也发生了不同程度的改变,在肘部弯曲产生较大形变时,膜表面及内部的导电粒子间距增大,导电性能发生较明显变化,所以电阻变化更明显。
此外,在经过不同弯曲程度的重复弯曲运动时,也几乎能恢复初始电阻,说明改性膜有较好的弯曲重复性和稳定性。
3 结论(1)以丁二酸酐为中间体,可成功将类球形分子结 (a )人体手指弯曲 (b )人体腕部弯曲图 6 改性膜在人体不同部位不同弯曲程度和放松情况下的电阻变化率-时间变化情况时间/s 时间/s128400 5 10 15 20 25***********电阻变化率/%(a )直径为0.2 mm 的商业喷枪 (b )放置针的喷嘴注:图(a )来源于文献[3],图(b )来源于文献[4]。
图 3 不同的喷嘴807060504030201002012 2013 2014 2015 2016 2017 2018 2019 2020年份聚合物溶液储备器压缩气体入口溶液气体气体气体纳米纤维纤维(a)15 mg/mL (b)25 mg/mL (c) 50 mg/mL图片来源:文献[8]。
图 4 不同浓度PMMA溶液所纺纤维的SEM图像溶液流量、气压及接收距离等工艺参数对纳米纤维的形成也有影响。
水切割技术简介

水切割技术简介一、何谓水切割技术水切割技术又称水刀、水射流技术,是真正的冷切割。
它是将普通的水经过压力系统增压后所产生的高能量水流,再通过一个极细的沙管喷嘴,以每秒近千米的速度喷射出水流进行切割,这种切割技术称为水切割技术。
水切割技术是世上公认的最通用的也是发展得最快的技术。
相对其它切割技术而言,水切割不会产生有毒有害的气体或液体,并且也不产生有毒有害的物质或蒸汽。
水切割加工后,在被加工件表面不会产生热反应区或机械应力残留。
水切割技术是一种万能的、高产能的冷切割技术。
二、水切割技术分类水切割技术是所有涉及到水切割所使用的相关技术范畴,其技术分类及设备类型的划分可按照以下方式进行详细划分:水切割技术按照压力大小可分为高压水切割技术和低压水切割技术;按照设备体积分类可分为大型水切割技术和小型水切割技术;按照切割方式可分为后混式水切割技术和前混式水切割技术。
无论是哪种技术均属于高能冷切割技术范畴,冷切割技术是利用水作为切割载体利用磨料对物体进行高速切割的技术。
三、高压水切割技术高压水切割技术又称高压水射流技术,该技术利用驱动装置对普通进行二级或三级增压,从而形成高压水流,高压水流通过高压管路流至割枪头位置,运用虹吸原理将磨料存储装置中的磨料吸入枪头位置并同高压水流进行混合,形成高压水砂混合流并从喷嘴射出,以此来切割物体。
这种技术称之为高压水切割技术。
利用该技术可对几乎所有物体进行切割,如钢板、大理石、石材、塑料、木头、纸类、玻璃、陶瓷、铝板、铜板以及其他耐热性较差和其他易燃物体。
利用此种技术最大程度的克服了在切割过程中材料变形及机械应力对加工部件在成的影响。
该技术具有应用范围广、切割质量高、环保、减少毛刺等特点,另外高压水切割技术主要用于生产加工方面,利用数控技术将割枪头放置于数控机床,通过对所设计图案进行简单的编程,就可对编程图形进行准确切割,且无需更换刀具。
使用简单方便,是对部件进行加工的又一新选择,且在实际应用中拥有良好的表现。
高压水射流切割技术综述
‘_ l■ 口
高压 水 射 流切 割技 术综 述
达 明艳
( 南京师范大学电 自学院 江苏 南京 2 0 9 ) 1 0 7
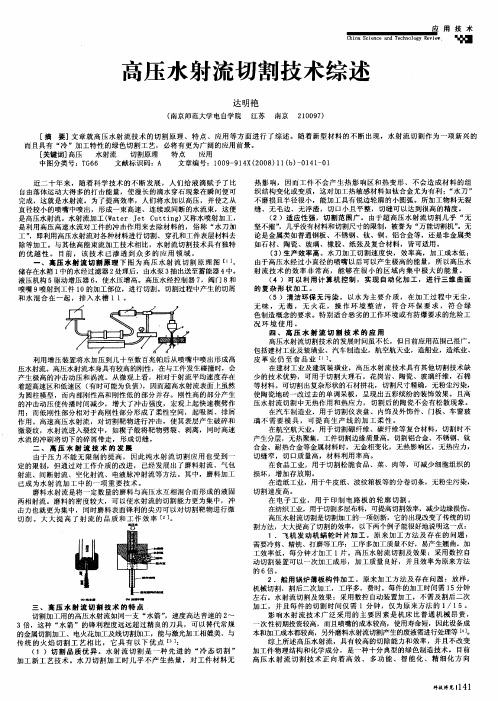
[ 摘 要] 章就 高压 水射 流技术 的切割 原理 、特 点 、应用 等方 面进 行 了综述 。 随着 新 型材 料的 不断 出现 ,水射 流切 割作为 一项 新兴 的 文 而 且具有 “ ”加工特性 的绿色切割 工艺 ,必将有 更为广 阔的应用前 景 冷 [ 关键 词] 高压 水射 流 切割原理 特点 应用 中图分类 号:T 6 G6 文献标 识码:A 文 章编 号:1 0 — 1 X( 0 8 ( ) 01 卜 0 0 9 9 4 2 0 )1 b 一 4 l l
一
、
利用 增压装置将水加压 到几十至数 百兆帕后从喷 嘴中喷 出形成 高 压水射流。高压水射流本身具有较高的刚性 ,在与工件发生碰撞时,会 产生极高的冲击动压 和涡流 。从 微观上看 ,相 对于射流平均速 度存在 着超高速 区和低速区 ( 时可 能为 负值 ) 有 ,因而超高水射流表面上虽然 为圆柱模型 ,而 内部刚性高和刚性低 的部分并存 。刚性 高的部分产 生 的冲 击动压使传播时 间减少,增 大 了冲击 强度 ,宏观上起 快速楔劈作 用 ;而低刚性部分相对 于高刚性部分形 成 了柔性 空间,起 吸屑、排屑 作用 。高速高压水射流 ,对切割靶物进 行冲击 ,使其表层产 生破 碎和 微裂纹 ,水射流进入裂 纹中,如楔 子般 将靶物劈 裂、剥离 ,同时高速 水流 的冲刷将切 下的碎屑带走 ,形成 切缝 。 二 、 高 压 水 射 流 技 术 的 发 展 由于 压力 不能无 限制 的提 高 ,因此 纯水 射流 切割 应用 也受 到一 定 的限制 ,但 通过对工 作介 质的改进 , 已经发展 出了磨料射流 、气包 射流 、间断射 流 、空化射流 、 电液脉冲射 流等方法 。其 中,磨料 加工 已成 为水 射流 加工 中 的一项 重要 技术 磨料水射流 是将 一定数量 的磨 料与高压水互 相混合而形成 的液 固 两相射流 。磨 料的密度较大 ,可 以使水射 流的切割 能力更为集 中,冲 击力也就更 为集 中, 同时磨料表面锋利 的尖刃可 以对切 割靶物进行微 切 削 。大 大 提 高 了射 流 的 品质 和 工 作 效率 [ ] 2。
特种加工技术研究现状及发展趋势
膛线 加工 , 电机 的叶片 加工 , 发 花键孔 、 内齿 轮 、 深孔 加工 , 以及 电解 抛光 、 倒棱 、 毛刺 等 。 去
料硬度 限制, 可加工任何硬 、 、 、 脆 韧 软的导电材料。 ②加工时无显著作用力 , 发热小( 发热仅局限于放电 区极小 范 围 内)适 于加工 小 孔 、 壁 、 , 薄 窄槽 、 面 、 形 型 腔及曲线孔等, 且加工质量好 。精加工时, 加工尺寸 精 度可 达 0 05-0 0 mm, 面 粗糙 度 可 达 R .0, .1 - 表 a为 0 1 . 5m。③脉 冲参数调 整方便 , . ~O 0 u 可一次安装 完 成粗 、 精加工 。④ 易于实 现 自动化 。 目前 , 际应用 的 电火 花 加工 主要有 两种类 型 , 实
证加工精度和提高效率 。⑤特种加工方法 的材料去
收稿 日期 :O O 5 1 2 1 一0 —3 作者 简介 : 刘
伟( 9 2 ) 男 , 18 - , 湖北麻城人 , 在读研究生 , 主要从 事机械设 计制造教学 和研究工作 .
陕西 国防工业职业技术学 院
并带动工具电极缓慢 向工件进给。
主要不是 依靠 机械 能 , 而是 用 其 他 能量 ( 电 能 、 如 光
熔化、 化; 气 热膨 胀 ; ③抛 出蚀 除物 ; 间隙介 质 消 电 ④
离 ( 复 绝缘状 态) 恢 。
能、 声能 、 热能、 化学能等) 去除材料 。②传统加工方 法要 求刀 具 的硬度 必须 大于 工件 的硬度 , 以硬切 即“ 软 ”而对 于特种 加 工 , ; 由于 工具 不受 显 著 切 削力 的
密 、 细 、 杂形状 零件 的加 工 等 。 微 复 特种 加 工技术 有 以下 几 个 特 点[ : 加 工 方 法 s① ]
喷射式真空加工技术的应用研究
( ) 计计 算模 块 : 模块主 要完 成单 级喷射 器或 多级 蒸汽 喷射 冷 凝式真 空 系统 的设 计计算 。 2设 该
・ 收 稿 日期 :0 1 1 6 2 0 —1 —0
作者简介 :  ̄
( 9 7 ) 男, 1 5 - , 陕西武功县人 , 教授, 究方 向: 研 真空技术, 机械 制造 自动化
第 1期
文 怀 兴 等 : 射 式 真 空 加 工 技 术 的 应 用 研 究 喷
‘6 9‘
() 3 图形 生成 模块 : 该模 块主要 完成 喷射 器及冷 凝器 主要零 件 的参 数化 图形绘 制 和装 配 图的 自动
生 成功 能 。
() 4 喷管 曲 面数 控加 工 模块 : 模 块编 制 了 喷管 曲线 的数 控 加工 程 序 以及 喷 管 曲 面零 件 图的绘 该 制。 () 5 喷射 泵 工作过 程 动态模 拟模块 : 模块主 要模 拟单级 喷射 泵工 作 时汽流 的动 态过 程 。 该
有 工作 性能 稳定 , 保养 维修工 作 量少 , 构 简单 , 结 易于制造 等优 点 。在研 制成功 的多台真 空设 备 中 , 都
配 置 了多级 喷射 冷凝 式真 空系统 , 提高 ቤተ መጻሕፍቲ ባይዱ设备 的工 作性能 和加 工 产品的 质量 , 为企 业创 造 了 良好 的社
会 经济 效益 。
1 蒸 汽喷射 式真 空泵 的设 计
蒸 汽在 喷射 泵 内的流 动 , 于变截 面管道 的流 动 问题 , 它 内在 的规律 性 。 质流经 喷管 时 , 力 属 有 工 压 降低 , 速度 增高 , 喷射 出来 的高速 汽 流 , 用来 引射 低压 汽流 ; 可 合理 的管道 截 面积 变 化 规律 , 引 射低 对 压汽流 的能 力影 响极大 。 喷射 泵 的设 计 应使 其形状 和尺寸 尽量 符合气 流 膨胀或 压缩 所需 要 的条件 , 以 使 喷射 泵达 到尽 可能高 的效 率 。但 是 , 由于 喷射 泵 中蒸汽 流动 的热 力过 程 比较 复杂 , 目前这 方面 的理 论 计算 还 不完 善 , 算 中一些 参 数 、 计 系数也 缺乏 足够 可靠 的数 据 , 使 理论 计 算与 实 际 过 程有 较 大差 致 距 为此 , 作者 根据 多年 来 的设 计 实践 , 用经 验设计 与理 论计 算相 结合 的方法 , 化 了设 计 参数 , 采 优 开 发 了集计 算机 辅助 设计 与制造 于 一体的应 用软 件系统 。 喷射 式真 空泵 应用 软件是 基 于分级模 块化 的设 计思 想 , 融分 析 、 计算 、 图于一 体 。 由一个 主模 绘 它 块和 四个 子模 块组 成 ; 过菜 单提 示 , 通 人机 对话 形式实 现各 模块 的调 用 () 1 主控模 块 : 它的 功能是 连接 和管理 各模 块 , 用户 和计算 机之 间提供 良好 的界 面 。 为 分级 模 块全 部 以菜单 形式 列 出 , 用光 标键 可方便 地选 择 。各 模块 之 间既可相 互调 用又 可独 立运行 。
磨料水射流抛光技术
oi ok l P o 伴s e h b a c l h pl i t s 气 ty u c w i h o p s P ・ s g 困r b e o a f is cvo e a m x e s
硕士学位论文
K y 。 :5 r t ; r l wa rc Plh g P 5.沪 功加: u c e, 川5 1 o y A av t j oi i ; r 1 . et s司 e 人p t p b s e e t oe : sn 眠 吕 抽
h a t v b l c r0 P s f e h e T efc r a ut P t ye r‘ r g.s胡d o eebl e a m . r e c c o h o t ua o u s u sm t n u P a e 招a C q r e
v i n T e l p 面n e n u a ts a bn a n y g e.b 加tr i g t bi p a erh e e gi b u吨 Obgn e s roo a t l
拍u ns 沙 c
兰州理工大学 学位论文原创性声明
本人郑重声明: 所呈交的论文是本人在导师的指导下独立进行研究所取得的 研究成果。 除了文中特别加以标注引用的内容外, 本论文不包含任何其他个人或 集体已经发表或撰写的成果作品。 对本文的研究做出重要贡献的个人和集体, 均 己在文中以明确方式标明。本人完全意识到本声明的法律后果由本人承担。
原型的过程1 1 3 。 快速成型制造思想的初始思路如图11 . 所示, 将三维实体截成一系列连续薄切片的
本学位论文属于
1 、保密口,在
2 、不保密团。
年解密后适用本授权书。
) ’ ( 请在以上相应方框内打 “矿,
作者签名: 导师签名:
高压水射流切割技术原理及其应用研究
高压水射流切割技术原理及其应用研究作者:葛军来源:《中国新技术新产品》2013年第06期摘要:本文主要介绍了高压水射流切割技术的发展概况、工作原理和在一些行业的应用,同时期待中国的高压水射流切割技术能够进一步发展,最终能够实现自主研发。
关键词:高压水射流切割技术;发展概况;工作原理;在行业的应用中图分类号:TG356.25 文献标识码:A高压水射流切割技术是近几年发展起来的一种高科技、新型切割技术,凭借清洁安全、高效、强劲等特点,在中国的采矿业、机械制造业、航天业、军工等行业占据一席之地。
1 水射流技术和高压水射流技术中国古代就有“天下莫柔于水,驰骋天下之至坚“的名句及“水滴石穿“的成语,这些都包含有以柔克刚的观念。
水射流切割技术和高压水射流切割技术就是这一观念的延伸和实践。
水射流切割技术,顾名思义就是利用水来切割某些物质的技术。
这一技术的实现,通常情况下要靠一些装置或设备来完成,主要设备有发动机、增压器或者水泵、喷嘴、开关等。
通过这几个装置之间动能的相互转化,最终使水具有强大冲击力,之后便可对特定物质进行切割。
高压水射流切割技术,就是利用高压发生装置及恒压系统,来进行水射流切割,这种技术一般要增压器的增压能力要相当强大,设备功率相对也就大,同时为提高切割质量,在高压水中添加了固体磨料,达到了提高切割速度和质量的目的。
2 高压水射流切割技术的发展概况采矿业是高压水射流切割技术的源头。
在19世纪中叶,高压水射流技术第一次被北美人用来开采质地较为疏松的矿床。
而中国应用高压水射流切割技术来开采矿石,要追溯到20世纪50年代,当时前苏联和中国的专家们利用水射流的冲击和输送作用,进行矿石的开发,这些技术都大大提高了采矿业的工作效率。
然而,这一时期的水射流技术仍旧属于低压水射流。
20世纪60-70年代,人们渐渐开始利用增压装置,如增压器、高压泵、高压管件等,来完成水射流技术由低压向高压的过渡。
当然这一时期的水射流技术还是普遍在采矿业中使用。
特种加工技术及其在实践中的运用研究
特种加工技术及其在实践中的运用研究摘要:在对特种加工技术的分类和适用范围进行分析以后,对机械特种加工技术、热特种加工技术和电气特种加工技术在实践中的运用进行了分析,包括这些技术的优点、适用作业以及发展趋势。
关键词:特种加工技术技术运用1. 引言特种加工技术与使用刀具和磨具等切除多余材料的加工方法不一样,它不是传统意义上的材料加工方法,它是对传统加工方法的改进和补充。
所谓的特种加工技术是直接利用电能、热能、声能、光能、化学能和电化学能,有时也结合机械能对工件进行的加工技术。
对于高硬度材料和复杂形状、精密微细的特殊零件,特种加工有很大的适用性和发展潜力,在模具、量具、刀具、仪器仪表、飞机、航天器和微电子元器件等制造中得到越来越广泛的应用。
本文接下来将对特种加工技术的分类及在实践中的运用进行研究。
2.特种加工技术的分类及其适用范围2.1 机械特种加工技术。
机械特种加工技术与切削加工这种传统的加工方法不同,它对于材料的处理是结合机械进行热能等加工。
在实际运用中,发展出了多种有所差别的机械特种加工技术,包括液力加工技术、磨料流动加工技术、低应力磨削加工技术、磨料喷射加工技术、热辅助加工技术、喷水加工技术、超声波加工技术以及全成型加工技术这8种类别。
机械加工技术在切割、抛光、研磨、去毛刺、穿孔、拉削、磨削和套料等加工领域尤其适用。
2.2 热特种加工技术。
热特种加工技术在应用中不断完善和发展,到今天已经发出了以下几种不同的方法:电子束加工技术、电火花磨削加工技术、电火花线切割技术、电火花成型加工技术、电火花切割技术、等离子束加工技术、激光加工技术。
在应用中,热特种加工技术也有其适用的范畴,一般来讲,钻孔、车削、磨削、成型、切割、划线和开割等加工适合采用热特种加工技术。
2.3 电气特种加工技术。
这通常又被叫做电化学加工或者电解加工,在运用这种方法的过程中,需要将加工对象置于直流电场或者电解溶液中进行阴极溶解这种电化学反应,从而达到对金属工件进行加工的目的。