PDF 3D
瞰景Smart3D建模软件镜像的使用流程说明书
瞰景Smart3D建模软件镜像的使用流程写在前面的话:使用华为瞰景Smart3D建模软件镜像的用户,请先找华为代理商注册华为云账号。
然后请务必认真仔细阅读以下内容并理解,这样会极大的节省您的处理费用,提高处理效率。
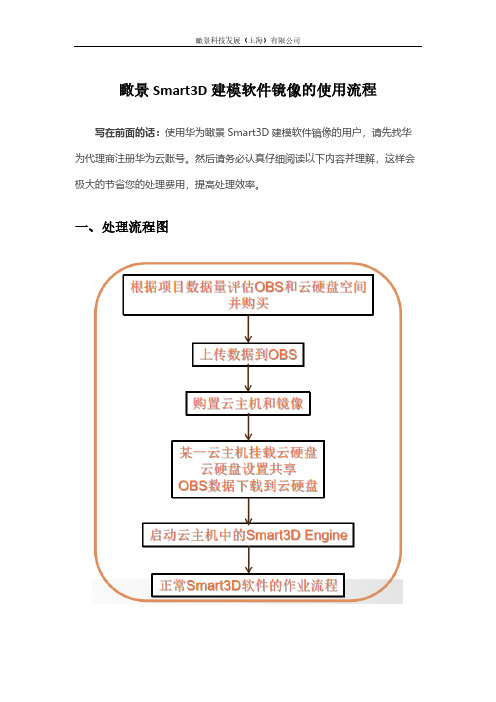
一、处理流程图二、关于推荐的云主机说明注意:选择实例时,务必先阅读本手册内容。
界面上的推荐配置包括:空三云主机和建模云主机。
对于按需购买的用户,推荐空三云主机和建模云主机分开使用。
因为空三云主机不需要用到显卡,价格会更便宜。
所以分开使用成本更低。
空三云主机:“超高I/O型ir3.xlarge.4”主要用于空三流程中的特征提取和特征匹配的计算;“内存优化型m6系列”因内存有64GB和128GB所以推荐用于空三的平差处理,当然为了充分利用其算力,引擎能力全开能够实现空三全流程处理。
如果需要更大内存的云主机,可以在界面上选择“自定义云主机”进行选择更大内存如196GB、256GB的m6系列。
由于推荐的空三云主机中不带GPU,所以无法在Smart3D Master的三维界面下查看航点数据和空三结果。
因此如果要在Smart3D Master中可视化分块、刺点、三维浏览等步骤,就需要启动一台带GPU的云主机。
可以选择一台建模主机如“GPU加速型g5r.4xlarge.2”。
因为g5r的云主机的内存只有32GB所以,在引擎能力设置时需要关闭“图像相似性计算”和“光束法平差”的能力。
以上就是一套的空三计算的资源配置(1个m6+5个ir3+1个g5r)适合处理1-2万张照片的工程,处理时间3-4小时。
超过2万张照片的数据可以参考瞰景Smart3D软件的数据分块处理,详情查看中的分块操作。
同样根据项目的处理周期的需要,可以增加和减少云主机。
另外需要注意的是空三过程中的g5r可以用于空三也可以仅用于三维显示,如果是仅用于三维显示,可以在显示完后,将g5r的主机关机以节省成本。
(瞰景Smart3D 在10月份发布的版本支持64GB内存处理5万张照片,128GB内存处理10万张照片左右,可以减少分块处理。
da Vinci Junior 1.0 Pro 3D 打印機 使用手冊说明书
P 1da Vinci Junior 1.0 Pro 3D 打印機da Vinci Jr. 1.0 3in1使用手册P 2重要提醒本说明书主要让使用者了解并正确使用da Vinci Junior 1.0 Pro 3D 打印机(以下简称da Vinci Jr. 1.0 Pro),在说明书中可获得有关da Vinci Jr. 1.0 Pro 打印机的操作需知、维护资讯及应用技巧。
如欲掌握最新da Vinci Jr. 1.0 Pro 打印机的消息,您可与当地的销售商取得连系或参阅三纬国际立体打印科技股份有限公司( 简称:XYZprinting),官方网站http:// 商标宣告所有商标和注册商标均为其各自所有者的财产。
发行版本较新的功能或小幅度的修正将直接更新于产品内容而不另发行更新通知及文件,本说明书仅供使用者参考,若您需取得最新支援,欢迎您造访XYZprinting 网站: 。
使用本打印机前,请先移除打印模块与打印平台的固定材料,如未移除这些固定材料就开启打印机电源,可能造成机台损坏。
强烈建议您于第一次使用时,即用XYZware 进行产品线上注册,透过线上注册程序,您可取得最新的技术支援及更新档案。
您可以透过XYZware 对打印机轫体及软体进行手动更新,建议您初次使用打印机时,先利用网路连线执行一次手动更新以获得最新资源。
本产品最佳的打印环境室温为15-32◦C ,过低或过高的室温将可能会影响打印品质。
如需更详细的技术支援与程式资源,请参考下列网址:/ tw_zh_tw/Support请于打印机执行操作前,将SD 卡插入SD卡槽以确保打印程序能正常进行。
当您于开始打印前,请先将平台贴布黏贴于打印平台上。
待打印完成后即可撕除(平台贴布可重覆使用)。
请先利用USB 连接线确实将电脑与打印机连结,待连结完成后再启动XYZware,操作流程会更为顺畅。
23455167883P 3產品外觀.線材中心環(已安裝於線材上)產品外觀• 请勿将打印机放至于多尘、高湿度或者室外环境使用。
说说3D打印中Gcode文件的内幕
说说3D打印中Gcode⽂件的内幕
今年⽐较特别,因为疫情在家⾥带的时间⽐往常就很多。
以前没有时间去做的事情,⽐如研究⼀门新的技术,DIY⼀些物件有了充⾜的时间。
对3D打印机觊觎已久,因为国外的⼤牌譬如Ultimaker, Raise3D, MakerBot价格太⾼,不适合⼊门,所以⼀直没有去了解过其他品牌尤其国产的打印机。
在⼀位德国同事的影响下,我也买了⼀台国产的3D打印机,深圳创想三维的⼀台集合了FDM打印,激光雕刻与CNC铣⼑切割三种功能的机器(Creality 3D CP-01)。
在装机并试打了⼏个物品后,我发现不同软件的切⽚⽅式都不⼀样;并且切⽚参数对打印质量也⼀定的影响,因此我去查阅了⼀些国外的⽂献资料,我发现切⽚后⽣成的Gcode⽂件有不同的风格,但是⾥⾯有⼀些命令都是相似的。
有的时候,作为在打印时的⼀些调试和维护⼯作,我们必须要能够看懂并且能⼿动修改Gcode代码。
现将我总结的Gcode⽂件代码知识总结如下,希望对你调试和打印也有帮助。
什么是Gcode⽂件?
如果打开Gcode⽂件?
如果在预览Gcode⽂件产⽣的打印效果?
Gcode⽂件中最重要的命令及其使⽤⽰列?
Gcode⽂件的不同风格?
(根据时间本帖⼦会持续滚动更新!)。
3d打印挤出头工作原理

3d打印挤出头工作原理3D打印挤出头是3D打印技术中最关键的部件之一,它负责将原材料挤出并堆积以创建三维物体。
挤出头的工作原理简单而高效,下面将详细介绍。
首先,挤出头由一个加热元件和一个挤压机构组成。
加热元件负责将原材料加热至其熔点以上,以确保原材料能够被顺利挤出。
挤压机构则通过压力将熔融的原材料从挤出口挤出。
挤出头的工作过程包括以下几个步骤:1.加热:首先,挤出头的加热元件将原材料加热至其熔点以上。
通常,原材料是一种塑料丝或粉末,加热后变为熔融状态。
2.挤压:一旦原材料熔化,挤压机构开始施加压力,通过挤出口将熔融的原材料挤出。
挤压机构通常由一对旋转齿轮组成,它们相互啮合将原材料推向挤出口。
3.堆积形成物体:熔融的原材料从挤出口流出后,它会根据预先设计的模型形状逐层堆积。
挤出头会不断移动,使熔融的原材料准确地堆积在正确的位置。
总的来说,挤出头的工作原理就是将原材料通过加热和挤压的方式,使其熔化后通过挤出口逐层堆积,最终形成所需的三维物体。
在实际应用中,挤出头的工作原理对于3D打印的成功非常关键。
因此,我们需要注意以下几点:1.选用合适的原材料:根据需要打印的物体特性,选择适合的原材料,确保其熔化温度和流动性能符合要求。
2.控制温度和挤压力:恰当地调整加热元件的温度和挤压机构的压力,以保证原材料能够充分熔化并顺利挤出。
3.调整挤出速度和移动路径:根据物体的复杂程度和细节要求,合理调整挤出头的移动速度和移动路径,确保打印物体的质量和精度。
4.维护和保养:定期清洁挤出头以避免堵塞,并及时更换磨损的零件,以确保挤出头的正常工作和寿命。
综上所述,挤出头作为3D打印技术中至关重要的部件,其工作原理是通过加热和挤压的方式将原材料熔化并挤出,从而形成三维物体。
准确掌握挤出头的工作原理,并合理运用和维护,对于提高3D打印效果和成功完成打印任务具有重要意义。
[定稿]3d英文翻译中文对照
![[定稿]3d英文翻译中文对照](https://img.taocdn.com/s3/m/3866174dbf23482fb4daa58da0116c175f0e1e87.png)
3d英文翻译中文对照第一部:3DMAX6.0的中英文对照表3DMAX的中英文对照,希望对大家有帮助!FILE(文件) EDIT(编辑)Rest(重置) Undo(撤消)Save Selected(保存所选择的对象) Redo(恢复) XRef Objects(外部参考物体) Clone(复制)XRef Scenes(外部参考场景) Delete(删除)Merge(合并) Select All(对象选择)Replace(替换) Select None(取消对象)Import(输入) Select Invert(对象反转)Export(输出) Hold(保存)Archive(压缩存盘) Fetch(取出)View File(观看文件) Select BY(根据..选择) Select By Color(根据颜色..选择)Select By Name(根据名字..选择)Region(区域)Edit Named Selections(编辑已命名被选物) Properties(属PPP)TOOLS(工具菜单) GROUP(分组菜单)Mirror(镜像) Group(分组)Array(阵列) Open(打开)Align(对齐) Close(关闭)Place Highlight(放置高亮区) Ungroup(解除群组) Align Camera(对齐摄像机) Explode(分解) Scaping Tool(间距修改工具) Detach(分离) Transform Type-In(输入变换坐标) Attach(合并) Display Floater(显示浮动物体)Hide(隐藏)Freeze(冻结)Selection Floater(选择浮动物体)Snapshot(快照复制)Normal Align(法向对齐)Material Editor(材质编辑器)Material/Map Browser(材质/贴图浏览器)VIEWS(视图菜单)Undo(撤消)Redo(重复)Save Active View(保存当前激活的视图状态) Restore Active View(还原当前激活的视图状态) Grids(栅格)Show Home Grid显示主栅格)Activate Home Grid(激活主栅格)Activate Grid Object(激活栅格对象)ALign To View(对齐视图).Viewport Background(背景图像).Update Background Transform(更新背景图像).Rest Background Transform(重设背景转换).Show Transform Gizmo(显示转换范围框).Show Ghosting(显示前后帖).Show Key Times(显示轨迹点时间).Shade selected(阴影选择).Show Dependencies(显示从属物体)..Instances(相依物体)..Reference(参考物体).Match Camera To View(相机与视图相配).Add Default Lights To Scene(向场景添加缺省灯光).Redraw All Views(重画所有的视图).Deactivate All Maps(休眠所有贴图).Update During Spinner Drag(微调控制项拖动时更新).Expert Mode(专家模式)Object(物体工具栏) Create(创建命令面板)Compounds(复合工具栏) Modify(修改命令面板)Lighes&Cameras(光线和照相机工具栏) Hierarchy(层级命令面板) Particles(粒子系统工具栏) Motion(运动命令面板)Helpers(帮助物体工具栏) Display(显示命令面板)Space Warps(空间扭曲工具栏) Utilities(实用程序)Modifiers(修改工具栏)Rendering(渲染工具栏)Shapes(二维图形工具栏)Modeling(造型修改工具栏)MODIFIER STACK(编辑修改器堆栈) 布尔运算与克隆对象Pin Stack(钉住堆栈状态) Union(并集)Active/Inactive(激活/不激活切换) Subtraction(差集)Show End Result(显示最后结果) Intersection(交集)Make Unipue(使独立) Copy(复制)Remove Modifier(删除编辑修改器) Instance(关联复制)Edit Stack(编辑堆栈对话框) Reference(参考复制)材质编辑器 Reglection(反射)Basic Parameters(基本参数) Refraction(折射).Ambient(环境反射) 3D Procedural Maps(三维贴图).Diffuse(漫反射) Face-mapped(面贴图)Specular(镜面反射)Extended Parameters(扩展参数)Maps(贴图).Bitmap(位图).Checker(棋盘格) 复合材质.Gradient(渐变) Double Sided(双面).Adobe Photoshop Plug-In Filter(PS滤镜)Blend(混合) .Adove Premiere Video Filter(PM滤镜) Matte/Shoadow().Cellular(细胞) Multi/Sub-object(多重子物体).Dent(凹痕) Raytrace(光线追踪).Noise(干扰) Top/Bottom(项底).Splat(油彩).Matrble(大理石).Wood(木纹).Water(水) Time Configuration(时间帧速率).Falloff(衰减) Frame Rate(帧速率).Flat Mirror(镜面反射) NTSC(NTSC制式).Mask(罩框) Film(胶片速度).Mix(混合) PAL(PAL制式).Output(输出) Custom(自定义).Planet(行星).Raytrace(光线跟踪).Reglect/Refrace(反射/折射).Smoke(烟雾) Create(创建).Speckle(斑纹) Helpers(帮助物体).Stucco(泥灰) Dummy(虚拟体).Vertex Color(项点颜色) Forward Kinematics(正向运动).Composite(合成贴图) Inverse Kinematics(反向运动).Particle age(粒子寿命).Patticle Mblur(粒子模糊)控制器械的种类二维项点Track View(轨迹视图) Smooth(光滑项点)Assign Controller(指定控制器) Corner(边角项点)Replace Controller(替换控制器) Bezier(Bezier项点).Linear Controller(直线控制器) Bezier Corner(Bezier角点).TCB Contriller(TCB控制器)).Contriller(连续).Path Controller(路径控制器).List Controller(列表控制器).Expression Controller(噪声控制器).Look At(看着)三维造型 Deformations(变形控制)Box(盒子) Scale(缩放)Cone(圆锥体) Twist(扭曲)Sphere(球体) Teeter(轴向变形) Geosphere(经纬球) Bevel(倒角)Cylinder(柱体) Fit(适配变形)Tube(管子)Torus(圆环)Pyramid(金字塔)Teapot(茶壶)Plane(平面)参数区卷展栏Shader Basic Parameters(着色基本参数区) .Blinn(宾氏).Anisotropic(各向异PPP).metal(金属).Multi-layer(多层式).Phong(方氏).Oren-Nayar-Blinn(表面粗糙的对象).Strauss(具有简单的光影分界线).Wire(线架结构显示模式).2-Sided(双面材质显示).Face Map(将材质赋予对象所有的面).Faceted(将材质以面的形式赋予对象) Blinn Basic Patameters(宾氏基本参数区) .Diffuse(固有色).Ambient(阴影色).Specular(高光色).Self-Illumination(自发光).Opacity(不透明度).Specular Highlights(高光曲线区)..Specular Level(高光级别)..Glossiness(光泽度)..Soften(柔和度)Extended Parameters(扩展参数区).Falloff(衰减).Filer(过滤法).Subtractive(删减法).Additive(递增法).Index of Refraction(折射率).Wire(线架材质).Reflection Dimming(反射暗淡)SuperSampling(超级样本)Maps(贴图区).Ambient Color(阴影色贴图).Diffuse Color(固有色贴图).Specular Color(高光色贴图).Glossiness(光泽度贴图).Self-Illmination(自发光贴图).Opacity(不透明贴图).Filter Color(过滤色贴图).Bump(凹凸贴图).Reflction(反射贴图).Refraction(折射贴图)..Refract Map/Ray Trace IOR(折射贴图/光线跟踪折射率).Displacement(置换贴图)Dvnamics Properties(动力学属PPP区)材质类型Blend(混合材质).Material#1(材质#1).Material#2(材质#2).Mask(遮罩).Interactive(交互).Mix Amount(混合数值).Mixing Curve(混合曲线).Use Curve(使用曲线).Transition Zone(交换区域)Composite(合成材质).Composite Bisic Parameters(合成材质基础参数区)..Base Material(基本材质)..Mat.1~Mat.9(材质1~材质9)Double Sided(双面材质).Translucency(半透明) 贴图类型.Facing material(表面材质) Bitmap(位图).Back Material(背面材质) Cellular(细胞)Matte/Shadow(投影材质) Checker(棋盘格).Matte(不可见) Composite(合成贴图).Atmosphere(大气) Dent(凹痕贴图)..Apply Atmosphere(加入大气环境) Falloff(衰减)..At Background Depth(在背景深度) Flat Mirror(镜面反射)..At Object Depth(在物体深度) Gradient(渐变).Shadow(阴影) Marble(大理石)..Receive Shadow(接受阴影) Madk(罩框)..Shadow Brightness(阴影的亮度) Mix(混合).Reflection(反射) Noise(干扰)Morpher(形态结构贴图) Output(输出)Muti/Sub-Object(多重子物体材质) Partcle Age(粒子寿命).Set Number(设置数目) Perlin Marble(珍珠岩) .Number Of Materials(材质数目) Planet(行星) Raytrace(光线追踪材质) Raytrance(光线跟踪).Shading(明暗) Reflect/Refract(反射/折射).2-Sided(双面) RGB Multiply(RGB倍增).Face Map(面贴图) RGB Tint(RGB染色).Wire(线框) Smoke(烟雾).Super Sample(超级样本) Speckle(斑纹).Ambient(阴影色) Splat(油彩).Diffuse(固有色) Stucco(泥灰).Reflect(反射) Thin Wall Refraction(薄壁折射) .Luminosity(发光度) Vertex Color(项点颜色).Transparency(透明) Water(水).Index Of Refr(折射率) Wood(木纹).Specular Highlight(反射高光)..Specular Color(高光反射颜色)..Shininess(反射)..Shiness Strength(反光强度).Environment(环境贴图).Bump(凹凸贴图)Shellac(虫漆材质).Base Material(基础材质).Shellac Material(虫漆材质).Shellac Color Blend(虫漆颜色混合)Standard(标准材质)Top/Bottom(项/底材质).Top Material(项材质).Bottom Material(底材质).Swap(置换).Coordinates(坐标轴).Blend(融合).Possition(状态)灯光类型摄像机类型Omni(泛光灯) Target(目标).General Parameters(普通参数) .Lens(镜头尺寸).Projector Parameters(投射贴图) .FOV(视域范围).Attenuation Parameters(衰减参数) .Stock Lenses(镜头类型) .Shadow Parameters(阴影参数) .Show Core(显示视域范围).Shadow Map Params(阴影贴图参数) .Show Horizor(显示地平线)Target Spot(目标聚光灯) .Near Range(最近范围)Free SPot(自由聚光灯) .Far Range(最远范围)Target Direct(目标平行光灯)Render Scene(渲染).Rime Output(输出时间)..Single(渲染单帖)..Range(所有帖).Output Size(输出尺寸)Rendering(渲染)/Environment(环境) 粒子系统Background(背景) Spray(喷射)Global Lighting(球形照明) Snow(雪)Atmosphere(大气) Blizzard(暴风雪)Combustion(燃烧) PArray(粒子列阵)Volume Light(体光) Pcloud(粒子云)Fog(雾) Super Spray(超级喷射).Standard(标准).Layered(分层)Volume Fog(体雾)第二部:3DMAX菜单注解一、File(文件)菜单New(新建):在不改变当前场景系统设置下清除场景中的所有内容。
3D材质参数大全
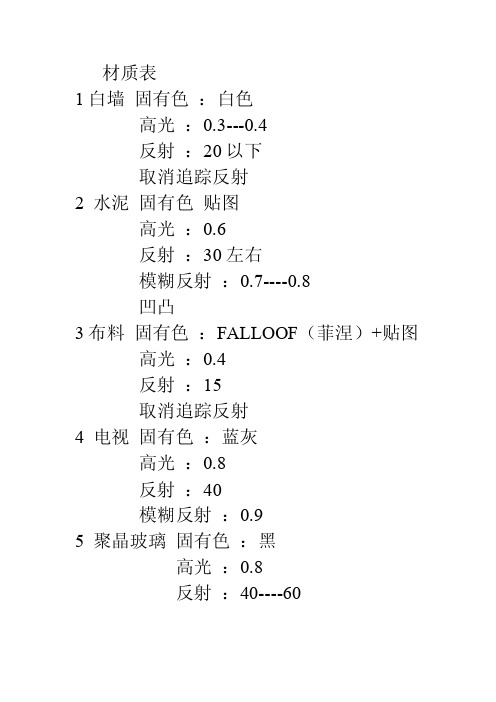
材质表
1白墙固有色:白色
高光:0.3---0.4
反射:20以下
取消追踪反射
2 水泥固有色贴图
高光:0.6
反射:30左右
模糊反射:0.7----0.8
凹凸
3布料固有色:FALLOOF(菲涅)+贴图高光:0.4
反射:15
取消追踪反射
4 电视固有色:蓝灰
高光:0.8
反射:40
模糊反射:0.9
5 聚晶玻璃固有色:黑
高光:0.8
反射:40----60
6 黑漆固有色:黑
高光:0.7
反射:150
模糊反射:0.8
7 皮革固有色:黑贴图
高光:0.6
反射:FALLOOF(菲涅,高光非白色)
模糊反射:0.8
凹凸
8 木材固有色: 贴图
高光: 0.6---0,7
反射:120 (菲涅)
模糊反射:0.8
木材2 固有色:贴图
高光:0.6
反射:FALLOFF(菲涅)
模糊反射:0.8
9 瓷器固有色:黑白灰
高光:0.8
反射:白色(菲涅)
10 不锈钢(镜面反射)
固有色:灰深灰浅灰
高光:0.8---0.85
反射:白
亚光不锈钢
固有色:灰
高光:0.7
反射:白偏灰
模糊反射:0.95
(BRDF 1玻璃)
11 玻璃固有色:自定义
高光:0.8
反射:白色(菲涅)
折射:白色(阴影雾色)IDS 1.5
(BRDF 1玻璃)
12 水(玻璃)
凹凸NOSIE 折射IDS 1.333。
Win10怎么启用directx3D加速2种方法快速开启3D加速的图文步骤
Win10怎么启⽤directx3D加速2种⽅法快速开启3D加速的图⽂步骤怎么快速开启win10硬件directx 3D加速?win10系统3D硬件加速就是利⽤硬件所固有的快速特性,使画⾯更加的逼真、细腻和流畅。
在电脑中游戏时,通常我们都会开启3d硬件加速,因为这样我们才能玩⼀些⼤型的⽹络游戏。
电脑中如何开启3d硬件加速?这是近来不少朋友都向⼩编咨询的问题。
其实,硬件加速就是利⽤硬件模块来替代软件算法以充分利⽤硬件所固有的快速特性。
下⾯,就给⼤家带来的关于3d硬件加速怎么开启的内容,欢迎阅读!Win10系统开启3D加速的⽅法:⽅法⼀、⾸先同时按【WIN+R】键,打开【运⾏】对话框。
输⼊【dxdiag】,点【确定】打开【directx诊断⼯具】。
在【directx诊断⼯具】中切换到【显⽰】选项卡,如果3D回事已关闭则会看到下图所⽰的内容。
要重新开启3D加速,⾸先在桌⾯空⽩处右键选择【新建】-【⽂本⽂档】。
之后单击选中新建的⽂档,右键选择【重命名】,将其重命名为【开启3d加速.reg】。
⼀定要修改⽂件的后缀名。
要显⽰⽂件的扩展名,可以参考之前的经验,我将链接也加在了下⽅。
0⽂本⽂档怎么显⽰txt之后⽤记事本打开上⾯的.reg⽂件,输⼊如下内容:Windows Registry Editor Version 5.00[HKEY_LOCAL_MACHINE\SOFTWARE\Microsoft\DirectDraw] "EmulationOnly"=dword:00000000[HKEY_LOCAL_MACHINE\SOFTWARE\Microsoft\Direct3D\Drivers] "SoftwareOnly"=dword:00000000[HKEY_LOCAL_MACHINE\SOFTWARE\Wow6432Node\Microsoft\DirectDraw] "EmulationOnly"=dword:00000000[HKEY_LOCAL_MACHINE\SOFTWARE\Wow6432Node\Microsoft\Direct3D\Drivers] "SoftwareOnly"=dword:00000000保存并退出。
simplify3d软件教程
Simplify3d软件使用介绍作者:webdollar6494363@2014/12/10locate:Zhengzhou 2014年7月9日,德国3D打印公司German RepRap推出了一款全功能(All-in-One)3D打印软件Simplify3D。
Simplify3D可取代Repetier-Host和Slic3r 软件,支持导入不同类型的文件,可缩放3D模型、修复模型代码、创建G代码并管理3D打印过程。
1.软件界面-Import导入stl或obj格式文件/也可以鼠标直接拖动stl,obj文件到右侧模拟窗口-Remove移除-Center and Arrange居中自动摆放-process栏为切片参数设置栏,可以变层厚设置,通过add增加多个process设置,如process1,process2...,不同的process指定从哪个高度到另外一个高度.-Edit process Settings编辑具体的切片参数设置-Prepare to Print执行切片,完成后右侧模拟窗口会有刀路生成2.模型位置/方向/尺寸编辑-Absolute Positioning偏移尺寸-Object Scaling缩放,可选均匀或非均匀缩放-Rotational offsets相对X,Y,Z坐标轴旋转角度,虽不如cura直观,但有精确输入角度功能.-Calculated Properties当前物体尺寸3机器打印控制界面-适合联机打印控制,具体大家自己熟悉,我习惯用脱机打印.4手动加支撑功能界面大家可以多尝试提高经验-gridded placement支撑的间距-max overhang angle表示小于该度数的悬空位置才会加支撑-apply based on overhang angle应用加支撑功能-manual placement手动操作控制,增加或者减少某处支撑,点取后选择你认为的位置尝试-clear manual support清除支撑5编辑Processing FFF settings-Select profile选择切片配置文件,这里有N多机型,可以找个接近的机型修改参数后保存为你喜欢的名字,后缀fff./Import为导入,remove移除,Export为保存,假设我们目前用类似ultimaker机型国内的钢壳机器U2.-General Settings综合设定,infill percentage填充百分率;include Raft需要raft;Generate support生成支撑.如不选中则对应无raft或support.-Extruder/Layer/infill/support/temperature/cooling/G-code/Scripts/Other/Advanced为挤出头/层厚/填充/支撑/温度/冷却/G代码/脚本/其他/高级的分项详细参数设定.举例,如果我们已经导入U2.fff设定,则这些分项参数已经设置好,根据我们需要只需要调节需要的参数即可.5.1extruder-extruder toolhead index选择用热头的序号-nozzle diameter喷嘴直径-extrusion multiplier挤出调整比率,用来增大或减少流量修正喷嘴的直径误差-extrusion width挤出宽度-OOZE control拉丝控制-Retraction回抽,retraction distance/回抽距离;Extra Restart Distance/额外起始距离; Retraction vertical lift/回抽时Z轴抬高一个高度;Retraction Speed/回抽速度;-Wipe nozzle擦嘴功能5.2layer自己看吧5.3infill自己看吧,待续5.4support5.5temperature 以PLA为例5.6cooling5.7G-code可选笛卡尔坐标系机器或极坐标机器,相应填写机器行程尺寸.5.8Scripts如果delta/kossel机型需要改动start g-code和Ending G-code里面的代码.以下为笛卡尔坐标系机器头尾文件代码.Start G-codeEnding G-code 5.9other-Speeds速度选项-Filament Properties耗材选项-Bridging搭桥参数5.10Advanced高级设置-layer modifications层调整不选中表示不做调整;如果希望变层厚打印产品,可以设置start/stop printing at height指定的始终高度值,这个需要配合多个process,比如process1设置起点0,终点高度10mm,层厚0.18mm;process2设置起点10.30,终点不选中,层厚0.3mm;(当然要考虑process1不需要顶,process2不需要底,多尝试尝试).依次可以增加N个process变层厚.-Slicing Behavior没尝试过,估计解决(当然要考虑process1不需要顶,process2不需要底,多尝试尝试)问题-Ooze control Behavior拉丝控制6其他功能6.1add-ins插件-Convert Image to3D转换图片成3D6.2Tools下Firmware Configuration 固件选择6.3Mesh/Mesh reduction减少mesh面数6.4Repair模型修复功能,没用过.7后记(抄自天工社文章)Simplify3D采用了非常快的切片算法,即使是最复杂的3D模型亦可快速创建干净的G代码。
Creo打开或导入3D文件时不生成Log文件的方法
1Creo 打开或导入3D 文件时不生成Log 文件的方法Creo 软件在打开或者导入其他格式的3D (如stp 、x_t 、igs 以及sldprt 等)时默认会在相应的文件夹中产生Log 日志文件。
有的格式(例如stp 、x_t 、igs )会在打开或者导入时弹出“导入新模型”窗口,此时若不想产生日志文件,可以将“生成日志文件”前的勾选去掉。
但有的格式(例如sldprt )则不会弹出“导入新模型”窗口,直接在文件夹中生成日志文件,不得不浪费时间手动删除这些日志文件。
针对此问题,可以通过配置config.pro 文件,使得软件在打开或者导入其他格式的3D 时不产生日志文件。
按照下面方法配置好后,“导入新模型”窗口中的“生成日志文件”前的方框会自动默认不勾选。
方法一:通过“文件”下面的“选项”弹出“Creo Parametric 选项”,点击“配置编辑器”然后通过“查找”输入“log”,然后点击“立即查找”,选中“intf_generate_log_file ”并将设置值改为“no”,最后点击“添加/更改”,见图2。
还要将添加的内容保存到config.pro 中,点击“导出配置”,然后点击“确定”,最后点击“确定”关闭窗口。
方法二:找到启动目录中的config.pro 或安装目录(默认路径是C:\ProgramFiles\PTC\Creo 5.0.0.0\CommonFiles\text )中的config.pro 文件,直接用记事本打开config.pro 文件,并粘贴“intf_generate_log_file no”这句内容并保存记事本,见图3,完成配置。
重启软件后即可。
图1图2图3。
3D打印机 CR-6 SE 3D打印机使用说明书
CR-6 SEV1.01、请勿尝试任何使用说明中没有描述的方法来使用本机,避免造成的意外人身伤害和财产损失;2、请勿将本机放置在易燃易爆物品或高热源附近,请将本机放置在通风、阴凉、少尘的环境内;3、请勿将打印机放置在振动较大或者其他不稳定的环境内,机器晃动会影响打印机打印质量;4、建议使用厂家推荐耗材,以免造成挤出头堵塞和机器损坏;5、请勿在安装过程中使用其他产品电源线代替,请使用本机附带的电源线,电源插头需接插在带有地线的三孔插座;6、请勿在打印机工作时接触喷嘴以及热床,以防止出现高温烫伤,造成人身伤害;7、请勿在操作机器时佩带手套或缠绕物,以防可动部件对人身部件造成卷入挤压和切割伤害;8、在打印完毕后及时利用喷头的余温借助工具将喷头上的耗材清理干净,清理时请勿直接用手触摸喷头,以防出现烫伤;9、常做产品维护,定期在断电的情况下,用干布对打印机做机身清洁,拭去灰尘和粘结的打印材料、导轨上的异物;10、年龄在10岁以下的儿童,请勿在没有人员监督的情况下使用本机,以免造成人身伤害;11、本机设有安全保护机制,请勿在开机状态下手动快速移动喷头及打印平台机构,否则设备会自动断电关机保护;12、使用者应遵守设备打印产品与设备所在地及相应国家及地区法律、法规,恪守职业道德,严禁使用我司产品打印有违设备打印产品与设备所在地及相应国家、 地区法律禁止的任何产品或物件。
NOTES使用须知1.Do not use the printer any way other than described herein in order to avoid personal injury or property damage.2.Do not place the printer near any heat source or flammable or explosive objects. We suggest placing it in a well-ventilated, low-dust environment.3.Do not expose the printer to violent vibration or any unstable environment, as this may cause poor print quality.4.Before using experimental or exotic filaments, we suggest using standard filaments such as ABS or PLA to calibrate and test the machine.5.Do not use any other power cable except the one supplied. Always use a grounded three-prong power outlet.6.Do not touch the nozzle or printing surface during operation as they may be hot. Keep hands away from machine while in use to avoid burns or personal injury.7.Do not wear gloves or loose clothing when operating the printer. Such cloths may become tangled in the printers moving parts leading to burns, possible bodily injury, or printer damage.8.When cleaning debris from the printer hotend, always use the provided tools. Do not touch the nozzle directly when heated. This can cause personal injury.9.Clean the printer frequently. Always turn the power off when cleaning, and wipe with a dry cloth to remove dust, adhered printing plastics or any other material off the frame, guide rails, orwheels . Use glass cleaner or isopropyl alcohol to clean the print surface before every print for consistent results.10.Children under 10 years of age should not use the printer without supervision.11.This machine is equipped with a security protection mechanism. Do not manually move the nozzle and printing platform mechanism manually while booting up, otherwise the device will automatically power off for safety.ers shall comply with related nation and region’s laws, regulations and ethical codes where the equipment or produced prints by it is used, and users of our product shall not use aforesaid products to print any end-use products,objects,parts or components or any other physical prints that violate the national or regional laws, regulations and ethical codes where hereinreferred product and produced prints by it is located.1Filament Holder 料架及料管17Nozzle Kit 喷头套件USB por USB接口5Storage Card Slot 存储卡槽4X Limit Switch X轴限位开关6Coupling 联轴器9Z-axis Motor(Z2) Z轴电机(Z2)10Y Limit Switch Y轴限位开关11Y-axis Motor Y轴电机12X-axis Motor X轴电机16Handle 把手13Extruder (E) Stepper 挤出(E)电机 15Photoelectric Switch 光电开关23Z-axis Motor(Z1) Z轴电机(Z1)17Power Cable Connection 电源组合开关19X-axis belt tension adjustment knobX轴皮带张紧调节旋钮20Y-axis belt tension adjustment knobY轴皮带张紧调节旋钮21Glass pick and place handle plate玻璃取放手柄压板22Voltage switching switch 电压切换拨动开关18Extruder 挤出机3Filament Detector 断料检测14Printing Platform 打印平台8LCD Screen 显示屏2Introduction设备简介245678910111218143161713151920212223Parameters设备参数Model | 型号CR-6 SE235*235*250mmFDM 10.1mm-0.4mm Standard 0.4mm | 标配0.4mm ±0.1mm 1.75mm PLA/TPU/PETG/Wood|木材STL/OBJ/AMFCreality Slicer/Cura/Repetier-Host/Simplify3DInput| 输入:AC115/230V 50/60Hz Output|输出:DC 24V350W≤110℃≤260℃Yes | 支持Yes | 支持80-100mm/s Yes | 支持Yes | 支持English | 中文Windows XP/7/8/10 MAC/LinuxPrinting Size | 成型尺寸Molding Tech | 成型技术Nozzle Number | 喷头数量Slice Thickness | 切片层厚Nozzle Diameter | 喷嘴直径Precision | 打印精度Filament | 打印材料File Format | 切片支持格式Working Mode | 打印方式Slice Software | 可兼容切片软件Power Supply | 额定电压Total Power | 额定功率Bed Temp | 热床最高温度Nozzle Temp | 喷嘴最高温度Resume Print | 断电续打Filament Detector | 断料检测Daul Z-Axis | 双Z轴Auto Leveing | 自动调平language Selection | 中英切换Operating System | 电脑操作系统Printing Speed | 打印速度Online or Storage card offline | 联机或存储卡脱机9101419Parts Listx 1Base Frame|底座1 x 1Display|显示屏3x 18Filament |耗材 x 16Spool Holder|料架 x 17Spool|料管 x 14Handle|把手201115 M5*45 Sems Screw M5*45组合螺丝x 15Power Cord|电源线x 1Gantry Frame|龙门架2Install the Gantry Frame安装龙门架15M5*45 Sems Screw M5*45组合螺丝×4Two Z-axis profiles, installed on the inner step of the X-axis bottom profile.两根Z轴型材,靠X轴底部型材内侧台阶安装。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制作PDF动态3D工程图步骤
1、 下载并安装Adobe_Acrobat_9_Pro_Extended(专业增强
版),必须是这个版本否则没有Adobe 3D Reviewer这个
工具,这个工具可以制作简单动态模型(网上介绍的大
部分只是专业版直接导入方式,只能用手旋转模型,而
模型是不会有动态的,这样的弊端是客户不知道这个彩
色插入立体图原来可以鼠标转动)。
2、 打开转化好PDF的一张2D工程图,使用(工具)(多
媒体)(3D工具)开始插入转化好的U3D格式模型
(其它格式也行,有效的3D格式就可以了,具体自己
试试),具体请看下图:
单击(浏览),选择3D模型
把背景颜色改成白色(如果图纸是其它颜色可以改成相应的颜色主要
为了统一图纸颜色),剩下的步骤就是确定就可以了。
此时3D模型已经插入到2D工程图内,可以鼠标转动模型,但没有
动态运动。
3、 打开Adobe 3D Reviewer软件,或者在插入的3D模型上
右击鼠标找到(在3D Reviewer中编辑)也可以。
4、 (工具)(动画)(创建动画)
现在以旋转方式为例示范
整个旋转的话必须选择组件
输入360度再按应用
步距角可以调速度
5、 (文件)(输出)
使用模板就是使用之前保存好的已经插入静态3D模型的工程
图PDF文档作为模板
6、 打开输出的PDF文件,就可以看到一个带有动态运动可
以用鼠标转动的3D模型工程图。
7、 如果觉得那个3D模型的坐标轴影响美观,可以鼠标右
击那个插图找到(3D首选项)(3D和多媒体)去掉
勾选的(显示3D方向轴)就可以了。