脉冲燃烧控制在大型高温热处理炉上的应用
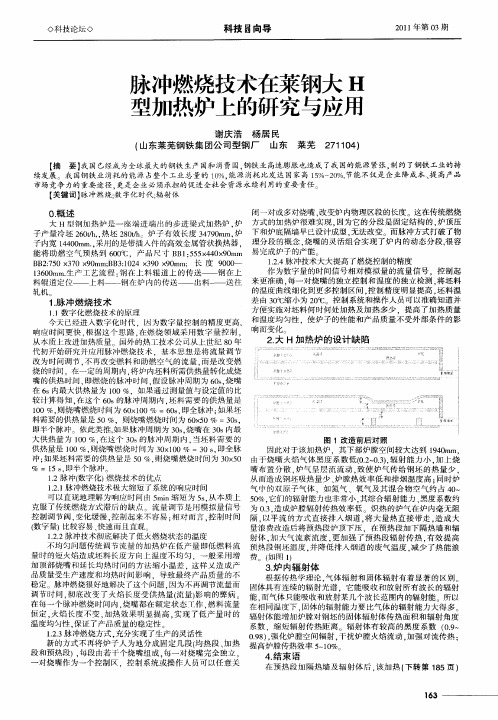
脉冲燃烧技术在莱钢大H型加热炉上的研究与应用
脉冲燃烧技术在退火炉中的应用

脉冲燃烧技术在退火炉中的应用1.马鞍山钢铁股份有限公司;2.中钢集团马鞍山矿山研究总院股份有限公司;3.金属矿山安2.与健康国家重点实验室;4.华唯金属矿产资源高效循环利用国家工程研究中心有限公司摘要从脉冲燃烧技术的原理入手,对脉冲燃烧的控制思路进行了阐述,介绍了整个系统的构成和功能模块的实现方法,通过对该技术的特点进行了分析,提出了优化的方案。
Pulse combustion techniqueWang Lei1,Du Kefei1,Lin Pan1,Wang Jianjun2,3,4(1.Ma’anshan Iron and Steel Co. Ltd;2.Sinosteel Maanshan General Institute of Mining Research Co.,Ltd;3.State Key Laboratoryof Safety and Health for Metal Mine;4.Huawei National Engineering of High Efficient Cyclic Utilization of Metal Mineral Resources Co. ,Ltd.)Abstract: Based on the principle of pulse combustion technology,the control of pulse combustion train of thought, this paperintroduces the combustion of the whole system and the realization method of function module based on the characteristics of the technology are analyzed, and puts forward the optimized scheme.Keywords: Pulse combustion techinique, Discretization,,PID加热炉是冷轧涂镀工艺中最重要的设备之一,加热炉的温度控制精度直接影响产品的性能和质量。
脉冲燃烧控制原理及其在燃气回转加热炉上的应用
因此 , 燃烧系统的脉 冲控制方式可以使得加热 炉 的控 制 和操作 变得 更加 容 易 , 更加 灵 活 , 节 比例 调 更大 , 温度均匀性更好 。采用合适的 PD控制算法 , I 可以使得温度调节器的控制精度更高。因此选择燃 烧控制方式得当, 在节能降耗上具有重要 意义 。正 是基于以上优点 , 冲燃烧控 制系统是 当今加热炉 脉
脉冲调制的基本原理 , 为传统 的 PD调节控 仍 I
制。假定燃烧系统包含 了 N个加热 区域 , 每个加热
・
5 ・ 6
中 国
钼
业
21 0 1年 6月
手 动
给 P C。如 果在 燃 烧 过程 中火 焰 熄 灭 , 烧 嘴控 制 L 则 器发 出点 火指 令给 点 火 变 压 器 , 火 变 压器 尝试 一 点 定 次数 ( 3次 ) 行 点 火 , 果 点 火 失 败 , 自动 如 进 如 则
匀的弊端 ( 当烧 嘴气 流速度较低 , 很难 形成均匀 的
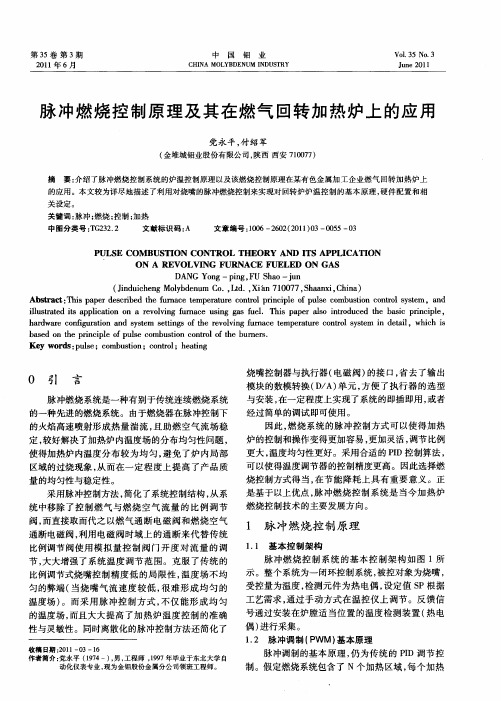
脉冲燃烧控制系统 的基本控 制架 构如 图 1 所 示 。整个 系统 为一 闭环 控制 系统 , 控对象 为烧 嘴 , 被
温度场 ) 。而采用脉 冲控制方式 , 不仅能形成 均匀
的温度场 , 而且大大提高 了加热炉温度控制 的准确 性与灵敏性 。同时离散化的脉冲控制方法还简化 了
没定
锁闭燃气 电磁 阀, 并发 出故 障报警 信 号给 上位 机
P C。故 障 的复位 一般 是 通过 对 烧 嘴 控制 器 重 新 上 L
图 1 脉冲控 制系统 的基本控制架构
区域 又包 含 了 N 个 燃烧 器 , 制 系 统 ( L i 控 P C或 者 温
脉冲燃烧技术在步进加热炉中的应用
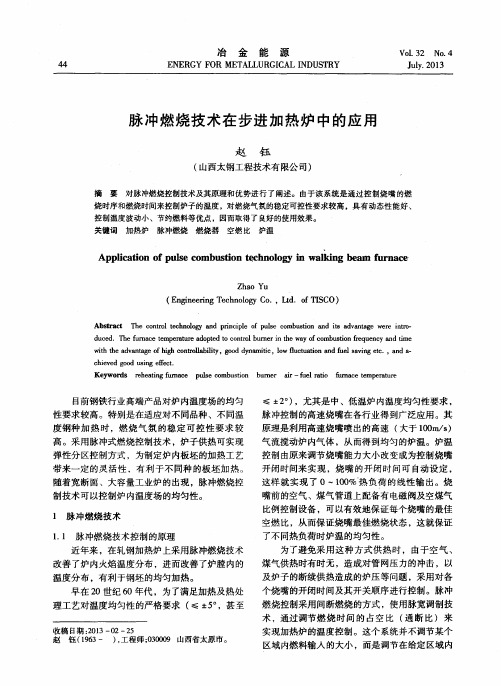
1 . 1 脉冲燃烧技术控制的原理 近年来 ,在轧钢加热炉上采用脉冲燃烧技术
改善 了炉 内火焰 温度 分布 ,进而改 善 了炉 膛 内的
煤气供热时有时无 ,造成对管网压力的冲击 ,以 及炉子的断续供热造成的炉压等问题 ,采用对各 个烧嘴 的开 闭时 间及其开 关顺 序进行 控制 。脉 冲
冶 金 能
源
V0 1 . 3 2 No . 4
EN E RGY F OR ME T A L L UR GI C AL I ND US r R Y
J u l y . 2 0 1 3
脉 冲燃 烧 技术 在 步 进 加 热炉 中的应 用
赵 钰
( 山西 太钢 工程技术 有 限公 司)
1 脉 冲燃烧 技术
嘴前 的空 气 、煤 气 管道上 配备 有 电磁 阀及空 煤气 比例控制 设备 ,可 以有效 地保证 每个 烧嘴 的最佳 空燃 比 ,从而保 证烧 嘴最 佳燃烧 状 态 ,这就 保证 了不 同热 负荷 时炉 温的均 匀性 。
为了避免采 用 这 种 方 式供 热 时 ,由于 空 气 、
燃烧控 制采用 间断 燃烧 的方式 ,使 用脉宽调 制技 术 ,通过 调节 燃 烧 时 间 的 占空 比 ( 通 断 比 )来 实现加热 炉 的温度控 制 。这个 系统 并不调节 某个 区域 内燃 料输 人 的大小 ,而是 调节 在给定 区域 内
温度分布 ,有利于钢坯的均匀加热。 早在 2 0世纪 6 0年代 ,为了满足 加热及 热 处 理工艺对温度均匀性的严格要求 ( ≤± 5 。 , 甚至
目前钢 铁行业 高端 产 品对炉 内温 度场 的均匀 性要求 较高 。特 别是 在适应 对不 同品种 、不 同温 度钢种 加 热 时 ,燃 烧 气 氛 的稳 定 可 控 性 要 求 较
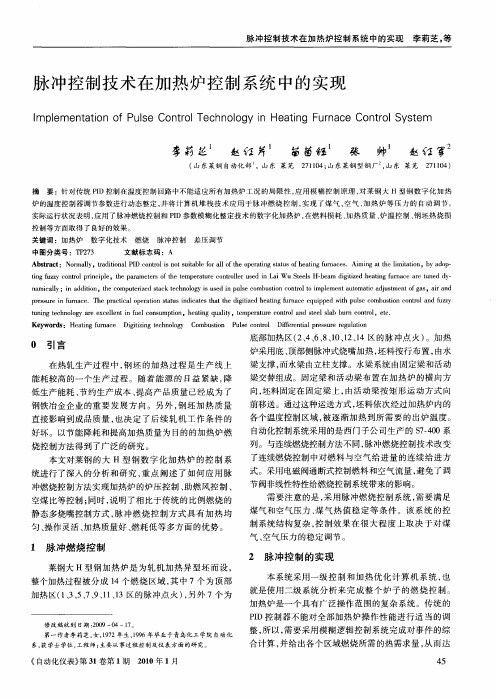
脉冲控制技术在加热炉控制系统中的实现
李菊 芝
赵 鲜
苗为钰
帅
赵
2 10 ) 71 4
( 东莱钢 自动化部 山 ,山东 莱芜
2 10 ; 东莱铜型 钢厂 山东 莱芜 7 14 山 ,
摘
要 :针对 传 统 PD控制 在温度 控制 回路 中不 能适应 所有 加热 炉 工况 的局 限性 , 用 模糊 控 制 原理 , 莱钢 大 H型 钢 数字 化 加 热 I 应 对
炉 的温度控 制器 调节 参数进 行动 态整定 , 将计 算 机 堆栈 技 术 应用 于脉 冲燃 烧 控 制 , 并 实现 了煤 气 、 气 、 热炉 等 压 力 的 自动调 节 。 空 加 实际运行 状况 表 明 , 应用 了脉 冲燃烧 控制 和 PD参数 模糊 化 整定技 术 的数字 化加热 炉 , 燃 料损 耗 、 热质 量 、 温控 制 、 I 在 加 炉 钢坯 热烧 损
控 制等 方面取 得 了 良好 的效 果 。
关键词 :加热 炉
数字化 技 术
燃烧
脉冲控 制 差压 调节
中图分 类号 :T 2 3 P7
文献 标 志码 :A
Absr c : Nomal rdio a D c nr l sn ts ia efralo h p rtn ttso e tn u n c s ta t r l y,ta t n lPI o to o utbl o l fteo e aigsau fh ai gfr a e .Ai n tte l tto i i mig a h i a响到成品质量 , 也决定 了后续 轧机工 作条 件 的
好坏 。以节能降耗和提高加热质量为 目的的加热炉燃
烧控制方法得到 了广泛 的研究 。
自动化控制系统采用的是西 门子公 司生产 的 s—0 740系
工业窑炉脉冲燃烧技术的应用与效益浅析
工业窑炉脉冲燃烧技术的应用与效益浅析作者:张兹伟来源:《科学导报·学术》2020年第50期摘;要:围绕工业窑炉展开研究,分析脉冲燃烧技术的应用原理和应用特点,并详细阐述该项技术的实际应用方案,最后,基于我国产业相关政策和产业发展动态,浅析脉冲燃烧技术的效益。
关键词:应用原理;应用特点;应用效益;工业窑炉;脉冲燃烧技术众所周知,工业窑炉在我国社会生产领域扮演着重要的角色,对经济发展的作用不容置疑,同时,工业窑炉的运行也消耗着大量的能源,因此,新时期我国尤为重视工业窑炉的燃烧控制工作,致力于维系窑炉的整体性能,进而达成窑路运行节能目标,最大程度的减少对环境的污染。
现阶段,我国普遍应用连续比例燃烧控制形式,通过控制燃料和助燃空气的流量来保证温度和燃烧气氛合理,但不容忽视的是,应用该种控制形式时,十分容易受工况波动的影响,进而导致最终的控制效果不尽人意。
因此,文章提出脉冲燃烧控制技术,旨在达成降低窑炉能耗、优化窑炉生产率和生产质量的目标。
一、脉冲燃烧技术的应用原理和应用特点脉冲燃烧控制技术以固定各烧嘴空煤气流量,间断燃烧方式、凭借脉宽调制技術、在科学调节燃烧时间通断比的情况下,最终达成控制窑炉温度的目标。
在工业窑炉燃烧状态下,只需利用主燃料控制阀门即可实现对燃料流量的在线调节,确保烧嘴能够处于最佳的燃烧状态。
同时,基于控制系统,能够在工业窑炉内部通过气流及火焰的间断通断,达到持续搅拌炉气,较易形成均匀的温度场,在温度场达成均匀分布状态后,烧嘴交替燃烧,根据升降温的需要,灵活调整烧嘴燃烧时间和间断时间[1],使得炉膛压力的波动控制在可接受的范围。
最后,基于工业窑炉的设定温度,也能够实现对燃料流量的控制,以保证窑内产品质量良好。
作为一项新型的带有高节能和低污染特点的技术,脉冲燃烧控制技术系统简单、成本低廉、可实现对空燃比和工业窑炉内部气氛的理想控制目标。
同时,该项技术也可维系工业窑炉内部温度场的均匀[2]。
谈脉冲燃烧控制系统在陶瓷梭式窑上的应用

谈脉冲燃烧控制系统在陶瓷梭式窑上的应用梭式窑属于间歇式窑炉,依据传统划分方式分为以下几类:A、按火焰(高温热气流)的流通形式分为倒焰式和升焰式两种;B、按窑炉的形状分为圆窑和立方窑两种;C、按燃烧方式划分为高速等温式和脉冲式两种。
第三种划分方式是近几年随着燃烧技术的发展而产生的。
脉冲燃烧控制方式,其实在其它行业窑炉上早就有应用,比如,冶金行业大型热处理炉。
由于热处理工艺对温控精度要求不高(与陶瓷烧成相比),只需要在满足快速升温和降温的前提下尽可能均温即可。
故脉冲燃烧系统能很好地满足其需求。
该系统在整个运行过程中,采用小火不灭(维持炉温)大火搅拌(均温、快速升温)的方式来满足加热工艺。
那么如何将脉冲燃烧方式借鉴到陶瓷梭式窑上呢?这就要认真研究一下脉冲燃烧的优点和陶瓷的烧成工艺。
脉冲燃烧控制方式的特点如下:明显的优点有两个:1、烧嘴喷射和燃烧速率高,适合快速升温;2、大、小火间歇作用,在整个温度场内形成强烈搅拌,有利于温度均匀,能够很好地解决各种形状的窑内空间温度死角问题。
明显的缺点也有两个:1、在窑内衬材料选型不当或高速脉冲烧嘴安装方式不合理时,由于受强烈的搅拌气流的影响,易产生落脏(对表面质量有要求的产品而言);2、脉冲周期或形式选用不当时易产生温度波动。
再看陶瓷的烧成工艺要求,按常规必须满足以下几点:1、陶瓷属于硅酸盐材料的一种,它的烧成主要看温度,温度的升降应该是渐进的,一般不允许突升猛降,尤其是在晶型转换剧烈的阶段。
2、陶瓷产品,一般对气氛都比较敏感,不同的气氛会出现不同的色泽。
3、陶瓷产品烧成依据配方要求不同温度段,升温速率也不尽相同。
因此,只要把握好以上特点就可以成功地将脉冲燃烧的优点嫁接到陶瓷梭式窑上来。
近些年国际上已有不少窑炉制造商,把脉冲燃烧控制方式借鉴到硅酸盐梭式窑上。
当然效果各有千秋。
比较成功的有:以澳大利亚通用等为代表的纯脉冲燃烧控制梭式窑,用来烧成微晶玻璃、洁具等;以美国SD等为代表的脉动+比例燃烧控制梭式窑,广泛地用来烧成卫生洁具、日用瓷、微晶玻璃等。
浅谈脉冲燃烧控制技术
评审论文浅谈脉冲燃烧控制技术李青和计量检测中心计控四车间摘要:采用脉冲信号控制烧嘴,使其处于一种间断燃烧的状态,且燃烧时处于满负荷;并通过调节燃烧时间的占空比实现对温度的控制。
这种控制技术称为脉冲燃烧控制技术,它具有温场分布均匀、节约能源、系统结构简洁等优点而被广泛应用于工业炉窑。
关键词:脉冲燃烧控制工作原理点火控制器占空比1前言传统的连续控制方式通过调节天然气与空气流量大小来控制炉温。
由于流量测量精度的不确定性和空燃比不合理等诸多因素的影响,使得炉温控制偏差较大,温场分布不均匀。
这样就直接会影响产品质量。
随着自动控制技术的迅速发展和数字化时代的来临,一种新型的燃烧控制技术应运而生——脉冲燃烧控制技术。
它采用脉冲信号控制烧嘴,使其处于一种间断燃烧的状态,且燃烧时处于满负荷;并通过调节燃烧时间的占空比实现对温度的控制。
这种控制方式具有控制精度高、温场分布均匀、节约能源、系统构造简洁等优点而被广泛应用于工业炉窑当中。
我公司扁平材车间退火炉采用该技术,现以三号炉为例对其原理及优点作简要分析和说明。
2脉冲燃烧控制技术的原理传统的连续控制方式,热电偶检测到的温度以电压值的形式传送给调节器经过PID运算后,输出信号(4-20mA)给电气转换器或电气阀门定位器转换为气压信号控制气动阀门来调节天然气流量以达到控温效果。
而脉冲燃烧控制是通过调节燃烧时间的占空比(加温时,燃烧时间长;反之则燃烧时间短)实现温度控制的。
在这种控制方式下,烧嘴只处于燃烧或者不燃烧两种状态,天然气流量和压力都事先设置为一个最恰当的固定值,空气流量则通过比例阀调节使空燃比达到最佳状态。
这样,烧嘴在燃烧时就始终处于满负荷状态。
以扁平材车间三号退火炉为例,它的温度分为8个区域控制(每个烧嘴对应一个温区)。
每个温区控制原理一样,现以任意一个为例加以说明。
基于以上原理,那么烧嘴的燃烧在生产过程中将是间断的。
所以烧嘴必须配备一个点火控制器来不断的点燃或熄灭烧嘴。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( . a s e Gr u o p r t n h n h i 0 9 0 hn ; 1 B ot l o p C r aai ,S a g a 2 0 4 ,C ia e o 2 Not esenUnv ri S e y n 8 9 L a nn ,C ia . rh atr ies y, h n a g 10 1 , io g hn ) t 1 i
21 0 2年第 5期
宝
钢
高 温热 处 理 炉 上 的应 用
罗 政 李 家栋 王 昭 东。孟 宪玲 , , , 204 2 东北 大学 , 090; . 辽宁 沈 阳 10 1 ) 189 (. 1 宝钢 集 团有 限公 司 , 海 上
摘 要 : 对合 金板 带产 品在 热 处理 加 热 过 程 中对 燃 烧 气 氛稳 定性 、 温均 匀性 和 控 温精 针 炉 度 、 热质 量等 指标要 求较 高的特 性 , 加 深入研 究脉 冲 燃烧 控 制技 术 , 绍 了脉 冲燃 烧控 制 的技 介
中图分 类号 :G 0 文 献标 志码 : 文章 编 号 :08— 7 6 2 1 )5— 03— 4 T 37 B 10 0 1 (02 0 0 7 0
d ii .9 9 ji n 10 0 1 .0 2 0 . 1 o:0 3 6 /.s .0 8— 7 6 2 1 .5 0 6 s
Ap i a i n o ule c m b to c nt o n l r e s a e plc to fp s o usi n o r li a g -c l h g t mpe a ur e t t e t e u na e i h e r t e h a -r a m ntf r c
术 特 点及 系统组 成 , 讨 了特 钢 大型 高温 热处理 炉 上使 用 的脉 冲燃烧 控制 模 型的 原理及 特性 。 探
该炉采用的脉冲燃烧控制技术具有 系统安全可靠、 运行稳定、 控制灵活、 精度高的特点 , 保证 了
钢 板 热处理 的 高质 量和稳 定性 。
关键 词 : 底 式热 处理 炉 ;脉 冲燃烧 ;时序控 制 辊
Absr c As t e h a r a me tp o e s o lo ti r d c s p t i h r q rme s o h t a t: h e tte t n r c s fa ly srp p o u t u s h g e uie nt n t e sa ii f o u to amo p e e, u io miy f ur c tmp r t r tb lt o c mb sin t s h r y n fr t o f na e e e a u e, a c a y f e e aur c ur c o tmp r t e c n r la d q lt fhe t o to n uaiy o a i ng,t e p s o u to o to y t m ssu i d s se tc l n h h ule c mb si n c nr ls se i t d e y t ma ial a d t e y tc n c e t r s n s se e h ia f au e a d y t m c mp st n f p le o l o o i o o u s c mbu t n r i to u e i si a e n r d c d. I a d t n, t e o n d ii o h p i i l a d h r ce it s f h p le o rncp e n c a a t rsi o t e u s c mbu t n c si mo e a o t d n h lr e s ae i h o d l d p e i t e a g —c l h g tmp r t e h a —r ame tf r c o p ca te r n lz d.The a p ia in r s ls s o t a e e aur e tte t n u na e f rs e ilse la e a a y e p lc t e u t h w h t o t e p le c mb sin o to s se i eibl sa l fe i e a d r cs h u s o u to c n r l y t m s r la e, t b e, l xbl n p e ie, whih n u e t e c e s r s h q lt n t b l y o h e tte t n fplt s uai a d sa ii ft e h a r a me to ae . y t Ke r s:o lr h a t u a e;pu s o y wo d r le e rh f r c n le c mbu t n;s q e c o to si o e u n e c nrl
0 前 言
热 处理 炉 的燃烧 控制 水平 直接 影 响到热 处 理 钢 板 的性能 。与 常规 加 热 炉 相 比 , 处 理 炉 加 热 热
工 艺 曲线更 加复 杂 , 炉 内温 度 场 的均 匀 性 和燃 对
速 度 。为 了解决 这个 问题 , 国外一 些 专家 自 2 0世 纪 7 代末 期 即开 始 对 时序 脉 冲燃 烧 技 术 进行 O年