焊缝收缩的原理和方法
焊缝收缩量过大的原因

焊缝收缩量过大的原因咱今儿个来唠唠焊缝收缩量过大这事儿。
这就好比你在缝衣服,本来想缝个平整漂亮的边儿,结果线一拉紧,布料皱巴巴的,焊缝收缩量过大就有点这意思。
这原因啊,得从好多方面说起。
先说这焊接材料吧。
要是焊接材料和被焊接的材料不太匹配,就像两个不合拍的人硬要凑一块儿跳舞,那肯定得出乱子。
你想啊,不同的材料它们的热膨胀系数不一样,焊接的时候一受热,冷却的时候收缩的程度就不一样。
就好像一个瘦人和一个胖人一起跑步,跑热了再休息,他们身体散热的速度和状态肯定不同,这就容易导致焊缝收缩量过大。
再讲讲焊接的工艺参数。
电流啊,那可是个关键因素。
电流过大就像你炒菜的时候火开得太大,东西容易焦糊一样。
在焊接的时候,电流大了,焊接的熔深就会增加,这就会使得焊缝在冷却的时候收缩得更厉害。
速度也很重要呢。
焊接速度太慢,就好比蜗牛爬行,那热量就会过度集中在一个地方,让焊缝变得很宽很厚,冷却的时候可不就收缩得多嘛。
这就跟你把一块泥巴慢慢堆得又高又大,等它干的时候就会裂得更厉害是一个道理。
还有啊,焊接的顺序也会影响焊缝收缩量。
要是焊接顺序不合理,那就像是盖房子的时候先把屋顶盖了,再去砌墙一样混乱。
比如说,你在一个大型结构上焊接,如果从中间开始焊,热量就会向四周扩散,等到周围开始冷却收缩的时候,就会把中间的焊缝拉得变形,导致收缩量过大。
焊接的层数也不能忽视。
层数太多就像你给一个蛋糕抹太多奶油,每一层都会增加一定的收缩量,叠起来之后总的收缩量就大得吓人。
这就好像穿衣服,穿一件厚衣服可能行动还比较自如,但是一件又一件地穿好多件,就会让你感觉行动受限,身体都变得不灵活了。
另外,焊件本身的拘束度也是个问题。
如果焊件被固定得死死的,就像一个人被绑得紧紧的,没有一点活动空间,那焊缝在收缩的时候就只能硬挤,收缩量自然就大了。
这就好比一棵小树苗,你要是把它周围的土都夯实得像石头一样硬,它生长的时候想伸展根系都伸展不了,只能把自己憋得变形。
焊缝收缩
且板厚小于等于25mm
四条纵焊缝每米共缩1.4,焊透梁高收缩
1.0
每对加劲焊缝,梁的长度收缩0.7
断面高大于1000mm的各
种板厚
四条纵焊缝每米共缩0.2,焊透梁高收缩
1.0
每对加劲焊缝,梁的长度收缩0.5
格构式结构
屋架、托架、支架等轻型
桁架
接头焊缝每个接口为1.0,
搭接贴角焊缝每米0.5
实腹柱及重型桁架
搭接贴角焊缝每米0.25
圆筒型结构
板厚小于等于16mm
直焊缝每个接口周长收缩1.0
环焊缝每个接口周长收缩1.0
板厚大于16mm
直焊缝每个接口周长收缩2.0
环焊缝每个接口周长收缩2.0
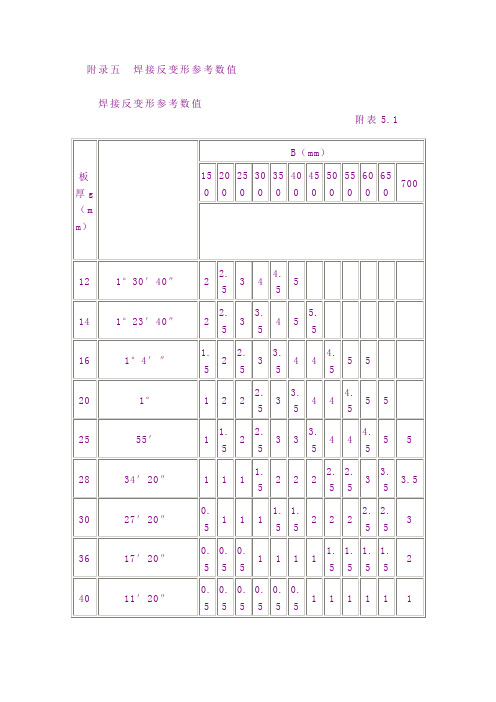
附录五 焊接反变形参考数值
焊接反变形参考数值 附表5.1
板厚g
(mm)
B(mm)
150
200
250
300
350
400
450
500
550
600
650
700
12
1°30′40″
2
2.5
3
4
4.5
5
14
1°23′40″
2
2.5
3
3.5
4
5
5.5
16
1°4′″
1.5
2
2.5
3
3.5
4
4
4.5
5
5
20
1°
1
2
0.5
0.5
0.5
1
1
1
1
1
1
附录六焊接收缩余量
焊接收缩余量 附表6.1
结构类型
焊接变形有规律

焊接变形有规律
焊接变形是指在焊接过程中,由于焊接热量的作用,导致焊接材料发生形状变化的现象。
焊接变形的规律可以总结为以下几点:
1.焊缝收缩变形:焊接时,熔融金属会收缩,导致焊缝两侧的材料发生变形。
焊缝的收缩方向一般与焊接方向垂直,在焊接接头的两侧产生一定的收缩应力,从而引起焊接件的形状变化。
2.焊接件热变形:焊接时,焊接部位受到高温热源的作用,产生热膨胀,导致焊接件发生形状变化。
热膨胀会使焊接接头出现弯曲、扭曲、变形等现象,特别是对于大型工件和薄壁结构,影响更为明显。
3.过热影响区变形:焊接区域会发生过热,特别是焊接热输入较大或焊接速度较快时,使接近焊缝的区域达到高温状态。
过热影响区的材料受到高温作用后,会发生体积膨胀,从而引起焊接件的变形。
4.扭曲效应:焊接时,各部位由于受到瞬间加热和冷却的影响不均,会引起各部位的变形,特别是在对称结构中,由于对称特性不好,会出现窜边、扭曲等现象。
5.弹性恢复:焊接完成后,焊接件会因为产生的变形而具有一定的应力,这些应力会影响到焊接件的形状。
当焊接件冷却
后,由于内部应力的释放,焊接件会出现一定的弹性恢复,形
状会发生变化。
综上所述,焊接变形具有一定的规律,主要包括焊缝收缩变形、焊接件热变形、过热影响区变形、扭曲效应和弹性恢复等。
在焊接过程中,我们可以采取一些措施,如预留余量、采用适
当的焊接方法和工艺参数、使用焊接变形补偿技术等来减小焊
接变形的影响。
焊接收缩和厚度的关系

焊接收缩和厚度的关系
焊接收缩是指焊接过程中熔化的金属冷却后产生的尺寸变化,
通常会导致焊接件产生变形。
焊接收缩的大小受到多种因素的影响,其中包括焊接材料的类型、厚度、焊接方法、焊接电流和电压等因素。
首先,焊接收缩与焊接材料的厚度有着密切的关系。
一般来说,焊接收缩与焊接材料的厚度成正比。
这是因为在焊接过程中,熔化
的金属冷却后会收缩,而较厚的材料受到的约束较小,因此收缩量
相对较大。
相反,较薄的材料受到的约束较大,因此收缩量相对较小。
其次,焊接方法也会影响焊接收缩与厚度的关系。
不同的焊接
方法会产生不同的热量输入和冷却速度,从而影响焊接收缩的大小。
例如,电弧焊和气体保护焊的热输入较大,通常会导致较大的收缩量,而激光焊等高能量密度焊接方法则会产生较小的收缩量。
此外,焊接材料的类型也会对焊接收缩产生影响。
不同的材料
具有不同的热膨胀系数和冷却收缩率,因此在焊接过程中会表现出
不同的收缩特性。
例如,不锈钢和铝合金通常具有较大的热膨胀系
数,因此在焊接过程中会产生较大的收缩量。
最后,焊接过程中的预热和后热处理也会对焊接收缩产生影响。
适当的预热可以减小焊接收缩,而后热处理则可以减小焊接产生的
残余应力,从而减小变形和收缩量。
总的来说,焊接收缩与厚度的关系是一个复杂的问题,受到多
种因素的影响。
在实际焊接过程中,需要综合考虑材料的厚度、焊
接方法、材料类型以及预热和后热处理等因素,采取合适的措施来
控制焊接收缩,减小变形,确保焊接质量。
焊缝收缩的原理是什么原理

焊缝收缩的原理是什么原理
焊缝收缩是指焊接过程中,焊缝所受热度后冷却时发生的收缩现象。
在焊接过程中,电弧产生高温,将焊接材料加热到熔点以上,然后冷却后形成焊缝。
由于焊接材料的热膨胀系数与冷却后的收缩系数不同,焊缝在冷却过程中会发生收缩,导致焊接材料之间产生拉拢力,从而影响焊缝的质量和性能。
焊缝收缩的原理主要包括热膨胀和冷缩两个方面:
1. 热膨胀:焊缝在焊接过程中由于受到电弧的高温热源的作用,焊接材料加热变热膨胀。
根据热膨胀理论,当焊接材料受热后,原子、离子、分子等微观粒子的热运动增加,使其振动频率和振幅增大,从而热膨胀。
2. 冷缩:焊接材料经历高温后,冷却过程中热量流失,温度下降,原子、离子、分子等微观粒子的热运动减小,从而缩回初始位置造成冷缩。
焊接材料的冷缩受材料的热膨胀系数和冷缩系数的影响。
焊缝收缩是由于焊接材料的热膨胀系数与冷却后的收缩系数不同所导致的。
当焊接材料经过电弧的加热后,热量会向周围传导。
由于热膨胀系数不同,焊接材料的收缩程度也不同。
一般来说,金属材料的热膨胀系数较大,冷缩系数也较大,所以焊接金属后产生的收缩较为明显。
而焊接非金属材料时由于其热膨胀系数较小,冷缩系数也较小,所以收缩较小。
焊缝收缩可能会对焊接结构产生一定的变形和应力,这种应力会导致焊接结构的
变形和变形后的应力,从而引起焊接缺陷的产生,如裂纹、变形、变色等。
因此,焊接时需要考虑和控制焊缝收缩,以确保焊接质量和性能。
焊接变形收缩余量计算公式

△L横≈0.1δ,δ=板厚。
(间隙和线能量最小化)焊接变形收缩余量计算公式焊接变形收缩始终是一个比较复杂的问题,对接焊缝的收缩变形与对接焊缝的坡口形式、对接间隙、焊接线的能量、钢板的厚度和焊缝的横截面积等因素有关,坡口大、对接间隙大,焊缝截面积大,焊接能量也大,则变形也大。
为了给设计人员提供一定的参考,贴几个公式1、单V对接焊缝横向收缩近似值及公式:y = 1.01*e^(0.0464x)y=收缩近似值e=2.718282x=板厚2、双V对接焊缝横向收缩近似值及公式:y = 0.908*e^(0.0467x )y=收缩近似值e=2.718282x=板厚、4、5、6、1 试述焊接残余变形的种类。
焊接过程中焊件产生的变形称为焊接变形。
焊后,焊件残留的变形称为焊接残余变形。
焊接残余变形有纵向收缩变形、横向收缩变形、角变形、弯曲变形、扭曲变形和波浪变形等共六种,见图1,其中焊缝的纵向收缩变形和横向收缩变形是基本的变形形式,在不同的焊件上,由于焊缝的数量和位置分布不同,这两种变形又可表现为其它几种不同形式的变形。
2 焊件在什么情况下会产生纵向收缩变形?焊件焊后沿平行于焊缝长度方向上产生的收缩变形称为纵向收缩变形。
当焊缝位于焊件的中性轴上或数条焊缝分布在相对中性轴的对称位置上,焊后焊件将产生纵向收缩变形,其焊缝位置见表1。
焊缝的纵向收缩变形量随焊缝的长度、焊缝熔敷金属截面积的增加而增加,随焊件截面积的增加而减少,其近似值见表2。
表2 焊缝纵向收缩变形量的近似值(mm/m)注:表中所表示的数据是在宽度大约为15倍板厚的焊缝区域中的纵向收缩变形量,适用于中等厚度的低碳钢板。
3 试述焊缝的横向收缩变形量及其计算。
焊件焊后在垂直于焊缝方向上发生的收缩变形称为横向收缩变形,横向收缩变形量随板厚的增加而增加。
低碳钢对接接头、T形接头和搭接接头的横向收缩变形量,见表3、表4。
对接接头横向收缩变形量的近似计算公式,见表5。
电渣焊焊缝收缩规律及结构下料尺寸的确定
收稿日期:2001-10-12 作者简介:李胜勇(1964-),男,安徽巢湖人,工程师,从事钢结构加工、安装工作。
电渣焊焊缝收缩规律及结构下料尺寸的确定李胜勇,江 勇(马钢股份公司钢铁结构分公司,辽宁马鞍山243021)摘要:通过测量I 形对接接口管极电渣焊焊缝的横向收缩量,分析其收缩量大小与焊缝长度、焊件厚度和组对间隙之间的关系,为电渣焊焊接结构下料尺寸的确定提供了依据。
关键词:收缩量;下料尺寸;电渣焊中图分类号:TG 448 文献标识码:B 文章编号:1001-2303(2001)12-0035-02Shrink rules of seam w elded by ESW and determination of the size of w orkpieceLI Sheng 2y ong ,J I ANG Y ong(Branch C om pany of steel structure ,Maansan Stock C om pany ,Maanshan 243021,China )Abstract :The relations of the shrink degree ,seam length and w orkpiece thickness are analyzed by measuring the transverse shrink of seam with type I groove ,which is welded by electro -slag welding.The results can be used to select the size of w orkpiece.K ey w ords :shrink degree ;size of w orkpiece ;electro 2slag welding 管极电渣焊常用于中厚板焊接,如大型高炉炉壳的立缝、压力容器和梁柱的接料缝等,由于管极电渣焊组对间隙较大,焊缝的横向收缩量也较大,对技术要求较高的结构的几何尺寸产生严重影响。
焊接变形的原因及控制方法
焊接变形的原因及控制方法焊接变形是指焊接过程中产生的结构形状、尺寸和应力的改变。
变形对于焊接结构的质量和使用寿命都具有重要影响,因此需要采取控制措施来减少焊接变形。
1.熔融区的体积收缩:在焊接中,熔融区的温度升高,熔化的金属液体会发生体积收缩。
当焊接过程中发生多次的局部加热和熔化,熔融区收缩现象将会导致焊接件变形。
2.焊接应力:焊接过程中形成的焊接应力是导致焊缝及周边材料变形的重要原因。
焊接引起的应力主要有热应力和残余应力两种。
3.材料的热物理性质差异:焊接过程中,不同材料的热膨胀系数和热传导系数的差异也会导致焊件变形。
为了控制焊接变形,可以采取以下方法:1.合理设计焊接结构:通过合理设计焊接结构,可以减轻焊接变形产生的程度。
例如,在设计焊接结构时可以采用对称组织,增加长交叉焊缝间的连接来减轻焊接变形。
2.使用焊接工艺参数:调整焊接工艺参数,如焊接速度、焊接电流和电压等,可以减少焊接变形。
例如,在焊接速度控制方面,可以采用逆向焊接、速度波动焊接和脉冲焊接等方法来减少焊接变形。
3.采用预应力:对焊接材料进行预应力处理可以减少焊接变形的产生,常见的方法有热拉伸和压力留置法。
4.使用夹具和支撑物:采用夹具和支撑物对焊接结构进行支撑和固定,可以减少焊接变形的产生。
夹具可以限制材料的收缩和变形,支撑物能够提供必要的支撑力和刚度。
5.控制焊接热输入:通过控制焊接热输入来减少焊接变形。
可以采用分段焊接、小电流多道焊、局部加热等方法来降低焊接区域的温度梯度。
总之,焊接变形是焊接过程中难以避免的问题,但通过合理的设计和控制参数的调整,可以有效减少焊接变形的产生,提高焊接结构的质量和可靠性。
焊缝的横向收缩变形量及其计算
坡口形式ห้องสมุดไป่ตู้
横向缩短量计算公式
Y形
双Y形
△L横=0.1δ①+0.6
△L横=0.1δ+0.4
①δ——板厚(mm)。
当两板自由对接、焊缝不长、横向没有约束时,横向收缩变形量要比纵向的大得多。
焊件焊后在垂直于焊缝方向上发生的收缩变形称为横向收缩变形横向收缩变形量随板厚的增加而增加
焊缝的横向收缩变形量及其计算。
焊件焊后在垂直于焊缝方向上发生的收缩变形称为横向收缩变形,横向收缩变形量随板厚的增加而增加。
低碳钢对接接头、T形接头和搭接接头的横向收缩变形量,见表3、表4。
对接接头横向收缩变形量的近似计算公式,见表5。
焊缝收缩力
焊缝收缩力
焊缝收缩力是指焊缝产生的热收缩引起的力,它是由于焊接时焊缝被加热而膨胀,然后冷却时又收缩而产生的。
焊缝收缩力主要包括横向收缩力和纵向收缩力。
横向收缩力是指焊缝在冷却过程中由于热收缩而产生的横向收缩力。
焊接材料冷却时会由于温度的降低而收缩,如果焊缝两侧的材料受到阻碍而不能自由收缩,就会产生横向收缩力。
这种横向收缩力可以引起焊缝的扭曲变形、应力集中和产生焊缝偏斜等问题。
纵向收缩力是指焊缝在冷却过程中由于热收缩而产生的纵向收缩力。
焊接材料冷却时会由于温度的降低而收缩,如果焊接件两端受到阻碍而不能自由收缩,就会产生纵向收缩力。
这种纵向收缩力可以引起焊接件的变形、焊缝的拉伸和断裂等问题。
为了减小焊缝收缩力对焊接结构的影响,常常采取一些措施,如采用预应力、控制焊接工艺参数、采用适当的焊接顺序等。
同时,在设计焊接结构时,也需要考虑到焊缝收缩力对结构的影响,进行合理的结构设计和计算。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊缝收缩的原理和方法
焊缝收缩是指焊接过程中产生的热量引起焊缝区域的材料收缩。
这种收缩可能对焊接工件产生内应力,并对焊接质量造成不利影响。
因此,控制焊缝收缩是焊接工艺中的重要问题。
焊缝收缩的原理:
焊接过程中,电弧或加热源产生的能量通过焊接材料传递到焊缝区域,导致焊缝区域的温度升高。
当温度升高时,焊接材料的晶格结构发生变化,原子和分子之间的热运动增加。
这种热运动导致焊接材料的体积发生变化,使焊缝区域产生收缩。
焊缝收缩量取决于焊接材料的热膨胀系数和温度变化。
焊缝收缩的方法:
1. 预热控制:预热是指在焊接之前将工件加热到一定温度。
预热可以通过减少焊接材料的收缩量来控制焊缝收缩。
预热温度应根据焊接材料的特性和工艺要求来确定,通常为材料熔点的一半到三分之二。
2. 收缩补偿:焊缝收缩会导致工件的变形。
为了补偿焊缝收缩引起的变形,可以在焊接过程中使用适当的夹具和支撑物来固定工件。
这可以减少焊接材料的收缩,从而减少工件的变形。
3. 预拉伸:预拉伸是指在焊接后对工件进行拉伸以减小焊缝收缩引起的内应力。
预拉伸可以通过对焊接工件施加适当的拉力来实现。
这样可以在焊接过程中减少焊缝的收缩,从而减小工件的变形和应力集中。
4. 控制焊接速度:焊接速度是焊接过程中焊枪或电极移动的速度。
控制焊接速
度可以有效控制焊接材料的加热时间和温度变化,从而控制焊缝收缩的程度。
较慢的焊接速度可以减少焊接材料的温度变化和收缩量。
5. 控制焊接电流和电压:焊接电流和电压是控制焊接过程中的热量输入的重要参数。
通过调整焊接电流和电压,可以控制焊接材料的温度变化和收缩量。
适当降低焊接电流和电压可以减少焊接材料的加热时间和温度升高,从而减小焊缝收缩的程度。
6. 使用焊接变形补偿技术:焊接变形补偿技术是一种通过调整焊接工艺和焊接序列来控制焊接变形和焊缝收缩的方法。
这种方法可以通过合理选择焊接工艺和焊接顺序,减小焊缝的收缩和工件的变形。
总结:
焊缝收缩是焊接工艺中的一个重要问题。
控制焊缝收缩可以减小工件的变形和应力集中,提高焊接质量。
预热控制、收缩补偿、预拉伸、控制焊接速度、控制焊接电流和电压以及使用焊接变形补偿技术等方法都可以用于控制焊缝收缩。
不同的方法可以根据具体情况选择并结合使用,以实现最佳的焊接效果。