焊接收缩量经验计算
焊缝焊接收缩量的ANSYS仿真分析

焊缝焊接收缩量的ANSYS仿真分析作者:张利来源:《城市建设理论研究》2013年第10期摘要:现代焊接技术趋于完善,对焊接变形的数值已有很多经验公式计算,但是都是实测数据,环境不一样,焊接收缩就不一样。
本文运用ANSYS的热分析功能对焊接的收缩进行仿真。
该仿真存在的难点是热结构耦合、单元生死、材料的弹塑性、APDL参数化设计。
关键词:焊缝焊接收缩量ANSYS中图分类号: P755.1文献标识码: A 文章编号:第一步:输入材料特性,建立模型,设定焊接速度,计算热源值。
输入材料特性;本计算模型采用Q345qD钢材的材料特性,设初始温度为室温25℃,且材料密度不变化。
材料密度设为7.85×103 Kg/m3,热膨胀系数为1.75×10-5,初始弹性模量为E=2.0×1011Mpa,泊松比0.25,初始导热系数为18.6W/m·℃,比热容设为502J/(Kg·℃),初始热焓值6.13×109,这些材料特性随温度变化而变化,如下表1、2、3所示:表1:钢材弹模与温度的关系表2:钢材导热系数、比热与温度的关系表3:钢材热焓值与温度的关系由于材料会进入塑性变形区,采用多线性随动强化和双线性随动强化两种方式定义材料在温度变化情况下的特性。
随着温度的升高,钢材的应力-应变曲线越来越平缓,即钢材的强度变低。
建立模型;钢板对接和T接的模型建立比较简单,鉴于需要分析的钢板板厚较多,所以采用参数化设计,方便修改模型。
定义的变量仅有板厚。
对接模型采用单边V形坡口,钝边固定为2mm,坡口角度60°。
单元类型先采用SOLID70进行热分析。
设定焊接速度;按照焊接经验,焊接速度取5mm/s,即热源移动速度为5mm/s。
计算热源值;本模型假设热源与时间成反比例,即热源hetg=a/△t,其中a与焓值、密度、温度相关。
考虑到实际施焊时,焊完一道有足够时间让母材冷却,本模型假设冷却30分钟,母材温度降至室温。
铆工知识总汇

铆工【什么是铆工?】铆工俗称“铁裁缝”,任务是把两种或两种以上金属连接在一起,即铆接;电焊就是热铆,“铆焊不分家吗”。
铆工是金属构件施工中的指挥者,铆工按图纸放样、下料后其它工种开始安装。
【主要工作内容】铆工既根据要求作出相应的金属制品,主要有识图和制图的知识;常用金属材料及热处理知识;能矫正变形较大或复合变形的原材料及一般结构件,能作成基本形体的展开图,计算展开料长;能使用维护剪床、气割、电焊机等设备;能读懂并装配桁架类、梁柱类、箱壳类、箱门类和低中压容器等图样,并进行全位置定位焊、铆接、螺纹连接,检验尺寸、形状位置。
【基础知识和技能】主要有识图和制图的知识;常用金属材料及热处理知识;能矫正变形较大或复合变形的原材料及一般结构件,能作成基本形体的展开图,计算展开料长;能使用维护剪床、气割、电焊机等设备;能读懂并装配桁架类、梁柱类、箱壳类、箱门类和低中压容器等图样,并进行全位置定位焊、铆接、螺纹连接,检验尺寸、形状位置。
【技师培养目标】熟练掌握基础知识和技能的基础上,能作出复杂结构件的展开图、计算展开料长;制定工艺流程,编写工艺规程;能根据图样的技术要求制定装配、焊接、铆接和矫正工艺方案,设计工装夹具;熟悉质量管理和生产管理的相关知识;熟悉新技术、新材料和新工艺以及相关工种的知识等。
【主干课程】技师班开设的主要课程:机械制图、机械原理和机械零件、机械制造工艺学、公差与配合、工程力学、电工基础、金属材料与热处理、液压与气压传动、夹具设计、数控编程基础、焊接基础知识、钳工基础知识、质量和生产管理、本专业工艺课、技能训练和生产实习。
课程内容包括铆工在铆焊结构的整个制造过程中,从号料到加工成形,直至装配的多道工序和多种操作技能。
有工具、卡具、量具的正确使用;实用的简单几何作图和识图以及基本展开方法;放样,号料和样板制作;材料的冲压、剪裁、气割设备的介绍、调度、安装和正确的操作使用;材料矫正、材料的弯曲成形,压延成形、铆接、焊接的设备和操作技术的表演。
电焊工技师理论计算题 (1)
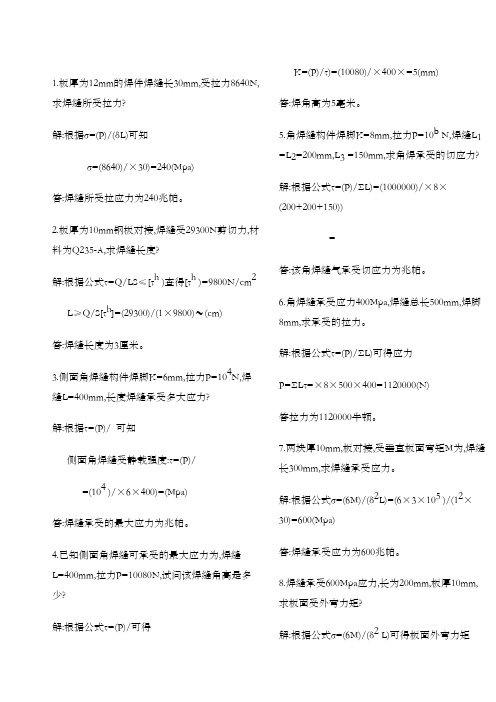
1.板厚为12mm的焊件焊缝长30mm,受拉力8640N,求焊缝所受拉力?解:根据σ=(P)/(δL)可知σ=(8640)/×30)=240(Mpa)答:焊缝所受拉应力为240兆帕。
2.板厚为10mm钢板对接,焊缝受29300N剪切力,材料为Q235-A,求焊缝长度?解:根据公式τ=Q/LS≤[τh )查得[τh )=9800N/cm2L≥Q/S[τh]=(29300)/(1×9800)≈(cm)答:焊缝长度为3厘米。
3.侧面角焊缝构件焊脚K=6mm,拉力P=104N,焊缝L=400mm,长度焊缝承受多大应力?解:根据τ=(P)/ 可知侧面角焊缝受静载强度:τ=(P)/=(104 )/×6×400)=(Mpa)答:焊缝承受的最大应力为兆帕。
4.已知侧面角焊缝可承受的最大应力为,焊缝L=400mm,拉力P=10080N,试问该焊缝角高是多少?解:根据公式τ=(P)/可得K=(P)/τ)=(10080)/×400×=5(mm)答:焊角高为5毫米。
5.角焊缝构件焊脚K=8mm,拉力P=10b N,焊缝L1 =L2=200mm,L3 =150mm,求角焊承受的切应力?解:根据公式τ=(P)/ΣL)=(1000000)/×8×(200+200+150))=答:该角焊缝气承受切应力为兆帕。
6.角焊缝承受应力400Mpa,焊缝总长500mm,焊脚8mm,求承受的拉力。
解:根据公式τ=(P)/ΣL)可得应力P=ΣLτ=×8×500×400=1120000(N)答拉力为1120000牛顿。
7.两块厚10mm,板对接,受垂直板面弯矩M为,焊缝长300mm,求焊缝承受应力。
解:根据公式σ=(6M)/(δ2L)=(6×3×105 )/(12×30)=600(Mpa)答:焊缝承受应力为600兆帕。
钢材损耗率计算公式
钢材损耗率计算公式
1概述
作为我国基础设施建设的基础材料,钢材在社会各个领域都起到了极其重要的作用。
因此,钢材有效损耗率的计算至关重要,以确保投资成本的合理性。
2钢材损耗率的计算
根据相关法律法规,钢材损耗率的计算是由以下几个要素合计进行计算的:钢材的焊接损耗率,钢材的分割损耗率、钢材的延伸损耗率以及钢材的收缩损耗率。
因此,可以得出:
钢材损耗率=焊接损耗率+分割损耗率+延伸损耗率+收缩损耗率3焊接损耗率
焊接损耗率是因钢材焊接过程中产生的焊缝磁滞,及其相关损耗所引起的损耗,主要受焊接工艺及材料的影响。
主要包括焊接废料,计算公式为:焊接损耗率=焊接废料重量/原材料总重量×100%。
4分割损耗率
分割损耗率是因钢材分割过程中产生的增加损耗,它因材料形态和分割工艺而异。
计算公式为:分割损耗率=分割损耗重量/原材料总重量×100%。
5延伸损耗率
延伸损耗是指钢材在进行焊接延伸时所产生的损耗,它受延伸工艺及钢材本身特性影响。
公式为:延伸损耗率=延伸损耗重量/原材料总重量×100%。
6收缩损耗率
收缩损耗率是指由于钢材收缩硬度差异所造成的损耗,受焊接材质组成的影响。
公式为:收缩损耗率=收缩损耗重量/原材料总重量×100%。
7总结
以上就是关于钢材损耗率的计算公式,从总体上来看,钢材损耗率=焊接损耗率+分割损耗率+延伸损耗率+收缩损耗率。
只有全面把握这四项损耗率,计算出合理的钢材损耗率,才能确保工程投资成本的合理性与精确性。
伸缩量计算公式
伸缩量计算公式
伸缩量的计算公式取决于具体的材料和情况。
以下是两种常见的伸缩量计算公式:
1. 对于气温变化引起的伸缩量(以mm为单位),其计算公式如下:
△L t = ɑL(T max - T min)
△L t+ = ɑL(T max - T1)
△L t- = ɑL(T2 - T min)
其中,ɑ为材料线膨胀系数,L为伸缩梁长(mm),T max为当地日平均最高气温,T min为当地日平均最低气温,T1和T2为安装温度范围的上限和下限,△L t+为T1温度时刻上升到最高温度引起的梁体伸长量,△L t-为T2温度时刻下降到最低温度引起的梁体收缩量。
2. 对于管道伸缩量,其计算公式如下:
X = a·L·△T
其中,X为管道膨胀量(mm),a为线膨胀系数(取/m),L为补偿管线(所需补偿管道固定支座间的距离)长度(m),△T为温差(介质温度-安装时环境温度)。
需要注意的是,不同材料的线膨胀系数可能不同。
在使用以上公式进行计算时,请根据具体材料和情况选择适当的参数值。
同时,上述公式适用于特定
情况下材料或结构的伸缩量计算,仅供参考。
如需准确计算,请根据实际情况进行具体分析和测量。
焊接变形收缩余量计算公式
焊接变形收缩余量计算公式焊接变形是指焊接过程中由于热输入和冷却引起的零部件形状和尺寸的变化。
焊接变形是焊接过程中不可避免的现象,可能对焊接结构的质量和使用性能产生影响。
焊接变形主要包括热变形和性能变形两种。
热变形是焊接过程中零件受热影响而发生的变形,其主要原因是焊接过程中产生的热输入引起局部热膨胀和相邻零件的热收缩差异。
性能变形是指焊接后零件的结构和力学性能发生的变化,主要包括硬化、脆化和变软等。
为了控制焊接变形,需要对焊接变形进行预测和计算。
焊接变形的计算公式一般根据焊接变形的特点和计算方法来确定,下面是一些常用的焊接变形计算公式:1.热输入计算公式:热输入是指单位长度或单位面积的焊接线能量,计算公式如下:Q=I*V*t其中,Q为焊接热输入量,单位为焦耳/单位长度或单位面积;I为电弧电流,单位为安培;V为电弧电压,单位为伏特;t为焊接时间,单位为秒。
2.热应变计算公式:焊接过程中由于热输入引起的热应变可以通过以下计算公式来计算:ε=α*ΔT*L其中,ε为热应变,单位为无量纲;α为材料的热膨胀系数,单位为1/°C;ΔT为焊接前后材料的温度差,单位为摄氏度;L为焊接长度或宽度,单位为米。
3.残余应力计算公式:焊接过程中由于热膨胀和冷却引起的残余应力可以通过以下计算公式来计算:σ=E*α*ΔT*L其中,σ为焊接零件上的残余应力,单位为帕斯卡;E为材料的弹性模量,单位为帕斯卡;α为材料的热膨胀系数,单位为1/°C;ΔT为焊接前后材料的温度差,单位为摄氏度;L为焊接长度或宽度,单位为米。
4.收缩量计算公式:焊接过程中由于热收缩引起的收缩量可以通过以下计算公式来计算:ΔL=β*ΔT*L其中,ΔL为焊接零件的收缩量,单位为米;β为材料的线性热膨胀系数,单位为1/°C;ΔT为焊接前后材料的温度差,单位为摄氏度;L 为焊接长度或宽度,单位为米。
需要注意的是,以上计算公式仅为一般情况下的近似计算公式,实际焊接变形受到多种因素的影响,包括焊接材料的性质、焊接工艺参数、焊接结构形式等,因此在实际应用中需要根据具体情况进行调整和修正。
冲床机架焊接收缩量的预测

5 ・ 接 质 量 控制 与 管 理 ・ O 焊
焊 接 技 术
第 3 9卷 第 2 2 1 期 0 0年 2月
变 形 的矫 正工作 量 ,使 生产 成本 提高 ;而且还 致使结
焊缝 大 多 采 取 2层 3道 焊 , 因此 在 没有 外 载 荷 作 用
构 的强度 和承 载能力下 降 .甚至 因变形 过大而 无法矫 正 ,导致 产 品报 废 。因此在 结构 的设计 及制定 工艺 阶 段 就应确 定结构 的预计 变形 量 。 针对 目前 冲床企业 在机架 焊接 生产 过程 中存 在较 大的焊接 变形 问题 ,笔 者采用 基 于相对 收缩体 积 的焊 接 大变 形 理论 计 算方 法 ] 。对 机架 侧 板 的焊 接 变形
发 达 国家 已经得 到 了广 泛 的运用 。机架 因尺 寸大 ,焊
随着 中 国加 速崛 起 ,保 持适 当的国 防军事力 量是 非 常必要 的 。但 现今 国 内军 事装 备 的制 造水 平与 国外 还有 很大 的差距 ,而 产 品制 造水 平很 大程度 上取 决 于 制造设 备 的精度 ,所 以 ,提 高制造 设备 尤其 是大 型制 造设备 的精 度是 当务之 急 。其 中 ,大型 冲床 、机床 机 架 制造精 度 的提高就 显得 尤为 重要 。
断 口占大 部 分 ,仅有 少 量 的韧 窝 ;由 图 1 。 由此 可
( )焊 缝 区 断 E微 观形 貌 观 察 结果 表 明 ,凡 低 3 l
温 韧 性 较 好 的 断 口以韧 窝为 主 :低 温 韧性 不 好 的 断 口 ,则 以 准解 理 花 样 为 主 ,韧 窝 区域 比较 少 。这 与
32 .
下降 。
( )0 Mn ir V R钢 母 材 、焊 缝 和热 影 响 区 2 7 N CMo D
焊接变形收缩余量计算公式
焊接变形收缩余量计算公式焊接变形是焊接过程中由于热量的引入而引起的材料形状、尺寸和几何性能的改变。
其中,焊接收缩是由于焊接热引起的材料收缩所导致的变形。
焊接变形和收缩余量的计算公式是通过对焊接过程中热量传递、热膨胀和材料性能的研究得出的。
以下是焊接变形收缩余量计算公式的详细介绍:1.焊接收缩余量计算公式:焊缝变形和收缩主要受到以下几个因素的影响:焊接热周期、焊接温度梯度、材料的热膨胀系数、焊接材料的线膨胀系数和焊缝的形状。
根据这些因素,可以得到如下的焊接变形收缩余量计算公式:∆L=α∆TL0+KEΔλL0其中,∆L为焊接变形收缩余量,α为材料的线膨胀系数,∆T为焊接温度梯度,L0为焊缝的长度,K为焊缝的形状系数,E为材料的弹性模量,Δλ为焊接收缩。
2.焊缝形状系数的计算公式:焊缝形状系数是描述焊缝形状对焊接变形收缩余量影响的参数。
不同的焊缝形状对焊接变形的影响不同,因此需要根据具体焊缝形状来计算形状系数K。
以下是一些常见焊缝形状的形状系数计算公式:矩形焊缝:K=1-1.3δV型焊缝:K=1U型焊缝:K=1薄板角焊缝:K=1.2-0.7δ(δ为焊缝侧角斜率)3.焊接收缩系数的计算公式:焊接收缩系数描述了焊接材料在焊接过程中收缩量与温度变化量的关系。
焊接收缩系数可以通过实验测定得到,也可以利用经验公式进行估算。
以下是一个常用的焊接收缩系数的计算公式:Δλ=β(1+γβΔT)其中,Δλ为焊接收缩,β为材料的收缩系数,γ为材料的热膨胀系数,ΔT为焊接温度变化量。
总结:焊接变形收缩余量的计算公式是通过对焊接过程中的热量传递、材料的热膨胀和线膨胀、焊接缝形状等因素进行分析和研究得出的。
这些公式可以用于预测焊接过程中的变形和收缩量,帮助焊接工程师根据需要进行焊接参数的调整,以减少焊接变形和提高焊接质量。
但需要注意的是,公式中的参数需要根据具体的焊接材料和焊接条件进行测定或估算,以获得准确的计算结果。