金刚石与金刚石制品国内外标准及其工程应用技术全书
人造六方金刚石的工艺及其在表面技术中的应用①--六方金刚石的特点及其应用

人造六方金刚石的工艺及其在表面技术中的应用①--六方金刚石的特点及其应用吴元康【摘要】介绍了人造六方金刚石的形成机理,指出这是一种在强大冲击压强下六方晶石墨转变为六方晶金刚石的无扩散相变过程,类似于钢中的马氏体相变。
介绍金刚石织构体与共生晶体形成原理。
叙述了六方金刚石的特点及其在表面技术中的应用。
%The formation mechanism of artificial hexagonal crystal diamond was introduced in this paper.This is a diffusionless phase transformation of hexagonal graphite to hexagonal diamond same as martensite transformation in steels.The formation principle of the diamond texture and intergrowth crystal were described.The character of hexagonal diamond and its application in surface science and techniques were described.【期刊名称】《超硬材料工程》【年(卷),期】2013(000)005【总页数】5页(P16-20)【关键词】六方金刚石;无扩散相变;共生晶体;金刚石织构体;纳米晶【作者】吴元康【作者单位】东南大学材料科学与工程学院,江苏南京 210096【正文语种】中文【中图分类】TQ1641 六方晶金刚石的形成机理地球中的金刚石矿以及用静压法通过高温高压使碳原子进行扩散相变获得的人造金刚石都是立方金刚石。
而陨石中发现的金刚石[1]及用高压冲击灰口铸铁使其中石墨转化为的金刚石中既有立方金刚石又有六方金刚石,原因何在?而且用爆炸法冲击纯石墨试样获得的金刚石都是立方金刚石,并无六方金刚石,又是何故?1.1 灰口铸铁中石墨条晶体的结晶状态含碳较高的灰口铸铁为共晶或过共晶灰口铸铁。
金刚石相关标准
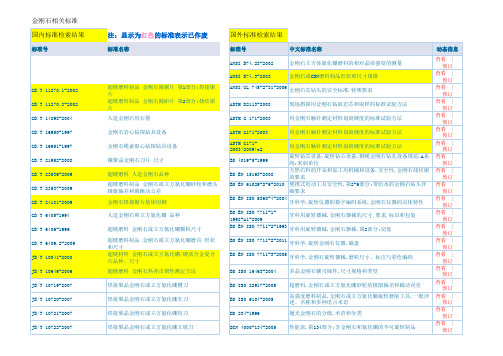
ANSI/UL 745-2-31-2006 金刚石芯钻头的安全标准.特殊要求 ASTM D2113-2008 ASTM G 171-2003 ASTM G171-2003 ASTM G1712003(2009)e2 BS 4019-5-1999 现场斟探用金刚石钻取岩芯和取样的标准试验方法 用金刚石触针测定材料划痕硬度的标准试验方法 用金刚石触针测定材料划痕硬度的标准试验方法 用金刚石触针测定材料划痕硬度的标准试验方法
JB/T 10723-2007 JB/T 10724-2007 JB/T 10725-2007 JB/T 10986-2010 JB/T 10987-2010 JB/T 11114-2010 JB/T 3233-2012 JB/T 3234-2012 JB/T 3235-1999 JB/T 3236-2007 JB/T 3583-2006 JB/T 3943.2-1999 JB/T 5205-2007 JB/T 5823-1991 JB/T 6084-2007 JB/T 6571-1993 JB/T 6998-2010 JB/T 7425-2012 JB/T 7989-2012 JB/T 7990-2012 JB/T 8000-2012 JB/T 8002-2012 JB/T 8374-2012
超硬磨料制品 金刚石圆锯片 第1部分:焊接锯 片 超硬磨料制品 金刚石圆距片 第2部分:烧结锯 片 人造金刚石用石墨 金刚石岩心钻探钻具设备 金刚石绳索取心钻探钻具设备 镶聚晶金刚石刀片 尺寸 超硬磨料 人造金刚石品种 超硬磨料制品 金刚石或立方氮化硼砂轮和磨头 极限偏差和圆跳动公差 金刚石焊接锯片基体用钢 人造金刚石和立方氮化硼 品种 超硬磨料 金刚石或立方氮化硼颗粒尺寸 超硬磨料制品 金刚石或立方氮化硼磨具 形状 和尺寸 超硬材料 金刚石或立方氮化硼/硬质合金复合 片品种、尺寸 超硬磨料 金刚石热冲击韧性测定方法 焊接聚晶金刚石或立方氮化硼槽刀 焊接聚晶金刚石或立方氮化硼车刀 焊接聚晶金刚石或立方氮化硼铰刀 焊接聚晶金刚石或立方氮化硼立铣刀
金刚石及金刚石复合片用途与制造

硬质合金基体
江钻新材料事业部
一、聚晶金刚石的制造(续二)
制造PCD及WC的复合体(PDC)时,先将细粒的金刚石 或微粉与已成型的WC基体(含钴13-16%)组装在金属杯 中。为使压力均匀,金属杯外需套较软的传压介质如叶蜡 石、食盐等。由于传压介质不导电,不能直接通电加热, 因此组装块需要另加导电管进行加热。
金刚石复合片用途与制造
江钻股份新材料事业部 2002年7月23日
第一章 金刚石的世界
一、宝石之王——钻石(天然金刚石)
金刚石是最硬的物质,而 且对光的折射能力最强, 因此大粒的天然金刚石早 成了“宝石之王”
最大的钻石为1905年南非 出产的钻石原石Cullinan, 重达3106克拉,切割和琢 磨成九颗宝石。其中有世 界第一大钻石Cullinan I (530克拉)及第三大钻石 Cullinan II(317克拉)。
58 Al2O3
金刚石的硬度和耐磨 性远远高于其它硬质
材料,是目前加工高
耐磨工件不可或缺的 材料。见图:磨料的物
理性质
相对耐磨性
50
43
40
37
莫氏硬度
30
20
10
0
金刚石
CBN
14 9
SiC
Al2O3
江钻新材料事业部
Kg/mm2
三、耐磨材料之冠(二)
工业天然金刚石
人造金刚石单晶
江钻新材料事业部
一、金刚石的制造历史
由于天然金刚石产于地底深处,1953年起,从 高压技术着手,以铁等金属为催化剂,在高温 高压下将石墨转化为金刚石颗粒,大小40 m -1mm。目前全球市值约为15亿美元。
1960年起,美国杜邦公司利用爆炸所产生的高 温高压,把石墨在瞬间转化为金刚石微粒(< 10 m)
烧结制备铜基金刚石国际标准

烧结制备铜基金刚石国际标准铜基金刚石材料是一种新型的复合材料,由于其具有高硬度、高抗磨、高导热、高耐腐蚀等优良性能,被广泛应用于石油、化工、机械制造、航空航天等领域。
为了保证铜基金刚石材料的质量和性能稳定,制定铜基金刚石的烧结制备国际标准是非常必要的。
1、标准名称与编号本标准名称为《铜基金刚石烧结制备标准》,编号为ISO 2406。
2、适用范围该标准适用于制备铜基金刚石材料的烧结工艺与流程。
3、术语及定义3.1 金刚石指由纯碳元素组成的晶体,它具有极高的硬度和耐磨性,是最坚硬的自然物质之一。
指将金刚石颗粒与铜基合金烧结制备而成的复合材料。
3.3 烧结指将金刚石颗粒与铜基合金在高温条件下一定时间内加压烧结成型的工艺。
4、要求与技术规范4.1 烧结温度:烧结温度应保持在1350℃左右,时间应不少于20min。
4.2 烧结压力:烧结压力应保持在5-10MPa之间,以保证铜基合金与金刚石颗粒紧密结合。
4.3 烧结气氛:烧结过程中应保持氧化气氛,以使金刚石颗粒得到保护并防止其表面被部分炭化。
4.4 烧结炉:烧结器应为高温生产型炉,炉膛为均匀加热的圆桶形炉,炉温控制系统应精确可靠。
4.5 烧结前处理:金刚石颗粒要事先进行表面改性处理,以提高其与铜基合金的结合度。
5、检测方法5.1 显微结构分析:在显微镜下观察材料的晶体结构和金刚石颗粒分布情况。
5.2 硬度测定:用洛氏硬度仪对材料表面进行硬度测试,取多个测试点取平均值。
5.3 扫描电镜分析:用扫描电镜对材料表面形貌和微观组织结构进行分析。
6、标准实施和监督6.1 本标准由ISO国际标准组织制定,各国可以根据自身情况制定相应的实施标准。
6.2 监督检查机构应指定专人负责对铜基金刚石材料的制备流程进行定期监督和抽样检测。
7、结论本标准的制定对于保证铜基金刚石材料的质量和性能稳定具有重要意义,可以为铜基金刚石材料的生产和应用提供可靠的技术支撑。
同时,各国可以根据自身情况参照本标准进行改进和完善,实现铜基金刚石材料生产的标准化、规范化。
金刚石钻头行业标准

金刚石钻头行业标准金刚石钻头是一种常用于岩石、混凝土等硬质材料钻孔的工具,其性能直接影响到钻孔效率和质量。
为了规范金刚石钻头的生产和使用,制定了一系列的行业标准,以确保产品质量和安全性。
本文将介绍金刚石钻头行业标准的相关内容,希望能为相关生产和使用单位提供参考。
首先,金刚石钻头的生产应符合国家标准和行业标准的要求。
生产企业应具备相应的生产设备和技术,严格按照标准要求进行生产制造。
在原材料的选择和加工过程中,必须符合相关标准的规定,确保金刚石钻头的质量和性能符合要求。
其次,金刚石钻头的产品质量应符合标准规定的各项指标。
包括外观质量、尺寸精度、结构强度、耐磨性能等方面的要求。
产品在生产出厂前,必须进行严格的质量检测和验收,确保产品符合标准要求后方可出厂销售。
金刚石钻头的使用也需要遵循相关的行业标准。
在使用过程中,必须按照产品说明书的要求进行正确安装和使用,严禁超负荷使用或者使用不当导致的事故。
同时,使用单位应定期对金刚石钻头进行检测和维护,确保其性能和安全性。
此外,金刚石钻头的废弃和报废也需要按照相关标准进行处理。
废弃的金刚石钻头应按照环保要求进行处理,严禁随意丢弃或者私自销毁。
报废的金刚石钻头应按照相关规定进行回收和处理,以减少对环境的影响。
总之,金刚石钻头行业标准的制定和执行,对于保障产品质量和安全性具有重要意义。
生产企业和使用单位应严格遵守相关标准的要求,确保金刚石钻头的生产、销售和使用符合规范,为工程建设和生产作业提供可靠的保障。
希望本文能够对金刚石钻头行业标准有所了解,并加强相关标准的执行和监督,推动行业的健康发展。
金刚石钻头+标准

金刚石钻头+标准摘要:I.引言- 简要介绍金刚石钻头的概念和应用领域II.金刚石钻头的种类与特点- 按形状分类:圆钻头、方钻头、六边形钻头等- 按金刚石的镶嵌方式分类:整体金刚石钻头、复合金刚石钻头等- 各类金刚石钻头的适用范围和优缺点III.金刚石钻头的选择标准- 钻头材质:金刚石的含量、质量、类型等- 钻头形状和尺寸:与被加工材料和钻孔要求相适应- 钻头的加工精度:影响钻孔的精度和效率IV.金刚石钻头的使用与维护- 使用方法:合理选择钻头,正确安装和调试,控制切削参数等- 维护保养:清洁、检查、更换磨损部件等V.结论- 总结金刚石钻头在现代工业中的重要性及其发展趋势正文:金刚石钻头是一种以金刚石为切削刃的钻头,广泛应用于各类工业材料的高效加工。
金刚石钻头的种类繁多,不同的形状、结构和镶嵌方式适应不同的加工需求。
正确选择和使用金刚石钻头,对于提高加工效率、保证加工质量具有重要意义。
金刚石钻头主要有圆钻头、方钻头、六边形钻头等。
其中,圆钻头应用最为广泛,适用于大多数材料的高速钻孔。
方钻头和六边形钻头则适用于难加工材料和特殊场景。
此外,根据金刚石的镶嵌方式,金刚石钻头可分为整体金刚石钻头和复合金刚石钻头。
整体金刚石钻头结构简单、镶嵌牢靠,但更换成本较高;复合金刚石钻头则兼具高切削性能和较低的制造成本。
在选择金刚石钻头时,应综合考虑钻头材质、形状和尺寸、加工精度等因素。
钻头材质直接影响金刚石的含量、质量、类型等,从而影响钻孔效果。
钻头形状和尺寸要与被加工材料和钻孔要求相适应,以保证切削稳定、钻孔精度高。
钻头的加工精度也至关重要,直接关系到钻孔的精度和效率。
在使用金刚石钻头过程中,合理选择钻头、正确安装和调试、控制切削参数是提高加工效率的关键。
此外,还需定期对钻头进行维护保养,如清洁、检查、更换磨损部件等,以延长钻头使用寿命。
总之,金刚石钻头在现代工业中具有重要地位,其发展趋势将更加注重高效、环保和智能化。
金刚石工具
金刚石工具的发展方向
• 高性能、高精度、高效率的金刚石工具 • 绿色环保、可持续生产的金刚石工具 • 智能化、自动化的金刚石工具
金刚石工具的市场竞争格局与影响因素
金刚石工具的市场竞争格局
• 金刚石工具市场竞争激烈,国内外企业纷纷进入市场 • 金刚石工具市场呈现出品牌化、高端化的发展趋势
金刚石工具市场的影响因素
金刚石工具的涂层技术
• 涂层是在金刚石工具表面涂覆一层高性能材料,提高工具的性能 • 涂层技术可制得具有较好耐磨性、抗腐蚀性和加工性能的金刚石工具
金刚石工具的焊接与钎焊技术
金刚石工具的焊接技术
• 焊接是将金刚石工具与其他材料连接在一起,提高工具 的强度和耐用性 • 焊接技术可制得具有较高强度和耐磨性的金刚石工具
金刚石工具的热稳定性
• 金刚石在高温下不易发生氧化和烧结,能保持较好的热稳定性 • 金刚石工具在高温环境下加工时,使用寿命较长
03
金刚石工具的应用领域与案例分析
金刚石工具在石材加工中的应用
金刚石工具在石材加工中的应用
• 金刚石工具可用于大理石、花岗岩等硬质材料的切割、磨光 • 金刚石工具能提高石材加工的效率和质量,降低生产成本
• 金刚石硬度仅次于自然界最硬的物质——钻石 • 金刚石工具的硬度可高达HRA90以上,远高于其他磨料
金刚石工具的耐磨性
• 金刚石具有极高的耐磨性,能长时间保持锋利 • 金刚石工具在高速切削和加工过程中,磨损量较小,使 用寿命较长
金刚石工具的高速切削与加工能力
金刚石工具的高速切削能力
• 金刚石工具在高速切削过程中,能保持较高的精度和表 面光洁度 • 金刚石工具适用于高速切削和高效加工各种材料
• 金刚石颗粒:作为磨料,用于去除材料表面的多余物质 • 基体:作为载体,将金刚石颗粒固定在一起,保证工具的形状和强度 • 辅助材料:如粘结剂、电镀层等,用于改善金刚石工具的性能和寿命
【精品文章】人造金刚石特性及其制造方法简介
人造金刚石特性及其制造方法简介
金刚石是自然界最坚硬的物质,摩氏硬度10,显微硬度
10000kg/mm2,显微硬度比石英高1000倍,比刚玉高150倍。
它的形成和发现极为不易,它是碳在地球深部高温高压的特殊条件下历经亿万年转化而成的,由于地壳的运动,它们从地球的深处来到地表,蕴藏在金伯利岩中,从而被人类发现和开采。
虽然人类可以生产出人造金刚石,但质量大小还不及天然金刚石。
人造金刚石在工业中应用十分广泛,可用于切削、磨削、钻探;由于导热率高、电绝缘性好,可作为半导体装置的散热板;它有优良的透光性和耐腐蚀性,在电子工业中也得到广泛应用。
人造金刚石制造方法有许多种,具有代表性的几种分类参考下图:
静压触媒法是国内外工业生产上应用最为广泛的方法,人造金刚石的绝大部分(约90%)都是用这种方法生产的。
爆炸法在某些国家被应用于金刚石微粉的生产,产量占很小。
CVD薄膜生长法近年来开始了工业应用。
其它一些方法,目前都还处于试验研究阶段。
静压法,又称静态超高压高温合成法。
静压触媒法是指在金刚石热力学稳定的条件下,在恒定的超高压高温和触媒参与的条件下合成金刚石的方法。
就是以石墨为原料,以过渡金属或合金作触媒,用液压机产生恒定高压,以直流或交流电通过石墨产生持续高温,使石墨转化成金刚石。
转化条件一般为5~7GPa,l300~1700℃。
这个方法就是传统的高压高温合成法,至今已有40多年的历史了。
现在它还在继续发展和完善中,国内外都在致力于高压设备和加热方法的改进以及碳素原料和合金触媒的研究。
静压触媒法合成金刚石的工艺程序大致分为以下三个阶段:。
金刚石刀具标准
金刚石刀具标准引言金刚石是一种无色晶体,硬度排名世界第一。
由于其优异的硬度和耐磨性能,金刚石被广泛用作工业材料,特别是在切削和磨削工具领域。
本文将介绍金刚石刀具的标准,包括金刚石刀具的分类、性能要求、测试方法以及标准化组织。
一、金刚石刀具的分类根据金刚石刀具的用途和结构,金刚石刀具可以分为以下几类:1.金刚石砂轮:用于磨削和抛光材料的表面,例如金属、玻璃、陶瓷等。
2.金刚石锯片:用于切割各种材料,如石材、玻璃、陶瓷、金属等。
3.金刚石钻头:主要用于钻孔,可钻取混凝土、砖石、岩石等硬质材料。
4.金刚石刀片:用于切割各类材料,如金属、玻璃、陶瓷、塑料等。
二、金刚石刀具的性能要求由于金刚石具有高硬度、高耐磨性和高热导率等特点,金刚石刀具在使用过程中需要具备以下性能:1.高硬度:金刚石刀具应具有足够的硬度,以确保在切割和磨削过程中不易磨损。
2.高耐磨性:金刚石刀具应具有出色的耐磨性能,能够承受长时间的使用而不损坏。
3.高热导率:金刚石刀具应具备良好的热导率,以便及时散热,防止刀具过热。
4.良好的切削性能:金刚石刀具应具备良好的切削性能,以确保切削效果稳定。
三、金刚石刀具的测试方法为确保金刚石刀具的质量和性能符合标准要求,需要进行相应的测试。
以下是常用的金刚石刀具测试方法:1.硬度测试:通过Vickers硬度测试仪进行硬度测试,以确定金刚石的硬度。
2.耐磨性测试:使用标准化的磨损测试设备,在一定条件下进行耐磨性测试,评估金刚石刀具的耐磨性能。
3.热导率测试:采用热导率测试仪,测试金刚石刀具的热导率,以评估其散热性能。
4.切削性能测试:使用特定的材料进行切削实验,通过切削力、表面质量等指标评估金刚石刀具的切削性能。
四、金刚石刀具标准化组织金刚石刀具的制定和管理工作需要一个专门的标准化组织来制定和推广相关标准。
以下是一些国际上常用的金刚石刀具标准化组织:1.国际电工委员会(IEC):IEC负责制定和推广有关电气、电子和相关技术的国际标准,其中包括金刚石刀具的相关标准。
第二章 金刚石刀具精密切削加工
。
原子间隔是0.3×10-3µm
一、超精密加工难点
缺陷尺寸大小分布
超精密切削机理:金刚石刀具切削背吃刀量、 进给量小,一般切削在1微米下,属于微量切 削加工。由于背吃刀量小于材料晶粒尺寸。超 精密切削是在晶粒内进行、因此。切削力一定 要超过晶体内部非常大的原子、分子结合力、 刀刃承受极大的剪切应力。同时由于产生很大 的热量,刀刃切削处温度将极高,因此,要求 刀刃要有很高的高温强度和高温硬度。 1 加工精度难以控制 加工表面微观的弹性变形和塑性变形随机 2 去除层越薄,加工区切向应力太大 加工要在晶体内进行 3 工艺系统刚度和热变形对加工精度影响大
二、典型机床简介
Pneumo 公司的MSG-325超精密车床
采用T形布局,机床空气主轴的径向圆跳动和轴向 跳动均小于等于0.05μm。床身溜板用花岗岩制造,导 轨为气浮导轨;机床用滚珠丝杠和分辨率为0.01μm的 双坐标精密数控系统驱动,用HP5501A双频激光干涉仪 精密检测位移。
DTM-3大型超精密车床
金刚石的力学性能有各项异性
五、金刚石晶体各晶面的耐磨性
不同方向的体积密度比为: (100):(110):(111)= 8: 6.531: 9.237
好磨难磨方向
1) A(100)晶面,磨削率有4个峰值,各相差 90度。高磨削方向的磨削率K为:5.8x10- 5µm3/(Nms-1); 2) B(110)晶面,磨削率有2个峰值,各相差 180度。高磨削方向的磨削率K为:12.8x10 -5µm3/(Nms-1);
人造单晶金刚石刀具 金刚石刀具 PCD刀具
多晶金刚石刀具
CVD金刚石薄膜涂层刀具
CVD金刚石刀具 金刚石厚度膜焊接刀具
金刚石刀具的性能特点
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
《金刚石与金刚石制品国内外标准及其工程应用技术全书》
本书作者: 王金花 李娜
图书册数:全四册
出 版 社: 黑龙江文化音像
定 价:998元
现 价:450元
《金刚石与金刚石制品国内外标准及其工程应用技术全书》 本
店是实体店,坚决抵制各类盗版、劣质图书及附件,严格控制
图书进货渠道,遵守国家新闻出版、发行的相关规定,直接从
经过国家出版发行行政部门审核批准的出版社进货,与国图、
中华书局、三联书店、商务印书馆、人民文学、上海古籍、上
海世纪出版集团、中国社科、社科文献、电子工业、机械工业、
化学工业、科学、法律、上海外教、北大、清华、人大、复旦、
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
武大、南大、广西师大、北京出版集团、浙江少儿、江苏少儿、
21世纪、作家、春风文艺、长江文艺、接力、漓江等全国知名
的300余家出版社建立了良好的合作关系,所采购的图书均经
所在地图书市场审读办公室审读合格后,方上市发行,100%正
版、优质,订购速度快,数据提供及时,加工全方位,能全面
符合客户的需求。
公司经营的图书科目品种齐全,涉及学科面广,涵盖文学、文
化、教育、体育、科技、历史、工具图书、艺术、哲学、语言、
政治、经济、学术专著、工具书及其它社科综合类图书等。经
营风格全方位,适合各文化层次读者学习和阅读需要。
内容介绍: 商品简介
商品编码:pdf96746
出版社: 黑龙江文化音像
册 数:
作者: 王金花 李娜
出版时间:2012年1月
印刷时间2012年1月
isbn:
版次:第一版
装帧:精装
纸张:胶版纸
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
印次:第一次
页数:
正文语种:中文
开本:16开
目录
第一篇 金刚石与
超硬材料基础知识
第一章 超硬材料的概述
第二章 超硬材料制品发展趋势与应用
第三章 金刚石的性能与用途
第四章 金刚石矿床的评价与勘探方法
第五章 金刚石的鉴定
第六章 金刚石的贸易和销售
第二篇 金刚石分级与优化处理及其鉴定标准
第一章 金刚石的颜色分级
第二章 金刚石的净度分级
第三章 金刚石切工分级
第四章 金刚石重量
第五章 金刚石的呈色机理
第六章 金刚石的辐照处理及鉴定标准
第七章 金刚石的净度处理及鉴定标准
第八章 金刚石的覆膜处理及鉴定标准
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
第三篇 国内外人造金刚石与复合体生产工艺与
工程应用技术
第一女 合成人造金刚石的概述
第二章 合成人造金刚石用原材料的分析与应用
第三章 金刚石合成的机理
第四章 国内外人造金刚石质量检验
第五章 前苏联AOⅨ型多晶金刚石的合成工艺与耐
磨性分析
第六章 日本新型复合体及复合体钻头
第七章 金刚石柱齿复合体及其钻具的试验
第四篇 国内外两面顶与六面顶生产工艺与工程
应用技术
第一章 国外两面顶合成金刚石技术状况
第二章 两面顶的设计分析与应用
第三章 六面顶的设计分析与应用
第五篇超硬材料高温高压生产工艺与工程应用技术
第一章 高温高压间接静压法合成金刚石的温度与压
力的控制
第二章 高压高温间接静压法合成金刚石的传压与密
封介质
第三章 高压高温间接静压合成金刚石的石墨及其处理
第四章 高压高温间接静压法合成金刚石用的触媒
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
第六篇 金刚石烧结生产工艺与工程应用技术
第一章 烧结理论
第二章 金刚石烧结制品的概述
第三章 金属粉末性能及检测
第四章 超硬材料烧结体
第五章 金刚石节块的制造
第七篇 金刚石磨具生产工艺与工程应用技术
第一章 金刚石磨具的结构、特征及标记
第二章 金刚石磨具的原材料
第三章 金刚石磨具的结合剂
第四章 超硬磨料树脂磨具制造技术的进展
第五章 金刚石磨具烧结新技术新工艺
第六章 金刚石磨具的后加工与质量检查
第八篇 国内外立方氮化硼及刀具生产工艺与工
程应用技术 ··
第一章 超硬材料刀具的发展与应用
第二章 旋转刀具的发展趋势
第三章 立方氮化硼(CBN)的热稳定性
第四章 CBN单晶在亚稳区的可逆转化(一)
第五章 CBN单晶在亚稳区的可逆转化(二)
第六章 CBN聚晶的裂纹和晶界
第七章 金刚石与立方硼化硼的逆转化机理与应用
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
第八章 CBN聚晶体及其刀具(LDP—J—C1型)的研制
第九篇 金刚石工具生产工艺与工程应用技术
第一章 工具中金刚石的破坏形态
第二章 高功率高光束质量横流C02激光金刚石工具
焊接设备研究
第三章 金刚石工具在抛光瓷质砖加工行业、b的应用
第四章 稀土元素在金刚石工具中应用研究的新进展
第五章 镀钛金刚石在金属烧结工具中的应用
第六章 陶瓷玻化砖加工用金刚石刮轮的设计与应用
第十篇 金刚石表面金属化及电镀生产工艺与工
程应用技术
第一章 金属晶体的缺陷
第二章 石墨、触媒与金刚石的电子结构和晶体结构
第三章 金属电沉积
第四章 金属粘接剂及合金元素的作用
第五章 金刚石表面金属化与提高全刚石工具的寿命分析
第六章 金刚石表面金属化
第七章 现代金相技术在金刚石工具中的应用实例
第八章 超硬材料电镀工程应用技术
第十一篇 金刚石化学气相沉积生长相图与工程
技术应用
第一章 激活低压金刚石生长的非平衡热力学
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
第二章 C—H—O三元体系的金刚石气相生长相图
第三章 C—H—X三元体系的金刚石相生长相图
第十二篇 金刚石薄膜生产工艺与工程技术应用
第一章 金刚石膜的进展概况与当前产业化中要解决
的重要技术
第二章 金刚石薄膜生长工程技术应用
第三章 关于化学气相沉积金刚石薄膜经验规律
第四章 金刚石膜沉积工艺参数与生成制备技术应用
第五章 金刚石膜沉积的非平衡热力学与形成机理
第六章 金刚石薄膜沉积生长的动力学因素与动力学方程
《金刚石与金刚石制品国内外最新标准及其工程
应用技术全书》
巨邦文化发展有限公司
服务宗旨
让客户“买得放心、买得开心”是本公司的一贯服务宗旨,而
且,我们也会始终将这一宗旨贯彻到底,并赋与其更丰富的涵
义。
无论是企业客户,还是个人客户,我们都一致对待,在产品价
格、服务态度和服务质量上,坚信“我们还能做得更好”,让
客户体会实实在在的优惠和到我们无处不在的真诚。
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
如果您看了本书上述内容想订购,请把您的收货人 地址 联系
电话 用手机短息方式发到我们们手机上直接给你发货! 也可
以咨询上述联系方式!
金刚石与金刚石制品国内外标准及其工程应用技术全书