组合机床设计步骤1
机械制造技术装备及设计-1-4组合机床

机械制造技术装备及设计 2-2
第二章 组合机床
组合机床是用已经系列化、标准化的通用 部件和少量专用部件组成的多轴、多刀、 多工序、多面或多工位同时加工的高效专 用机床,生产效率比通用机床高几倍至几 十倍,可进行钻、镗、铰、攻丝、车削、 铣削等切削加工。
第一节 组合机床的组成及工艺特点
三、组合机床的工艺范围及特点
工艺范围
组合机床最适宜于加工各种大中型箱体类零件,如气缸体、 气缸盖、变速箱箱体、电机座及仪表壳等零件,也可用来完 成轴套类、转盘类、叉架类和盖板类零件的部分或全部工序 的加工。
目前组合机床主要用于平面加工和孔加工2类工序。平面加工 包括铣平面、锪(刮)平面、车端面;孔加工包括钻、扩、铰、 镗孔及倒角、切槽、攻螺纹、锪沉孔、滚压孔等。随着自动 化的发展,组合机床的工艺范围已扩展到车外圆、行星铣削 等工序。
2.液压滑台所能实现的工作 循环
(二)HJ系列机械滑台
机械滑台首创于德国洪斯伯格(HONSBERG)公司,在60 年代才大量使用,之后法、美、俄、日、意都研制并生产 了。 机械滑台的快进速度为7m/min~10m/min,工作进给速度 为在17mm/min~900mm/min。它与液压滑台相同,具有 组装机床灵活的优点。其性能基本上取决于安装在滑座尾 端的驱动装置。
航空航天发电机
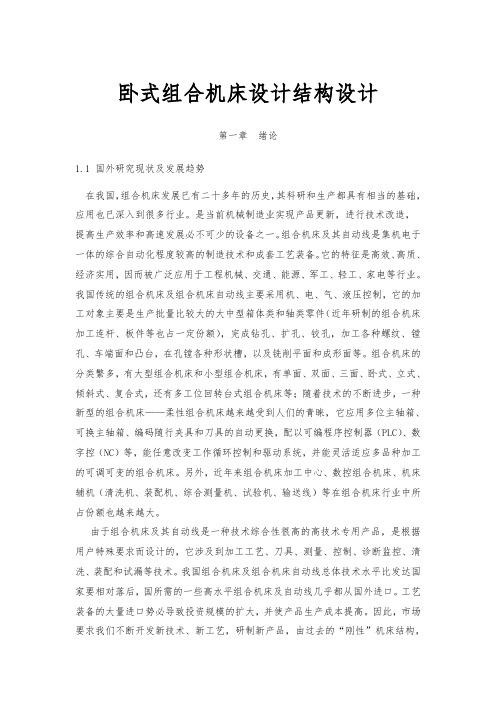
现代高速飞机多数使用喷气式发动机,原理是将空气吸入,与燃油混合, 点火,爆炸膨胀后的空气向后喷出,其反作用力则推动飞机向前。下图 的发动机剖面图里,一个个压气风扇从进气口中吸入空气,并且一级一 级的压缩空气,使空气更好的参与燃烧。风扇后面橙红色的空腔是燃烧 室,空气和油料的混和气体在这里被点燃,燃烧膨胀向后喷出,推动最 后两个风扇旋转,最后排出发动机外。而最后两个风扇和前面的压气风 扇安装在同一条中轴上,因此会带动压气风扇继续吸入空气,从而完成 了一个工作循环。
组合机床设计设计说明书绪论

组合机床设计设计说明书绪论1 绪论1.1 引言机械加工工艺是实现产品设计,保证产品质量,节约能源,降低消耗的重要手段,是企业进行生产准备,计划调度,加工操作,安全生产,技术检测和健全劳动组织的重要依据,也是企业上品种,上质量,上水平,加速产品更新,提高经济效益的技术保证。
在实际生产中,由于零件的生产类型、材料、结构、形状、尺寸和技术要求等不同,针对某一零件,往往不是单独在一种机床上,用某一种加工方法就能完成的,而是要经过一定的工艺过程才能完成其加工。
因此,不仅要根据零件的具体要求,结合现场的具体条件,对零件的各组成表面选择合适的加工方法,还要合理地安排加工顺序,逐步地把零件加工出来。
对于某个具体零件,可采用几种不同的工艺方案进行加工。
虽然这些方案都可以加工出来合格的零件,但从生产效率和经济效益来看,可能其中有种方案比较合理且切实可行。
因此,必须根据零件的具体要求和可能的加工条件等,拟订较为合理的工艺过程。
在整个加工构成中,夹具不仅仅是为了夹紧、固定被加工零件,设计合理的夹具,还要求保证加工零件的位置精度、提高加工生产率。
各种专用夹具的设计质量,将直接影响被加工零件的精度要求,在机械加工工艺过程中起到重要的作用。
【从网上查的】1.2毕业设计的目的毕业设计是完成了大学的全部课程之后进行的一次理论与实际的综合运用,是工科学生在校学习的最后一个重要环节。
其目的在于培养学生综合运用专业知识和理论知识,使其对专业知识、技能有进一步的提高;通过设计实践环节培养学生运用设计资料、手册及熟悉国家标准和规范的能力,学会编写设计说明书,提高综合素质;培养学生独立解决本专业一般工程技术问题的能力,使学生具有一定的机械设计技能和掌握机械设计的一般方法和步骤,树立良好的设计思想和工作作风,为以后从事专业技术工作打下基础。
1.3 组合机床概述1.3.1 组合机床特点及发展史【组合机床设计手册】组合机床(Modular machine)是根据工件加工需要,以大量通用部件为基础,配以少量专用部件组成的一种高效专用机床。
多工位组合机床研发与制造方案(一)

多工位组合机床研发与制造方案1. 实施背景随着制造业的快速发展,单一、传统的机床设备已经难以满足现代生产线的需求。
为了提高生产效率、降低成本、增强企业竞争力,我们有必要研究和开发一种新型的多工位组合机床。
该机床能够实现多个工位的同时加工,大幅缩短生产周期,减少人力和物力的投入。
2. 工作原理多工位组合机床主要是通过计算机数控(CNC)系统进行控制,实现多个工位的同时加工。
它由以下几个主要部分组成:•CNC控制系统:负责接收和解析来自操作员的指令,并控制机床的各个部分。
•动力系统:包括电机、液压系统等,为机床提供动力。
•传动系统:通过高精度的齿轮和链条传动,确保机床的精度。
•夹具和工具系统:根据不同的加工需求,快速更换不同的夹具和工具。
•检测系统:实时检测加工质量和进度,如有异常立即停机并报警。
3. 实施计划步骤•需求分析:深入了解市场需求,明确产品的定位和功能要求。
•方案设计:根据需求分析结果,进行整体设计方案制定。
•技术研发:包括硬件设计、软件编程、传动系统设计等。
•样品试制:制造样机,进行各种实验和验证。
•产品定型:根据实验结果,对产品进行优化和定型。
•生产制造:建立生产线,进行批量生产。
•品质保障:建立全面的品质保障体系,确保产品的稳定性和可靠性。
4. 适用范围多工位组合机床适用于汽车、航空航天、电子等制造业领域,特别是那些需要大量重复性、高精度加工的场合。
它可以大幅提高生产效率,降低成本,且在人力和物力投入上都有很好的优化。
5. 创新要点•高精度夹具和工具系统:采用先进的陶瓷和超硬材料,提高夹具和工具的精度和寿命。
•智能控制系统:引入人工智能技术,实现自适应控制和优化加工过程。
•模块化设计:为了满足不同客户的需求,机床设计成模块化结构,方便客户根据自身需求进行定制。
•绿色制造:采用低能耗电机和节能技术,减少机床的能耗。
同时,采用环保材料和工艺,减少对环境的影响。
6. 预期效果预计多工位组合机床能够提高生产效率30%以上,降低生产成本15%以上,且能够大大提高加工精度和质量。
双面卧式钻镗孔组合机床设计
双面卧式钻镗孔组合机床设计摘要本设计主要是关于双面卧式钻镗组合机床的设计,通过组合机床的设计,达到一次性钻出三个孔并粗镗出两个个大孔个孔的目的,从而保证零件的加工精度,提高生产效率,降低工人的劳动强度。
本次毕业设计的是双面卧式钻镗组合机床的设计,设计的零件是后桥箱体。
主要设计的是三图一卡及多轴箱。
首先进行组合机床的总体设计,然后根据根据工件的材料及硬度选择刀具、导向结构、切削用量,计算切削力、切削转矩及切削功率,并以此选择主轴轴颈及外伸尺寸,动力部件,液压滑台,并绘制加工示意图和尺寸联系图。
在此基础上进行多轴箱的设计,多轴箱是组合机床的主要部件之一,按专用要求进行设计,由通用零件组成,其主要作用是根据被加工零件的要求,安排各主轴位置并将动力和运动由电机或动力部件传给各主轴,使之得到要求的转速。
专用主轴箱根据加工零件特点,及其加工工艺要求进行设计,由大量的专用零件组成。
设计的内容包括:绘制多轴箱设计原始依据图;确定主轴结构;确定轴颈及齿轮模数;拟定传动系统;计算主轴、传动轴坐标;绘制坐标检查图;绘制多轴箱总图、零件图。
本次设计完成了卧式钻镗组合机床的三图一卡及左多轴箱的设计,完成了左多轴箱的主轴的位置计算,达到了设计要求。
关键词:组合机床,传动系统,左多轴箱,三图一卡ABSTRACTThis design is mainly about the double horizontal drilling boring machine design, through the combination of modular machine tool design, reach out three holes and one-time coarse boring hole two months out of a hole, thus ensure machining accuracy, improve efficiency and reduce labor intensity.The graduation design is double horizontal drilling boring machine design, design combination of parts is rear axle housing. The main design is a card and three diagram spindle box. First the overall design of modular machine tool, then according to the workpiece material and hardness according to select tools, oriented structure, cutting dosages, cutting force and cutting torque and cutting power, and to select spindle shaft neck and the overhanging size, power components, hydraulic slider, and rendering process schematic diagram and the size of the contact. Based on the design of spindle box, spindle box is one of the main components of modular machine tool, according to special requirements for design, by general parts, its main function is to be processed parts, and will arrange the spindle position by motor sport motivation and the spindle or power components to get the required speed. According to the special spindle box processing characteristics, and its processing requirements for design, by a large number of special parts. The contents include: drawing design according to the design of the original spindle box. Determine the spindle structure, Determine the shaft neck and gear module, Transmission systems; worked Coordinate calculation, a transmission axis, Check, drawing coordinates, Spindle box layout drawing parts.This design completed horizontal drilling boring machine, a combination of three diagram and left many, complete the design of crank shaft of spindle box left the position, meet the design requirementsKEY WORDS: combination machine tools, transmission system, left, with three spindle box目录前言 (1)第1章组合机床的概述 (2)1.1组合机床的组成及特点 (2)1.2组合机床的工艺范围及配置形式 (2)1.2.1组合机床的工艺范围 (2)1.2.2组合机床的配置形式 (3)1.3组合机床的加工精度 (3)1.4组合机床的设计步骤............................. 错误!未定义书签。
卧式组合机床设计结构设计
卧式组合机床设计结构设计第一章绪论1.1 国外研究现状及发展趋势在我国,组合机床发展已有二十多年的历史,其科研和生产都具有相当的基础,应用也已深入到很多行业。
是当前机械制造业实现产品更新,进行技术改造,提高生产效率和高速发展必不可少的设备之一。
组合机床及其自动线是集机电于一体的综合自动化程度较高的制造技术和成套工艺装备。
它的特征是高效、高质、经济实用,因而被广泛应用于工程机械、交通、能源、军工、轻工、家电等行业。
我国传统的组合机床及组合机床自动线主要采用机、电、气、液压控制,它的加工对象主要是生产批量比较大的大中型箱体类和轴类零件(近年研制的组合机床加工连杆、板件等也占一定份额),完成钻孔、扩孔、铰孔,加工各种螺纹、镗孔、车端面和凸台,在孔镗各种形状槽,以及铣削平面和成形面等。
组合机床的分类繁多,有大型组合机床和小型组合机床,有单面、双面、三面、卧式、立式、倾斜式、复合式,还有多工位回转台式组合机床等;随着技术的不断进步,一种新型的组合机床——柔性组合机床越来越受到人们的青睐,它应用多位主轴箱、可换主轴箱、编码随行夹具和刀具的自动更换,配以可编程序控制器(PLC)、数字控(NC)等,能任意改变工作循环控制和驱动系统,并能灵活适应多品种加工的可调可变的组合机床。
另外,近年来组合机床加工中心、数控组合机床、机床辅机(清洗机、装配机、综合测量机、试验机、输送线)等在组合机床行业中所占份额也越来越大。
由于组合机床及其自动线是一种技术综合性很高的高技术专用产品,是根据用户特殊要求而设计的,它涉及到加工工艺、刀具、测量、控制、诊断监控、清洗、装配和试漏等技术。
我国组合机床及组合机床自动线总体技术水平比发达国家要相对落后,国所需的一些高水平组合机床及自动线几乎都从国外进口。
工艺装备的大量进口势必导致投资规模的扩大,并使产品生产成本提高。
因此,市场要求我们不断开发新技术、新工艺,研制新产品,由过去的“刚性”机床结构,向“柔性”化方向发展,满足用户需求,真正成为刚柔兼备的自动化装备。
毕业论文组合机床设计

毕业设计题目:两缸柴油机机体8-M8螺纹底孔组合钻床的总体设计及主轴箱设计学科部:___________________________________专业:____________________________________班级:____________________________________学号:____________________________________学生姓名:_________________________________指导教师:_________________________________起讫日期:_________________________________中文摘要本次设计是对卧式单面8 轴组合钻床的设计,设计的内容包括组合钻床的总体设计以及多轴箱的设计。
组合钻床的总体设计主要是“三图”的设计。
三图的设计包括:被加工零件工序图、加工示意图、机床联系尺寸图。
多轴箱的设计关键是传动系统方案的确定。
再根据传动系统图确定手柄轴和油泵轴的位置安排,然后进行坐标计算,绘制多轴箱装配总图,箱体补充加工图,前盖补充加工图、最后根据上面的内容设计组合钻床。
关键子字:组合钻床、多轴箱、被加工零件工序图、加工示意图、机床联系尺寸图。
外文摘要This design is to horizontal axis combination drilling machine of single anddesign, the design of content including combination drilling machine of the overall design and the design of the spindle box. Combination drilling machine of the overall design mainly is the "three figure" design. The design of the three figure includes: processing parts process diagram, processing schemes, machine tool contact size figure. The design of the spindle box is key to the scheme determination of transmission system. Again according to the transmission system graph determine the handle axis and oil pump shaft placement, and then coordinate calculation, draw spindle box of general assembly, the casing is added processing figure, the front cover added processing diagram, according to the content of the above design combination drilling machine.Key son word : combination drilling machine, spindle box, be processing parts process diagram, processing schemes, machine tool contact size figure.、尸■、亠前言组合机床是用按系列化标准化设计的通用部件和按被加工零件的形状及加工工艺要求设计的专用部件组成的专用机床。
组合机床总体设计
变速器上盖组合机床总体设计摘要组合机床是根据工件加工需要,以大量通用部件为基础,配以少量专用部件组成的一种高效专用机床。
目前,组合机床主要用于平面加工和孔加工两类工序。
而且其生产效率高,加工精度稳定,自动化程度高,使工人劳动强度降低。
由于本次加工的零件为变速器箱体,为大批量生产,而且所要加工的孔较多,本次设计的组合机床主要是对孔进行加工。
此设计绘制的是机床联系尺寸总图。
它是以被加工零件工序图和加工示意图为依据,并初步按选定的主要通用部件以及确定的专用部件的总体结构而绘制的。
是用来表示机床的配置形式,主要构成及各部件安装位置,相互联系,运动关系的总体布局图。
由于组合机床进行加工能够进行多工位加工,提高自动化程度,缩短加工时间和辅助时间。
而且组合机床大部分都是由通用部件组成,研制周期较短,便于设计,制造和使用维护,成本低。
而且机床易于改造,产品和工艺变化时,通用部件还能重复利用,经济性较好。
所以组合机床在大批量生产中的应用十分广泛。
关键词:组合机床,机床总图,自动化The overall design of combination machine tools for the cover oftransmissionABSTRACTThe assembly machine processes is according to the requirement of work pieces , and it is made of a lot of general use parts and a little exclusive use parts and it is a kind of a efficiently production machine. The present, assembly machine tool primarily is used in making the plane surface and the apertures. And because of high production efficiency, the accuracy of process, the stability of it's result, the automation extent higher, and so it can debase the strength of the labour.Because this parts for processing is transmission box, there is a lot of apertures in the part , and want that the processed bore is more, so the main process is making the holes.The design draw's is a total diagram of size of contact of tool machine. It is with was process the spare parts work preface diagram and process sketch map is basis, and the first step press the total structure of the main and in general use parts and certain appropriation parts that make selection but draw of. Is to use to mean that the tool machine installs the form, main composing and each parts install the position, contacting mutually, exercise total layout diagram of relation.Because the assembly machine tool can process some parts together ,so it can boost to automate extent, and shorten the time of process,And that assembly machine tool is made of a lot of general use parts, short the time of design, and it is convenient for designing, fabrication , the cost is low. And the machine tool is apt to be reconstructed, When the technics route changes, the general parts can be reused again, so we use assemble machine tool is economical .So large numbers of assembly machine tools are applied in the machine industrial.KEY WORDS: assembled machine tool,two-sided,active boring board,total diagram of tool machine,automation目录第1章组合机床理论基础 (5)1.1机床在国民经济的地位 (5)1.2组合机床的组成及特点 (5)1.3 组合机床研究基本内容 (6)第2章组合机床方案的制定 (7)2.1 组合机床的工艺范围及配置形式 (7)2.1.1 组合机床工艺范围 (7)2.1.2 组合机床配置形式 (7)2.2 组合机床工艺方案的拟定 (8)2.2.1 确定工艺方案的基本原则 (8)2.2.2 确定工艺方案应注意的问题 (8)第3章组合机床总体设计 (10)3.1 被加工零件工序图 (10)3.1.1 被加工零件工序图的作用与内容 (10)3.1.2 加工零件要求 (10)3.2组合机床切削用量 (11)3.2.1 确定切削用量应注意的问题 (11)3.2.2 切削用量的计算 (12)第4章加工示意图 (14)4.1 加工示意图的作用和内容 (14)4.2刀具,工具,导向装置的选择 (15)4.2.1刀具的选择 (15)4.2.2接杆的选择 (15)4.2.3导向套的选择 (15)4.3初定主轴类型、尺寸和外伸长度 (16)4.4动力部件的工作循环及工作行程的确定 (16)第5章机床联系尺寸图及生产率计算卡 (18)5.1 机床动力部件的选择 (18)5.1.1 动力箱的选择 (18)5.1.2 动力滑台的选择及附属部件 (19)5.2 确定机床尺寸 (21)5.2.1 确定装料高度 (21)5.2.2 中间底座轮廓尺寸 (21)5.2.3 多轴箱轮廓尺寸 (22)5.2 确定机床尺寸 (23)5.3 机床生产率计算卡 (24)结论 (27)谢辞 (28)参考文献 (29)第1章组合机床理论基础1.1机床在国民经济的地位随着现代化工业技术的快速发展,特别是随着它在自动化领域内的快速发展,组合机床的研究已经成为当今机器制造界的一个重要方向,在现代工业运用中,大多数机器的设计和制造都是用机床大批量完成的。
液压传动课程设计--设计一台立式镗孔组合机床液压系统
液压传动课程设计--设计一台立式镗孔组合机床液压系统液压系统设计思路:1. 确定液压系统的工作压力和流量要求。
根据立式镗孔组合机床的加工特点和工作要求,确定系统的最大工作压力和流量。
2. 选取液压元件。
根据系统的工作压力和流量要求,选取液压泵、液压马达、液压阀等液压元件。
液压泵的类型可以选择齿轮泵、叶片泵或活塞泵等。
液压马达的类型可以选择齿轮马达或液压马达等。
液压阀的选择要根据系统的控制要求,如选择压力阀、流量阀、方向阀等。
3. 确定液压系统的布局。
根据立式镗孔组合机床的结构和工作要求,确定液压泵、液压马达、液压阀等液压元件的布置位置和互连关系。
4. 设计液压系统的工作流程。
根据立式镗孔组合机床的工作流程和工艺要求,确定液压系统的工作流程。
包括液压元件的工作顺序、开关时间及液压系统的控制方式等。
5. 进行液压系统的参数计算和选型。
根据液压系统的工作压力和流量要求,以及液压元件的选型,进行各液压元件的参数计算和选型。
6. 进行液压系统的零件选配和设计。
根据液压系统的工作压力和流量要求,选配和设计液压系统所需的零件,如管路、接头、密封件等。
7. 进行液压系统的动态分析和优化设计。
通过使用液压系统的动态模拟软件,对液压系统进行动态分析和优化设计,以提高系统的稳定性和性能。
8. 进行液压系统的总体集成和装配调试。
根据液压系统的设计要求,进行液压系统的总体集成和装配调试,以确保液压系统的正常运行。
9. 进行液压系统的系统调试和性能测试。
对液压系统进行系统调试和性能测试,以检查液压系统的正常运行和满足工艺要求。
10. 进行液压系统的运行监测和维护保养。
对液压系统进行运行监测和维护保养,定期检查液压系统的工作状态和性能,及时处理可能出现的故障和异常情况。
组合机床液压设计
组合机床液压设计注:任务书由指导教师填写。
题⽬E:组合机床液压系统设计试设计⼀台铣削专⽤机床的液压系统,要求液压系统完成的⼯作循环是:⼯件夹紧⼯作台快进⼯作台1⼯进⼯作台2⼯进⼯作台快退⼯件松开。
⽤平⾯导轨。
完成设计计算,拟定系统⽅案图,确定各液压元件的型号及尺⼨,设计液压缸。
液压传动系统设计与计算液压系统设计的步骤⼤致如下:1.明确设计要求,进⾏⼯况分析。
2.初定液压系统的主要参数。
3.拟定液压系统原理图。
4.计算和选择液压元件。
5.估算液压系统性能。
6.绘制⼯作图和编写技术⽂件。
根据液压系统的具体内容,上述设计步骤可能会有所不同,下⾯对各步骤的具体内容进⾏介绍。
第⼀节明确设计要求进⾏⼯况分析在设计液压系统时,⾸先应明确以下问题,并将其作为设计依据。
1.主机的⽤途、⼯艺过程、总体布局以及对液压传动装置的位置和空间尺⼨的要求。
2.主机对液压系统的性能要求,如⾃动化程度、调速范围、运动平稳性、换向定位精度以及对系统的效率、温升等的要求。
3.液压系统的⼯作环境,如温度、湿度、振动冲击以及是否有腐蚀性和易燃物质存在等情况。
图9-1位移循环图在上述⼯作的基础上,应对主机进⾏⼯况分析,⼯况分析包括运动分析和动⼒分析,对复杂的系统还需编制负载和动作循环图,由此了解液压缸或液压马达的负载和速度随时间变化的规律,以下对⼯况分析的内容作具体介绍。
⼀、运动分析主机的执⾏元件按⼯艺要求的运动情况,可以⽤位移循环图(L—t),速度循环图(v—t),或速度与位移循环图表⽰,由此对运动规律进⾏分析。
1.位移循环图L—t图9-1为液压机的液压缸位移循环图,纵坐标L表⽰活塞位移,横坐标t表⽰从活塞启动到返回原位的时间,曲线斜率表⽰活塞移动速度。
该图清楚地表明液压机的⼯作循环分别由快速下⾏、减速下⾏、压制、保压、泄压慢回和快速回程六个阶段组成。
2.速度循环图v—t(或v—L)⼯程中液压缸的运动特点可归纳为三种类型。
图9-2为三种类型液压缸的v—t图,第⼀种如图9-2中实线所⽰,液压缸开始作匀加速运动,然后匀速运动,图9-2 速度循环图最后匀减速运动到终点;第⼆种,液压缸在总⾏程的前⼀半作匀加速运动,在另⼀半作匀减速运动,且加速度的数值相等;第三种,液压缸在总⾏程的⼀⼤半以上以较⼩的加速度作匀加速运动,然后匀减速⾄⾏程终点。
缸体钻孔组合机床设计
缸体钻孔组合机床设计摘要组合机床是根据工件加工需要,以大量通用部件为基础。
配以少量专用部件组成的一种高效率专用机床。
本次设计的是汽缸体双面钻孔组合机床,汽缸体是发动机的主要部件,属于大批大量生产的零件,从经济性上考虑,为适应生产需求采用组合机床较为合理。
根据组合机床的特点,设计步骤主要包括:调查研究、总体方案设计、技术设计、工作设计。
调查研究:根据被加工零件图样,研究其尺寸、形状、材料、硬度、重量、加工部位的结构及加工精度和表面粗糙度要求等内容。
同时深入调查了解生产现场状况。
总之,通过调查研究应为组合机床总体设计提供必要的大量的数据、资料,做好充分的、全面的技术准备。
总体方案设计:组要包括制定工艺方案、确定机床配置形式、制定影响机床总体布局和技术性能的主要部件的结构方案。
总体设计的具体工作是编制“三图一卡”,即绘制被加工零件工序图、加工示意图、机床尺寸联系图,编制生产效率计算卡。
技术设计:根据总体设计已经确定的“三图一卡”,设计机床个专用部件正式总图,如设计夹具、多轴箱等装配图以及根据运动部件有关参数和机床循环要求,设计液压和电气控制原理图。
工作设计:当技术设计通过审后即可展开工作设计,即绘制各个专用部件的施工图样、编制各个部件零件明细表。
通过以上设计步骤,本次设计的汽缸体双面钻孔组合机床充份满足了生产需求,达到了预期的设计目标。
关键词:组合机床,三图一卡,多轴箱,夹具Cylinder body Drilling Modular Machine Tools DesignABSTRACTMachine Tool is required under the workpiece, based on a large number of common components. Accompanied by a small amount of the composition of specific parts of a machine tool with high efficiency.The design of the cylinder body combination double drilling machine, cylinder body is the main engine components, is a large number of mass-produced components, from the economy be considered, to meet the production needs of combination machine tool is reasonable. Machine according to portfolio characteristics, the design steps include: research, overall program design, technical design, job design.Research: According to the parts to be machined patterns, to study the size, shape, material, hardness, weight, structure and machining parts machining accuracy and surface roughness requirements and so on. Also in-depth investigation to find out about on-site conditions. In short, through the research design should provide the necessary combination of machine tool large amounts of data, information, and make full and comprehensive technical preparation.Overall Design: Group program to include the development process to determine the tool configurations, the machine tool to develop the overall layout and technical performance of the main components of the structure of the program. Overall design of the concrete work is the preparation of the "three plans a card", drawn by processing parts that process map, process diagram, machine size contact map, the preparation of production efficiency calculation card.Technical design: According to the overall design has been identified "three map one card" design tool dedicated official general plan components, such as the design of fixtures, and other multi-axle box assembly diagram and the parameters under the moving parts and machine cycle requirements, design of hydraulic and electrical control schematic.Work Design: When the technical design through post-trial to begin work as designed, or drawn construction drawings of various specific components, the preparation of the various components parts list.The above design steps, this design of cylinder body Drilling Modular Machine Tools fully meet the production needs to reach the desired design goals.KEY WORDS: machine tool, the three plans for a card, multi-axle box, fixture前言 (1)第1章组合机床总体设计 (3)1.1 工艺方案拟定 (3)1.1.1 确定组合机床工艺方案的基本原则及注意问题 (3)1.1.2 组合机床工艺方案的拟定 (3)1.1.3 确定组合机床配置型式及结构方案应考虑的问题 (5)1.2 切削用量的确定 (5)1.2.1 组合机床切削用量选择的特点、方法及注意问题 (5)1.2.2 确定切削力、切削转矩、切削功率及刀具耐用度 (5)1.3 组合机床总体设计—“三图一卡” (6)1.3.1 被加工零件工序图...................... 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
多轴选择
立式的宽度为340毫米。卧式宽度为325毫 米。
齿轮排列到箱壁距离
70~100毫米 长度与宽度 600毫米×499.5毫米 动力箱法兰尺寸 800毫米×630毫米
装料高度
装料高度指工件安装基面至机床底面的垂 直距离,在过去设计组合机床时,装料高 度可视具体情况在H=850~1060mm之间选 取,在组合机床生产线中装料高度的统一 有利于多工序的加工利于工件的运输,使 机床与机床交流顺畅,所以选择1060毫米。 装料高度为下面箱体轴的排布作了准备。
第三部分
三图一卡 被加工零件工序图 加工示意图 机床联系尺寸图 生产率计算卡
被加工零件工序图
突出加工部位(用粗实线) (1)被加工零件的形状,主要外廓尺寸和本机床要加工部位的尺寸、 精度、表面粗糙度、形位精度等技术要求,以及对上道工序的技术 要求等。 (2)本工序所选定的定位基准、夹紧部位及夹紧方向。
动力箱参数
动力箱性能
型号 1TD50
型式 Ⅰ
电动机型号 Y132M-4
电动机功率 ( kw) 7.5
长度 435毫米
电动机转速 r/min-1 1440
输出轴速度 ( r·min-1 ) 720
选择中间底座
中间底座的轮廓尺寸要满足夹具在上面安 装的需要。长度方向上尺寸要根据所选动 力部件滑台和底座及其配套部件(侧底座) 的位置关系,并照顾各部件联系尺寸的合 理性来确定。但要保证加工终了位置工件 端面至主轴箱前端面的距离不小于加工示 意图上要求的距离。
0.25 8 0.25 0.55 1.3 0.55
=477min 1.3
8
检验刀具寿命
刀具的寿命为477分钟,加工一个零件时间 t=L/v , L为加工长度20毫米, v为工进的速度为0.25mm/r×353.6r/min= 88毫米/分钟。 一次刀磨后可以加工2100个工件,可以使 用6到7个工作日。完全符合要求。
加工直径 (毫米) 12~22 HB160~200 切削用量v (米 /分) 16~24 f(毫米/转) 0.20~0.40
为了保证生产并根据组合机 床结构,选择v=20m/min, f=0.25mm/r,对应的转速
刀具参量
锥柄麻花钻
锥柄麻花钻参量
直径( mm) 18.00
全长 ( mm) 228
机床型式
单工位双面组合钻床
确定切削用量
确定工序间余量(扩孔、铰孔) 要保证不同转速与进给量之间共用同一个 进给系统。必须各个主轴转速与进给量等 于动力滑台每分钟进给量。 由于8个孔的直径相同,且只要钻孔一道工 序,所以不需考虑以上情况。
高速钢钻头加工铸件的切削用量
硬质合金钻头, 硬度高,耐磨 损,效率高, 但是韧性稍差, 因此对机床刚 性和主轴的跳 动和转速都有 要求。 含钴高速钢包 括普通高速钢, 韧性较好。
步骤4
确定快速退回长度,包括快速引进与工作 进给长度之和。 图中快退为120毫米,快进为80毫米。 确定导向套的公差配合,导套的长度等主 要参数。 在图上标出转速、进给速度等。
机床联系尺寸图
(1)联系尺寸图的作用 表示机床的配置形式、总体布局、各部件 的相互装配联系和运动关系。 检验机床各部件相对位置及尺寸联系是否 满足加工要求、通用部件的选择是否合适; 也作为多轴箱、夹具设计的依据。
步骤2
根据直径确定外伸长度。 主轴外伸长度L=115毫米,主轴外伸直径 D/d=50/36
步骤3
1.根据莫氏锥柄号2号,再根据主轴的内径与 外径选择A型接杆接杆长度为265毫米。 2.确定工作进给长度。
分析
作进给长度L工应等于工件加工部位长度L与 刀具切入长度L1与切出长度L2之和。 切入长应L1应根据工件端面误差情况在5~ 10mm之间选择,误差大时取大值,因此取 L1=8mm,切出长度L2=1/3d+(3~8)=6 +6 =12mm,所以L工=20+8+12=40mm.
组合机床处于专用于通用机床中间,通常 有立式和卧式、倾斜和复合式。 可以根据夹具分为固定式、或具有移动夹 具的多工位组合机床。 转塔式组合机床 小型组合机床
立柱
多轴箱
动力箱
动力滑台 立柱底座 夹具 侧底座 中间底座
第二部分
工艺分析与计算工艺分析常规钻孔的尺寸精度:加工孔径在直径40 毫米以下,一般为实心铸件扩、铰工序之 前,钻削底孔或螺纹孔,精度可达IT10IT11,表面粗糙度达Ra12.5微米。所以确 定使用钻孔组合机床对阀体一次性加工完 全满足要求。
加工示意图
绘制步骤
1.选取主轴直径
根据公式 d= B 4
M
100
【 φ】(度 /米)
1/4 7.3
1/2 6.2
1 5.2
M ≤ [τ ] WP
B
d——轴的直径(mm) , M——轴所传递的扭矩(N·mm) , Wp ——轴的抗扭截面模数(mm3 ) , [τ]——许用剪切力(N/mm2 )可有常用表查得, B——系数不同扭转角系数。 已知 M 主=19802N· mm 以 40Cr 为材料,在扭转角度为 0.25 度 /米度的情况下 d 大于 27.38mm 所以主轴直径选常用的 30mm。
◆ 确定进给速度 每种动力滑台有规定的快速行程速度及最小进给量的限制。所选 择的实际快速行程速度和进给量应符合:
v快(刀具)< v’ 快 (滑台), v工(刀具)> v’滑台额定min
部件选择
根据对液压滑台和机械滑台的性能特点比 较,并结合具体的加工要求,使用条件选 择HY系列液压滑台。
确定轴向进给力 滑台所需的进给力 ∑Fi=8×3819N=30552N Fi——各主轴加工时所产生的轴向力
滑台参数
∑F < F进选择1HY50液压滑台,其参数如表 所示
滑 台 型号 台面宽 台面长 最大进 工进速度 快速移动 速度 ( m·min-1) 6.3 行程 ( mm) 400 度(mm) 度(mm) 给力(N) ( mm·min-1) 500 1000 32000 10~350
1HY50
组合机床定义
组合机床的用途和特点
用途 组合机床广泛用 于大批量生产的 行业,主要用于、 阀体、汽车、拖 拉机等加工箱体 类零件。
特点
组合机床与一般的专 用机床一样,是针对 特定工序加工要求而 设计的。因此,组合 机床具有专用、高效、 自动化和易于保证加 工精度等优点。
组合机床的组成分类
1.9 f 0.8 D T 切削扭矩: =10 HB 0.6
=10× 181.9 × 0.25 0.8 × 2100.6 =19802N·mm
切削功率与刀具耐用度
V——切削速度 (m/min)
切削功率: P = TV/9740πD =19802×20 ÷ (9740×3.14×18)
P——切削功率(kw) =0.719kw Td——刀具耐用度(min) 9600 ⋅ D 9600 ×18 T = = 在计算切削力F、切削功 d v ⋅ f ⋅ HB 20 × 0.25 ⋅ 200 率P、切削扭矩T时硬度 取最大值,在计算刀具 耐用度时取最大值减去 硬度偏差值的三分之一
刀刃长 ( mm) 130
莫氏锥 柄号 2
确定切削力、切削扭矩
HB——布氏硬度 F——切削力(N) D——钻头直径(mm) f——每转进给量( mm/r) T——切削扭矩(N•mm)
0.8 f HB 0.6 F D 切削力: =26
=26×18× 0.250.8 × 2100.6 =3819N
联系尺寸图应注明的状态和尺寸
1. 标注机床各组成部件的轮廓尺寸及相关联系尺寸。 2. 表示运动部件的原位、终点状态及运动过程情况, 以确定机床最大轮廓尺寸。 3. 注明工件、夹具、动力部件、中间底座对中心线 的位置关系 4. 注明电动机型号、功率及转速,通用部件的型号和 主要轮廓尺寸。
5.对机床所有的部件分组编号。
根据滑台选择附属部件
选择 ⅠA型号 1CC501型滑台,高度为560毫米
选择动力箱
已知滑台型号为50系列,选择动力箱型号 为1TD50。 动力箱主要依据多轴箱所需的电动机功率 来选用,首先计算8个主轴的总功率。 ∑p=8×0.719kw=5.752kw 考虑到滑台摩擦因数,根据经验需要的功 率P需=(P+0.8)/η=(5.752+0.8) /0.9=7.28kw
机床联系尺寸图内容
组合机床是由标准的通用部件——动力箱、 动力滑台、侧底座加上专用部件——多轴 箱、刀、辅具系统、夹具、液、电、冷却、 润滑、排屑系统组合而成。 图中应完整地反映各部件的联系尺寸、专 用部件的轮廓尺寸、运动部件的极限位置 及行程尺寸。应标注通用部件的规格代号, 电动机型号、功率及转速。注明机床部件 的分组及总行程。以便后续部件的设计。
组合机床-
主轴箱体设计
设计对象-衬胶隔膜阀
设计尺寸
设计任务
1 2 3 4
• 组合机床设计计算 • 绘制联系尺寸图 • 主轴箱的详细设计计算 • 绘制主轴箱总装图 • 部分零件图 • 虚拟装配 • 对虚拟装配进行探讨和研究
阀体技术要求
两侧各8-Φ18通孔,Ra为25微米。 阀体的材料为HT200,硬度HB180~210。 加工面的自由尺寸的允许误差按GB159-59 的8级(GB/T 1800.1-2009,IT14精度,公 差数值为430微米)制造。 要求生产纲领为年产量7.5万件,单班制生 产。