天津FA458粗纱机说明书
FA322B型高速带自调匀整并条机的使用与维护

FA322B型高速带自调匀整并条机的使用与维护晁松山【摘要】高质、高速、高效是当今纺机的研发方向,也是市场的发展需求.在FA322B型高速带自调匀整并条机上采用了先进的现代控制技术,合理的曲线牵伸传动,实现了牵伸并合与自调匀整控制的完美结合.为更好发挥FA322B型自调匀整高速并条机在纺纱工序中的作用,提高企业生产效率,实现企业的效益最大化,对FA322B型自调匀整高速并条机的正确使用和精心的维护是非常必要的.该文主要从FA322B型高速带自调匀整并条机的工作原理着手,结合具体应用实践,在FA322B型高速带自调匀整并条机的使用和维护等方面进行深入探讨.【期刊名称】《现代纺织技术》【年(卷),期】2013(021)004【总页数】4页(P48-51)【关键词】并条机;自调匀整;工艺参数【作者】晁松山【作者单位】陕西宝成航空精密制造股份有限公司,陕西宝鸡721006【正文语种】中文【中图分类】TS103.2240 引言纺织行业是典型的物理加工生产工艺,整个生产过程就是纤维之间结构的整理和再组织的过程。
整个纺纱过程中各个工序是“分工不分家”,互相连续相关的。
并条工序是整个纺纱工序的关键所在,对棉条的支数CV、条干CV起到严格的控制作用。
同时,对棉条还起到牵伸、并合、混合等作用,能够提高纤维条长片段不匀和改善条短片段不匀、纤维的伸直度及平行度,使不同品质纤维的混合更趋均匀。
随着高新技术的迅猛发展,现代控制技术在提升纺织机械技术水平的同时,还能够提高纺织工业的产品质量和劳动效率,同时在降低能源消耗以及保护环境方面也发挥着十分重要的作用。
FA322B带自调匀整型高速并条机是在消化吸收国内、外同行业纺机的技术上,由我公司自主研发的一种高端智能产品,配备瑞士乌斯特公司USTER SLIVERGUARD PRO超短片段自调匀整控制系统(简称USG PRO),达到棉条的最优控制,实现了用户利益的最大化。
1 FA322B型高速并条机工作原理FA322B型高速并条机采用可编程控制器(PLC)、伺服电机、变频器、人机界面等先进自动化产品,并配有可靠稳定的光电检测传感器,实现了整机的机电一体化控制,很好地解决了单轴驱动和多电机同步传动技术,同时为满足以后的网络化控制预留有效的控制接口。
锦纶与比马棉精梳混纺纱的生产实践

锦纶与比马棉精梳混纺纱的生产实践王昌宏【摘要】针对军需作训服对耐磨性和舒适性的特殊要求,采用锦纶与比马棉进行混纺生产所需的纱线.探讨锦纶和比马棉的品质特征,以及混纺精梳纱纺纱过程中存在的突出问题.通过工艺参数优化、纺纱器材的重新优选,控制满足生产要求的车间温湿度,实施日常生产所需的工艺措施和生产管理注意事项等,成功纺制了锦纶/比马棉精梳混纺纱.结果表明:锦纶和比马棉经过精梳进行混纺,能够生产出符合耐磨和舒适性要求的纱线,满足作训服织物对纱线的要求.【期刊名称】《现代纺织技术》【年(卷),期】2016(024)001【总页数】5页(P45-49)【关键词】锦纶;比马棉;混纺精梳纱;纺纱工艺;器材;温湿度【作者】王昌宏【作者单位】高邮市经纬纺织有限公司,江苏高邮225600【正文语种】中文【中图分类】TS114.5近年来我国军需纺织品需求量逐年增加,特别是对迷彩作训服的需求量大幅上升。
据统计军用纺织品是用量仅次于钢铁材料的军需物资[1]。
作训服面料最重要的要求有两点:一是伪装,二是耐穿。
所谓耐穿就是强力高、抗撕裂好、耐磨以及较高的色牢度。
耐穿是通过高強纤维混纺纱来实现,并配合适当的后整理进一步提高织物的耐磨性、抗撕裂性[2]。
作为作训服既要突出高強、耐磨,同时还要具有对人体的热湿舒适性、接触舒适性、运动舒适性,以满足部队高强度训练的要求。
锦纶具有其他化学纤维无法比拟的耐磨性,但如果单独采用锦纶会因其弹性服装易变形同时吸湿性能较差而不能满足作训服的要求。
综合锦纶特殊的耐磨性能以及棉纤维良好的服用性能,将其进行混纺纺纱,可满足军需作训服的要求。
天然棉纤维品种繁多,其纤维长度、强力等各项指标有较大差异。
在所有棉纤维品种中只有比马棉具有长度长、细度细、强力高、无异性纤维夹入等优点,通过精梳与锦纶混纺,将其织成的织物有可能达到作训服的耐磨性和舒适性要求。
锦纶与比马棉精梳混纺纱线生产难度较大,生产过程中如不采取相应措施就无法正常组织生产、保证产品质量以及获得较高的制成率。
纺织公司纺织设备、配件清单

自动络筒机
21C-S
日本村田
1
台
不祥
72锭
16
空气压缩机
22-AU
不祥
1
台
2010
17
磨皮辊机
A802
沙市纺织机械配件厂
1
台
1979
18
喷雾加湿器
杭州四季润加湿
1
台
2010
19
螺杆式打包机
不祥
1
台
不祥
20
高压电柜
不祥
4
台
2010
21
低压电柜
洪湖电力设备厂
3
台
2010
22
条卷机
A191B
上海第一纺织机械厂
1
台
2009-6
带自调平整
10
精梳机
A201E
上海一纺机械有限公司
7
台
2010
11
气流机
MPIX
德国赐莱福
1
台
不祥
216锭
12
粗纱机
FA458A
天津宏大纺织机械
2
台
2009-6
13
细纱机
FA506
青岛经纬纺织机械厂
10
台
2009-10
气动摆架480锭
14
智能竹节纱控制器
TL-5
江阴通力机械
5
台
2009-10
1999-10
5
梳棉机
FA213
江苏金坛纺织机械厂
2
台
1999-10
带自调平整
6
梳棉机
FA203
青岛经纬纺织机械厂
3
喷气涡流纺与环锭纺、转杯纺方法综合对比分析

传统环锭纺在我 国棉纺行 业 中占据着 主导 地 位 ,而新 型纺 纱 中 又 以转 杯 纺 的应 用 最 广 泛 、最 成 熟 。 随着 棉纺 科技 的发 展 ,近 几 年 日本 村 田公 司 生 产的 MV¥861涡流纺纱机在我 国的发展也相 当迅 速 。三种纺纱方法 ,其产品质量、性能、生产效率、生 产成本等方面究竟有什么不 同,是很多厂家非常关 心 的 问题 。浙 江 中欣纺 织科 技有 限公 司现有 5万 锭 环锭纺、7920头转杯纺、160锭喷气涡流纺生产线 , 均 以生产粘 胶 19.7tex纱 线 为 主 ,现 根 据 实 际生 产 情 况 对三种 纺倍牵伸成须条后 ,由前罗拉输 出进入 喷嘴 ,沿入 口处 螺旋表 面 高速运 动 ,须 条 中 的 纤 维头 端 以较高 速度 进 入 空 心 管 ,而 尾 端则 倾 倒 在 空 心管 外壁 的锥 面上 ,随着纱 条 的输 出 ,在压 缩空 气 的作用下纱条被加捻成纱 ,然后 由空心管输 出,再卷 绕成筒纱 。涡流纺的纱线由平行 (芯)组分和(外)螺 旋包缠两部分构成 ,并 由螺旋包缠实现 了高速和真 捻,这种纺纱方法属于非 自由端纺纱 。
FA002抓 棉 机 一 SFAO35混 开棉 机 一 FA106A 梳 针开 棉 机一 FA161振 动棉 箱 给棉 机 - ̄A076F成 卷 机-- ̄FA204C梳棉 机 一 FA3O6A 并条 机 (二 道 )一 RSB D401自调匀 整并 条 机 - ̄MVS861涡 流纺 纱 机 一 成包 。
FA006D抓 棉 机 一 TF26高 架 + FA051A 凝 棉 器一 FA028C 多仓 昆棉 机 + FA111A 清 棉 机 一 TF26高 架 + FA051A 凝 棉 器 一 TV425C 风 机 一
现代新建棉纺织工厂工艺设计实例分析
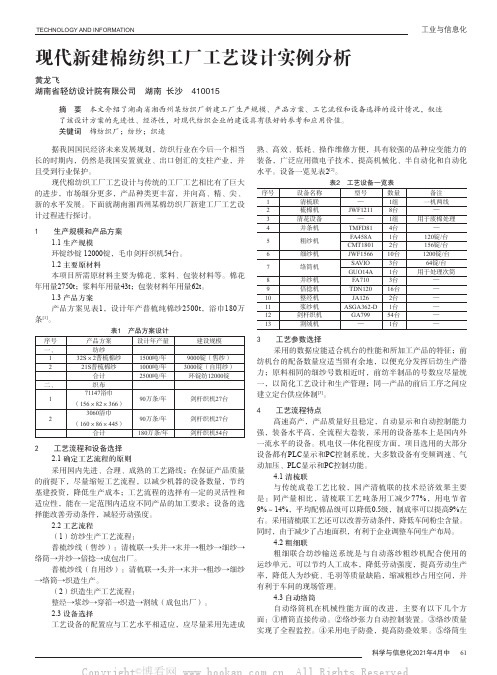
熟、高效、低耗、操作维修方便,具有较强的品种应变能力的
装备,广泛应用微电子技术,提高机械化、半自动化和自动化 水平。设备一览见表2[2]。
表2 工艺设备一览表
序号 1 2 3 4
5
6
7
8 9 10 11 12 13
设备名称 清梳联 梳棉机 清花设备 并条机
粗纱机
细纱机
络筒机
并纱机 倍捻机 整经机 浆纱机 剑杆织机 割绒机
型号 — JWF1211 — TMFD81 FA458A CMT1801 JWF1566 SAVIO GUO14A FA710 TDN120 JA126 ASGA362-D GA799 —
数量 1组 8台 1组 4台 1台 2台 10台 3台 1台 3台 16台 2台 1台 54台 1台
备注 一机两线
1 生产规模和产品方案
1.1 生产规模
环锭纱锭 12000锭,毛巾剑杆织机54台。
1.2 主要原材料
本项目所需原材料主要为棉花、浆料、包装材料等。棉花
年用量2750t;浆料年用量43t;包装材料年用量62t。
1.3 产品方案
产品方案见表1,设计年产普梳纯棉纱2500t,浴巾180万 条[1]。
表1 产品方案设计
序பைடு நூலகம் 一、
1 2
二、 1
2
产品方案 纺纱
32S×2普梳棉纱 21S普梳棉纱 合计 织布 71147浴巾
(156×82×366) 3060浴巾
(160×86×445) 合计
设计年产量 1500吨/年 1000吨/年 2500吨/年
90万条/年
90万条/年 180万条/年
建设规模 9000锭(售纱) 3000锭(自用纱) 环锭纺12000锭
FA506型细纱机电气说明书(二)
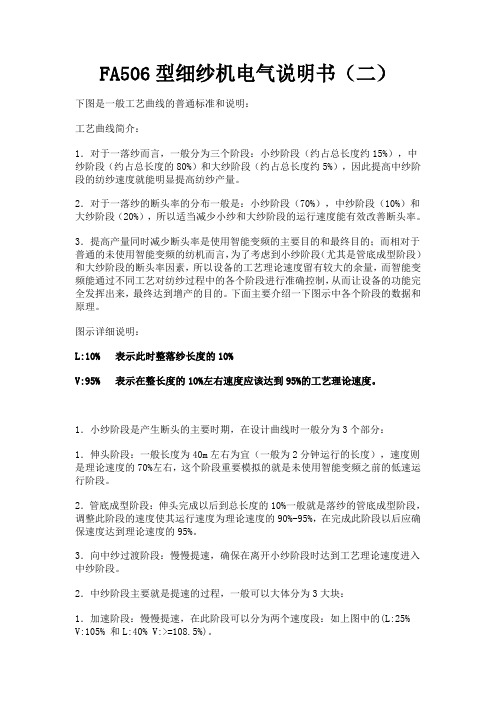
FA506型细纱机电气说明书(二)下图是一般工艺曲线的普通标准和说明:工艺曲线简介:1.对于一落纱而言,一般分为三个阶段:小纱阶段(约占总长度约15%),中纱阶段(约占总长度的80%)和大纱阶段(约占总长度约5%),因此提高中纱阶段的纺纱速度就能明显提高纺纱产量。
2.对于一落纱的断头率的分布一般是:小纱阶段(70%),中纱阶段(10%)和大纱阶段(20%),所以适当减少小纱和大纱阶段的运行速度能有效改善断头率。
3.提高产量同时减少断头率是使用智能变频的主要目的和最终目的;而相对于普通的未使用智能变频的纺机而言,为了考虑到小纱阶段(尤其是管底成型阶段)和大纱阶段的断头率因素,所以设备的工艺理论速度留有较大的余量,而智能变频能通过不同工艺对纺纱过程中的各个阶段进行准确控制,从而让设备的功能完全发挥出来,最终达到增产的目的。
下面主要介绍一下图示中各个阶段的数据和原理。
图示详细说明:L:10% 表示此时整落纱长度的10%V:95% 表示在整长度的10%左右速度应该达到95%的工艺理论速度。
1.小纱阶段是产生断头的主要时期,在设计曲线时一般分为3个部分:1.伸头阶段:一般长度为40m左右为宜(一般为2分钟运行的长度),速度则是理论速度的70%左右,这个阶段重要模拟的就是未使用智能变频之前的低速运行阶段。
2.管底成型阶段:伸头完成以后到总长度的10%一般就是落纱的管底成型阶段,调整此阶段的速度使其运行速度为理论速度的90%-95%,在完成此阶段以后应确保速度达到理论速度的95%。
3.向中纱过渡阶段:慢慢提速,确保在离开小纱阶段时达到工艺理论速度进入中纱阶段。
2.中纱阶段主要就是提速的过程,一般可以大体分为3大块:1.加速阶段:慢慢提速,在此阶段可以分为两个速度段:如上图中的(L:25% V:105% 和L:40% V:>=108.5%)。
2.最高速纺纱阶段:一般来说,纺纱速度达到最高是在整个长度的40%-50%出现,持续总长度的20%左右,此时的速度一定至少要达到108%的工艺理论速度,经过实测和多个厂家的反馈情况,最高速度一般能提高到110%以上。
中文说明书FA002
FA002型自动抓棉机产品说明书目 录1. 产品用途 (1)2. 本机特点 (1)3. 主要参数 (1)4. 机器结构 (2)5. 机器的安装 (3)6. 机器的调整 (3)7. 机器的使用、操作 (3)8. 机器的维护保养 (4)9. 常见故障及排除 (4)10. 随机供应技术文件 (5)11. 本机正常运转之必要条件 (5)12. 附图 (5)一、产品用途本机排列于开清棉联合机的第一道工序,适用于加工棉、棉型化纤和中长化纤原料,间隙下降的抓棉机打手随小车回转作顺序抓取,被抓取的纤维束块通过风机抽吸经输棉管道送至下道机台作进一步加工。
本机可两台并联使用。
二、本机特点2.1打手采用锯齿刀片,稀密式由里向外分三组,稀密式齿数逐级增加,由每盘刀片的三点抓取改为多点抓取,抓棉更为均、细、全、匀。
2.2可卸式打手刀片,更换方便,使棉纺厂成本降低;2.3自动化程度高,实行人机对话;打手转动时计数防轧,有自动停车和打手保护的作用;点动给棉关时,小车自锁不走;小车反转时,先要将打手给棉关掉;2.4本机器耗电少; 打手刚性好, 噪声低。
三、主要参数3.1产量800kg/h3.2堆放棉包重量 2000kg3.3外圈墙板直径4760mm3.4内圈墙板直径1300mm3.5小车机架长2640mm,宽800mm,高1425mm3.6小车回转速度 1.125,2.17rpm(可调)3.7抓棉打手直径385mm转速720rpm , 871rpm(可调)刀片型式锯齿式抓取角10°刀尖角60°工作长度 1618mm3.8刀片伸出肋条距离-2~6mm,可调式打手顶端离地面距离最低为30mm。
3.10打手间歇下降距离1-6毫米/次,可调式(面板上时间继电器调节)3.11打手连续上升时间 1080mm/3′40″3.12全机净重约1600kg3.13电动机型号及功率: 小车回转电动机XWD-0.55-2-29打手升降电动机XWD-0.55-2-29打手电动机 Y100L2-4四、机器结构4.1本机由内圈板、小车机架、打手机架、打手、伸缩管、外圈墙板、滑环及地轨组成。
煤磨J458Q说明书
Φ3.8×7.8+3m风扫煤磨安装使用说明书共页第页Φ3.8×7.8+3m风扫煤磨安装使用说明书J458QSM编制陶慧萍审查曹桂月标准陶慧萍批准中信重工机械股份有限公司2008年10月Φ3.8×7.8+3m风扫煤磨安装使用说明书共页第页目录一、主要技术性能二、主要特点及工作原理三、结构概述四、安装要求4.1安装前的准备工作4.2磨机筒体衬板的安装4.3磨机滑履轴承的安装4.4磨机主轴承的安装4.5磨机大齿圈的安装五、试运转5.1试运转前的准备工作5.2空负荷试运转5.3负荷试运转六、操作、维护及检修6.1操作6.2维护与检修6.3润滑剂及使用6.4研磨体装载及级配七、附录AΦ3.8×7.8+3m风扫煤磨安装使用说明书共页第页一、主要技术性能1.1 磨机规格:Φ3.8×7.8+3m烘干仓内径Φ3.8m烘干仓长度3m粉磨仓内径Φ3.8m粉磨仓长度7.8m1.2 用途:烘干兼粉磨原煤(HGI=67)5000t/d 新型干法生产线煤粉制备1.3 生产能力:42t/h1.4 出磨成品细度:80μm,筛余3~5%1.5 入磨原煤粒度:≤25 mm,(95%通过)1.6 入磨原煤水份:≤8 %1.7 出磨煤粉水份:≤1.5 %1.8 入磨气体温度:300℃,(Max400℃)1.9 出磨气体温度:60~80℃1.10 磨机转速:16.7 (r/min)1.11 研磨体装载量:80t1.12 填充率:23%1.13 轴承最大用水量:6t/h1.15 主传动电动机型号:YRKK710-8额定功率:1400kW同步转速:740r/min额定电压:10000V1.16 主传动减速速器型号:2C560NE(带润滑)公称传动比:7.6581.17辅助传动型号:R167DV180L4额定功率:22kW出轴转速14r/minΦ3.8×7.8+3m风扫煤磨安装使用说明书共页第页1.18 所有冷却水水温≤28℃,水压在0.3~0.5 MPa之间,水质为“软水”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
天津FA458粗纱机说明书I系统介绍篇粗纱是前纺的一道工序,它的任务是把熟条经过牵伸、加捻,加工成粗纱,并将粗纱卷绕成形,便于送到下一道工序。
现在讲述一下悬锭系列粗纱机的工作程序:一、纺纱部分:熟条经导条架进入罗拉牵伸、加捻,牵伸后形成的粗纱经锭翼导纱槽、压掌,最后将粗纱卷绕在筒管上,这几个工作程序是由主电机传动,由一系列的机械结构完成的。
卷绕部分的换向动作是由电气器件――双向吸铁来辅助完成的。
卷绕时,筒管被下龙筋托着,随着下龙筋有规律的上下运动,由于筒管转速比锭翼转速快,因而粗纱便被平行地卷绕在筒管上。
下龙筋运行方向的上、下变换,便是由双向吸铁来控制。
如图(I.1)上龙筋固定不动,假设此时下龙筋运动方向是向上、则当点“A”上升到与锭翼压掌成水平位置时,下龙筋运动方向应反向向下,点“A”称换向点。
双向吸铁的活塞可由电控制左、右吸合,动程达25mm,活塞牵动机械齿轮正、反向啮合旋转,带动下龙筋向上或向下运行。
二、落纱部分:当成形的粗纱纺到定长之后,就要把纱落下去,送到下一道程序。
落纱部分应完成的动作有:1、下龙筋抬起,使皮带松弛并返回初始位置,以便下次纺纱。
2、下龙筋下落,使管纱从锭杆中脱出,然后由落纱工把管纱拔走。
3、下锥轮落下,返回原位置,使皮带张紧。
4、落完纱之后,使下龙筋进行第一次上升至插管位置,然后,挡车工把空的筒管插上。
5、再次使下龙筋上升,即第二次上升至生头位置。
挡车工生完头之后便可进行纺纱了。
三、辅助装置:1. 悬锭系列粗纱机配备了吹吸风装置用于清洁,吹吸风装置是间歇工作的,间歇时间可调。
2. 机器配备了红外光电检测装置,当发生断纱和断条时,挡光路后,机器将自停。
下龙筋附近的龙筋光电可保证落纱时纱不落光则下龙筋不能一次上升,插管时不插管则不能二次上升,起联锁控制作用。
机前三组光电为人身保护光电。
II.操作篇粗纱机装配调试好之后,便可正常纺纱了。
本PV控制系统使用的五色信号灯除进行正常的操作信号显示之外,还用不同颜色的信号灯组合来显示不同的故障信息,这些故障都是由可编程控制器PLC通过软件检测出来的。
信号灯显示的各种意义如表(II.1)1、开车、点车、停车车前上龙筋上共有七组(120锭)或五组(96锭)按钮,每一组按钮中从左到右共有红、黄、绿三只按钮,依次完成停车、点车、开车功能。
如图(II.1)1.1、开车按钮,当五色信号灯绿灯亮时(待运行),挡车工便可按开车钮,此时粗纱机匀升速并连续运转起来。
a. 断纱时,挡上龙筋上面两组断纱光电则蓝灯亮,用以指示车前断纱,机器自动停车,锭翼定位停。
断头接好后,必须先按停车按钮或点车按钮使光电信号复位后方可开车。
b. 断条时,挡车后断条光电,则白灯亮用以指示,且机器自动锭翼定位停车。
断头接好后,可按停车按钮使指示信号复位,然后开车,也可按点车按钮,使机器低速运转,并使光电复位。
但特别指示,断头后的十秒时间内,按点车不起作用,此举为防止挡车工未及时发现断条信号便点车运转而使断条信号丢失。
c. 当纱管上卷绕好的纱由于张力大而绷断时,挡车前保护光电,则蓝灯白灯亮用以指示,并自动停车,当保护光电被挡光时,车运转不起来,防止人胳膊进入锭翼内接头时他人误开车而造成事故。
序号信号灯显示方式含义标志优先级1 红落纱自动动作标志142 红蓝皮带复位开关问题﹡83 红白龙筋落底动作时间超过40秒﹡94 红白闪皮带张紧动作时间超过15秒﹡105 红绿落纱后龙筋第一次上升时间超过10秒或龙筋上的飞花挡龙筋光电导致龙筋未上升到插管位置﹡116红绿闪落纱后龙筋第二次上升动作时间超过10秒﹡127 红闪落纱手动动作标志(手动状态下的故障信号与自动状态下的组合显示方式相同)138 红绿蓝计长表接点应复位169 绿等待运行状态2010 绿蓝光电检测呈切除状态1711 绿黄换向接近开关动作不正确﹡412 黄门开关打开或皮带限位开关动作﹡213 黄闪下龙筋超程碰压上、下限位保护开关﹡514 黄蓝控制箱内电源保护动作或急停开关被按下﹡15 黄白锭翼定位停动作时间超过5秒﹡316 黄蓝白PLC内部锂电池需更换117 蓝车前断纱1518 蓝闪纺纱时皮带复位开关呈非复位状态﹡1919 蓝白保护光电动作1820 白车后断条14注: 1. 当优先级数值小的信号出现时,则数值大的信号被消隐。
2. 打“﹡”号的为故障信号,其余的为状态或操作指示信号。
1.2 点车按钮:按住点车按钮,机器便以较低的速度运转(变频器输出频率15HZ),手抬起时,机器便停下来,点车运转时五色灯对光电信号有指示,却不能阻止机器运转,而开车运转时,光电动作之后,则须将光电信号复位之后,方能运转。
1.3停车按钮:按停车按钮时,使运转中的机器停下来,也用来使光电指示信号复位。
在纺满纱后落纱的一系列动作中,停车按钮可使落纱动作停止。
2. 急停按钮:在车头按钮盒上有一桔红磨菇头按钮,当机器发生意外情况时,可及时用手压下此急停按钮,则机器将在8秒内的时间快速停车,故障排除后,可右旋使急停按钮释放,急停被按下时,黄灯、蓝灯亮用以指示,另外,若机器出现故障,则五色灯将有信号用来报警,修复故障后,按下急停按钮则使故障报警信号复位,恢复运行。
3. 光电切除:纺纱过程中有时需对车身清洁,为防止光电自停,应将车头按钮盒上的“光电切除”开关拨到“切除”位置,则绿灯、蓝灯亮用以指示,光电切除后,当有断纱、断条挡光电时五色灯虽有蓝灯或白灯亮用以指示,但机器不再自动停车。
4.落纱操作:4.1.自动落纱部分:当粗纱纺到预定长度时,计长表计长接点接通,龙筋向上运动至碰SL7开关时,红灯亮,自动停车。
机器停稳后,便开始一系列的自动程序动作。
(1).下锥轮抬起,皮带复位。
(2).下龙筋下降至龙筋落底位置。
(3).下锥轮落下使皮带重新张紧,之后,挡车工便可将纺好的粗纱拔下。
(4).粗纱拔光后,挡车工应按车头按钮盒上的或车尾的龙筋上升按钮,则龙筋开始第一次上升,上升到插管位置停下。
此时应提示两个问题:a. 粗纱不拔净,则下龙筋受两路龙筋光电控制,因挡光而不能上升。
b. 当龙筋因飞花挡光电所致,未上升到插管位置便停下时,则红灯绿灯亮用以指示。
此时挡车工应把下龙筋清洁后,再按一次龙筋上升钮,使下龙筋上升到插管位置时为止。
(5)挡车工插满空筒管后,再按一次龙筋上升按钮,龙筋上升到生头位置时停下且红灯灭。
若机器使用的是电磁式计长表,则计长接点自动复位即接点断开。
若使用的是机械式计长表,则挡车工应在开车前将计长接点复位。
至此,自动落纱的各动作完成,即可继续纺纱。
4.2 手动落纱部分:若未纺到定长需提前落纱,或机器在调试过程中,这两种情况均需手动落纱操作。
手动落纱操作与自动落纱操作的区别是:自动操作的连续动作,在手动操作状态下是由人控制,一步一步完成的。
需进行手动落纱操作时,将车头按钮盒上的自动、手动落纱旋钮旋到手动位置,则红灯闪亮,指示机器处于手动落纱状态,然后以下动作便可由人控制执行。
(1)按锥轮抬起皮带复位按钮,(如图II2),则锥轮抬起皮带复位动作开始,皮带复位后,动作结束,皮带复位指示灯亮。
(2)按龙筋超降按钮,则龙筋下降至落底位置时结束。
(3)按皮带张紧按钮,则皮带张紧后动作结束且皮带张紧指示灯亮。
之后,挡车工应把纱拔下。
(4)按龙筋上升按钮,龙筋第一次上升至插管位置时停止。
若龙筋上飞花挡龙筋光电时,可能一次上升未到插管位置动作就停止。
则此时红闪亮,绿灯亮用以指示,扫除飞花后,再次按龙筋上升按钮,直到上升到插管位置时为止。
(5)将空纱管插满后,按龙筋上升按钮,则龙筋第二次上升,上升至生头位置时动作停止。
至此,手动落纱操作完成,最后将自动手动钮拔到自动位置,以备开车。
5电气箱操作盘各钮的使用5.1锭翼定位停使用,切除旋钮。
当此旋钮放在使用位置时,则每次停车锭翼始终停在一固定位置,此位置适合挡车工接头和落纱,若放在切除位置时,则锭翼将可能停在任意位置。
附:龙筋传动离合器Y4长期运行3-6个月,需调整气隙@在离合器通电状态下@达到0.25±0.05调整螺钉如右图示。
III调试篇1. 全机总体要求:1.1电源:三相交流电380V,50HZ用户电源有特殊要求,签约时须明确。
电气箱D0100内的电源进线接线端子共有L1.L2.L3.N.PE五个端子,出厂时已将N.PE端子短接,并且用导线将PE端子与电气箱外壳接好,当用户电源是三相五线则安装时应将此短接线拆除。
1.2电源进线:铜导线截面不小于6平方毫米.1.3地脚:设备安装前须预埋地脚螺钉,电源出线口,预埋电线管。
具体要求详见地脚图。
1.4全机设备总容量13千瓦。
2.电气设备和元件的配备:2.1电机:共五个不选用上吹风时,电机为四个。
2.1.1主电机(项目代号+D1-M1)型号FX-160M1-6,B3,功率8.6KW,额定电流17.2A,安装于车后第一车挡内,正确旋转方向从电机轴头方向看应为顺时针。
2.1.2吸风电机(+D10-M2).(开停规则见39页。
如机械有电机注明方向牌,则以机械为准)型号Y100L-2,B5功率3KW,额定电流6.4A。
安装于车尾,正确旋向从轴头方向看应为顺时针,供电电源为60HZ时用4KW电机。
2.1.3皮带复位电机(+D2-M3)型号FW-11-6,功率0.25KW,额定电流1.2A,安装在车后第二车挡的第二车架上。
它的任务是:1.满纱后先逆时针旋转,带动下锥轮抬起,使皮带返回初始位置。
2.龙筋下降至落底位置后,它顺时针旋转,带动下锥轮落下,使皮带张紧,此电机属短时工作方式。
2.1.4龙筋强行电机(+H-M4)型号FW-11-6功率0.25千瓦。
额定电流0.86A,安装在车头内,它的功能是:1.皮带复位后,顺时针旋转,带动下龙筋下降至落底位置。
2.纱落完后,它逆时针旋转,分两次使龙筋上升。
此电机属短时工作方式。
2.1.5吹吸风电机(+F-M5)。
(运行程序见39页)型号Y802-2,功率1.5KW,电流3A,安装在车头上方,它顺时针旋转;属间歇工作方式,停歇的时间可调,工作的时间是以吹吸风往返工作的“次数”来衡量的,连续吹吸次数也可调,调节的控制开关在电气箱内。
2.2电磁离合器:全机共有4个电磁离合器2.2.1制动器(+D3-X1)型号DLM3-1.2A,工作电压直流24V,安装在第三车挡第二车架上。
正常纺纱时,它带电呈“合”状态,具备制动功能,防止下锥轮松动而使皮带松弛。
落纱时,则制动器断电,使下锥轮可在皮带复位电机带动下抬起或落下。
2.2.2皮带复位电磁离合器(+D3-Y3)型号DLM3-2.5A,直流24V,安装在第三车挡成形装置上,它的功用是:当皮带复位电机通电时,它同时得电,配合电机M3一起完成皮带复位和皮带张紧动作。