共挤吹塑薄膜(精)
塑料薄膜的多层复合技术
1. 前言塑料薄膜是塑料制品中最为重要的品种之一,在日常生活中应用十分广泛,涉及农业、工业、食品、医药等各个领域,包装是塑料薄膜应用最多的领域,塑料薄膜中80%左右用于包装,因此塑料包装薄膜在整个塑料制品和塑料薄膜中具有极其重要的地位[1]。
塑料薄膜具有高韧性、耐拉力、耐腐蚀等诸多优良的性能,可以适应生活中不同场合的使用要求。
随着中国经济的高速发展以及市场竞争的日益升级,广大消费者对塑料薄膜的功能要求逐渐提高,传统的单层高分子薄膜已经无法满足广大消费者的需求,而集多种性能为一体的多层复合薄膜正在逐渐产生且发展迅速。
多层复合膜因其结构特性可以综合各层薄膜优势的性能来达到总体性能的增强。
且其优秀的可设计性更是为其广泛的应用打开了道路。
近年来,我国对于多层复合薄膜的需求与日俱增,因此促进了塑料薄膜的多层复合技术的快速发展。
目前我国已掌握多种塑料薄膜的多层复合技术,但由于起步较晚,与国外的先进技术相比仍然有很大差距。
2. 塑料薄膜的多层复合技术2.1 干式复合干式复合法即先在基材上涂一层溶剂型粘合剂(胶粘剂),之后通过复合机烘道干燥挥发粘合剂中的溶剂,最后在热压条件下与其他基材进行粘结形成多层复合材料的方法。
目前大多数塑料片材可以用干式复合法进行加工。
干式复合的基本工艺流程如图1。
塑料薄膜的多层复合技术梁政王克俭*(北京化工大学机电工程学院成型制造研究中心)摘要:复合薄膜材料由于其优异的综合性能已经在各大领域得到了广泛的应用,而其成型的关键即多层复合技术近年来得到了快速的发展。
本文就该技术进行了综述。
关键词:塑料薄膜多层复合技术Multilayer composite technology of plastic sheet and filmLiang Zheng Wang Kejian*(Forming and Manufacturing Research Center of School of Mechanical and Electrical Engineering,Beijing University of Chemical Technology)Abstract:Composite film materials have been widely used in various fields due to their excellent comprehensive properties,and the key to their formation,that is,multilayer composite technology,hasdeveloped rapidly in recent years. This article reviews the technology.Keywords:Plastic film multilayer composite technology图1 干式复合的基本工艺流程干式复合一般使用的粘合剂为双组分溶剂型粘合剂。
多层共挤下吹法工艺的缺陷及改造
多层共挤下吹法工艺的缺陷及改造摘要:经济社会对新材料的需求,推动了新材料技术的发展,使用多层共挤吹塑工艺制作而成的多层复合薄膜,被广泛应用在现今社会的生产和生活中,本文阐述了多层共挤技术的一些特点,同时分析了多层共挤下吹法工艺的缺陷,提出了相应改造思路。
关键词:多层共挤吹法工艺吹塑技术一、多层共挤吹法工艺介绍(一)多层共挤吹法简介所谓的多层共挤吹法是指将不同的原料通过复合模头将原料挤出,并吹制成中空的成型制品。
多层共挤所生产的聚合物能够有效的结合不同组分的特性,使得塑料制品能够结合耐酸耐腐蚀、美观、经济等特点。
多层共挤近些年得到了长足的发展,资料表明,多层共挤已经能够生产九层及以上的多层聚合物。
(二)多层复合薄膜的优势多层复合薄膜能够满足人们对包装越来越高的要求,与其他薄膜材料相比,它具有以下一些明显的优点:1.性能增强。
多层复合薄膜将熔点高的材料和具有良好机械加工性能的材料复合在一起,既可以在热封过程中,避免薄膜外层与热封装置粘连,又可以有较好的强度,保证机械加工需要。
2.成本较低。
多层共挤吹法工艺是一步制成,不需要修边等工艺,原料和生产费用都得到降低。
一些功能性的添加剂也只添加到表层即可,没有功能要求的内层可以不用添加,这样也节省了成本。
并且还能通过不同共挤结构的设计,选择生产能满足不同需求的产品。
(三)我国多层共挤吹法的现状多层共挤复合薄膜的使用在我国已经非常广泛,但是,这种多层共挤吹塑设备,却大都从国外公司进口,很多相关的核心知识技术,都掌握在外国公司的手中,中国在此行业中,也就没有了话语权。
国内也有一些多层共挤的吹塑设备,但是与国外设备相比较,技术上明显的落后,且生产出的薄膜均匀性很差,厚薄不均也就使得产品质量低下,根本无法满足市场需要。
二、国内多层共挤吹法工艺的缺陷及改进措施我国现在使用的包装薄膜,多为2到5层共挤结构,其中3层结构使用较多。
在对复合薄膜的制作过程中,不同的原材料需要使用不同的成型设备与工艺,并不是说能挤出、成型就成功了。
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
多层共挤吹塑薄膜设备发展纵览

多层共挤吹塑薄膜设备发展纵览大连塑料机械研究所 李振军2008年国内外多层共挤吹塑薄膜设备厂商推出了各自的最新技术,下面介绍几种新技术、新产品以及发展现状。
重包装吹塑薄膜生产技术三层共挤PE 重包装膜有着单层PE 膜无法比拟的优良性能。
在材料的应用上有广泛的选择性,可充分体现不同层次的功能,有较好的强度、韧性、开口性、防潮性、透明性和热封性等性能。
广泛应用于化工原料、粮食、化肥等大宗产品的包装,适用于各种重包装袋、提袋、垃圾集运袋的制作,也可用作印刷、复合基本材料,具有很大的市场。
国内已有多家公司推出了塑料重包装薄膜设备,主要包括三层共挤吹塑包装薄膜机组和五层共挤重包装薄膜机组。
其中三层薄膜生产技术已成熟,都采用了锥形和平面叠加机头、水平上牵引旋转器、自动卷取机、电晕处理机、内冷系统和纠偏装置等。
国内多数未采用自动称重喂料系统,在线测厚和自动风环以及PLC 控制系统,有的厂家推出五层共挤重包装薄膜机组。
大连橡胶塑料机械股份有限公司的三层共挤重包装薄膜机组包括由自动称重上料系统、大功率高效率挤出机、平面叠加机头、自动风环、IBC 系统、水平旋转牵引装置、德国纠偏装置、电晕处理装置和自动卷取装置。
汕头金明塑胶设备有限公司的三层共挤重包装薄膜机组由吹膜线和印刷线两大部分组成,实现制膜、印刷、压纹、插边、收卷等工序一次完成,适用于LDPE 、LLDPE 、mLLDPE 、HDPE 等的原料,包括旋转牵引系统、内冷系统,自动风环等。
Reifenhauser 公司的三层共挤重包装薄膜机组喂料采用重力计量喂料系统;挤出机采用两台60mm 和一台70mm 挤出机,长径比为30D ,塑化能力为500kg/h ;机头为机头;冷却为双风口风环;牵引为6辊牵引,其中2个气动牵引辊和4个冷却辊,水平旋转;薄膜折径为900mm , 厚度为0.08-0.2mm ,产量为400kg/h,安装功率为800kW ,机组的外形尺寸(长×宽×高)为27700×5000×12500mm 。
挤出工艺
塑料薄膜的成型加工方法:压延法、流延法、挤出吹塑法、直接挤出法和拉伸法等。
挤出吹塑薄膜:把物料加入到挤出机的机筒后,经螺杆的转动、挤压和搅拌,物料在一定温度作用下熔融塑化,并在螺杆推动下,经过滤网、分流板后通过机头环形口模间隙挤出成薄壁管,然后在流动状态下趁热用压缩空气将其吹胀,再经风环冷却定型,进入人字板后夹平,由导辊压紧牵引入卷取辊,最后制得薄膜制品。
熔融塑化→薄壁管→吹胀→定型→夹平→牵引→卷取→薄膜制品主要原料:PVC、PE 表面质量要求:无气泡、无杂质斑点、无褶皱和针孔等缺陷。
用途:工业上机械及仪表的防潮、防尘包装;农业上地膜、育秧膜和大棚膜等。
吹塑薄膜特点 1 设备简单、投资少、见效快、便于土法上马2薄膜经牵引、吹胀,力学性能有所提高3机台利用率高 4 成品是圆筒形,用于包装可省略焊接工序5 操作简单、无废边,成本低6 薄膜厚度均匀性差7 冷却速度低薄膜透明度低8受冷却的限制,卷取线速度一般不超过10m/min,产量不高1.普通PE薄膜原料LDPE2.重包装膜高分子量LDPE,MFR﹤0.5g/10min LLDPE,LLDPE/LDPE=20%~50%3.大棚膜折径>2m,可达18m普通大棚膜(LDPE)、增强大棚膜(LDPE 50%~75%,LLDPE 50%~25%)、长寿大棚膜(加入约0.3%防老剂、约0.1%抗氧剂)、无滴长寿大棚膜(加入适量的表面活性剂)高光大棚膜在PE大棚膜内添加特殊的化学光转换材料和保温材料,使太阳光中的紫外线转换成对植物生长发育有利的红外光或近红外光,从而促进作物的光合作用和新陈代谢过程,提高棚内温度,增加保温效果,达到作物早熟的效果。
光转换剂是关键助剂,主要类别为稀土无机化合物和稀土有机化合物。
保温材料选用磷酸氢化合物和无机化合物。
4.食品包装膜原料LDPE 折径<300mm,采用平挤平吹法5.地面覆盖膜原料LDPE普通地膜、有色地膜(红、白、蓝、黑)、光降解地膜;按地膜的功能和用途可分为普通地膜和特殊地膜两大类。
多层共挤下吹法工艺的缺陷及改造
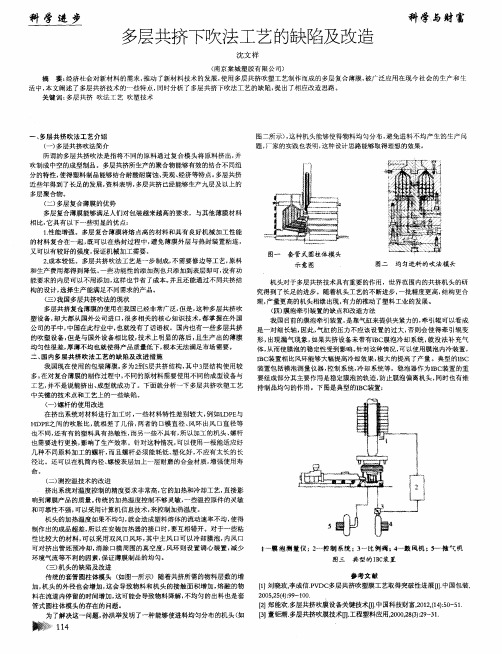
机 头对于多层共挤技术具有重要的作用 ,世界范围 内的共挤机头的研 究得到了长足的进 步。随着机头工艺的不断进步, 一批精度更高, 结构更合 理, 产量更高的机头相继出现 , 有力的推动 了塑料工业的发展 ( 四) 膜泡牵引装置的缺点和改造方法 我 国 目前 的 膜 泡牵 引装 置 , 是 靠 气 缸来 提 供 夹 紧 力的 , 牵 引辊 可 以看 成 是一对细长轴, 因此, 气缸的压力不应该 设置 的过大 , 否则会使得牵 引辊变 形, 出现漏气现象 , 如果共挤设 备未带有I BC膜泡冷却 系统 , 就没法补充气 体, 从而使膜泡的稳定性受到影响。 针对这种情况, 可 以使用膜泡 内冷装置, I B C装置相 比风环能够大幅提高冷却效果, 极大 的提高了产量 。典型 的I BC
关键词: 多层共挤 吹法工艺 吹塑技 术
一
、
多层共挤吹法工艺介绍 ( 一) 多层共挤吹法简介 所谓的多层共挤吹法是指将不同的原料通过 复合模 头将 原料挤 出, 并
图二所示) , 这种机头能够 使得物料均匀分布, 避免进 料不均 产生的生产问 题, 厂家的实践也表 明, 这种设计思路能够取得理想 的效果。
( 一) 螺杆的使用改进 在挤 出系统对材料进行加工时, 一些材料特性差别较大, 例如L DP E与 H D P E 之间 的吹胀 比, 就 相差 了几倍 , 两者 的口模 直径 、 风环 出风 口直径等 也不同, 还有有的塑料具有热敏性, 而另一些不具有 , 所以加工的机头、 螺杆 也需要进行更换, 影响 了生产效率。针对这种情况, 可以使用一根能适应好 几 种 不 同 原 料加 工 的螺 杆 , 而且螺杆必须能耗低、 塑化 好 , 不 应有 太 长 的 长
科 学进 步
馘 嗨 岛蛄
挤出成型—吹塑薄膜挤出工艺实例(高分子成型课件)
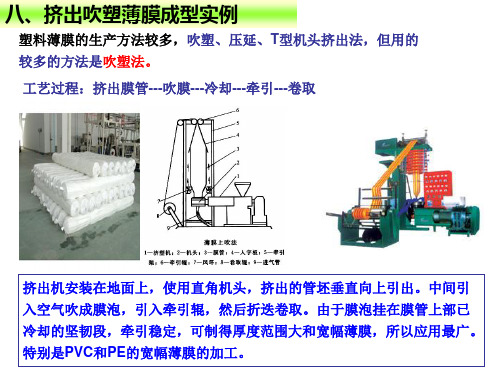
八、挤出吹塑薄膜成型实例
(三)吹塑薄膜主要设备 4 牵引装置——起稳泡,展平,冷却,牵引作用
(1)人字板
夹板式
①使吹胀的膜管稳定地导入牵引辊; ②逐渐将圆筒形的薄膜折叠成平面状; ③导辊式人字板进一步冷却薄膜作用。 人字板夹角可用螺钉调节,一般为10-40度
(2)牵引辊(装置)
将压扁的薄膜压紧并送至卷取设备,防止膜管内空气漏 出,保证膜泡形状尺寸稳定。
八、挤出吹塑薄膜成型实例
(四)LDPE吹塑操作规程及工艺要点
1 操作规程
①加热:加热到规定的温度并保温一段时间; ②加料及挤出:启动挤出机,并让螺杆维持低速转动; ③提料:将通过机头的熔融物料汇集在一起,并将其提起,同 时通入少量的空气,以防相互粘结; ④喂辊:慢速将提起的管泡喂入压辊(牵引辊),再依次通过 导辊送至卷取装置; ⑤充气:向管泡充入压缩空气,直至膜泡直径达到要求为止; ⑥调整:可通过调节口模间隙、冷却风环的风量、牵引速度来 调整膜的厚薄公差;薄膜的幅宽公差主要通过充气吹胀的大小 来调节。
中心进料的“十字型” 旋转式机头
八、挤出吹塑薄膜成型实例
(三)吹塑薄膜主要设备 3 冷却装置
对风环的有关要求:
ü距机头30~100mm,直径增加时选 大值;
ü内径比口模大150~300mm,口径大 选大值;
ü气流以均匀的速度吹向管泡;不均匀 的出风量导致管泡冷却快慢不一并造 成薄膜厚度不均;
ü风环出风口的间隙为1~4 mm并可 调节风量;
八、挤出吹塑薄膜成型实例
(五)吹膜质量常见问题分析解决
3 薄膜鱼眼多 (1)鱼眼的形成原因
鱼眼主要是原料中的添加剂、低分子量树脂及粉尘等,在加工中 凝结在口模上,累积一定数量后被膜不断带走,从而在膜上形成 鱼眼。
多层共挤出复合薄膜原料简析

多层共挤出复合薄膜原料简析杨铄冰;杨涛【摘要】本文按照不同塑料原料在共挤出复合薄膜中的作用分类,比较全面系统地介绍了7类基层用塑料原料、9类功能层塑料原料、9类粘合层树脂材料的结构特点、物理特性、加工性能及薄膜制品的功能与用途,为共挤出复合薄膜的原料选取及结构设计提供帮助.【期刊名称】《塑料包装》【年(卷),期】2018(028)004【总页数】13页(P20-31,56)【关键词】共挤出复合薄膜;塑料原料;阻隔性【作者】杨铄冰;杨涛【作者单位】江南大学化学与材料工程学院;江南大学化学与材料工程学院【正文语种】中文1. 前言多层共挤出复合薄膜是一种新型的包装材料,它可以弥补单层塑料薄膜的性能缺陷,发挥每层材料的长处,达到取长补短的目的,具备更优的综合性能和突出的某些包装特性,是当前满足包装内容物特殊要求的最理想薄膜材料之一。
通过不同材料的层级间有效搭配和组合,薄膜可以同时拥有多种包装材料的特性,如阻隔性能、高强度、好的热封性、低成本等,从而使薄膜具有更高的性价比。
多层共挤出复合薄膜在食品、医药、日化品、工业、农业等多个包装领域已有广泛应用,且发展前景良好。
多层共挤出复合薄膜是将两种或两种以上的树脂及其配混物,分别加入两台或多台挤出机中,分别熔融挤出后,通过各自的流道在(扁平状或环状)模头内或模头外汇合,经进一步成型及冷却后,制备成多层复合薄膜。
由于使用不同的生产设备,共挤出复合薄膜可分为共挤出流延复合薄膜和共挤出吹塑复合薄膜两种。
实现多层共挤出复合,除了保证共挤出复合过程顺利进行的新技术和新设备出现外,原料的选取和科学使用也是十分重要的因素。
共挤出,特别是复合过程中,需要考虑不同物料熔体之间的温度、粘度差异及相互影响,对复合薄膜产品质量的不良作用;相邻两层的物料极性和表面性能差异,对复合后薄膜层间牢固程度的影响等等。
此外,与挤出单一原料相比,有些共挤出物料需要有较高的挤出温度和较长的滞留时间,需要选用差异较大的挤出加工装备和工艺。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目
录
一.共挤吹塑薄膜概况 二.共挤吹膜设备及工作原理 三.共挤吹膜成型工艺
一.共挤吹塑薄膜概况
对包装的要求越来越高
多层复合薄膜:
可以根据需 要,复合不 同性能的材 料,使其具 有各种性能
一步制成, 不需要复合 及涂覆等后 加工
提高熔体温度导致膜泡稳定性下降,选择减少冷却空气 流量、进一步冷却空气
谢
谢!
三.共挤吹膜成型工艺
挤出机的设计和选择 根据物料特性而定
由物料特性、输送量 来决定各挤出机对物 料的塑化和输送条件
机头中不同物料汇合 处的温度设定为成型 温度最高物料的加工 温度
共挤吹塑薄膜的物料必须塑化良好,薄膜的厚度、强 度、收缩性等可通过吹胀比和拉伸比的调节而改变
机头温度较高,使冷却效率降低、产量降低
二.共挤吹膜设备及工作原理
IBC模头(内风环) 模头里有两条风道 外层风道为进气风道, 冷风经模头外的棒芯上 的缝隙(或小孔)吹出 对薄膜进行冷却 热风经芯部的风道抽走 由于热空气往上升,所 以排气的芯棒延伸到膜 泡的较高位置
IBC能使产量提高 还可有以下两个作用: • (1)薄膜的光学性能提高 结晶减少 气体流动带走膜泡内的挥发物 • (2)大大提高膜泡的稳定性 冷却加快,熔体温度降低,提高熔体强度 在膜泡内外形成对流的气流,可抵消彼此的冲力
降低成本, 通过设计不 同的共挤结 构,生产最 优化的产品
吹塑成型是多层共挤复合薄膜主要的加工方法之一
理论上,多层共挤吹塑薄膜可以实现任何需要的 层数,5~7层吹塑薄膜应用越来越多,9层、甚 至更多层的吹塑薄膜生产线也在不断增加
共挤复合的同时,还需配合采用旋转吹膜技术、 应用膜泡内部冷却(IBC)法提高薄膜成型速度。 利用IBC吹膜法的产量比传统吹膜法(只用风环外 冷)提高50%~70%,吹膜线速度已达到200m/min