轨道车辆车轴超声波探伤标准的分析与探讨
铁路货车轮轴超声波探伤工艺探讨

关 键 词 : 车 ; 轴 ; 声波 探 伤 ; 伤 工 艺 货 轮 超 探 中 图 分 类 号 : 7 . 2 U2 9 3 1 文 献 标 识 码 : B
轮轴 是影 响铁 路货 车 运 行 安 全 的关 键 部 件 , 是 也
会 产生 新 的 内部 缺陷 和 透声 不 良情 况 , 以不 冉考 虑 可
车安全 危害 最大 的疲 劳裂纹 上 。 根据 车轴 制 造 、 装 、 组 段修 、 厂修 时 存在 的 主要 缺 陷 , 出了各 阶段 的车轴端 面直 探头探 伤 目的( 2 。 提 表 )
表 2 各 阶 段 车轴 端 面 直探 头超 声 波 探伤 目的
1 车 轴 端 面 直 探 头 超 声 波 探 伤
运 用 检 修
文 章 编 号 : 0 2 7 0 ( 0 1 0 —0 4 0 1 0 —6 2 2 1 ) 70 3 — 3
铁道车辆 第4 卷第7 01 月 9 期21 年7
铁 路 货 车 轮 轴 超 声 波 探 伤 工 艺 探 讨
余 小清 , 宇 东 , 永 成 苏 杨
( 西安 轨 道 交通 装 备 有 限责 任 公 司 工 艺部 , 西 西 安 7 0 8 ) 陕 1 0 6
1 3 大 裂 纹 的 探 伤 灵 敏 度 .
则几 十根 , 多则 上 百 根 ) 。因 此 , 要统 一 车 轴 透 声 探 需
伤灵 敏 度标 准 , 车 轴制 造 单 位 的透声 合 格 标 准 不 低 使 于车 轴组 装 、 检修单 位 的透 声合格 标 准 , 以免 出现上 述
情况 。
1 1 探 伤 目的 .
车轴 端面 直探 头超 声 波 探 伤 主要 有 3个 目的 : 检
查 车轴 的透声 性能 、 车轴 内部 缺 陷及车 轴大 裂纹 ( 一般
钢轨母材超声波探伤方法探讨研究

钢轨母材超声波探伤方法探讨研究摘要:近些年来,我国社会经济水平有着较大的提升,铁路建设也有了很大的改变,其中钢轨铺设是铁路建设中非常关键的内容。
在进行钢轨铺设施工作业时,必须要严格控制钢轨母材质量,因为在具体的使用过程中,钢轨会发生不同程度的裂缝与磨损等现象,需要重视钢轨探伤工作。
文章简单介绍了钢轨母材损伤的原因,分析了钢轨母材超声波探伤方法,同时针对超声波探伤方法应用优化策略展开了研究。
关键词:钢轨母材;超声波探伤;方法1钢轨母材损伤原因分析作为轨道交通的基础设施,钢轨的质量与安全尤为重要,对轨道交通的运行效率有着重要的影响。
钢轨母材损伤是指在钢轨生产、运输以及使用等环节中,对钢轨的强韧性有一定影响的缺陷。
首先,钢轨在生产过程中,需要经过轧制等工艺处理,容易产生轧痕、结疤等缺陷,从而严重影响钢轨的强韧性能,致使钢轨在实际使用中容易产生断裂、掉块等缺陷。
其次,在运输和服役过程中,由于轮载、温度以及锈蚀等因素的影响,会导致轨道表面和内部产生应力集中现象,从而发生过塑性变形等情况,进而加剧轨道裂纹和磨耗。
最后,由于钢轨焊接质量差、温度不合理以及应力过大等原因影响,会引起钢轨焊缝结构发生变化,甚至会产生残余应力,从而导致钢轨的整体稳定性受到影响,尤其是在铝热焊、小气压焊时,因焊接技术不合格,或者操作规范性不足等原因,极易引起钢轨母材损伤问题。
2钢轨母材超声波探伤方法研究2.1探伤方法伴随着国家综合实力的日益增强,铁路建设事业也呈现出蓬勃发展的态势。
随着车重的不断增加,车速的不断提高,列车轨道的磨损问题日渐加剧,如果得不到及时的维修和处理,将会引起一系列的风险事故。
所以,更应将钢轨母材检测和分析列为铁路工作中的一个重要环节。
在对母材进行检测时,必须要有精确的仪器和方法,否则难以对其进行准确检测。
目前常用的方法主要包括在线探伤与在役探伤等,其中,前者指的是从轨道上采集一定的钢轨试样,并利用自动传送装置将其送至检测显示器下。
分析铁道车辆探伤中的超声波探头性能测试方法

分析铁道车辆探伤中的超声波探头性能测试方法发布时间:2022-08-05T02:28:45.999Z 来源:《工程管理前沿》2022年3月第6期作者:王泽文李胤郝森[导读] 超声波探伤是工业无损检测中最主要的方法之一,也是铁道车辆轮对(轮轴)探伤的关键技术。
而超声波王泽文李胤郝森中车青岛四方机车车辆股份有限公司山东青岛 266111 摘要:超声波探伤是工业无损检测中最主要的方法之一,也是铁道车辆轮对(轮轴)探伤的关键技术。
而超声波的发射和接收是通过探头实现的,在超声检测过程中,不仅需要高性能的先进超声波探伤仪器,更需要高性能的超声波探头(也称超声波换能器),超声波探头性能的好坏将直接影响检测结果的准确与否。
所以严格把握探头的质t是保证探伤质盘的关键之一,在各行业标准、以及探伤工艺中对探头都有具体的性能指标要求,部分行业还实行探头的准入制,比如铁路行业。
关键词:铁道车辆;探伤;超声波探头;性能测试;有效措施;探头性能的好坏直接影响着超声波探伤的准确与否,是保证探伤质量的关键之一,如何方便快捷检出探头性能是超声检刚的一个重要过程、为提高探伤质量、保证车辆妥全运行,我们研制开发.能适用于铁道车辆的超声波探头性能检测装置。
作为铁路车辆系统,探伤质量是保证车辆安全运行的重要条件之一,对采购进入使用的探头进行质盆测试是非常必要的。
因此我们根据铁道车辆系统探伤用探头标准和其他有关行业的标准,研制开发能适用于铁道车辆的超声波探头性能检测装置全数字探头测试装置和便携式探头测试仪全数字探头测试仪以满足铁道车辆超声探头的质量控制要求。
一、探头性能测试装置铁道车辆探伤中使用的超声波探头性能指标的检测,铁道部于上世纪九十年代中期制定了行业标准。
即人工探伤和自动探伤两个工艺文件:“铁道车辆轮轴探伤工艺规程”以及“轮轴微机控制超声波自动探伤机探伤工艺规程”。
这两个工艺文件综合了国内外的一些标准以及车轴探伤的实际情况,规定了探头技术指标值、误差值以及相应的测试方法,为保证铁路行车安全起到了十分重要的作用。
新制铁路车轴超声波探伤工艺解析
新制铁路车轴超声波探伤工艺解析摘要:在新版《铁路货车轮轴组装、检修及管理规则》(简称《轮规》)未使用之前,旧《轮规》中的轮轴超声波探伤旧工艺在探伤方法、设备、标准等方面存在一些不足,由此导致了铁路轮轴制造与检修技术文件中没有普遍推广应用轮轴超声波探伤旧工艺,例如轮轴超声波自动探伤B、C型的显示技术就未得到推广应用。
本文解析了新《轮规》中超声波探伤工艺的主要变化,便于轮轴探伤的相关工作人员能够深入了解铁路货车轮轴超声波探伤新工艺的作业执行。
关键词:轮规;超声波探伤工艺;变化分析在铁路货车运行中注重轮轴质量控制工作,分析轮轴质量影响因素,从轮轴结构设计、材料选择、承受重量、使用环境和使用条件等方面,采取措施提高轮轴质量。
其中,超声波探伤工艺属于一种无损检测技术,在轮轴损伤检测中有重要的应用价值,借助计算机技术信息技术完善超声波自动化探伤系统,为铁路货运车辆运行安全性提升奠定良好基础。
1、铁路货车轮轴损伤分析1.1 车轮磨损货车运行过程中,车轮与钢轨直接接触,在运行过程中产生较强的摩擦力,极易出现车轮磨损情况。
车轮磨损类别包括踏面磨损与轮缘磨损。
(1)踏面磨损。
货车在运行中的紧急制动,使踏面出现了凹槽,无法确保轮轴四周能正常运行。
制造材料质量不佳因素影响,会使货车运行过程中踏面出现“剥离”情况。
材料不同所造成的“剥离”裂纹程度也不同,均会加大车轮与钢轨的摩擦力,并有强大的冲击性[1]。
(2)轮缘磨损。
因多种力影响,轮缘内侧、外侧均受到不同程度的撞击,使货车在运输中无法直线行驶。
再加上车辆运行速度较快、行驶地势与地形较复杂,会使其边缘受到较强烈的冲击,所产生的磨损程度较严重。
同时,还增加货车运行过程中的阻力,严重时会使货车失衡而发生脱轨事故。
1.2 轮轴和车轮裂纹铁路货车轮轴车轮裂纹发生的部位较多,需根据裂纹产生情况详细探究裂纹类别,主要包括车轴裂纹、车轮踏面裂纹、防尘板座裂纹、轮缘根部裂纹等。
产生各种车轮裂纹的主要原因包括:车轴与制动拉杆组合不合理、受较强烈性的撞击,在外力影响下对其造成破坏。
双轨式钢轨超声波探伤仪车轴缺陷检测的应用研究
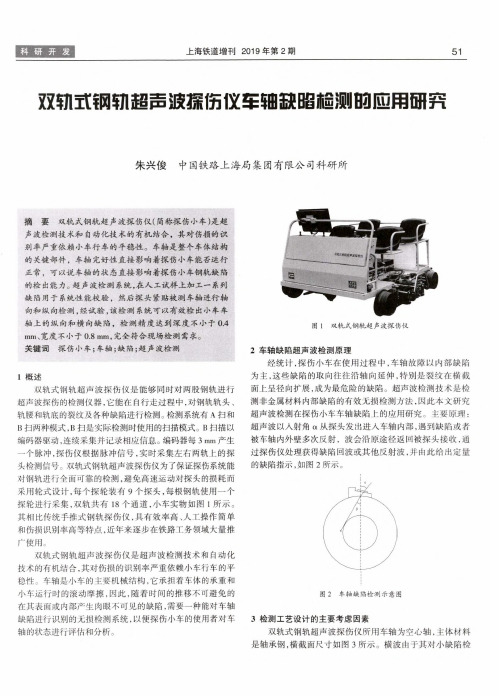
上海铁道增刊2019年第2期51双轴武钢轴超看液探伤仪车轴缺昭趙测的应用研兖朱兴俊中国铁路上海局集团有限公司科研所摘要双轨式钢轨超声波探伤仪(简称探伤小车)是超声波检测技术和自动化技术的有机结合,其对伤损的识别率严重依赖小车行车的平稳性。
车轴是整个车体结构的关键部件,车轴完好性直接影响着探伤小车能否运行正常,可以说车轴的状态直接影响着探伤小车钢轨缺陷的检出能力。
超声波检测系统,在人工试样上加工一系列缺陷用于系统性能校验,然后探头紧贴被测车轴进行轴向和纵向检测,经试验,该检测系统可以有效检出小车车轴上的纵向和横向缺陷,检测精度达到深度不小于0.4 mm、宽度不小于0.8mm,完全符合现场检测需求。
关键词探伤小车;车轴;缺陷;超声波检测1概述双轨式钢轨超声波探伤仪是能够同时对两股钢轨进行超声波探伤的检测仪器,它能在自行走过程中,对钢轨轨头、轨腰和轨底的裂纹及各种缺陷进行检测。
检测系统有A扫和B扫两种模式,B扫是实际检测时使用的扫描模式。
B扫描以编码器驱动,连续采集并记录相应信息。
编码器每3mm产生一个脉冲,探伤仪根据脉冲信号,实时采集左右两轨上的探头检测信号。
双轨式钢轨超声波探伤仪为了保证探伤系统能对钢轨进行全面可靠的检测,避免高速运动对探头的损耗而采用轮式设计,每个探轮装有9个探头,每根钢轨使用一个探轮进行采集,双轨共有18个通道,小车实物如图1所示。
其相比传统手推式钢轨探伤仪,具有效率高、人工操作简单和伤损识别率高等特点,近年来逐步在铁路工务领域大量推广使用。
双轨式钢轨超声波探伤仪是超声波检测技术和自动化技术的有机结合,其对伤损的识别率严重依赖小车行车的平稳性。
车轴是小车的主要机械结构,它承担着车体的承重和小车运行时的滚动摩擦,因此,随着时间的推移不可避免的在其表面或内部产生肉眼不可见的缺陷,需要一种能对车轴缺陷进行识别的无损检测系统,以便探伤小车的使用者对车轴的状态进行评估和分析。
ffl1双轨式钢轨超声波探伤仪2车轴缺陷超声波检测原理经统计,探伤小车在使用过程中,车轴故障以内部缺陷为主,这些缺陷的取向往往沿轴向延伸,特别是裂纹在横截面上呈径向扩展,成为最危险的缺陷。
车轴超声波技术之超声波探伤
一、超声波探伤技术原理 1、超声波分类
(1)纵波(压缩波、疏密波) (2)横波 (3)表面波 (4)板波(兰姆波)
图1.1.1 纵波
图1.1.2 横波
2 超声波的声波、声强、声阻抗
(1)声压:在声波传播的过程中,某 一点在有一时刻所具有的压强与没有 声波存在时该店的静压强之差。用p表 示,单位Pa。
2大型自动化检测
图2.2.1 车轴检测系统装置简图
图2.2.1 2004年清华大学机械工程系 车轴自动探伤方案示意 图 北京二七机车厂
缺点: (1)仪器及其探头架普遍体积大、笨 重,不便于携带,现场检测不方便。 (2)普遍为四通道仪器,对于车轴关 键六个应力集中区的检测不能对比 成像。 (3)自动化水平普遍不高。
p = cu
ρ ——介质的密度 c ——介质的声速 u ——指点振动速度
(2)声强:在垂直于声波传播方向 的平面上,单位面积上单位时间内 所通过的声能量。用I表示
(3)声阻抗 c称为介质的声阻抗,用Z表示。
3 超声波倾斜入射到平面上 时的反射、折射和波形转换
图1.3.1 纵波倾斜入射到界面
图1.3.2横波倾斜入射到界面
3 便携式车轴超声波检测
图2.3.1 便携式车轴超声波检测仪外观图 组合探头:基体、中心定位杆、旋转柄、调整螺 栓、编码计数器、磁钢、上盖、6只不同规格的 子探头等组成。
(1)小角度纵波检测原理
图2.3.2 小角度纵波检测原理图
图2.3.3 4°探头声场覆盖
针对RD2轴的声场覆盖情况,选取0、3、4、7、 10、11度六种子探头,理论上没有盲区
(3)第三临界角
第三临界角是在固体介质与另一种 介质 的界面上, 用横波作为入射 波时产生的。使纵波反射角达到 90°时的横波入射角称为第三临界 角,用表示α Ⅲ。
在役火车车轴超声波探伤及质量研究
在役火车车轴超声波探伤及质量研究陈昌华、汤志贵、陈能进、吴骏马钢股份有限公司技术中心、铁运公司摘 要 车轴是火车的重要运动和承载部件,其质量优劣对保证火车的安全运行起着至关重要的作用,一旦引发事故,往往是灾难性的。
车轴疲劳裂纹一般集中在轮座的R部位,是造成切轴的主要原因。
马钢车轴R部位缺陷的检测主要采用纵波和小角度纵波二种超声波方法。
为确保车轴质量普查工作,将运行的车轴分出质量等级,我们建立了车轴质量控制工艺卡。
采用动态跟踪及静态检测的方案,开展了火车车轴载荷、运行时间、运行路线等相关参数跟踪的分析工作,为研究车轴载荷、缺陷与寿命三者之间联系提供了相关信息。
主题词 火车车轴;超声波探伤;透声性;切轴;剩余寿命Ultrasonic Testing And Quality Research Of Axles In TrainsChen Changhua, Tang Zhigui, Chen Nengjin, Wujun(Technology Center of Maanshan Iron & Steel Company Limited)Abstract: It is an important exercise and train axle bearing components the quality of its quality assurance plays a vital role in ensuring the safe operation of trains, once to cause the accident, is often disastrous. Axle fatigue cracks are located in the R-part location is the main reason causing broken axis. Masteel R axle parts defect detection mainly longitudinal wave and small-angle wave two types of ultrasound method. To ensure the quality of the axles, axle operation of the separation of quality grade, we had to establish a quality control process axle cards. Static and dynamic tracking and detection programs, the train axle load, the running time. operating parameters, such as line tracking analysis for the study of axle load, Remaining l ife among the defects associated with the provision of relevant information.Keywords: Train Axle, Ultrasonic Testing, Sound Transparent Character, Broken Axle, Remaining Life1.前言目前,马钢铁运公司拥有300多列货运火车,分别承担着马钢内部各个分公司繁重的原材料、物资和产品的运输任务。
钢轨超声波探伤信号的处理及分析
钢轨超声波探伤信号的处理及分析摘要:铁路是国家重要的交通基础设施建设,同时也是国家综合交通运输体系的骨干,铁路运输的连续性和低成本性在我国交通运输中占有先天性的优势,故而铁路运输是我国陆地交通运输的主要方式,我国铁路使用时间长,铁路的负载量大,使用频率过高,故而高强度的作业对铁路造成极大的损伤,例如轨道裂变,轨头核伤等等,铁路的安全问题严重威胁着人民群众的生命健康安全,制约着国家经济发展的步伐,故而钢轨探伤工作至关重要,目前国内外大多数采取的无损探伤中的超声波探伤法,其大大提高了钢轨探伤工作的效率,有利于保证铁路质量稳定安全。
关键词:钢轨;超声波探伤;信号;处理分析引言:无损探伤是科技创新领域的重要应用,而超声波探伤法是无损探伤的重要应用内容,目前来说已经被国内外广泛应用,发展无损探伤有利于推动工业发展水平进步,促进钢轨探伤效率水平的提高,超声波探伤法作为无损探伤的主要应用内容之一,凭借着其突出优势已经成为绝大多数研究者的主要研究方向,本文基于钢轨探伤角度,主要分析钢轨超声波探伤信号的处理以及相关研究。
一、超声波探伤的优缺点首先,超声波探伤法具有良好的指向性,与其他无损探伤的方法相比,超声波探伤法通过声波在空气中传播,空气作为声波传输的介质,声波以直线的形式在空气中传播,并且声波在空气中以很窄的波束向前传输,故而声波的传输速度快,目的性明确,指向性强,能够很好地确定钢轨损伤地,提高钢轨探伤的效率。
其次声波具有很强的穿透物质性,相比于其他无损探伤大,超声波探伤法内含的能量更大,具有更强的物质穿透性,在绝大多数介质中,尤其是金属介质中,超声波的探伤距离远远高于其他无损探伤法,往往能够到达几十米深的地下距离,具有更强的探伤信号,其探伤效率也更高。
其三,超声波探伤法的检测成本相比于其他无损探伤法的检测成本更低,只需要用水作为耦合剂就可以快速地检测出探伤地,检测的灵敏度也比其他无损探伤法更高。
当然超声波探伤法也并不是十全十美,其也存在一定的弊端,例如使用超声波探伤法在探伤之后因为声波的特性很难得到直观具体的图像分析,其检测结果也不容易留存,检测结果的缺失对于后续相关研究的定性分析以及定量分析都会造成一定的影响,这也会影响最后的超声波探伤结果,制约钢轨探伤效率的提高。
车辆轮轴超声波探伤有关问题的探讨
裂 纹制作 位置与实 际裂纹 发生部位 很不一 致 。尤其 是轴 颈卸荷槽 部位 更是 如 此 , 如半 轴 实 物试 块 和样
板 轮 对 卸 荷 槽 部 位 人 工 裂 纹 均 制 作 在 位 于 距 轴 端 面
2 武汉铁 路局 , 北 武汉 40 1 . 湖 3 0 2)
摘 要 : 过 对 车 辆轮 轴 超 声 波 现 行 探 伤 工 艺 的分 析 , 出 了其 存 在 的 问题 , 通 指 并提 出 了改 进 建 议 。
关 键 词 : 轴 ; 声波 ; 伤 轮 超 探
中 图分 类 号 : 2 0 3 1 1 U 6 . 3 . 文 献标 识 码 : B
试 验检测
文 章编 号 :0 76 3 2 1 0 -0 40 1 0 -0 4( 0 0) 60 3 -3
机车车辆工艺 第6 21 年 1 月 期 00 2
车辆 轮轴超 声 波探 伤 有 关 问题 的探 讨
万升 云 ,易双 清 章 文 显 刘仕 远 , ,
(. 1 南车戚墅堰机 车车辆 _ 艺研 究所有 限公 司 , 苏 常 州 2 3 1 ; Y - 江 10 1
1 2 试 块 人 工 裂 纹 的 设 置 .
超声 波探伤 主要工 艺 , 而且 为 货 车轮 轴超 声 波 探伤 提供 了质量保 障 。但是 , 执 行该 文 件 对轮 轴 实施 在
超声波探 伤发现 有些 问题值得 探讨 。对此进行 了实
例 分 析 , 纳 出 以 下 几 个 带 有 普 遍 性 并 值 得 注 意 的 归 问题 , 们在一 定程 度 上反 映 了现 行 探伤 l 艺 中 尚 它 T
地铁车辆车轴超声波穿透探伤工艺
5.1.1.1透声良好验收标准
在验收区域内,底面回波高度等于或高于基准波高时,为合格。
在验收区域内,底面回波高度低于基准波高时,其总面积不超过验收区域的1/16,且波幅下降不低于基准波高的1/2时,仍认为合格。
5.1.1.2透声不良验收标准
不符合5.1.1.1 条的要求时为不合格。发现不合格的车轴须经探伤工、探伤工程师(或探伤技术员)、轮对工程师共同鉴定,以确定处理结果。
2.1 标准试块探伤灵敏度的标定
使仪器的探测范围设为2500mm,将2.5P20Z直探头置于TS-1标准试块B面上,耦合良好,压力适中,使其第十次底面回波高度为垂直刻度的80%,适当增益作为扫查车轴内部缺陷和大裂纹的灵敏度,增益最多不能超过18dB。
增益18dB的原因:标准增益6dB;耦合差增益6dB;螺栓孔增益6dB。
4
探伤作业
4.1在车轴的端面做全轴贯通穿透检测
4.1.1在轴端面均匀涂上耦合剂,按调试好的探伤灵敏度从轴的一端面扫查至另一端面。
4.1.2探伤时,要求探头均匀移动,并观察底面回波的高度。
4.1.3扫查速度不大于30mm/s;覆盖率不少于10%。
5
探伤后验收
5.1验收区域
车轴端面中心至1/2R面积,区域边界以探头中心为准。
6
探伤后处理
6.1探伤记录
6.1.1探伤人员应及时将车轴的探伤结果填记在探伤记录表上,按表格要求做好各项记录。
6.1.2发现车轴透声不良时,不论报废还是处理后继续使用,均应填入“***车轴超声波探伤裂损/透声不良记录表”上,详细注明裂纹部位、尺寸、图示及处理方法。
5.1.2验收区域外的探伤判定
5.1.2.1透声良好验收标准
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第40卷 第9期Vol。40 No9铁道技术监督
RAILWAY OUALITt C0NTROL标准化
工亻
sIA`DARDIZ、TI(〕、飞
C礻
轨道车辆车轴超声波探伤标准的分析与探讨
周 纲(南车洛阳机车有限公司襄阳分公司,湖北襄阳佴110~s)
摘 要:对轨道车车轴超声波探伤系列标准TBrr⒉94.1-19舛《轨道车车轴探伤方法第1部分:新制车
轴超声波探伤》和TB/r⒉94,2-2010《轨道车车轴探伤方法第2部分:在役车轴超声波探伤》,以
及相关标
准TB/r∷1618-2001《机车车辆车轴超声波检验》、
JB/T叼3o.3-2005《承压设各无损检测第3部分
:超
声检
测》中的相关条款进行对比分析,对TB/r⒉94.1-19%和TB/T⒛94.2-2010提出修改建议。
关键词:轨道车;车轴;超声波探伤;行
业
标准
中图分类号:U270.7-6:U”0,331.1 文献标识码:B 文章编号:1006-9178(2012)⒆
-oo14-o3
Abstract:The author∞mpa℃s and analyzes the relevant clauses in山e series of standards【,n ul△a sc,n茈
Ⅱaw de-
tection on raⅡ vehicle adbs,including TB月r2494.1-—
1994
“Pan One of RaⅡ Vehic1e Axle I△aw Detection Method:
Ul△a so讧c maw Detection of the Newly Manufactured Axles”,TB/Tz094,2-ˉ2010“PaR two of Rail Vehicle Axle
maw Detection Method: Ulia sonic Flaw D曲0tion of the Axles in Use”, TB/T1618-2∞
1
“
Ultra sonic Inspecˉ
u∞Ⅱ啷艹△tock”,j0Ⅱ〃罕0・△咆
00sv灬
吼ree d Non~de哎mcuve%蚰
g d hssure-be耐
吧
Eo啷mem:
Ul访so订
-∷0⒍
oc“on”,Th占∷
auth。
r扌
ves suξ如
连ion。
n the mod⒗
c砹
on of TB/rz+94.1—
1994and TB/Tz94.2—
2010.KeywOrds: R缸1Veh忆
le; Axle; Ultra son妃∏aw Detecton; Industry standard
⒉%,2—⒛10提出修改建议。
1 涉及TB/T2494标准的一些具体规定
TB/T⒉94,1—1994中,5,4条规定了半轴勇
物对比试块的制作要求;6,2条规定了使用直扫
头、Ts-1或Ts-1w型标准试块调节车轴轴向刀
声检测灵敏度的方法;7.4条规定了半轴实物亡
块探伤起始灵敏度的确定方法;8条规定了验昭
标准。TB/Tz94,2—2010中,11,1.1条规定了使月直探头、Ts-1或Ts-1w型标准试块调节车轴轴庐透声检测灵敏度的方法;11.8条规定了横波探伤厉敏度的调节方法;1z1条规定了质量评定的具体`容。2 TB/T⒛94.1-19%需完善的条款2.1 半轴实物对比试块的制作要求和探伤起始勇敏度的确定TB/T舛%,1—I9%中,5.4条规定:实物对H试块上的人工缺陷宽度为o.5mm,深度为o,5Il△【lo 引言近几年,南车洛阳机车有限公司襄阳分公司与金鹰重型工程机械有限公司合作,制造21陇硐ob型和HMM4oA-21-00型轮对,相关工艺图纸中对应的车轴代号分别为21Ⅱ型和HMM4oA乇I-01型。对车轴超声检测的主要内容包括轴向透声性能检验、内部缺陷检测,以及注油压装车轮后对轮座内、外侧部位的斜人射纵波和横波探测。超声检测的依据为TB/Tz%。1—19%《轨道车车轴探伤方
法第1部分:新制车轴超声波探伤》。根据实际
工
作需要,对车轴超声探伤系列标准
TB/T zz194.2一
2010《轨道车车轴探伤方法第2部分:在役车轴
超声波探伤》和相关标准TB/T1618—2001《机车
车辆车轴超声波检验》、
JB/T狎
⒛.3—2005《
承压
设备无损检测第
3部
分:超声检测》中的相关条
款进行对比分析,发现标准之间有矛盾之处和
表述
不明确现象,为此,对TB/T⒛%.1—
19%和
TB/T
收稿日期:zO12-0116作者简介:周 纲,技师
・14・⒛12年
9月
(总
第311期
)铁道技术监督第硐卷 第9期夹籴透式次
甲向灵内
1.0mm、1.5mm和2,o mm;7.4条规定将0.5mm人工缺陷反射波作为探伤起始灵敏度。但现在制作实物对比试块的要求是线切割的人工缺陷宽度不大于0.2mm,而对于新制车轴的小角度纵波和斜探头横波探伤灵敏度一般定为1mm的当量。因此建议将5.4条和7.4条作出适当修改。2.2 验收标准TB/T彳94.1—1994中,8.3条规定:新制车轴出厂不允许有裂纹及内部缺陷。众所周知,任何金属材料都会不可避免地存在一定的冶金缺陷。此外,TB/T1618—⒛01中的第9条、第10条已分别规定了车轴内部轴向缺陷和径向缺陷的探伤灵敏度,这2个标准存在相互矛盾的内容。因此,建议将TB/Tz94.1—1994中的8.3条修改为“新制车轴出厂不允许存在裂纹和横向发纹”。3 TB/T叨%⒓-2010需完善的条款3.1 直探头透声灵敏度调节方法TB/T⒉94.2—2010中,11.1.1条规定:将探头置于Ts-1试块的B面(LzsO钢车轴用Ts丬w试块)上,调整仪器,使第10次底波高度为显示屏垂直刻度的⒛%,再增益6dB,另加耦合差4~6dB作为探伤灵敏度。TB/T⒛94.1-19%中,6.2条同样有“再增益6dB,另加耦合差4诵dB”的规定。TB/T1618—2001中,关于轴向透声检验灵敏度的确定方法,考虑了车轴端面上加工的顶针孔和螺栓孔对车轴底面回波反射声压造成衰减的影响,所以同时制定了8.2条和8.3条,也就是当车轴有顶针孔时需要再增益3dB,当有螺栓孔时需再增益6dB。由于轨道车车轴的2个轴端面上同样有顶针孔和螺栓孔,也会对底面回波反射声压造成衰减。因此, 对f TB/T 2494.1—1994 和 TB/T 2494.2—⒛1o,均建议做以下修改:将探头置于T⒌1试块的B面(Lz5o钢车轴用Ts-1W试块)上,调整仪器,使第1o次底波高度为显示屏垂直刻度的9O%,再增益15dB,另加耦合差⒋6dB作为探伤灵敏度。3,2 横波探伤灵敏度TB/T以94.2—2010中,11,8条规定:将Κ值斜探头涂有耦合剂后放置在化s-R试块R面上,调整仪器,使深1mm人工伤的回波幅度达到显示屏垂直刻度的
5o%,另
加耦合差⒓
~15dB作
为轨
道车横波探伤灵敏度。澎券月聂TB`r 1618-ˉ2001 矛
旧
TB/T 2494.2—
—2010
中的其他相关规定,耦合差一般不超过6dB。
而
且调节横波探伤灵敏度时是在
TzS-R专用试块的
R面扫查A面(相距6o mm)的1mm深人工裂纹
,
深度明显小于车轴的实际探测深度,其本身存在一
定的声程差。同时,JB/T狎⒛.3—⒛
Os中
的附录F
明确规定: “碳钢或低合金钢板材的材质衰减,在
频率低于3MHz、声程不超过⒛0mm时,或者衰
减系数小于0.01dB/mm时,可
以不计。
”在轨道车
车轴的轴身上采用横波斜人射法时,实际探测深度
与Tzs-R专用试块A面上的人工裂纹深度相差不
超过⒛o mm,依据JB/T狎⒛。3—
⒛Os,可以不
考
虑材质衰减差,只需考虑声程衰减的因素。
研究结果表明,可直接通过以下公式较为准确
地计算出横波斜探头应再补偿的声程差值
:
ⅣF1O坨
」
:I含-°
Ⅱ
上式中,ⅣF为横波斜探头的声程差补偿值,dB;〃A为TzS-R系列试块A面上深度为1.0mm的人工裂纹深度(相距R面ω
mm);Ⅱ
为在车轴的轴
身或轴颈处扫查齿轮座或轮座内外侧部位时的实际探测深度,mm。以21陇型和HMM40A乇1-01型车轴为例
,
这2种型号车轴的轴身直径和轮座直径完全相同
,
分别为158mm和178mm,其横波斜探头的声程
差补偿值如下:
3Ⅳ疒1O坨 刊抓⑻。
通过以上分析和理论计算,可以认定TB/Tz94.2—2010中1I.8条规定的“另加12丬5dB”
是指声程差的补偿值,而并不是耦合补偿值,因此
表述不够准确。
建议将1t。8条修改为:将K值斜探头涂有耦合剂后放置在Tzs-R试块R面上,调整仪器,使
深1mm人工伤的回波幅度达到显示屏垂直刻度的5o%,增益12~15dB,另加耦合差2叫dB作
为轨
道车车轴横波探伤灵敏度。
⒊3 质量评定
TB/rz94.⒉吃010中,14.2条(下
转第
19页
)
灵比
n、・15・