管道焊接检查表格
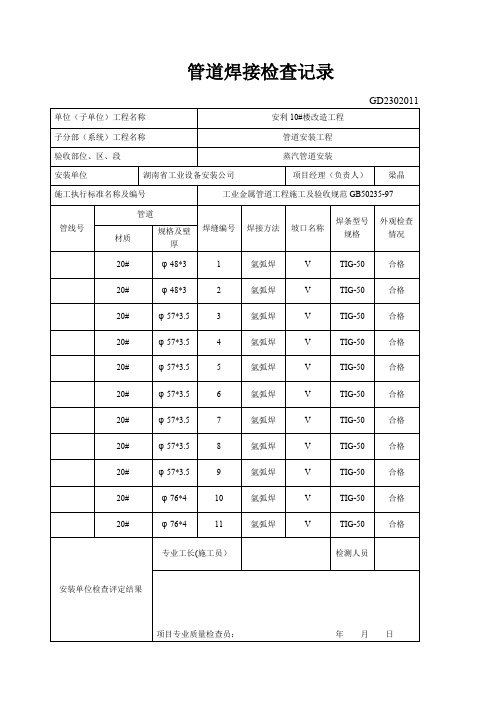
管道焊接检查记录
材质
规格及壁厚
20#
φ76*4
12
氩弧焊
V
TIG-50
合格
20#
φ76*4
13
氩弧焊
V
TIG-50
合格
20#
φ76*4
14
氩弧焊
V
TIG-50
合格
20#
φ76*4
15
氩弧焊
V
TIG-50
合格
20#
φ76*4
16
氩弧焊
V
TIG-50
合格
20#
φ76*4
17
氩弧焊
V
TIG-50
合格
20#
φ76*4
18
φ89*4.5
72
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
73
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
74
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
75
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
76
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
77
氩弧焊
V
TIG-50
合格
安装单位检查评定结果
氩弧焊
V
TIG-50
合格
20#
φ76*4
19
氩弧焊
V
TIG-50
合格
20#
φ76*4
20
氩弧焊
V
TIG-50
管道-管件现场焊接(熔接)检查记录
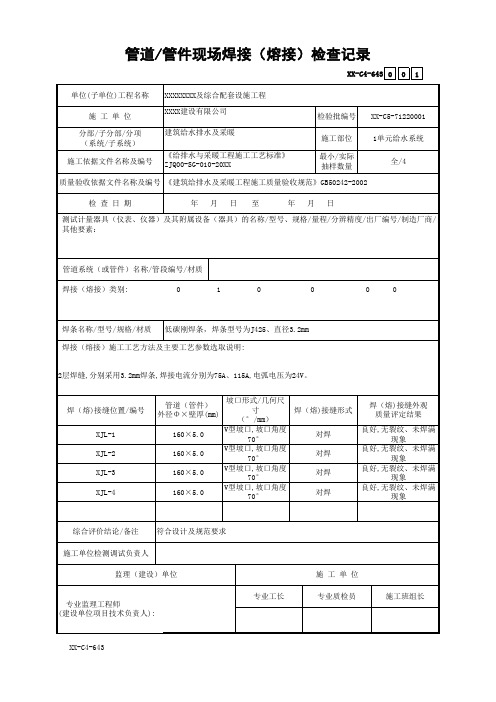
焊接(熔接)类别:
0
1
0
0
0
0
焊条名称/型号/规格/材质 低碳刚焊条,焊条型号为J425、直径3.2mm 焊接(熔接)施工工艺方法及主要工艺参数选取说明:
2层焊缝,分别采用3.2mm焊条,焊接电流分别为75A、115A,电弧电压为24V。
焊(熔)接缝位置/编号
XJL-1 XJL-2 XJL-3 XJL-4
管道(管件) 外径Φ×壁厚(mm)
坡口形式×5.0
V型坡口,坡口角度 70°
160×5.0
V型坡口,坡口角度 70°
160×5.0
V型坡口,坡口角度 70°
160×5.0
V型坡口,坡口角度 70°
焊(熔)接缝形式
对焊 对焊 对焊 对焊
焊(熔)接缝外观 质量评定结果
良好,无裂纹、未焊满 现象
良好,无裂纹、未焊满 现象
良好,无裂纹、未焊满 现象
良好,无裂纹、未焊满 现象
综合评价结论/备注 符合设计及规范要求 施工单位检测调试负责人
监理(建设)单位
专业监理工程师 (建设单位项目技术负责人):
专业工长
施工单位 专业质检员
施工班组长
XX-C4-643
管道/管件现场焊接(熔接)检查记录
XX-C4-643 0 0 1
单位(子单位)工程名称 XXXXXXXX及综合配套设施工程
施工单位
XXXX建设有限公司
检验批编号 XX-C5-71220001
分部/子分部/分项 (系统/子系统)
施工依据文件名称及编号
建筑给水排水及采暖
《给排水与采暖工程施工工艺标准》 ZJQ00-SG-010-20XX
施工部位
最小/实际 抽样数量
管道焊接接头射线检测比例确认表

管道编号
材质
规格
mm
管道焊接接头
施焊焊工
检测焊接接头
实际检测
比例
检测报告编号
总数
固定口数
焊工代号
施焊数量
总数
固定口数
00HSJ32
BR001
06Cr19Ni10
ф57*3
5
1
4720
5
1
1
20%
BR001-321A-50
00HSJ32
BR002
06Cr19Ni10
ф57*3
7
1
4720
X射线无损检测
检测比例
G40%、 H10%
管道编号
材质
规格
mm
管道焊接接头
施焊焊工
检测焊接接头
实际检测
比例
检测报告编号
总数
固定口数
焊工代号
施焊数量
总数
固定口数
00QFB20
BR001
06Cr19Ni10
ф57*3
8
2
0996
8
1
1
12.5%
BR001-Y2-50
00QFB20
BR002
06Cr19Ni10
BR002-302A-50
00HSJ30
BR003
06Cr19Ni10
ф57*3
18
2
0996
18
2
2
11.1%
BR002-303A-50
备注:
焊口位置与检测焊口见管道单线图与无损检测报告。
建设/监理单位
总承包单位
检测单位
施工单位
专业工程师:
管道焊接检查记录

V
3
20#
㎜
氩电联焊
V
4
20#Байду номын сангаас
㎜
氩电联焊
V
5
20#
㎜
氩电联焊
V
6
20#
㎜
氩电联焊
V
7
20#
㎜
氩电联焊
V
8
20#
㎜
氩电联焊
V
9
20#
㎜
氩电联焊
V
10
20#
㎜
氩电联焊
V
11
20#
㎜
氩电联焊
V
12
20#
㎜
氩电联焊
V
13
20#
㎜
氩电联焊
V
14
20#
㎜
氩电联焊
V
15
20#
㎜
氩电联焊
V
16
20#
㎜
氩电联焊
管道焊接检查记录
GD2302011□□
单位(子单位)工程名称
分部(子分部)工程名称
验收部位、区、段
安装单位
项目经理(负责人)
施工执行标准名称及编号
《城镇供热管网工程施工及验收规范》
序号
管道
焊缝编号
焊接方法
坡口名称
咬边情况
焊缝余高
焊缝宽度
错边情况
外观检查情况
材质
规格及
壁厚
1
20#
㎜
氩电联焊
V
2
20#
㎜
V
17
20#
㎜
氩电联焊
V
18
20#
㎜
氩电联焊
PE管焊接工序质量报验单

对中不正
加热温度不准
加热时间不够
冷却时间不够
热熔接头
电熔
处理措施
结
果
翻边不良
错边
刨边问题
承插记号深度熔材来自溢出管壁塌陷备注
上述问题超过标准要求应控制在要求允许值的20%内,严重超标必须自行返工处理好。
施工单位质检员及技术负责人对上述问题检查处理意见
质检员:(签名)技术负责人:(签名)
年月日
建设方、监理方对施工方质量自检自控检查意见
建设方代表:(签名)
现场监理:(签名)
年月日
管道(PE管)熔接施工检查记录
工程名称
管段位置
施工单位
PE管规格
焊接方法
PE管材质
焊接用材
焊缝编号范围
熔机型号
热熔:电熔:
熔机检验有效期
热熔:电熔:
焊接技术交底
交底技术人员
接受交底焊工
焊证允许代号
允许项目有效期
本段管道的焊缝经焊工本人和项目部质检员检查全部符合要求
熔接施
工人员
焊缝编号
熔接方式
管道规格
管道焊接检查记录
管道焊接检查记录日期:___年__月__日检查单位:_____________________被检查单位:_____________________检查人员:_____________________1.被检查管道基本信息管道编号:_____________________管道材质:_____________________管道规格:_____________________管道长度:_____________________2.检查内容2.1管道焊缝外观检查检查人员对管道焊缝进行外观检查,包括焊接接头、熔化区、焊道以及周围金属是否有裂纹、气孔、夹渣、不良变形等缺陷。
发现问题:_____________________处理措施:_____________________2.2管道焊缝尺寸检查检查人员使用合适的工具测量管道焊缝的尺寸,包括焊缝高度、焊缝宽度、焊缝缩口以及焊缝内外突起程度等。
发现问题:_____________________处理措施:_____________________2.3管道材质成分检测检查人员针对管道材质进行成分分析,包括化学成分及物理性能等,以验证管道材质是否符合相关标准要求。
材质成分分析结果:_____________________3.检查结果统计根据上述检查内容,对检查结果进行统计和归纳。
共检查管道数量:_____________________合格管道数量:_____________________不合格管道数量:_____________________不合格管道处理情况:_____________________4.检查结论根据检查结果,对管道焊接工艺及质量进行评价。
结论:_____________________5.检查意见和建议根据实际检查情况,对被检查单位提出相关意见和建议,以提高管道焊接质量。
意见和建议:_____________________6.检查人员签名:_____________________7.被检查单位签名:_____________________注:本检查记录仅为参考,可以根据具体检查情况进行适当调整。
管道管件现场焊接(熔接)检查记录
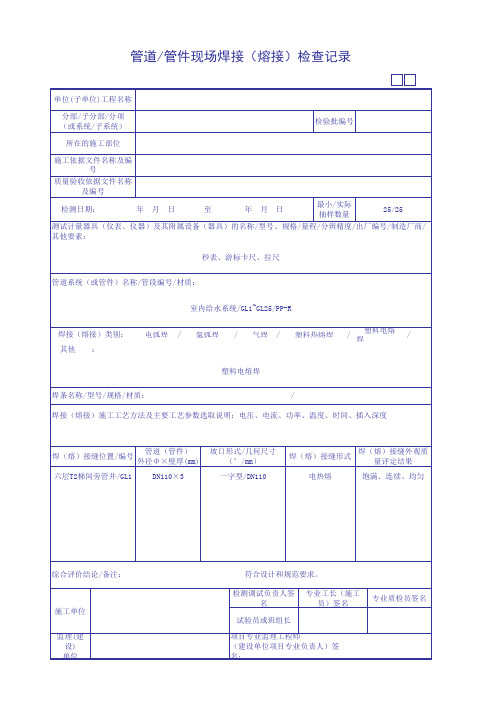
六层T2梯间旁管井/GL1
DN110×3
坡口形式/几何尺寸 (°/mm)
一字型/DN110
焊(熔)接缝形式
焊(熔)接缝外观质 量评定结果
电热熔
饱满、连续、均匀
综合评价结论/备注:
施工单位
监理(建 设) 单位
符合设计和工 员)签名
专业质检员签名
试验员或班组长
项目专业监理工程师 (建设单位项目专业负责人)签 名:
管道/管件现场焊接(熔接)检查记录
单位(子单位)工程名称
分部/子分部/分项 (或系统/子系统)
检验批编号
所在的施工部位
施工依据文件名称及编 号
质量验收依据文件名称 及编号
检测日期:
年月日
至
年月日
最小/实际 抽样数量
25/25
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/ 其他要素:
秒表、游标卡尺、拉尺
管道系统(或管件)名称/管段编号/材质:
室内给水系统/GL1~GL25/PP-R
焊接(熔接)类别: :
/
/
/
塑料电熔焊
/焊
/
焊条名称/型号/规格/材质:
/
焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度
焊(熔)接缝位置/编号
管道(管件) 外径Φ×壁厚(mm)
TSG07-2019压力管道焊缝返修及检验记录

余高
(mm)
咬边
返一次返修
返 修 原 因
缺陷性质:
返 修 位 置
底片号——↑—→
施 焊 人 员
钢印号:
返修后检验结果
检验员: 年 月 日
二次及以上返修
原因分析:(操作工艺、材料、环境等)
探伤责任人:焊接责任师:年 月 日
返修方案:
焊接责任师:技术负责人:年 月 日
返修后检验结果:
施 焊 人 员: 钢印号: 检验员:年 月 日
备注:
如产生批量返修或缺陷性质严重的需由检验员填写信息反馈处理单
有限公司
QB/SLSB04-18-05
焊缝返修检查记录
产品编号:
产品名称:
图号:
焊缝编号
材料牌号
规格
返修情况记录
返修工艺编号
焊接材料
焊接工艺参数检查
无损检测结果
目视检查
焊工号
检查员
日期
备注
部位
长度
次数
牌号规格Biblioteka 焊接电流焊接电压焊接速度
预热温度
后热温度
保温时间
烟台松岭化工设备有限公司
QB/SLSB04-18-06
施焊及焊缝外观检查记录
产品名称:
产品编号:
图号:
施焊记录
焊缝外观检查记录
焊缝编号
焊层
焊接材料
焊接方法
焊接电流
焊接电流(A)
焊接电压(V)
预热温度
后热温度
焊工号
施焊日期
尺寸检查
角焊缝
焊脚(mm)
外观检查
检查结果
检查员
日期
牌号
规格
种类
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4
焊接材料
焊条/焊丝型号
与设计要求相符,无混用现象
合格/不合格
5
焊条/焊丝烘干
按规定进行烘干,无潮湿现象
合格/不合格
6
保护气体纯度
符合设计要求,无杂质、水分等
合格/不合格
7
焊接工艺
焊接参数设置
符合设计要求
符合设计要求,无过高或过低现象
管道焊接检查表格
以下是一个管道焊接检查表格的样板。此表格可以根据实际的管道焊接项目、检查项目、检查标准、检查结果和备注进行修改和调整。
序号
管道焊接项目
检查项目
检查标准
检查结果
备注
1
管道准备
表面清洁度
无油污、锈蚀、杂质等
合格/不合格
2
管口形状
管口平整,无毛刺、裂纹等缺陷
合格/不合格
3
对口间隙
符合设计要求,无过大或过小现象
合格/不合格
9
焊接顺序及方向
符合设计要求,无跳焊、漏焊等现象
合格/不合格
10
焊缝质量
外观质量
无夹渣、裂纹、气孔等缺陷,焊缝饱满、平滑
合格/不合格
11
尺寸精度
符合设计要求,无超标现象
合格/不合格
12
内部质量检测(如X射线检测)
无内部缺陷,如气孔、裂纹等
合格/不合格
此表格可根据具体需求进行扩展或缩减。在实际使用中,应根据具体项目的特点和要求进行检查和记录。