双排顶步进式热处理生产线
九江钢铁3500mm中厚板生产线工艺分析

九江钢铁3500mm中厚板生产线工艺分析周李泉【摘要】介绍了中冶京诚工程技术有限公司总承包项目江西九江钢铁有限公司3 500 mm双机架中厚板生产线产品结构、生产工艺、主要设备性能特点.【期刊名称】《现代冶金》【年(卷),期】2012(040)003【总页数】3页(P43-45)【关键词】中厚板;装机水平;生产工艺;产品结构【作者】周李泉【作者单位】中冶京诚工程技术有限公司,北京100176【正文语种】中文【中图分类】TG335.5+2引言江西九江钢铁有限公司(以下简称“九江钢铁”)3 500 mm中厚板生产线是中冶京诚工程技术有限公司(以下简称“中冶京诚”)具有自主知识产权的EPC总承包项目。
该生产线采用3 500 mm双机架四辊轧机的布置形式,热轧生产作业线包括板坯横移装置、板坯称重装置、步进式加热炉、推钢式加热炉、高压水除鳞、3 500 mm 粗轧机、 3 500 mm精轧机、 ACC层流冷却装置、热矫直机、热钢板标记装置、冷床、切头剪、双边剪、定尺剪、成品钢板标记装置、成品检查及横移台架、成品收集台架等设备。
车间总长453 m、宽261 m。
工程一期建设规模为130×104 t/a,预留第二条剪切线与热处理区域设备,主厂房建筑物轴线总面积约92 000 m2。
1 生产工艺1. 1 连铸坯规格连铸坯规格:厚度170,210,250 mm,宽度1 300~ 2 100 mm(200 mm进级),长度1 500~ 3 300 mm(入炉定尺长),单重2. 58~ 13. 51 t(入炉定尺坯)。
1. 2 产品品种产品主要为碳素结构钢板、低合金结构钢板、造船用钢板、管线钢板、锅炉用钢板、桥梁及耐候钢板、压力容器用钢板、工程机械用钢板、高层建筑结构用钢板等。
1. 3 产品规格产品规格:厚度5~ 80 mm,宽度900~ 3 200 mm,长度3 000~ 18 000 m,单重最大12. 2 t。
步进式货叉热处理线的设计及应用
嘴和连 续调节燃 烧的方式 来加热 。高速烧 嘴喷 出
7 m/的高 温 烟 气 ,搅 动 炉 内空 气 流 动 ,以 获 得 均 0 s
匀 的 温 度 场 。该 设 备 共 有 8 独 立 烧 嘴 ,每 套 烧 嘴 套 设 有 自动 点 火 、火 焰检 测 、熄火 报 警等 功 能 。
节:45 0 n (  ̄ .~2mi 可调 )。 1 f
2 调质线的组成 .
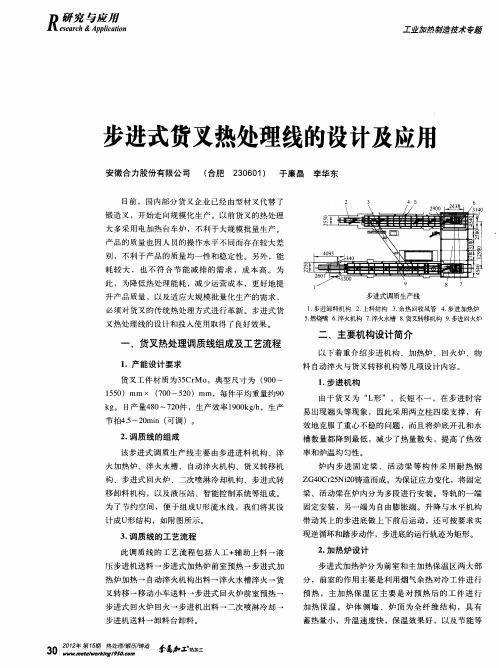
该 步 进式 调 质生 产 线 主要 由步 进进 料 机 构 、淬 火 加 热 炉 、淬 火 水 槽 、 自动 淬 火机 构 、货 叉转 移 机 构 、步 进 式 回火 炉 、二次 喷 淋 冷 却机 构 、步 进 式 转 移 卸料 机 构 ,以及 液 压站 、智 能控 制 系 统等 组 成 。 为 了节 约 空 间 ,便 于 组 成u形 流水 线 ,我 们 将 其 设 计 成 u 结 构 ,如 附 图所 示 。 形
3 调质线的工艺流程 .
此 调 质线 的工 艺 流 程 包 括 人 工 + 助上 料 一 液 辅 压步 进 机 送料 一步 进式 加 热 炉前 室预 热 一步 进 式加 热 炉 加 热 一 自动 淬 火 机构 出料 一淬 火 水 槽淬 火 一 货 叉转 移 一 移动 小 车 送料 一步 进式 回火 炉 前 室预 热 一 步进 式 回火 炉 回火 一 步进 机 出料 一二 次 喷淋 冷 却 一
步进式货叉热处理线的设计及应用
安徽合 力股份有 限公司 ( 合肥 2 0 0 ) 于廉 晶 李华 东 3 6 1
目前 ,国 内部 分 货 又 企业 已经 由型材 又 代 替 了 锻 造 又 ,开始 走 向规 模化 生 产 。 以前 货 又 的热 处理 大 多采 用 电加 热 台 车 炉 ,不 利 于大 规 模 批量 生 产 。
西科沃克瑞泰克热处理设备制造(天津)有限公司
The SECO/WARWICK Group西科沃克集团The SECO/WARWICK Group is a public limited company which is listed on the Warsaw stock exchange. In 2012 the Group made a sales of 497 mZł (approx. 158 mUS$ or 120 m€), employed about 1000 people worldwide and is one of the biggest heat treatment and processing equipment manufacturers worldwide. The company is organized in five business segments西科沃克集团是一家在华沙股票交易所上市的股份有限公司。
2012年集团销售总额为4.97亿兹罗提(约为1.58亿美元或1.2亿欧元)全球雇员总数为1000 人。
是全球最大的工业热处理设备生产制造商之一。
集团为客户提供五大类热处理设备·VAC | Vacuum Furnaces真空热处理设备·ATM | Atmosphere Furnaces保护气氛热处理设备·AP | Aluminum Process Equipment铝热处理设备·CAB | Controlled Atmosphere Brazing Equipment 可控气氛钎焊生产线·VME (RETECH) | Vacuum Metallurgy Equipment 真空冶金设备with production sites in Poland, USA (2), India, China and Brazil. Sales, service and spare parts offices are located in Russia, Belarus and Germany.我们在世界各地的制造工厂位于:波兰,美国(2), 印度,中国,和巴西。
无缝钢管热处理工艺及设备选型
无缝钢管热处理工艺及设备选型荆长安【摘要】介绍了无缝钢管热处理的目的、常用热处理工艺和热处理制度,以及热处理工艺流程、平面布置的选择方法和设备选型的基本原则;分析了热处理设备的工作原理、优缺点及其适用范围.为企业投资者和从事相关专业的技术人员提供参考.根据热处理产品大纲来确定热处理工艺平面布置及设备选型;根据企业现有条件进一步优化设计方案,使热处理工艺制度、工艺设备配置达到最佳.【期刊名称】《钢管》【年(卷),期】2016(045)001【总页数】6页(P35-40)【关键词】无缝钢管;热处理工艺;设备选型;产品大纲;优化设计【作者】荆长安【作者单位】中冶赛迪工程技术股份有限公司,重庆401122【正文语种】中文【中图分类】TG155;TG156荆长安(1980-),男,工程师,主要从事钢管工艺设计与咨询工作。
无缝钢管的质量与其制造方法、化学成分及金相组织密切相关,在不改变制造方法及化学成分的前提下,要提高无缝钢管使用性能则需要改变无缝钢管的组织形态,采用热处理工艺可改变无缝钢管的组织结构和性能,满足无缝钢管标准的规定或采购方的特殊技术要求。
(1)保证产品的使用性能:如管线钢管、石油油管、石油套管、钻杆、高压锅炉用无缝钢管等经过热处理的钢管,可直接用于设备或工程中。
(2)满足产品继续加工要求:如轴承钢管、气瓶用无缝钢管、机械用管等,用户根据用途对此类钢管进行二次加工。
(3)提高钢级的性能参数:通过热处理工艺,使某些低钢级无缝钢管达到较高钢级无缝钢管的使用性能,此方式可节省合金元素用量,降低无缝钢管的生产成本。
钢管品种众多,所使用的钢级(种)也不尽相同,同一品种的钢管其化学成分也可能存在一定差异,但经过热处理后钢管都能达到相关技术标准或采购方的技术条件。
依据产品标准,钢管热处理工艺主要有以下5类[1-4]。
(1)淬火+高温回火(Q+T,又称调质处理):将钢管加热至淬火温度,使钢管内部组织转变为奥氏体,再以大于临界淬火速度快速冷却,使钢管内部组织转变为马氏体,再配合高温回火,最终使钢管组织转变为均匀的回火索氏体组织。
步进式加热炉自动控制系统的设计

步进炉自动控制系统的设计摘要:目前,工业控制自动化技术正朝着智能化、网络化和集成化的方向发展。
通过步进梁式加热炉系统的设计,体现了当今自动化技术的发展方向。
同时介绍了软件设计思想、脉冲燃烧控制技术的特点及其在该系统中的应用。
1导言加热炉是轧钢行业必备的热处理设备。
随着工业自动化技术的不断发展,现代轧机应配备大型化、高度自动化的步进梁式加热炉,其生产应满足高产、优质、低耗、节能、无污染和生产操作自动化的工艺要求,以提高产品质量,增强市场竞争力。
中国轧钢行业的加热炉有两种:推钢炉和步进梁式炉。
然而,推钢炉长度短,产量低,烧损高。
操作不当会导致生产出现问题,难以实现管理自动化。
由于推钢炉有不可克服的缺点,步进梁炉依靠一种特殊的步进机构,使钢管在炉内做直角运动,钢管之间留有间隙,钢管与步进梁之间没有摩擦。
出炉的钢管通过提升装置卸出,完全消除了滑痕。
钢管加热段温差小,加热均匀,炉长不受限制,产量高,生产操作灵活。
其生产符合高产、优质、低耗、节能的特点。
全连续全自动步进梁式加热炉。
这种生产线具有以下特点: ①生产能耗大大降低。
②产量大幅增加。
③生产自动化水平很高。
原加热炉的控制系统多为单回路仪表和继电器逻辑控制系统,传动系统多为模拟量控制的电源装置。
现在加热炉的控制系统都是PLC或者DCS系统,大部分还有二级过程控制系统和三级生产管理系统。
传输系统都是数字DC或交流电源设备。
本项目是某钢铁集团新建的φ180小直径无缝连续钢管生产线热处理线上的一台步进梁式加热炉。
2流程描述该系统的工艺流程图如图1所示。
图1步进梁式加热炉工艺流程图淬火炉和回火炉都是步进梁式加热炉。
装载方式:侧进侧出;炉布:单排。
活动梁和固定梁由耐热铸钢制成,顶面有齿形面,钢管直径小于141.3毫米,每个齿槽内放置一根钢管。
每隔一颗牙放一根直径153.7mm的钢管。
活动横梁升降180mm,上下90mm,节距190mm,间隔145mm。
因此,每走一步,钢管都可以旋转一个角度,使钢管受热均匀,防止炉内弯曲变形。
双交叉炉温控制在天津大无缝钢管厂460热处理中的应用
出料 温度 :8 ~ O 5 ( 8 0 l3 ℃ 按工 艺要求 ) ;
保 温时 间 :~ 0mn 5 3 i;
炉 温控制精度 : ℃ ; ±5
保 温后钢管 全长温度 均匀性 : 0c; ≤lc
最 大生产能 力 :0 h 6t ; / 平均 生产能 力 :0 h 4d ; 进 出料辊道 中心距 :80 m 1 50 m; 炉膛 宽度 :6 0 m 10 0 m;
淬 火或 常化 的温度 , 并适 当保 温 , 使钢 管得 到细 小
均匀 的奥 氏体组 织 。 型式 : 步进 梁式 ; 装 出料 : 侧进 侧 出 ; 炉 子布料 : 排 ; 单 燃料: 天然 气 ; 发热值 :。 k/ m ; 4l J 8 N 工 作温度 :7 ~ 0 0℃ ; 8 0 15
管 线 管 : 火 温 度 9 O , 温 5 i; 淬 2℃ 保 mn
回火温度 6 0 7 0C, 2 ~ 2 o 保温 1m n 5 i。 高 压 锅 炉 管 : 火 温 度 9 0 1 3 ℃ , 温 淬 8~0 5 保 2 m n 回火温度 7 0 7 0C, 温 6 mi。 0 i; 2~ 9 o 保 0 n 液压支架管 : 火温度 8 0 9 0C, 淬 5 ~ 2 o 保温 5 i ; m n 回火 温度 6 0 7 0C, 0 ~ 0 o 保温 lm n i。 5 ( ) 火炉 主要 技术性 能 参数 : 1淬 将钢 管 加热 到
炉膛 长度 :9 5 m; 1 10m
() 1 炉子温 区划分 : 淬火炉 共 l 个 控温 区 。加 2
热 一 段 及加 热 二段 沿 炉宽 各 分 四个 区 , 即加 热 1 、 加 热 2 加热 3 加 热 4 加 热 5加 热 6 加热 7 加热 、 、 、 、 、 、 8 。保 温段沿 炉 宽也分 4 区 , 个 即保温 1保温 2保 、 、
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
浅谈中厚板热处理炉
浅谈中厚板热处理炉魏军广(莱芜钢铁集团有限公司技改部宽厚板项目部,山东莱芜 271126)【摘 要】 通过对常见几种热处理炉结构和原理的分析,指出各种炉型的应用范围和前景。
【关键词】 辊底炉 双步进梁式炉 中厚板热处理第30卷 第4期2008年8月四川冶金Sichuan M eta llurgy Vol .30 No .4Aug .,2008作者简介魏军广(),男,工程师,从事工业炉窑的研究和管理工作,636。
PR I M ARY D I SC USSI O N O F HEAT TREAT I NG FURNAC E FO RM ED I U M AN D HEAV Y PLATEW ei Junguang(Strip Steel M ill of Lai wu Iron and Steel Co,L t d ,L ai wu 271126)[Abstra ct] Thr ough analyzing configurati on and principle of fa m ilia r heat 2treating fur nace s,the author points out theis fie lds of applicati on and futur e .[Key word s] r oller hearth furnace,double walking bea m furnace,hea t treat ment f or m edium and heavy plate1 概述热处理是中厚板生产中的重要组成部分,是生产高技术含量、高附加值产品的重要一环。
热处理生产线布置和设备选型决定着今后的发展方向。
如何根据产品定位去选择热处理类型是非常重要的。
随着品种钢需求的不断增加,热处理越来越引起了大家的高度重视,所以近几年不管新上生产线还是旧线改造,对热处理都非常重视。
热处理炉是热处理工序的核心设备,热处理炉的选择布置就基本决定了今后的发展方向。
中厚薄板工艺
中厚板工艺班级:学号:姓名:指导老师:中厚板工艺摘要:综述了我国中厚板生产的发展、技术进步,并对其采用先进技术的发展趋势及特点等方面进行了较详细的分析和介绍。
关键词:宽厚板轧机生产技术1我国中厚钢板生产的发展我国第一套中板轧机是1936年在鞍山钢铁公司建成的2300mm三辊劳特式轧机。
1958年鞍钢建成了2800/1700双机座钢板轧机,1966年太钢建成了2300/1700炉卷轧机。
宝钢5m宽厚板轧机生产简介:2中厚板工艺的生产工艺2.1概述宝钢5m宽厚板轧机作为我国第1套现代化特宽厚板轧机,它将满足国内对管线板、高强度船板、高强度结构钢板、压力容器板等高档次产品的需求,同时有利于带动我国厚板生产技术的发展。
宝钢宽厚板轧机主作业线设备由德国西马克—德马克(SMS-Demag)及西门子(Siemens)公司提供,热处理线由德国洛伊(LOI)公司提供,板坯库及加热炉区设备主要由国内设计、供货。
一期建设1架精轧机,设计年产量为140万t;最终规模为180万t。
一期工程2005年建成投产。
2.2 产品及原料(1)产品产品品种:管线钢板、造船钢板、结构钢板、锅炉容器钢板、耐大气腐蚀钢板及模具钢板等。
产品规格:厚度5~150mm,最大将扩至400mm;宽度900~4800mm;最大长度25m(轧制状态最大52m),最大单重24t,将扩至45t。
交货状态:产品按常规轧制、控制轧制和控轧控冷(TMCP)、热处理状态交货。
(2)原料一期工程年产140万t成品钢板,需坯料约150.54万t,其中连铸坯140万t,初轧坯10.54万t。
连铸坯由配套厚板连铸机提供2.3工艺布置宝钢宽厚板轧机一期工程主厂房由板坯接收跨、板坯跨、加热炉区、主轧跨、主电室、磨辊间、冷床跨、剪切跨、中转跨、热处理跨、涂漆跨以及成品库等部分组成。
2.4 工艺技术及装备(1)板坯库及加热炉为实施连铸板坯热送热装工艺,厚板连铸机与宽厚板轧机毗邻布置。
热处理生产线项目投资计划书
热处理生产线项目投资计划书1.项目背景热处理是一种通过控制金属材料的加热和冷却过程,以改善材料的性能和耐用性的工艺。
随着制造业的发展,对优质金属材料的需求不断增长,热处理工艺的应用也越来越广泛。
本项目旨在建立一条热处理生产线,提供高质量的热处理服务。
通过投资这个项目,我们可以满足市场需求,实现盈利。
2.项目规划2.1建设目标本项目的建设目标是建立一条具备先进设备和优质服务的热处理生产线,以满足客户的需求。
我们将采用最新的热处理技术和设备,提供全方位的热处理服务,包括退火、淬火、正火等。
2.2设备选型我们计划购买先进的热处理设备,包括加热炉、冷却系统、热处理控制系统等。
这些设备将提高生产效率和产品质量,帮助我们在竞争激烈的市场上脱颖而出。
2.3人力资源我们将招聘专业的热处理技术人员和操作人员,确保生产线的正常运行。
这些人员将具备丰富的热处理经验和技能,能够为客户提供专业的热处理服务。
3.投资规模本项目的总投资额为XXXX万元。
具体的投资分配如下:3.1设备投资我们计划投资XXXX万元购买先进的热处理设备。
这些设备将占据项目总投资的XX%。
3.2厂房建设我们将投资XXXX万元进行厂房建设。
这些资金将用于购买土地和建设厂房,以满足生产线的需求。
厂房建设占据项目总投资的XX%。
3.3人力资源投资我们将投资XXXX万元用于招聘和培训热处理技术人员和操作人员,确保生产线的正常运行。
人力资源投资占据项目总投资的XX%。
4.预期收益我们预计,在稳定的市场需求和高品质的服务下,本项目的年收入将达到XXXX万元。
预计投资回收期为X年。
同时,我们也将积极开发新的客户和业务,提高利润和市场份额。
5.风险分析本项目面临的主要风险包括市场需求的不确定性,竞争压力和技术风险。
为了降低这些风险,我们将采取以下措施:5.1市场调研在投资前,我们将进行彻底的市场调研,了解市场需求和竞争情况,为项目的规划和运营提供准确的数据和信息。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
带
技术 交流
《 工业加 热 第 3 卷 2 0 年 第 6 5 06 期
以上 的炉次进 行热兑铁 水,能量 的平衡分析 将会 以计算 结果 进行初 步预测,做 到心 中有数 。如装入 量为 6 0t ,热 装铁 为 3 0 ,冶炼正 常时, 考虑有 留钢 1 左右 的条件 t 在 0t 下 ,热装 比例为 3 %,金属收得率为 9 %,由以上分析 0 0 可以认为,热装铁水 比例每增加 1 电耗下降 5 W ・/ %, k h, t 所以电耗为 3 7 5 =2 7 W ・ ,输入 电能为 2 7×8 9 -10 4 k h 4 O
图 1 双排 顶步 进式热处理生产线示意 图
矩 形轨迹的往复运 动,把弹 体在 有 凹槽 的炉底上,按一
定的周期一 步一步送到 出料 端的轨道上 ,活动梁上 的拨
淬火槽设 4个工位 , 保证 了弹体的冷却时间在 3 i n以上 。 m
弹体在淬火 同时 自身低速旋转 ,同时弹体膛 内盲孔和外皮
Q=,尉
1 8M W ・ 9. h。
在生产 中的典型值为 2 W ・/ 2k ht 。
()全废钢 冶炼 时,在降低 电耗 时可 以根 据热平衡 2 表 和元素 热效 应表调 整配碳量 ,优化渣系 ,确 定最佳装 入量 ,对 于冶炼有积极的指导意义 。
()炉体 表面散热和热辐射 的总量为 1 W工序 时两炉均可单独使用, 其 中淬火炉 出料方 向与调质生产时方 向相反,回火炉进料
方 向与调质 生产时方 向相反,淬火槽及机械手停 止工作 。 因此在一台电炉大修时另一 台炉仍能进行正火处理 。 ( 下转 第 6 6页)
维普资讯
=
()炉气带 走的热量 :炉气带 走的热量 主要是指从 2 除尘烟道里烟 气带走 的热 以及 电极 孔烟气带 走的热 。合 理的脱碳速度 与滑动烟 道的调节 和用适 当的炉渣粘度来 控制气体从熔 池排 除的速度 以及保 证炉膛 的微正压是减 少炉气带走热量 的有效方法 。八一 钢厂 7 0 t电炉炉气带 走的热能计算值为 7 W ・/ 0k ht 。 ()短 网上 的热损失,取决 于短网 电阻 刖均大小 、 3 通 过 电流的强度 , 和电流通过时间 t 式如下 ,其
随着军事工 业的快 速 发展 ,新型炮 弹不断 出现 ,弹
体 的外形 、尺寸 、热处理 工艺随之变化 ,因而对弹体生
1 结构特点
双排顶 步进式热 处理生产 线 ( 1 ,是 由淬火 炉 、 图 ) 淬火 油槽 、机械手 、清洗设备 以及 回火炉组成 ,其 中淬 火炉 和回火炉也可 以单独作为正火 炉使用 。淬火炉 和 回 火炉 均采用双排顶步进 式结构,两 炉炉前和炉后设有 进 出料机构,用 以弹体送入炉 内和推 出炉外 。 顶步进式炉是借助炉顶活动梁 的升降和进退作近似
又 保证 了弹体 间的距离和每 步运行 的距 离 。双排是炉 内 并排放置两 套完全相 同的步进机构 ,两排 交替运动 ,保
证了定时 出料 。淬火炉共 4 8个工位 ( 每排 2 4个 工位) :
用冷却管的高压油进行喷淬,提高了冷却 的速度和冷却的 均匀性。机械手从淬火槽第 4工位取下弹体,经 过淋油和
产 的热处理设备提 出一 炉多用的要求,国内某军 工单位 , 根据 国家 军品能力调整 的要求,提 出新 建一条功 能比较
先进 、 自动化程 度高 、用途 比较广泛 的弹体热处理生产
线,该生 产线可 以满足调 质处理并 兼作 正火处理 。经过 研 制和生产 ,现 已生产近 万枚弹体全部 合格,取得 了满 意的效果 。
清洗, 自动将弹体送至回火炉 的进料轨道上,经 由回火炉
回火炉共 7 2个工位 ( 每排 3 个工位 ) 6 ,如淬火炉加热时 间为 2h ,则 回火炉 加热时间为 3h ,从而保证 了连续均
衡生产 。安 装在淬火炉炉 前的翻转机 构,把加热 到淬火 温度 的弹体 垂直立在淬 火槽的弹体 托架上 ,经滚珠 丝杠 传动将弹体快速降至淬火槽 内,转移时 间在 1 0s左右 。
维普资讯
技 术 交 流
《 工业加热》 3 第 5卷20 06年第 6 期
双排顶步进式热处理生产线
李明成,刘 永,徐
( 哈尔滨松江 电炉 厂有 限责任公 司,黑龙江
岩
哈尔滨 10 7 ) 5 0 0
摘要 :介绍 了近期研制成功 的专为炮弹弹体进行调质 、正火处理 的双排顶 步进式热处理 生产线基 本情 况,对生产线的特点及优越性 作 了较详细 的介绍 。该生 产线的特 点是一炉可满足多种形状和尺寸弹体 的热 处理 、节 能、加热质量好 、性能均一 、 自动化程度高 、 可减轻劳动强度 。 关键词 :热处理生产线;调质 ;正火;双排顶步进式 中 图分类号 :T 5 . G151 文献标 识码 :B 文章编号 :1 0 .6 92 0 )60 6 .1 0 21 3 (0 60 -0 40
量平衡见表 2 。
表 2 全废钢冶炼的能量平衡表 k ・/ W ht
6 结
语
7 直流电炉的投产, 0 t 标志着八一钢厂 电炉炼钢进入
了一 个崭新的阶段,科学的分析热平衡 中的每一个 因素, 对 于促进炼钢的进步有承前启后 的作用 。
参考文献 :
[】田杭亮.电弧炉节能技术 [ .工业加热,20 , 16 : 9 1 J 】 0 2 3 ( )2 .
He tT e t n o u to n f t r n e e tT p W a k n e m u n c a r a me t Pr d c i n Li eo h Ar a g m n o l i g B a F r a e Bo L M i g c e g LI Yo g I n -h n , U n ,XU Ya h