基于DEFORM-3D的自封铆接工艺研究
基于deform—3d车削TC4加工过程仿真

基于deform—3d车削TC4加工过程仿真作者:陈卓来源:《科技视界》2016年第19期[摘要]Deform-3D是一套基于工艺模拟系统的有限元仿真(FEM)软件,是模拟3D材料流动的理想工具。
它不仅鲁棒性好,而且易于使用。
借助于该模拟分析环境,能够对切削过程中切削条件以及加工过程中的其他因素产生的影响进行研究。
应用DEFORM-3D自带的切削仿真模型,分析加工过程中工件对不同刀具的影响,以及对切削力、切削温度、切削应力结果进行分析。
模拟结果对减少产品试验、降低开发成本、缩短开发新产品及新工艺的时间等方面都具有重大意义。
[关键词]车削;Deform-3D;切削力;切削温度;切削参数0引言金属切削过程是一个非常复杂的工艺过程,它涉及到弹性力学、塑性力学、断裂力学、热力学、摩擦学等多个学科,刀具形状,温度分布、刀具磨损等因素都会对切削过程产生重要影响。
因此利用传统的解析方法,很难对切削过程进行分析和研究,但随着现代制造技术和计算机软件技术的不断进步,出现了很多针对金属切削过程进行数值模拟和仿真的软件,如DEFORM、ANSYS、ABAQUS等等,为金属切削过程仿真提供了非常有效的方法和技术手段。
本文选择三维有限元软件DEFORM,以硬质合金刀具切削钛合金TC4作为研究对象,对切削过程进行仿真,利用控制变量的方法得出了刀片在不同切削参数下的切削力、切削温度、以及切削应力的影响。
1有限元模型的建立1.1几何模型及仿真参数设置使用有限元分析软件DEFORM-3D模拟分析车削钛合金的加工过程,应用DEFORM-3D 中的Machining(Cutting)模块进行建模。
建立的切削模型如图1所示。
本分析中是直接从Deform封装的刀片库中选取刀片,所选取的刀片代号是CNMA432。
模拟过程中关于网格划分方面,DEFORM-3D提供了两种网格划分方式,分别为相对网格划分方式和绝对网格划分方式。
本文中工件采用的是绝对网格类型,最大网格单元尺寸和最小网格单元尺寸之比为7。
基于DEFORM-3D的7075铝合金铣削仿真与实验研究

基金项目:国家自然科学基金(51605207) 收稿日期:2018年 12月
本文应用 CATIA软件建立刀具和待切削模型 的三 维 方 案,运 用 DEFORM3D 软 件 对 铝 合 金 Al7075T351切削过程中的切削力和扭转力进行分 析,通过改变不同切削参数分析出最佳组合方案,最 后选用最佳切削数据进行试验验证。为该材料生产 加工提供了合理的切削参ngYingjing,LiGuochao,LiuHanyang
Abstract:Millingforceandmachinetorsionforcearethemainfactorsthatcausethedeformationofparts,especially somethinwallparts.Inthispaper,usingDEFORM3DJohnsonCook,amodelisestablished,usingthefiniteelementmeth od(fem)forAl7075T351aluminumalloyselectionofbestcuttingdepth,onthebasisoflookingforthebestnumericaltool linearvelocityscope,studyitsbestresultstresscurve,usingthesimulationdatacurvecontrastcurvewiththeexperimental datatovalidatethesimulation reliability,Al7075T351 milling processresearch provide reference forthe milling parameters.
Deform—3D在金属塑性成形原理教学中的应用研究
Deform—3D在金属塑性成形原理教学中的应用研究作者:程亮孙凌燕陈逸来源:《山东工业技术》2018年第19期摘要:针对《金属塑性成形原理》内容抽象、理论较多,现有的教学设计无法弥合抽象理论知识与工程实际应用间的“割裂”这一课程特点,本文提出了基于有限元模拟软件Deform-3D强大的建模和后处理功能,以其在抽象概念的形象化、塑性加工过程的演示等方面的应用为要点,通过实例介绍了该软件在课程设计中的重要作用。
关键词:Deform-3D;金属塑性成形原理;课程设计DOI:10.16640/ki.37-1222/t.2018.19.1980 引言《金属塑性成形原理》是材料成型及控制工程专业的一门重要的专业基础课,不仅涵盖了材料成形中广泛应用的基本原理,而且与实际工程问题密切相关。
通过该课程的学习,学生需掌握金属塑性变形的原理和变形规律,为后续的专业核心课程——《冲压成形工艺与模具设计》、《锻造成形工艺与模具设计》等的学习打下基础,也为制订合理的塑性成形工艺奠定理论基础。
该课程内容抽象,概念与专业术语较多,涉及大量的数学推导及应力分析,需要学生具备良好的《高等数学》、《线性代数》和《材料力学》基础,教学难度倍增,即使在教学中使用案例法、演示法等教学方法,学生仍然反映教学内容枯燥,学得吃力。
这一方面与受教育群体所发生的变化有关,95后大学生作为一个特殊群体,在学习特征方面呈现出不同于前代90后的特点,理论学习能力较弱;另一方面现有的教学设计仍然无法弥合课程中抽象理论知识与工程实际应用间的“割裂”。
1 教学思路作为一门承前启后的专业基础课,《金属塑性成形原理》的重要性可见一斑,如何有效地组织课堂教学,帮助打着网络时代烙印95后学生高效地利用课堂时间和课外碎片时间进行学习,成为教学设计过程中必须要考虑的问题。
为此,笔者提出采用有限元仿真技术作为教学的辅助手段,借助有限元仿真软件强大的后处理和动画功能,帮助学生直观地感受和追踪坯料在塑性加工过程中的应力应变分布的演化规律。
deform-3d热处理

热处理模块实验1.生成一个新问题2.初始设置3.导入几何模型4.网格划分5.定义材料6.工件设置7. 介质定义8. 定义时间立程9. 仿真设置10. 进行仿真11. 后处理问题摘要:在处理复杂的热传递问题时,热处理模块是一个非常方便的工具。
这个实验将展示的是这个模块如何对一个刚构建进行渗碳,淬火,回火处理。
这个实验同时能够帮助用户理解deform-ht’s在计算相变方面的能力。
1.生成新的问题开始一个名为“GearHT”的新的热处理问题。
你也可以单击“New problem”按钮,选择“Heat treatment”。
或者,你也可以右击导航树来创建一个空的目录,在主界面的右侧单击“HT”。
2.初始设置在“初始设置”对话框里,设置单位为国际单位。
勾选“变形”,“扩散”和“相变”。
点击下一步。
3.导入模型在“模型”页面里,选择“导入几何,key,或DB文件”,单击下一步。
进入目录,载入模型文件。
4.划分网格在“划分网格”页面里,选择8000个非结构的网格划分。
用结构面层的第一层,将“Thinkness mode”设置成“ratio to object overall dimension”,层厚设置成0.005。
(结构面网格划分可以帮助我们利用更少的计算时间来获得更好的关于热学和散射的结果。
)单击下一步。
5.定义材料在“材料”页面里,选择“Import form .DB and .KEY”点击下一步。
从目录里导入材料“Demo_Temper_Steel.KEY”。
你可以单击“Advance”按钮来观察,编辑材料和转换数据。
注意这是一种由八种成分(相)组成的混合材料,包括奥氏体(A),珠光体+贝氏体(PB),马氏体(B),铁素体(F),低碳马氏体(LM),回火贝氏体(TB),回火铁素体+渗碳体(TFC)。
相间的转换历程包括A_>F,A_>TB,A_>M,PB_>A,M_>LM,M_>A,LM_>TFC和TFC_>A。
基于deform-3d的内六花沉头螺钉冷挤压成型研究
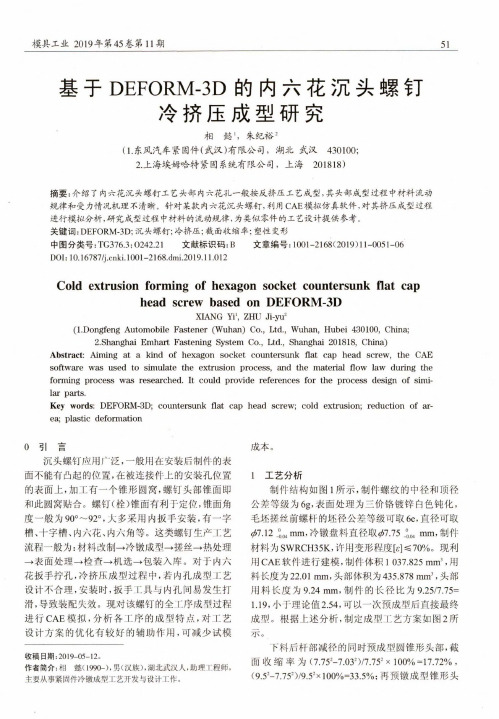
模具工业2019年第45卷第11期51基于DEFORM-3D的内六花沉头螺钉冷挤压成型研究相懿',朱纪裕$(1.东风汽车紧固件(武汉)有限公司,湖北武汉430100;2.上海埃姆哈特紧固系统有限公司,上海201818)摘要:介绍了内六花沉头螺钉工艺头部内六花孔一般按反挤压工艺成型,其头部成型过程中材料流动规律和受力情况机理不清晰”针对某款内六花沉头螺钉,利用CAE模拟仿真软件,对其挤压成型过程进行模拟分析,研究成型过程中材料的流动规律,为类似零件的工艺设计提供参考。
关键词:DEFORM-3D;沉头螺钉;冷挤压;截面收缩率;塑性变形中图分类号:TG376.3:0242.21文献标识码:B文章编号:1001-2168(2019)11-0051-06DOI:10.16787/ki.l001-2168.dmi.2019.11.012Cold extrusion forming of hexagon socket countersunk flat caphead screw based on DEFORM-3DXIANG Yi1,ZHU Ji-yu2(1.Dongfeng Automobile Fastener(Wuhan)Co.,Ltd.,Wuhan,Hubei430100,China;2.Shanghai Emhart Fastening System Co.,Ltd.,Shanghai201818,China)Abstract:Aiming at a kind of hexagon socket countersunk flat cap head screw,the CAE software was used to simulate the extrusion process,and the material flow law during the forming process was researched.It could provide references for the process design of similar parts.Key words:DEFORM-3D;countersunk flat capea;plastic deformation0引言沉头螺钉应用广泛,一般用在安装后制件的表面不能有凸起的位置,在被连接件上的安装孔位置的表面上,加工有一个锥形圆窝,螺钉头部锥面即和此圆窝贴合。
DEFORM_3D有限元软件在冷挤压工艺模拟中的应用_王斌

DEFORM -3D 有限元软件在冷挤压工艺模拟中的应用王斌1,2,何柏林1,江民华1,宋燕1(1.华东交通大学机电工程学院,江西南昌330013;2.华东交通大学理工学院,江西南昌330100)摘要:要提高冷挤压产品的质量、提高材料利用率、提高模具寿命、减少锤击次数、节约能源、缩短产品开发周期,必须提高冷挤压模具设计的科学性。
模拟技术可以用来优化设计方案,降低生产成本,保证设计的合理性。
通过实例分析介绍了DEFORM-3D 软件在载荷计算、应力应变分布、缺陷分析和预防、流线查看等方面的应用。
关键词:DEFORM-3D ;应力分布;优化设计;流线查看;冷挤压中图分类号:TG376文献标识码:A文章编号:1000-8365(2013)04-0474-03Application of DEFORM -3D Software in Simulation of Cold Extrusion ProcessWANG Bin 1,2,HE Bolin 1,JIANG Minhua 1,SONG Yan 1(1.School of Mechanical &Electrical Engineering,East China Jiaotong University,Nanchang 330013,China;2.Institute of Technology,East China Jiaotong University,Nanchang 330100,China)Abstract :To improve the quality of cold extrusion products,increase material utilization,improve die life,reduce hammering times and energy conservation,shorten the development cycle of product,the scientific of cold extrusion dies in design must be improved.Simulation technology can be used to optimize the design program of dies,reduce production costs,and ensure the rationality of the die design.The applications of DEFORM-3D software were introduced by examples in load calculation,stress and strain distribution,defect analysis and prevention,stream line view,etc.Key words :DEFORM-3D;stress distribution;optimal design;streamline view;cold extrusion在我国,高等院校在锻造成形的数值模拟与物理模拟应用较好,并通过产学研结合方式,应用并解决了大量工程实际问题。
基于Deform-3D的重型汽车新型同步环精密成形过程有限元分析
基于Deform-3D的重型汽车新型同步环精密成形过程有限
元分析
陈洁;蔡志武
【期刊名称】《制造技术与机床》
【年(卷),期】2011(000)007
【摘要】重型汽车新型同步环是一种基本对称结构的、带有3个Y型凸台的环形薄壁型零件,主要用于汽车行驶中平稳快速换档。
由于新型同步环形状复杂,成形困难,锻造时极易产生填充不满、折叠等情况,因此合理设计锻造工艺与模具结构是一个关键。
利用非线形有限元分析软件Deform-3D对重型汽车新型同步环精密成形过程进行仿真,获得成形过程中的应变、应力、材料流动情况,同时对成形过程中的缺陷如折叠、裂纹,进行预测。
通过对同步齿环成形过程分析与缺陷预测,可以有效缩短产品开发周期。
【总页数】4页(P111-114)
【作者】陈洁;蔡志武
【作者单位】重庆科技学院机械工程学院,重庆400050;江铃汽车股份有限公司产品开发技术中心,江西南昌330001
【正文语种】中文
【中图分类】TH162.1
【相关文献】
1.基于DEFORM-3D的微型螺钉冷成形过程有限元分析 [J], 周勇;傅蔡安
2.基于新型全数字锁相环的同步倍频技术 [J], 张志文;曾志兵;罗隆福;王伟;郭斌;王承林
3.基于新型等效模糊滑模观测器和改进软件锁相环的永磁同步电机矢量控制 [J], 谭冯忍;程启明;程尹曼;高杰;张宇
4.重型汽车新型同步环精锻成形工艺分析与试验研究 [J], 陈洁;郑吉超
5.基于新型锁相环的水下推进永磁同步电机无位置传感器控制 [J], 陈尧伟;曾庆军;戴晓强;吴伟;李宏宇
因版权原因,仅展示原文概要,查看原文内容请购买。
Deform试验
刚(粘)塑性有限元的基本原理
• 在塑性加工的体积成形工艺中,变形体 产生了较大的塑性变形,而弹性变形相 对很小,可以忽略不计,此时可认为是 刚塑性问题,如锻造、挤压等;相应地 则可以用刚塑性有限元法分析。刚塑性 有限元法是在马尔可夫(Markov)变分 原理的基础上,引入体积不可压缩条件 后建立的。
• 自我接触条件及完美的网格再划分使得 在成形过程中即便形成了缺陷,模拟也 可以进行到底(DEFORM-2D,Pro) 多变形体模型允许分析多个成形工件或 耦合分析模具应力(DEFORM-2D,Pro, 3D)。 基于损伤因子的裂纹萌生及扩展模型可 以分析剪切、冲裁和机加工过程 (DEFORM-2D)。
• 刚性、弹性和热粘塑性材料模型,特别 适用于大变形成形分析(DEFORM所有 产品)。 弹塑性材料模型适用于分析残余应力和 回弹问题(DEFORM-Pro, 2D, 3D)。 烧结体材料模型适用于分析粉末冶金成 形(DEFORM-Pro, 2D, 3D)。 完整的成形设备模型可以分析液压成形、 锤上成形、螺旋压力成形和机械压力成 形(DEFORM所有产品)。
体积成形模拟软件DEFORM
• DEFORM是一个模块化、集成化的有限元模拟系统, 它包括前处理器,后处理器、有限元模拟器和用户处 理器四个功能模块。其系统结构如图7-5所示 • DEFORM有一个较完整的CAE集成环境,具有强大而 灵活的图形界面,使用户能有效地进行前后处理。在 前处理中,模具与坯料几何信息可由其他CAD软件生 成的STL或SLA格式的文件输入,并提供了3D 几何操 纵修正工具,方便几何模型的建立;网格生成器可自 动对成形工件进行有限元网格的划分和变形过程中的 重新划分,并自动生成边界条件,确保数据准备快速 可靠;DEFORM的材料数据库提供了146 种材料的宝 贵数据,材料模型有弹性、刚塑性、热弹塑性、热刚 粘塑性、粉末材料、刚性材料及自定义类型,为不同 材料的成形仿真提供有力的保障;DEFORM集成典型 的成形设备模型,包括液压压力机、锤锻机、螺旋压 力机、机械压力机、轧机、摆辗机和用户自定义类型 (如表面压力边界条件处理功能解决胀压成形工艺模 拟)等,帮助用户处理各种不同的工艺条件。
Deform-3d热处理模拟操作
Deform-3d热处理模拟操作热处理工艺在机械制造中占有十分重要的地位。
随着机械制造现代化和热处理质量管理现代化的发展,对热处理工艺提出了更高的要求。
热处理工艺过程由于受到加热方式、冷却方式、加热温度、冷却温度、加热时间、冷却时间等影响,金属内部的组织也会发生不同的变化,因此是个十分复杂的过程,同时工艺参数的差异,也会造成热处理加工对象硬度过高过低、硬度不均匀等现象。
Deform-3d 软件提供一种热处理模拟模块,可以帮助热处理工艺员,通过有限元数值模拟来获得正确的热处理参数,从而来指导热处理生产实际。
减少批量报废的质量事故发生。
热处理模拟,涉及到热应力变形、热扩散和相变等方面,因此计算很复杂,软件采用牛顿迭代法,即牛顿-拉夫逊法进行求解。
它是牛顿在17世纪提出的一种在实数域和复数域上近似求解方程的方法。
多数方程不存在求根公式,因此求精确根非常困难,甚至不可能,从而寻找方程的近似根就显得特别重要。
方法使用函数f(x)的泰勒级数的前面几项来寻找方程f(x) = 0的根。
牛顿迭代法是求方程根的重要方法之一,其最大优点是在方程f(x) = 0的单根附近具有平方收敛,而且该法还可以用来求方程的重根、复根等。
但由于目前Deform-3d软件的材料库只带有45钢、15NiCr13和GCr15等三种材料模型,而且受到相变模型的局限,因此只能做淬火和渗碳淬火分析,更多分析需要进行二次开发。
本例以45钢热处理淬火工艺的模拟过程为例,通过应用Deform-3d 热处理模块,让读者基本了解热处理工艺过程有限元模拟的基本方法与步骤。
1 、问题设置点击“文档”(File)或“新问题”(New problem),创建新问题。
在弹出的图框中,选择“热处理导向”(heat treatment wizard),见图1。
图1 设置新问题2、初始化设置完成问题设置后,进入前处理设置界面。
首先修改公英制,将默认的英制(English)修改成公制(SI),同时选中“形变”(Deformation)、“扩散”(Diffusion)和“相变”(Phase transformation),见图2。
基于 DEFORM-3D 7050 铝合金动态再结晶 元胞自动机模拟
易幼平,刘超,黄始全
(中南大学 机电工程学院,湖南 长沙,410083)
摘 要:通过热模拟实验与金相实验建立 7050 铝合金流变应力模型与动态再结晶的元胞自动机模型(CA 模型),
该模型综合考虑动态回复、位错密度以及形核率等因素对动态再结晶的影响。应用 DEFORM-3D 有限元软件模拟
7050 铝合金自由锻过程与微观组织演变,研究工艺参数与锻件变形程度对微观组织的影响。研究结果表明:变形
第5期
易幼平,等:基于 DEFORM-3D 的 7050 铝合金动态再结晶元胞自动机模拟
1815
外学者在此领域进行了大量实验与理论研究。Rollett 等[1]采用 Monte Carlo 方法对动态再结晶的微观组织 演化进行了模拟,但他们只考虑了形核率和不同变形 条件下存储能的影响。Peczak 等[2−5]将 Monte Carlo 方 法与 KM 模型结合,模拟了加工硬化及动态回复对动 态再结晶微观结构的影响,但由于 Monte Carlo 的局 限性,无法考察晶粒的生长动力学特征。近年来,采 用元胞自动机(Cellular automaton,CA)模拟材料成形 过程微观组织演变规律受到普遍关注。李殿中等[6−7] 采用 CA 法对金属凝固成形过程的再结晶过程进行了 模拟。Hesselbarth 等[8]建立了基于元胞自动机法的初 次再结晶模型,但他们并没有对动态再结晶进行模拟。 Goetz 等[9]在 Hesselbarth 等[8]的基础上对动态再结晶进 行了模拟研究,但他们的模型没有与热加工过程的实 际参数建立关系,因而无法直接考察变形条件对动态 再结晶动力学的影响。总体来说,CA 作为一种时间、 空间、状态都离散的网格动力学模型,目前已应用于 凝固结晶的形核生长、再结晶和相变等过程的模 拟[10−13],但对于锻造过程中的动态再结晶的模拟还很 少。Deform-3D 是目前用于材料热成形过程模拟的大 型商用软件,其中的 CA 模块可用于模拟材料热成形 过程的微观组织演变规律分析。本文作者利用 DEFORM-3D 软件平台与 CA 模块对 7050 铝合金锻件 自由锻工艺进行仿真分析,利用热力模拟实验确定 7050 铝合金高温流变方程与再结晶模型,建立 7050 铝合金 CA 仿真模型,研究锻造工艺参数对材料内部 组织的影响规律,以便为 7050 铝合金自由锻工艺设 计提供依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
70航空制造技术·2017 年第 8 期
研究论文RESEARCH
机械自封铆接是干涉配合铆接的一种,主要用于气密、液密和疲劳性能要求较高的铝合金构件的连接。它是一种连接强化技术,能显著提高结构的疲劳寿命并获得良好的密封性能[1-2]。影响自封铆接干涉量的因素大致可以分为两种[3]:一种是结构设计参数,如铆钉及被连接件材料、叠层厚度、锪窝尺寸等,对于这类参数,一旦结构确定,其他参数便不能变动;另一种是工艺类参数,如钉孔直径[4]、顶铁的形状[5]、镦头高度与直径、压铆力大小及铆接方式等。对于第2类参数,在制造过程中可通过适当调整来满足干涉量的要求。由于镦头高度和直径参数与压铆力的大小紧密相关[6],为此对于伺服静压铆接,可以认为影响铆接干涉量的主要因素为钉孔直径、顶铁形状以及压铆力。传统的半圆头自封铆接工艺过程[1]如图1所示。可以看出,机械自封铆接对孔质量有着较高的要求,尤其是孔径大小。整个钻孔过程分为3个工步方可保证钉孔直径满足干涉铆接要求。同时,顶铁形状对铆接干涉量有重要影响。传统的手工气动铆接均采用反铆法,即铆枪顶住铆钉头,用顶铁顶住钉杆一端而形成镦头,顶铁工作面有66°凹槽,如图2所示。QJ1548-88标准规定,铆接时可先用凹槽顶铁顶2~3下,再用平顶铁最后形成镦头,缺乏严格技术要求,铆接质量的好坏完全取决于工人技术水平[1]。研究表明,铆接过程中压铆力
对疲劳裂纹生长的影响更大,可知压铆力对机械自封铆接的质量也有一定程度的影响[7]。伺服静压铆接方式不同其他铆接方式,因此针对传统手工气动锤铆方式定制的行业标准是否适用有待探究。由于影响干涉量的因素有多种,需要进行大量铆接工艺试验了解各种因素对干涉量的影响,试验周期长,
基于DEFORM-3D的自封铆接工艺研究梁 莹1, 闫 强2, 刘 钢3(1.上海航天精密机械研究所,上海 201600;2.上海理工大学机械工程学院,上海200093;3.上海拓璞数控科技股份有限公司,上海 201111)
[摘要] 铆接工艺参数对自封铆接干涉量产生重要影响。采用有限元仿真软件DEFORM-3D,以2117-T4材料、直径4mm的半圆头自封铆钉及2024-T3材料的铝板为研究对象,分析自封铆接的3个主要工艺参数钉孔直径、顶铁形状及压铆力对铆接质量的影响。仿真结果表明,钉孔直径范围在4.01~4.02mm,采用凹槽顶铁及较大的压铆力会增加铆接干涉量,提高铆接件的密封性能。关键词: 自封铆接;钉孔直径;顶铁形状;压铆力;DEFORNM-3D
Research on Self-Sealing Riveting Process by DEFORM-3DLIANG Ying1,YAN Qiang2,LIU Gang3(1. Shanghai Spaceflight Precision Machinery Institute, Shanghai 201600, China; 2. School of Mechanical Engineering, University of Shanghai for Science and Technology , Shanghai 200093, China; 3. Shanghai Special Numerical Control Equipment and Technology Engineering Research Center, Shanghai 201111, China)
[ABSTRACT] Riveting process parameters have an important effect on interference in self-sealing riveting. Based on DEFORM-3D software, 4mm round head self-sealing rivets made of 2117-T4, and panels of 2024-T3 are discussed to ana-lyze the effect of three main process parameters, which are hole-diameter, iron shape and pressing force on riveting quality. The simulation results show the riveting interference can be increased within 4.01-4.02mm hole-diameter, by using groove iron and high-pressing force. Therefore, the sealing performance can be improved. Keywords: Self-sealing riveting; Hole-diameter; Iron shape; Pressing force; DEFORNM-3D DOI:10.16080/j.issn1671-833x.2017.08.070712017 年第 8 期 ·航空制造技术
研究论文RESEARCH
成本较高。随着计算机仿真技术的发展,有限元数值模拟技术在铆接工艺试验中得到了越来越广泛的应用[8]。因此,本文通过有限元仿真软件DEFORM-3D,针对半圆头自封铆接工艺参数中的制孔、铆模形状及压铆力对机械自封铆接质量的影响进行研究,为形成自动钻铆下机械自封铆接工艺规范做好理论准备。
1 有限元建模铆接过程的有限元仿真步骤包括建立三维模型、定义材料类型、划分网格、建立接触关系及设置边界条件、施加载荷、计算求解及后处理等[9]。针对如图3(a)所示的单个半圆头铆钉机械自封铆接结构,构建有限元模型,结构由两块厚度为4mm的2024铝合金板组成,并采用直径为4mm的半圆头自封铆钉进行铆接。为计算简单,采用三维1/4模型[10]来进行有限元仿真,如图3(b)所示。
2 结果与讨论2.1 钉孔直径孔径大小对干涉量有直接影响,孔径越大则获得的铆接干涉量越小,越无法满足干涉配合铆接密封性的要求,同时也无法获得良好的铆接质量;孔径较小,虽可以获得较大的干涉量,但较大的干涉量会引起钉孔的应力腐蚀开裂,降低铆接构件的使用寿命。在QJ1548-88
标准[1]中,对于直径为4mm的半圆头自封铆钉,其孔
径范围为4~4.048mm,为了获得最佳干涉量,需控制孔径公差的大小。由于铰孔的孔径公差可控制在0.01mm内,因此构建孔径分别为4.01mm、4.02mm、4.03mm和4.04mm的有限元模型,分析孔径大小对铆接质量的影响。为方便研究,铆接时使用平顶铁。沿Z向在钉孔上取3个点,如图4所示。绘制不同孔径下的相对干涉量曲线图,如图5所示,靠近镦头处的P1点相对干涉量出现先减小后增大的趋势,在孔径为4.01mm时最大,在孔径为4.02mm时相对干涉量最小;靠近铆接板结合面处的P2点和P3点干涉量先增加后减小,在孔径为4.02mm时相对干涉量最大,在孔径为4.04mm时,P3点相对干涉量小于0.8%,低于行业标准规定的相对干涉量范围0.8%~5%。综上,孔径过小,阻碍钉杆处金属向孔内流动,较多的金属形成了镦头,导致P1点处干涉量较大,P2点和P3
上铆接板下铆接板顶铁
14mm4mm
φ4mm
82°
30°
4mm半圆头自封铆钉(a)自封铆接结构(b)有限元模型图 3 自封铆接结构示意图Fig.3 Structure of self-sealing riveting66°D'
H'
图2 凹槽顶铁Fig.2 Groove iron
清理检测划线定位 铣平镦头最后钻孔插入铆钉钻导孔铆接铰孔划双锥窝清除切屑
图1 自封铆接工艺过程Fig.1 Process of self-sealing riveting72航空制造技术·2017 年第 8 期
研究论文RESEARCH
点相对干涉量较小,干涉量分布不均匀;孔径太大,相对干涉量均较小。因此,直径为4mm的半圆头自封铆钉铆的铆接孔精度推荐范围为4.01~4.02mm,此时3个测量点相对干涉量分布较均匀且满足行业标准。2.2 顶铁形状机械自封铆接中,常见顶铁有两种:一种是平顶铁;一种是凹槽顶铁,如图6所示。顶铁形状对铆接质量的影响表现在可以改变铆接过程中金属的轴向流动、径向流动,从而影响干涉量的大小及均匀性。在DEFORM-3D中建立两种顶铁的有限元分析模型,并设置其他铆接参数均相同,沿Z向在钉孔上取图4所示的3个不同的点P1、P2、P3,并利用DEFORM-3D点追踪功能,输出两种顶铁下3个点随压铆时间的径向位移,如图7所示。根据QJ1548-88标准[1]的干涉量计算方法,分别求出3个点的相对干涉量,具体数值如表1所示。由图7可知,在压铆时间为0~1.028s的范围内,P1
点在平顶铁压铆时径向位移变化较快,而凹槽顶铁压铆
时径向位移变化缓慢,这是由于凹槽顶铁限制了金属的径向流动,迫使更多的金属流向孔内。由表1可知,凹槽顶铁压铆时的干涉量均值远大于平顶铁压铆时的干涉量,并且对于一般不易获得干涉量的P3处,也获得了较大的干涉量。平顶铁压铆时,P1、P2、P3 3点的径向位移在压铆时间为1.32s时斜率突然增大,说明此时金属已经充满了孔的双锥窝,随着顶铁继续压铆,更多的金属流入孔内,使P1、P2、P3 3点的径向位移骤增,直至铆接结束。凹槽顶铁压铆时,由于金属的径向流动受到限制,刚开始的一段时间金属以轴向流动为主,使较多的金属流入孔双
表1 各点相对干涉量 %测量点P1P2P3均值平顶铁1.691.270.981.32凹槽顶铁3.352.251.652.41
66°4.2mm
1.6mm
图6 平顶铁及凹槽顶铁Fig.6 Flat iron and groove iron
1.81.61.41.21.00.8相
对干涉量/%
4.01 4.02 4.03 4.04孔径/mm
P1点
P2点
P3点
图5 孔径大小对相对干涉量的影响Fig.5 Influence of riveting diameter on relative interference0.14154
0.112230.082930.053610.02430-0.005900 0.346 0.693 1.040 1.390 1.730
(1.65,0.135)123
(1.65,0.0908)(1.65,0.0668)
位移y/
mm
时间/s(b)凹槽顶铁图 7 不同形式顶铁下测量点径向位移Fig.7 Radial displacement of testing point with different irons