汽车焊装精ppt课件
合集下载
汽车焊接工艺课件

电动汽车焊接技术
激光-MIG复合焊接
将激光和电弧热源相结合,实现高效、高质 量的焊接。具有高强度、高效率和高美观度 等优点。
超声波焊接
利用超声波振动产生的热量,使金属材料熔 化并连接,具有高效、环保、节能等优点。
智能汽车焊接技术
要点一
机器人焊接
利用先进的机器人技术,实现自动化、智能化的焊接,提 高生产效率和产品质量。
01
03
应用
适用于大批量生产的汽车零部件的焊 接,如车门、车身等。
缺点
对工件表面要求较高、焊接质量不稳 定、易产生变形。
05
04
优点
焊接速度快、生产效率高、成本低、 易于实现自动化。
03
汽车焊接质量及控制
焊接质量的概念及标准
焊接质量概念
焊接质量是指焊接接头或焊接结构满足 设计要求和相关标准的能力。焊接质量 直接影响到汽车的安全性、可靠性和使 用寿命。
优点
设备简单、操作方便、成本低 、适应性强。
定义
电弧焊是一种使用电弧作为热 源的焊接方法。
应用
适用于各种金属材料的焊接, 如碳钢、不锈钢、铝、铜等。
缺点
焊接质量不稳定、易产生气孔 、焊缝成型较差。
激光焊接
定义
激光焊接是一种使用 高能量激光束作为热 源的焊接方法。
工作原理
通过激光束照射在工 件表面,使工件熔化 并形成焊接接头。
佩戴呼吸保护器
使用呼吸保护器可以减少焊接烟尘对呼吸系统的危害。
定期检查身体
长期从事焊接作业的人员应定期进行身体检查,特别是对X射线进行检查。
焊接作业的劳动保护用品
防护眼镜
防护眼镜应具有高透光率、抗冲击性能和防 辐射性能。
焊装知识培训材料幻灯片
51
52
53
54
55
56
2
一、焊装生产线工艺流程图
3
4
5
6
(
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
2425ຫໍສະໝຸດ 262728
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
焊装知识培训材料幻灯 片
2020年7月14日星期二
焊装知识培训材料
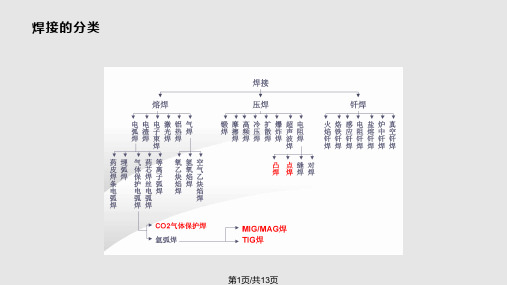
汽车制造中,焊接已成为必不可少的生产 手段。点焊、凸焊、缝焊、滚凸焊、手工电弧 焊、CO2气体保护焊、氩弧焊、气焊、钎焊 、摩擦焊、电子束焊、激光焊等各种焊接方法 应用及其广泛。由于电阻焊、CO2气体保护 焊具有高速、低耗、变形小、易操作、易实现 机械化和自动化等特点,对汽车车身薄板覆盖 零件和中厚板车桥、车架、车厢等部件特别适 合,应用更广。在车身制造中,电阻焊约占7 5%。在车架、车厢、车桥制造中,90%以 上采用CO2气体保护焊。
车身焊接PPT课件
压力不足或零件表 面脏
降低强度、容 易导致飞溅及 零件表面烧坏
焊点过于靠近零件 边缘
降低强度 .
压力不足,过硬规 范
汽车四厂车身车间
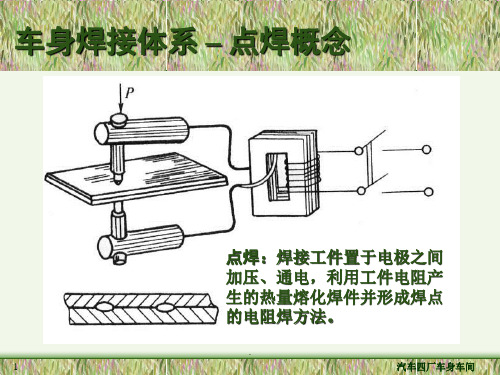
车身焊接 –CO2气体保护焊
CO2气体保护电弧焊:采用连续等速送进可 熔化的焊丝与被焊工件之间的电弧作为热源 来熔化焊丝与母材金属,利用外加CO2气体 作为电弧介质并保护熔滴,形成熔池和焊缝 的焊接方法。
车身焊接 --点焊检验方法(一)
开凿检验
剥离试验
扭转试验
3
P
锤击小焊件试验
.
扭转试验
汽车四厂车身车间
车身焊接 --点焊检验方法(二)
焊点直径测量
4
焊点直径标准
最小板厚 t1 mm
熔核直径 mm
dlmin ? 3.5 t1
焊点直径 mm
dpmin =1.15dlmin
最小剪拉 力 Fmin kN
0.5
5.深的凹陷
6.缩孔 7.半点焊 8.裂缝(穿透 或不穿透) 6
简图
缺陷对焊接质 量的影响
在零件表面有 裂口或裂缝
缺陷主要产生原因
1.零件或电极表 面脏 2.在压力不足时 接通或切断电源 3.零件过热
压坑深度 D>0.25时,降 低焊接强度
零件过热,电极间 压力过大和内部喷 溅
在某些接头 上,降低疲劳 强度
6.7
11.5Leabharlann .36.1
7
12.4
汽车四厂车身车间
车身焊接 --点焊主要缺陷(一)
缺陷类别 1.未焊透 (1)没有熔核 (2)焊核尺寸 很小
2.外部飞溅
3.内部飞溅
5
简图
缺陷对焊接质 量的影响
焊装知识培训材料幻灯片
人生不是自发的自我发展,而是一长 串机缘 。事件 和决定 ,这些 机缘、 事件和 决定在 它们实 现的当 时是取 决于我 们的意 志的。2020年11月25日星期 三3时22分28秒 Wednesday, November 25, 2020
感情上的亲密,发展友谊;钱财上的 亲密, 破坏友 谊。20.11.252020年11月25日 星期三 3时22分28秒20.11.25
焊接基础知识培训
主讲:刘志高 工艺技术部
焊装知识培训材料
汽车制造中,焊接已成为必不可少的生产 手段。点焊、凸焊、缝焊、滚凸焊、手工电弧 焊、CO2气体保护焊、氩弧焊、气焊、钎焊、 摩擦焊、电子束焊、激光焊等各种焊接方法应 用及其广泛。由于电阻焊、CO2气体保护焊 具有高速、低耗、变形小、易操作、易实现机 械化和自动化等特点,对汽车车身薄板覆盖零 件和中厚板车桥、车架、车厢等部件特别适合, 应用更广。在车身制造中,电阻焊约占75%。 在车架、车厢、车桥制造中,90%以上采用 CO2气体保护焊。
时间是人类发展的空间。2020年11月25日星 期三3时 22分28秒03:22:2825 November 2020
科学,你是国力的灵魂;同时又是社 会发展 的标志 。上午3时22分 28秒上 午3时22分03:22:2820.11.25
每天都是美好的一天,新的一天开启 。20.11.2520.11.2503:2203:22:2803:22:28Nov-20
一、焊装生产线工艺流程图
(
每一次的加油,每一次的努力都是为 了下一 次更好 的自己 。20.11.2520.11.25Wednesday, November 25, 2020
天生我材必有用,千金散尽还复来。03:22:2803:22:2803:2211/25/2020 3:22:28 AM
焊装工艺知识培训 PPT

焊装工艺知识培训
焊装工艺知识培训
1、汽车构造
汽车一般由发动机、底盘、车身和电气设备等四个基本部分组成。
2、汽车白车身
汽车车身是一个复杂的薄板冲压件壳体,它由数百个薄板冲压件通过装配 和焊接形成一个完整的车身壳体(白车身)。
车身一般由车架、地板、侧围、机仓、顶盖、前门、滑门、背门、前仓盖、 翼子板等组成。
产品技术工艺
• 5.5.3 点焊的焊后工作 • (1)下班前,应检查本工位焊接任务是否完成,不得遗漏焊点; • (2)挂好焊枪,关闭水、电、气。 • (3)将夹具的气阀置于关闭状态; • (4)打扫本工位清洁。
• 5.6 电极使用工艺要求
• 5.6.1 电极的种类 • 常用点焊电极有锥形电极、平面电极、尖头电极、球面电极、偏心电
• 6.1、焊前准备 • 检查气体保护焊的气瓶、减压计、气体流量计构成的供气系统、预热
器工作是否正常、零组件装夹位置是否正确及焊缝搭接间隙。 • 6.2 工艺参数 • 二氧化碳气体保护焊的主要工艺参数有焊丝直径、焊接电流、焊接电
压、焊接速度、焊丝伸出长度、气体流量。 • 根据不同的材料成分、厚度等选择不同的规范参数。 • 二氧化碳焊采用细丝焊接,其电压范围一般在16-24 伏内选择。
点需密集,一般为20—30mm.
• 焊点直线度:同一条点焊线上的焊点应基本在同一条直线上,焊点上下偏移量
不大于3mm.
红色两个焊点不合格
产品技术工艺
• 分流是点焊时不经过焊接区,未参加形成焊点的那部分电流。 • 当焊件表面存在氧化物或脏物时,两焊件间的接触电阻增大,通过焊
接区的电流减小,分流程度增大,所以在焊接前零件油污、锈蚀必须 去除。 • 在操作过程中焊钳必须与所焊接零件工作部位垂直,焊钳极臂不要靠 到工件及夹具型块,以免造成分流,损坏电极臂,对易碰到零件的电 极臂使用绝缘胶布进行包裹。 • 点焊的焊件之间形成的是搭接接头和折边接头。 • 5.5.2 点焊焊点的工艺要求 : • (1)焊点应平整不能扭曲; • (2)不应该有焊半点的情况,焊点不能有毛刺; • (3)焊点不能有环向或径向裂纹; • (4)焊点表面不能有粘附的铜合金; • (5)焊点应满足结构和强度要求,焊点直径应达到φ5-8mm。
焊装工艺知识培训
1、汽车构造
汽车一般由发动机、底盘、车身和电气设备等四个基本部分组成。
2、汽车白车身
汽车车身是一个复杂的薄板冲压件壳体,它由数百个薄板冲压件通过装配 和焊接形成一个完整的车身壳体(白车身)。
车身一般由车架、地板、侧围、机仓、顶盖、前门、滑门、背门、前仓盖、 翼子板等组成。
产品技术工艺
• 5.5.3 点焊的焊后工作 • (1)下班前,应检查本工位焊接任务是否完成,不得遗漏焊点; • (2)挂好焊枪,关闭水、电、气。 • (3)将夹具的气阀置于关闭状态; • (4)打扫本工位清洁。
• 5.6 电极使用工艺要求
• 5.6.1 电极的种类 • 常用点焊电极有锥形电极、平面电极、尖头电极、球面电极、偏心电
• 6.1、焊前准备 • 检查气体保护焊的气瓶、减压计、气体流量计构成的供气系统、预热
器工作是否正常、零组件装夹位置是否正确及焊缝搭接间隙。 • 6.2 工艺参数 • 二氧化碳气体保护焊的主要工艺参数有焊丝直径、焊接电流、焊接电
压、焊接速度、焊丝伸出长度、气体流量。 • 根据不同的材料成分、厚度等选择不同的规范参数。 • 二氧化碳焊采用细丝焊接,其电压范围一般在16-24 伏内选择。
点需密集,一般为20—30mm.
• 焊点直线度:同一条点焊线上的焊点应基本在同一条直线上,焊点上下偏移量
不大于3mm.
红色两个焊点不合格
产品技术工艺
• 分流是点焊时不经过焊接区,未参加形成焊点的那部分电流。 • 当焊件表面存在氧化物或脏物时,两焊件间的接触电阻增大,通过焊
接区的电流减小,分流程度增大,所以在焊接前零件油污、锈蚀必须 去除。 • 在操作过程中焊钳必须与所焊接零件工作部位垂直,焊钳极臂不要靠 到工件及夹具型块,以免造成分流,损坏电极臂,对易碰到零件的电 极臂使用绝缘胶布进行包裹。 • 点焊的焊件之间形成的是搭接接头和折边接头。 • 5.5.2 点焊焊点的工艺要求 : • (1)焊点应平整不能扭曲; • (2)不应该有焊半点的情况,焊点不能有毛刺; • (3)焊点不能有环向或径向裂纹; • (4)焊点表面不能有粘附的铜合金; • (5)焊点应满足结构和强度要求,焊点直径应达到φ5-8mm。
汽车焊接技术基础PPT课件
焊 • 焊条电弧焊 • 二氧化碳保护焊
第2页/共13页
点焊
第3页/共13页
点焊设备
第4页/共13页
焊条电弧焊
• 焊接电弧是指由焊接电源供给的,具有一定电压的两电极间或电极与焊件间,在气体介质中产生的强烈而 持久的放电现象。如下图所示。当焊条的一端与焊件接触时,造成短路,产生高温,使相接触的金属很快 熔化并产生金属蒸汽。当焊条迅速提起2-4mm时,在电场的作用下,阴极表面开始产生电子发射。这些电 子在向阳级高速运动的过程中,与气体分子、金属蒸汽中的原子相互碰撞,造成介质和金属的电离。
第12页/共13页
感谢您的观看!
第13页/共13页
第9页/共13页
汽车常用焊接方式
• 汽车及零部件常用的焊接方法主要有:、电阻焊、电弧焊、特种焊等三大类。
第10页/共13页
• 焊接部位:
• 1) CO2保护焊用于车厢、后桥、车架、减震器阀杆、横 梁、后桥壳管、传动轴、液压缸等的焊接;
• 2) 氩弧焊用于油底壳、铝合金等部件的焊接和补焊; • 3) 焊条电弧焊用于厚板零部件,如支架、备胎架、车架
• 等性能。当初的加工机涂层厚度最大只能达到30üm 左右,因此无法满足修补需要。之后,经过了大量的 研究开发,提高了其输出功率,改进了焊枪结构和焊条材料成份。针对以往的前后震动式电极,采用了旋 转式电极,并且利用氩气保护来防止熔敷金属的氧化,氮化,实现了连续多层修补堆焊,提高了修补堆焊 厚度,从而作为金属工件修复加工机推向市场。对于那些金属制品制造厂家,在工件制品出现毛刺、针孔、 气孔、裂纹、磨损,划痕等缺陷时,利用以往的焊接方法来修复工件的话,工件会产生变形,甚至热裂或 是易脱落。常常会得不到理想的修补效果,将就用或者直接报废。直接带来很多经济上的成本开支或交货 的延迟。
第2页/共13页
点焊
第3页/共13页
点焊设备
第4页/共13页
焊条电弧焊
• 焊接电弧是指由焊接电源供给的,具有一定电压的两电极间或电极与焊件间,在气体介质中产生的强烈而 持久的放电现象。如下图所示。当焊条的一端与焊件接触时,造成短路,产生高温,使相接触的金属很快 熔化并产生金属蒸汽。当焊条迅速提起2-4mm时,在电场的作用下,阴极表面开始产生电子发射。这些电 子在向阳级高速运动的过程中,与气体分子、金属蒸汽中的原子相互碰撞,造成介质和金属的电离。
第12页/共13页
感谢您的观看!
第13页/共13页
第9页/共13页
汽车常用焊接方式
• 汽车及零部件常用的焊接方法主要有:、电阻焊、电弧焊、特种焊等三大类。
第10页/共13页
• 焊接部位:
• 1) CO2保护焊用于车厢、后桥、车架、减震器阀杆、横 梁、后桥壳管、传动轴、液压缸等的焊接;
• 2) 氩弧焊用于油底壳、铝合金等部件的焊接和补焊; • 3) 焊条电弧焊用于厚板零部件,如支架、备胎架、车架
• 等性能。当初的加工机涂层厚度最大只能达到30üm 左右,因此无法满足修补需要。之后,经过了大量的 研究开发,提高了其输出功率,改进了焊枪结构和焊条材料成份。针对以往的前后震动式电极,采用了旋 转式电极,并且利用氩气保护来防止熔敷金属的氧化,氮化,实现了连续多层修补堆焊,提高了修补堆焊 厚度,从而作为金属工件修复加工机推向市场。对于那些金属制品制造厂家,在工件制品出现毛刺、针孔、 气孔、裂纹、磨损,划痕等缺陷时,利用以往的焊接方法来修复工件的话,工件会产生变形,甚至热裂或 是易脱落。常常会得不到理想的修补效果,将就用或者直接报废。直接带来很多经济上的成本开支或交货 的延迟。