管道焊接表格
管道焊接工作记录表模板
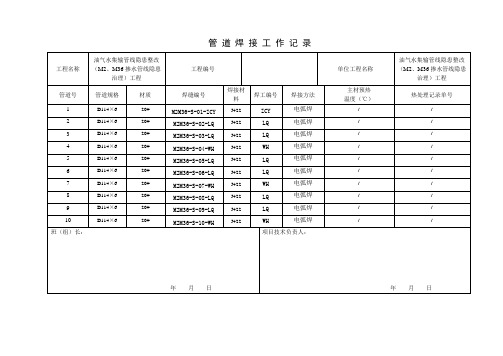
焊工编号
焊接方法
主材预热
温度(℃)
热处理记录单号
1
D114×6
20#
M2M36-S-52-WH
J422
WH
电弧焊
/
/
2
D114×6
20#
M2M36-S-53-WH
J422
WH
电弧焊
/
/
3
D114×6
20#
M2M36-S-54-WH
J422
WH
电弧焊
/
/
4
D114×6
20#
M2M36-S-55-WH
热处理记录单号
1
D114×6
20#
M2M36-S-83-ZCY
J422
WH
电弧焊
/
/
2
D114×6
20#
M2M36-S-84-LQ
J422
WH
电弧焊
/
/
3
D114×6
20#
M2M36-S-85-WH
J422
WH
电弧焊
/
/
4
D114×6
20#
M2M36-S-86-WH
J422
WH
电弧焊
/
/
5
D114×6
J422
LQ
电弧焊
/
/
9
D114×6
20#
M2M36-S-65-LQ
J422
LQ
电弧焊
/
/
10
D114×6
20#
M2M36-S-66-LQ
J422
LQ
电弧焊
/
/
11
焊接表格.doc

数无损检测委托单项目名称:独山子炼油加氢裂化装置扩能改造项目2007年7月31日设备(管线)号如下规格材质20#焊接方法根层:GTAW 其他层:SMAW 检验标准JB/T4730-2005-Ⅱ检验方法坡口根层最终层PT FT RT PT MT FT RT PT MT UT FT 序号焊缝编号1 KJ1 P-3005--(19) –0316/03162 KJ2 P-3006--(20) --0316/0316 φ168X6.5--Ⅱ 20%透视比例3 KJ3 P-3006--(31) --0316/03164 KJ4 FG-3007--(53)-0266/02665 KJ5 FG-3007--(55)-0266/0266 φ406X8--Ⅱ 20%透视比例6 KJ6 FG-3007--(84)-0266/02667 KJ7 P-3005—(28)—5670/56708 KJ8 P-3005—(29)—5670/5670 φ168X6.5--Ⅱ 20%透视比例9 KJ9 P-3005—(22)—5670/5670外观检查结论焊接检查员(签字)美文欣赏1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。
秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。
清风落叶舞秋韵,枝头硕果醉秋容。
秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。
2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。
聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生!3、春天来了,我要把心灵放回萦绕柔肠的远方。
让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。
管道焊接及焊缝外观检查记录簿表格

75#
Φ159*4.5
20#
30
0.9
58
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
76#
Φ159*4.5
20#
30
0.6
59
2-4
0.1
/
无
无
0
0
0.1
Ⅱ
合格
77#
Φ159*4.5
20#
30
0.9
61
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
78#
Φ159*4.5
20#
30
0.7
64
2-4
0.2
/
无
无
0
0
0.3
夹渣
咬边(㎜)
未焊透(㎜)
余高(㎜)
57#
Φ1020*12
Q235B
30
0.8
58
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
58#
Φ1020*12
Q235B
30
0.6
57
2-4
0.2
/
无
无
0
0
0.3
Ⅱ
合格
59#
Φ1020*12
Q235B
30
0.8
60
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
60#
Φ1020*12
Q235B
Q235B
管道安装焊接工艺表格全套

NO:11
零部件名称
图号
钢号类组别号
/
清根方式
焊工资格
电压(V)
焊接速度 (cm/min)
直流反接
400~420
38~40
70~80
/ / Ⅰ-Ⅰ / M1-1 线能量 (J/cm)
零部件名称
图号
钢号类组别号
/
清根方式
焊工资格
电压(V)
焊接速度 (cm/min)
26~30
60~80
36~38
75~85
Ⅰ-1 /
M1-1 线能量 (J/cm)
6000 8325
焊接层次,顺序示意图:
焊接层次(正/反):各一层 坡口角度:00 钝边:板厚 间隙:0~1
技术要求及说明: 1、 清除坡口两侧内外表面 20 ㎜范围的油污、锈蚀、尘土且应露出
焊接工艺卡
产品型号
焊接工艺评定编号
ቤተ መጻሕፍቲ ባይዱ
规
格
/
A 类焊接接头
电源及极性
直流反极
HP01 3㎜ 流量
电流(A) ~220 ~275
N0:02
零部件名称
图号
钢号类组别号
/
清根方式
焊工资格
电压(V)
焊接速度 (cm/min)
25~28
60~80
30~34
80~90
Ⅰ-1 /
M1-1 线能量 (J/cm)
4997 6212
金属光泽。 2、纵焊缝与息弧板相连一端 30~50 ㎜的内焊缝先用手工电弧焊焊
接。
编制: 日
表 H-05
产品名称
焊接工艺指导书编号
母
材
气
PE管焊接记录

社区管网DN110管K1+200-K1+600管道安装
/
电熔
120
80
120
3月22日
合格
7
社区管网DN110管K1+600-K1+800管道安装
/
电熔
120
80
120
3月22日
合格
8
社区管网DN110管K1+800-K2+200管道安装
/
电熔
120
80
120
3月22日
合格
9
社区管网DN110管K2+200-K2+622管道安装
80
120
3月22日
合格
3
社区管网DN110管K0+000-K0+400管道安装
/
电熔
120
80
120
3月22日
合格
4
社区管网DN110管K0+400-K0+800管道安装
/
电熔
120
80
管K0+800-K1+200管道安装
/
电熔
120
80
120
3月22日
合格
PE管热熔对接焊接记录
工程名称
高效节水灌溉管道安装工程
序号
管道位置/桩号
焊工姓名
焊接方法
吸热时间(s)
加热温度 (℃)
冷却时间(min)
日期
备注
1
社区管网DN160管K0+000-K0+400管道安装
/
电熔
120
80
120
3月22日
合格
管道焊接检验批质量验收记录表
管道焊接检验批质量验收记录表管道焊接检验批质量验收记录表
工程名称:
施工单位:
施工执行标准名称及编号:GB
施工单位检查评定记录:
监理(建设)单位验收意见:
分项工程名称:管道焊接验收部位
项目经理:
质量验收规范规定:
主控项目:
1.焊材的材质应符合设计要求和规范规定。
管道焊缝无损
检测应符合设计要求和规范规定。
2.焊缝表面应整齐均匀,无裂纹、未焊透、气孔、夹渣、
烧穿等缺陷。
焊缝及其周围应清除干净,不应存在电弧烧伤母材的缺陷。
焊缝宽度应符合焊接工艺规程的要求,无要求时为坡口上两侧各加宽0.5mm~2mm。
焊缝余高应为0mm~2mm。
3.局部不应大于3mm且长度不大于50mm。
大于0.8mm
或大于12.5%管壁厚(取二者中的较小值),任何长度均不合格。
大于6%~12.5%管壁厚或大于0.4mm(取二者中的较小值),在焊缝任何300mm连续长度中不超过50mm或焊缝的
1/6,取二者中的较小值。
小于等于0.4mm或小于等于6%管
壁厚(取二者中的较小值),任何长度均合格。
施工单位检查评定结果:
项目专业质量检查员:
项目专业质量(技术)负责人:年月日
监理(建设)单位验收结论:。
焊接记录表
/
单位工程:低温甲醇洗(706)
规
格
坡口形式、角度
外观 检查
无损检验 方法 报告号
φ33.7×4.5
V型坡口60°±5
°
焊 工 号
评定 结论
合格 RT 706-RT-827 1540 合格
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
焊口号
焊接日期 月日
焊接参数
电流 电压 速度 (A) (V) (cm/min)
组队检查
间隙 错边量 (mm) (mm)
环境条件
年 月日
年月日
年
月日
年
月日
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
银焊条
焊口号
焊接日期 月日
焊接参数
电流 电压 速度 (A) (V) (cm/min)
组队检查
间隙 错边量 (mm) (mm)
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
焊口号
焊接日期 月日
管道焊接及焊缝外观检查记录表
管道焊接与焊缝外观检查记录表
1 / 16
管道焊接与焊缝外观检查记录表
2 / 16
管道焊接与焊缝外观检查记录表
3 / 16
管道焊接与焊缝外观检查记录表
4 / 16
管道焊接与焊缝外观检查记录表
5 / 16
6 / 16
管道焊接与焊缝外观检查记录表
7 / 16
管道焊接与焊缝外观检查记录表
8 / 16
管道焊接与焊缝外观检查记录表
9 / 16
管道焊接与焊缝外观检查记录表
10 / 16
管道焊接与焊缝外观检查记录表
11 / 16
管道焊接与焊缝外观检查记录表
12 / 16
13 / 16
管道焊接与焊缝外观检查记录表
14 / 16
管道焊接与焊缝外观检查记录表
15 / 16
16 / 16。
焊接作业常用表格(企业版)
焊材
焊接规范
牌号
规格
电流
电压
焊接速度
mm
A
V
cm/min
(4)坡口要求:
(4)指定返修焊工:
(6)焊后清理
编制:日期:审核:日期批准:日期:
返修记录
1.返修焊缝施焊记录
层次
焊材
焊接规范
备注
牌号
规格
电流
电压
焊接速度
mm
A
V
cm/min
2.外观检验结果:
焊缝余高:mm
其它:
3.检验结论:
施焊焊工:
4.无损检验结果:
检查员:日期:
单位名称
焊工焊绩记录
单位名称:
姓名
焊工
代号
工程名称及分项名称
焊接
方法
母材
材质
合格项目代号
施焊起止日期
QC工程师:
年月日
焊接责任工程师:
年月日
说明:本表每年填写一次,每年12月5日上报,本表一式二份,一份上报培训中心存档;一份施工单位存档。分项工程分为钢结构、设备及配管。
焊材入库记录(企业版)
单位名称
焊材入库记录
工程名称:
日期
厂家
牌号
批号
规格
(mm)
数量
(kg)
记录
QC
备注
焊缝返修工艺及记录(企业版)
单位名称
焊缝返修工艺及记录
编号:
产品名称
产品编号
材质
缺陷性质
返修次数
返修片号
返修工艺
1.缺陷产Байду номын сангаас原因及防止措施
2.工艺3.返修部位节点图:
管道焊接检查表格
4
焊接材料
焊条/焊丝型号
与设计要求相符,无混用现象
合格/不合格
5
焊条/焊丝烘干
按规定进行烘干,无潮湿现象
合格/不合格
6
保护气体纯度
符合设计要求,无杂质、水分等
合格/不合格
7
焊接工艺
焊接参数设置
符合设计要求
符合设计要求,无过高或过低现象
管道焊接检查表格
以下是一个管道焊接检查表格的样板。此表格可以根据实际的管道焊接项目、检查项目、检查标准、检查结果和备注进行修改和调整。
序号
管道焊接项目
检查项目
检查标准
检查结果
备注
1
管道准备
表面清洁度
无油污、锈蚀、杂质等
合格/不合格
2
管口形状
管口平整,无毛刺、裂纹等缺陷
合格/不合格
3
对口间隙
符合设计要求,无过大或过小现象
合格/不合格
9
焊接顺序及方向
符合设计要求,无跳焊、漏焊等现象
合格/不合格
10
焊缝质量
外观质量
无夹渣、裂纹、气孔等缺陷,焊缝饱满、平滑
合格/不合格
11
尺寸精度
符合设计要求,无超标现象
合格/不合格
12
内部质量检测(如X射线检测)
无内部缺陷,如气孔、裂纹等
合格/不合格
此表格可根据具体需求进行扩展或缩减。在实际使用中,应根据具体项目的特点和要求进行检查和记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
两管口错边
大于0.8mm或大于12.5%管壁厚,取两者中的较小值;任何长度均不合格
大于6%~12.5%的管壁厚或大于0.4mm,取两者中的较小值;在焊缝任何300mm连续长度上不超过50mm或焊缝长度的1/6,取两者中的较小值
小于或等于0.4mm或者小于或等于6%的管壁厚,取两者中的较小值;任何长度均为合格
管道焊接检验批质量验收记录
工程名称
分项工程名称
验收部位
施工单位
专业负责人
项目经理
施工执行标准名称及编号
检验批编号
质量验收规范规定
施工单位检查记录
监理(建设)单位验收记录
主控项目
1
焊接材料和规格应符合相关国家标准和设计要求
焊接材料的牌号及规格符合焊接工艺规程的规定
2
焊缝无损检测应符合SY/T4109,SY/T0327的有关规定和设计要求
施工单位检查评定结果
项目专业质量检查员年月日
监理﹙建设﹚单位验收结论
监理工程师
(建设单位项目代表)年月日
经检测,焊缝均符合相关规定和设计3焊缝及来自影响区表面应无裂纹、气孔及未熔合
经检查,焊缝及热影响区符合要求
一般项目
1
焊缝外观成型应均匀一致,焊缝及热影响区表面上不应有夹渣、飞溅、夹具焊点等缺陷
2
焊缝表面不应低于母材表面,焊缝余高一般不应超过2mm,局部不超过3mm,余高超过3mm时,应进行打磨,打磨后应与母材圆滑过渡,但不伤及母材