油淬真空炉在热处理工艺上的应用
真空热处理工艺精选全文完整版
可编辑修改精选全文完整版真空热处理工艺前言:所谓真空热处理是工件在真空介质中进行加热到所需要的温度,然后在不同介质中以不同冷速进行冷却的热处理方法。
真空热处理被当代热处理界称为高效、节能和无污染的清洁热处理。
真空热处理的零件具有无氧化,无脱碳、脱气、脱脂,表面质量好,变形小,综合力学性能高,可靠性好(重复性好,寿命稳定)等一系列优点。
因此,真空热处理受到国内外广泛的重视和普遍的应用。
并把真空热处理普及程度作为衡量一个国家热处理技术水平的重要标志。
真空热处理技术是近四十年以来热处理工艺发展的热点,也是当今先进制造技术的重要领域。
工艺原理(1)金属在真空状态下的相变特点。
(2)真空脱气作用,提高金属材料的物理性能和力学性能。
(3)真空脱脂作用。
(4)金属的蒸发:在真空状态下加热,工件表面元素会发生蒸发现象。
(5)表面净化作用,实现少无氧化和少无脱碳加热。
表1.各种材料在真空热处理时的真空度(1)在900℃以前,先抽0.1Pa以上高真空,以利脱气。
(2)10-1Pa进行加热,相当于1PPM以上纯度惰性气体,一般黑色金属就不会氧化。
(3)充入惰性气体时,如充133Pa,(50%N2+50%H2)的氮氢混合气体,其效果比10-2,10-3Pa真空还好。
此时氧分压66.5Pa是安全的。
(4)真空度与钢表面光亮度有对应关系。
(5)一般10-3~133Pa真空范围内,真空度温差为±5℃,如气压上升,温度均匀性下降,所以充气压力应尽量可能低些。
2、加热和预热温度: 表2 预热温度参考表3、真空淬火加热时间图1真空加热时的特性曲线图2炉温和被加热工件表面与中心温度t总=t均+t保 t均=a`×ht保为相变时间,t均为均热时间,a`为透热系数(分/mm),h为有效厚度(mm)。
三(真空淬火冷却在淬火时我们都要考虑到所热处理工件的材质、形状、技术要求,以及该材质“5” 曲线来选择合理的淬火冷速,一般情况下有真空油淬和真空气淬( 在这里主要分析真空油淬)。
40CrNi2Si2MoVA钢真空热处理工艺研究
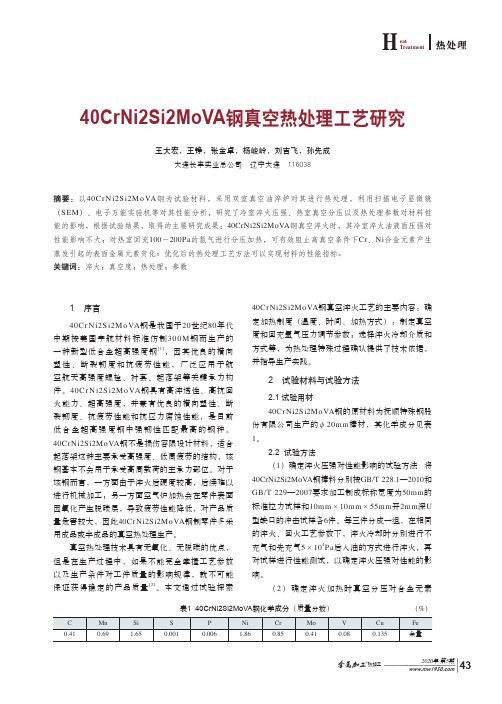
观察图1可以发现,40C r N i2S i2M o VA钢在870℃保温50m i n时,可以实现完全奥氏体化并均匀化合金元素,经过先入油后充氩气的方式淬火得到了完全的马氏体组织,具体形态主要为板条状马氏体,还有少量的下贝氏体组织。
由于在油中冷却,冷却速度较大,过冷奥氏体至中温时产生下贝氏体转变。
金相图片中团状颗粒一小部分为残留奥氏体,大部分为平行分布的细小板条状马氏体组织。
对比一次回火和二次回火后的金相组织图进行淬火。
2)40CrNi2Si2MoVA钢在真空热处理时可将炉内先抽至较高的真空度,随即充入高纯氩气,使炉
内压力维持在100~200Pa下加热,能够有效避免合
金元素贫化,取得较好的工艺效果。
3)40CrNi2Si2MoVA钢在2×10-2Pa真空度下,
回充100~200Pa氩气分压按标准要求进行600℃预热15m i n后加热至870℃保温50m i n,随后真空油淬,采用两级回火(一次回火300℃×180min,空
a)870℃+油冷 b)300℃一次回火 c)300℃二次回火
图1 40CrNi2Si2MoVA钢金相组织。
真空淬火作用

真空淬火作用在金属材料加工过程中,真空淬火是一种常见且重要的热处理方法。
它通过在低气压环境下进行,能够有效地改善材料的力学性能和物理性能,从而提高材料的使用寿命和性能稳定性。
真空淬火的基本原理是利用真空环境下的高度稳定性,通过控制淬火介质的温度和压力,使材料在快速冷却的同时,避免了氧化、腐蚀和变形等不利因素的影响。
相比于传统的空气淬火,真空淬火具有以下几个优势:真空淬火能够有效地降低材料表面的氧化程度。
在真空环境下,材料表面与氧气接触的机会大大减少,从而减少了氧化反应的可能性。
这不仅可以保持材料表面的光洁度和亮度,还可以防止材料表面形成氧化物层,提高了材料的抗腐蚀性能。
真空淬火能够避免淬火介质对材料的污染。
在传统的空气淬火过程中,淬火介质中的氧气和水分会与材料发生反应,进而导致材料表面的污染和腐蚀。
而在真空淬火中,由于真空环境下没有氧气和水分存在,因此可以有效地避免这些不利因素对材料的影响。
真空淬火还可以减轻材料的变形和残余应力。
由于真空环境下的冷却速度更加均匀和稳定,因此材料在淬火过程中的变形和残余应力也会相对较小。
这对于一些对尺寸和形状要求较高的零件来说,尤为重要。
在实际应用中,真空淬火被广泛应用于各种金属材料的处理,特别是一些高合金钢、铝合金和钛合金等材料。
真空淬火不仅可以提高材料的硬度、强度和耐磨性,还可以改善材料的塑性、韧性和耐腐蚀性能。
真空淬火作为一种重要的热处理方法,具有许多优势,能够显著提高金属材料的性能和使用寿命。
通过在真空环境下进行淬火,可以避免氧化、腐蚀、污染和变形等不利因素的影响,使材料保持良好的表面质量和内部结构稳定性。
因此,在工业生产中,真空淬火已经成为一种不可或缺的加工工艺。
真空热处理工艺.
真空热处理工艺目录前言 A一、真空热处理工艺原理和真空热处理和加热特点 11、工艺原理 12、真空热处理的加热特点: 3二、真空热处理工艺参数的确定 31、真空度: 32、加热和预热温度: 43、真空淬火加热时间 4三、真空热处理的冷却方法 51、气淬 52、真空油淬 73、为减小工件变形采用的分级冷却。
94、真空水淬。
95、真空硝盐淬火。
96、炉冷或控速冷却。
9四、真空退火、真空淬火、真空回火及常用金属材料的真空淬火、回火工艺规范 91、真空退火目的 92、真空淬火: 143、真空回火 20四、常用金属材料的真空淬火、回火工艺规范。
20(1)合金结构钢和超高强度钢 20(2)弹簧钢 22(3)轴承钢 22(4)合金工具钢 23(5)高速钢 23(6)不锈耐热钢 24所谓真空热处理是工件在10-1~10-2Pa真空介质中进行加热到所需要的温度,然后在不同介质中以不同冷速进行冷却的热处理方法。
真空热处理被当代热处理界称为高效、节能和无污染的清洁热处理。
真空热处理的零件具有无氧化,无脱碳、脱气、脱脂,表面质量好,变形小,综合力学性能高,可靠性好(重复性好,寿命稳定)等一系列优点。
因此,真空热处理受到国内外广泛的重视和普遍的应用。
并把真空热处理普及程度作为衡量一个国家热处理技术水平的重要标志。
真空热处理技术是近四十年以来热处理工艺发展的热点,也是当今先进制造技术的重要领域。
一、真空热处理工艺原理和真空热处理和加热特点1、工艺原理(1)金属在真空状态下的相变特点。
在与大气压只差0.1MPa范围内的真空下,固态相变热力学、动力学不产生什么变化。
在制订真空热处理工艺规程时,完全可以依据在常压下固态相变的原理。
完全可以参考常压下各种类型组织转变的数据。
(2)真空脱气作用,提高金属材料的物理性能和力学性能。
(3)真空脱脂作用。
(4)金属的蒸发:在真空状态下加热,工件表面元素会发生蒸发现象。
表一各种金属的蒸气压-td金属达到下列蒸气压的平衡温度(℃)熔点(℃)10-2Pa10-1Pa1Pa10Pa133PaCu103511411273142216281038 Ag848936104711841353961 Be102911301246139515821284 Mg301331343515605651 Ca463528605700817851 Ba406546629730858717 Zn248292323405-419 Cd180220264321-321Hg-5.5134882126-38.9 Ae80888999611231179660Li377439514607725179Na19523829135643798K12316120726533864In74684095210881260157C22882471268129263214-Si111612231343148516701410Ti1249138415461742-1721Zr166018612001221225491830Sn9221042118913731609232Pb548625718832975328V158617261888207922071697 Nb23552539--2415 Ta25992820---2996Bi536609693802934271 Cr99210901205134215041890 Mo209522902533--2625 Mn791873980110312511244 Fe119513301447160217831535 W276730163309--3410 Ni125713711510167918841455 Pt174419042090231325821774 Au119013161465164618671063(5)表面净化作用,实现少无氧化和少无脱碳加热。
真空热处理炉
真空热处理炉的简介与选型指南:1、真空热处理技术是材料改性方面高精度、优质、节能和清洁无污染的加工制造技术,是当今制造技术的重要领域和工艺发展的热点领域。
2、真空热处理的优点:2.1 防止氧化作用,表面不氧化、不脱碳并有还原除锈作用,省去表面磨削加工工序;2.2 真空脱气作用,使材料表面纯度提高,提高材料的疲劳强度,塑性和韧性,提高耐腐蚀性;2.3 脱脂作用,除去残留油脂,提高产品质量;2.4 处理工件无氢脆危险,防止钛和难熔金属表面脆化;2.5 真空加热受热均匀,内外温差小,热应力小;真空炉的设计结构使工件无剧烈转移动作,因而不会因外力作用变形;2.6 耗电少,能量消耗仅为常规热处理炉的50%左右,节约生产成本;2.7 操作安全,自动化程度高,工作环境好,无污染无公害;3、真空热处理炉的用途:主要用于模具钢、高速钢、合金结构钢、轴承钢、弹性合金材料等的淬火(油淬及气淬)、回火、退火、渗碳、离子渗(碳、氮及金属等)、脱羟基和真空还原。
4、真空热处理炉的分类热处理炉主要分为VQG系列真空气淬炉、VOG系列真空油气淬火炉、VTF系列真空回火炉、VAF系列真空退火炉等。
5、真空热处理炉的选型指南:5.1 真空热处理炉安装方式的选择:我公司研制的真空热处理炉分为卧式及立式炉两种,立式炉又分为上出料及下出料结构。
选择依据主要是处理的产品类型、形状或摆放方式确定。
5.2 发热组件的选择:真空热处理炉加热元件向工件的传热方式和普通电加热炉不同,以辐射传热为主。
我公司生产的真空热处理炉的加热组件主要有镍铬、高温钼、石墨及石墨带(板)。
镍铬主要应用在温度在1000℃以下的真空炉,高温钼应用在1600℃以下热处理炉,石墨及石墨带(板)可以应用在2300℃以下真空热处理炉。
发热组件的选择主要依据热处理温度、产品的物理及化学特性而确定。
5.3 隔热屏的选择:隔热屏是真空烧结炉加热室的主要组成部分,其主要作用是隔热、保温及减少热损失,同时也是固定加热器的结构基础。
真空热处理技术的发展

M nCrW V 5CrW 2Si 9M n2V Cr5M o1V Cr12 Cr12M oV 5CrNiM o 5CrNiM o 4Cr5M oSiV 4Cr5M oSiV1 4Cr13 W 6M o5Cr4V2
W 2M o9Cr4VCo8
-
G C r15 35Cr2Ni2M oA
-
相应压力下淬火
200
200
54
100
140
160
50
160
200
200
52
-
100
120
56
-
140
160
50
100
160
200
66
120
180
200
66
140
200
200
67
-
10
20
63
20
40
60
54
5
10
25
64
4 真空渗碳
• 真空渗碳多采用真空-充气脉冲式渗碳工艺,以避 免渗碳过程中产生内氧化等缺陷。该工艺具有工件表 面光亮、生产效率高、成本低、可进行盲孔或小孔渗 碳等优点,但工件表面碳黑多、尖角过渗等问题突出, 应予防止。
( wt% )
750
910
1000
0.005
等轴晶
粗大针状
粗大针状
0.2
等轴晶
细小针状
细小针状
1.5
等轴晶
细小针状
细小针状
2.1
等轴晶
细小针状
细小针状
断面收缩率 (%) 16 9
1100 粗大针状 粗大针状 粗大针状 粗大针状
7 真空炉设计和制造
真空淬火作用
有关“真空淬火”的作用
有关“真空淬火”的作用如下:
1.改善和强化金属构件的质量,特别是表面层的质量。
对于工具钢,真空淬火后可以保证
足够的硬度要求,而且表面光亮度好,变形小。
此外,真空淬火后的工件表面光亮是由于供给表面无氧化膜,附着在供给表面的油污杂质被挥发,从而使金属零件表面有光泽。
2.真空淬火后工件的抗腐蚀性和耐久性得到提高。
由于真空加热时的脱气作用可以提高材
料的强度、耐磨性、抗咬合性能及疲劳强度,所以真空淬火后工件的寿命普遍较高。
3.真空淬火后工件的尺寸和形状变形小,有利于提高工件的加工精度和重复性。
这可以省
去修复变形的机械加工,从而提高了真空淬火的经济效益并弥补了设备投资大的不足。
4.真空淬火可用于各种材料,如碳素工具钢、合金结构钢、合金工具钢、不锈钢(马氏体
不锈钢、奥氏体不锈钢)、高速钢、轴承钢、耐冲击钢、钛合金、铁镍基/镍基/钻基合金等。
此外,真空淬火还广泛应用于各种渗碳钢、合金工具钢、高速钢和不锈钢的淬火,以及各种时效合金、硬磁合金的固溶处理。
真空热处理工艺
真空热处理工艺张雨090201前言:所谓真空热处理是工件在10-1~10-2Pa真空介质中进行加热到所需要的温度,然后在不同介质中以不同冷速进行冷却的热处理方法。
真空热处理被当代热处理界称为高效、节能和无污染的清洁热处理。
真空热处理的零件具有无氧化,无脱碳、脱气、脱脂,表面质量好,变形小,综合力学性能高,可靠性好(重复性好,寿命稳定)等一系列优点。
因此,真空热处理受到国内外广泛的重视和普遍的应用。
并把真空热处理普及程度作为衡量一个国家热处理技术水平的重要标志。
真空热处理技术是近四十年以来热处理工艺发展的热点,也是当今先进制造技术的重要领域。
一、真空热处理工艺原理和真空热处理和加热特点工艺原理(1)金属在真空状态下的相变特点。
在与大气压只差0.1MPa范围内的真空下,固态相变热力学、动力学不产生什么变化。
在制订真空热处理工艺规程时,完全可以依据在常压下固态相变的原理。
完全可以参考常压下各种类型组织转变的数据。
(2)真空脱气作用,提高金属材料的物理性能和力学性能。
(3)真空脱脂作用。
(4)金属的蒸发:在真空状态下加热,工件表面元素会发生蒸发现象。
(5)表面净化作用,实现少无氧化和少无脱碳加热。
(6)金属实现无氧化加热所需的真空度。
二、真空热处理工艺参数的确定1、真空度:表1.各种材料在真空热处理时的真空度(1)在900℃以前,先抽0.1Pa以上高真空,以利脱气。
(2)10-1Pa进行加热,相当于1PPM以上纯度惰性气体,一般黑色金属就不会氧化。
(3)充入惰性气体时,如充133Pa,(50%N2+50%H2)的氮氢混合气体,其效果比10-2~10-3Pa真空还好。
此时氧分压66.5Pa是安全的。
(4)真空度与钢表面光亮度有对应关系。
(5)一般10-3~133Pa真空范围内,真空度温差为±5℃,如气压上升,温度均匀性下降,所以充气压力应尽量可能低些。
2、加热和预热温度:表2 预热温度参考表800~900 550-600-600 800-8501200以上550-60 -10503、真空淬火加热时间图1真空加热时的特性曲线图2炉温和被加热工件表面与中心温度t总=t均+t保t均=a`×ht保为相变时间,t均为均热时间,a`为透热系数(分/mm),h为有效厚度(mm)。
真空油淬炉和真空气淬炉的区别和比较
真空油淬炉和真空气淬炉的区别和比较真空油淬炉主要用于合金钢、工具钢、模具钢、高速钢、轴承钢、弹簧钢、不锈钢等产品的光亮淬火、退火等工艺。
主要分为双室炉和三室炉两种炉型。
双室炉为加热室和冷却室组成;三室炉多加一个准备室,使生产更加的连续,提高生产效率。
其特点是:常规炉型、同等功率下,油淬炉的适应面比较宽;同规格(装炉量)的炉子,油淬炉的生产成本比较低;淬火油在使用过程中污染小,能够长期重复使用;整个工作期间,炉体一直处于负压状态,安全性高;在淬火时冷却速度比较快,能够提高生产效率。
工作特性:一般采用炉内料车进行自动化操作,炉内料车要有严格的限位要求,通过炉内料车将工件在加热室和冷却室之间进行传递,从而完成整个的热处理进程。
风机一般是工件淬火前进行预冷和压低淬火油液面的作用,一般在淬火前都要进行3-5秒的预冷。
在淬火前和淬火中还要开启油搅拌,用以出去淬火油中的气体和降低油温。
淬火油一定要选择专门的真空淬火油。
真空气淬炉适用于工具钢、模具钢、高速钢、不锈钢等材料的淬火处理;不锈钢管接件等材料的固溶处理;多种磁性材料的退火处理;也可用于不锈钢真空钎焊及真空烧结等。
真空高压气淬炉一般为单室炉,主要分为立式炉和卧式炉两种炉型。
其优点是:经过气淬的工件得到的组织更加的均匀,变形量更加的小;淬火介质是高纯度的惰性气体,一般是纯度为99.999%的氮气,对工件表面无污染,清洁度高;适用于淬透性比较好的钢材的热处理,精密工件一般应用气淬淬火;淬火时风机的功率比较大,应合理使用电资源,节约成本;淬火时充入高压氮气,可达6-10bar,对产品的质量要求更高。
炉型设计特点:热交换器采用紫铜翅片管,冷却速度快;风咀均布,工件淬火均匀,工件变形小;加热元件均布热室,炉温均匀性高。
真空高压气淬炉产品变形量小,使工件更加的精密,但有些材质是无法在气淬炉中进行淬火的;真空油淬炉淬火能力强,适用面更广可适用于各类材料的真空工艺。
总之,在选择这两种炉型的时候要根据自己产品的要求进行合理的选择。
真空管式炉功能用途
真空管式炉功能用途真空管式炉是一种用于高温处理的设备,主要用于烧结、热处理和退火等工艺过程。
其功能和用途非常广泛,下面将对其进行详细介绍。
真空管式炉可以用于烧结工艺。
烧结是将粉末状材料加热到一定温度,使其颗粒间发生结合,形成致密的块状材料的过程。
真空管式炉通过控制加热温度和真空度,可以实现对烧结过程的精确控制。
烧结材料通常包括金属粉末、陶瓷粉末等,烧结后的产品具有较高的密度和强度,广泛应用于制造业中。
真空管式炉在热处理过程中也发挥着重要作用。
热处理是通过加热和冷却工艺,对金属材料的组织结构进行调整,以改善其力学性能和耐腐蚀性。
真空管式炉在热处理过程中可以提供高温均匀的加热环境,避免了氧化和污染的问题。
同时,真空管式炉具有较高的真空度,可以减少金属表面的氧化反应,保持金属材料的纯净性。
热处理常用的工艺包括退火、淬火、固溶处理等,这些工艺可以通过真空管式炉来实现。
真空管式炉还可以用于退火工艺。
退火是通过加热和冷却工艺,对金属材料进行结构调整,消除应力和改善材料的性能。
真空管式炉在退火过程中可以提供稳定的加热环境,使金属材料均匀加热,避免了表面氧化和污染的问题。
退火工艺通常应用于金属加工工业中,用于消除材料的内应力、改善材料的塑性和韧性。
真空管式炉还可以用于高温实验和材料研究。
在科学研究中,需要对材料进行高温处理以探究其性能和行为。
真空管式炉具有高温、高真空度和均匀加热的特点,可以提供理想的实验环境。
科学家可以通过真空管式炉对材料进行高温处理,观察材料的相变、热膨胀、热导率等性质,从而获取有关材料的重要信息。
真空管式炉具有烧结、热处理、退火以及高温实验和材料研究等多种功能和用途。
其在制造业和科学研究领域中发挥着重要作用,为人们提供了高温处理的理想环境。
随着技术的不断进步,真空管式炉的功能和用途还将不断扩展,为人类的进步和发展做出更大的贡献。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
确 保零件受 热均匀 ,获得 良好 的组织 ,对工 艺参 数进 行 了调 整 ,将淬 火加热温 度 由盐 炉处理 时的
平面加工面铣刀及其参数选择 弧齿锥齿轮 内孔及平面车削夹具 龙门加工中心滚珠丝杠的应用及安装 熔体冲孔模设计与制造
( 3 ±1 )℃ ,改为 (5 ±1 )℃ ,保 温时间 80 0 80 0 设定为5 mi 。真空油温 升至 (0 0 5 n 3 ±1 )℃后 ,选 择 自动按钮 ,设备按程序要求实现 自动取料 、入油
金属aT ( n 冷加工) 2 1年第2期要 目 01 1
车铣 复 合加 工技 术 的发 展 及应 用
( )淬 火介质 2
度2 0~7  ̄ 0C。
KR 2 真空淬火油 ,使用温 38
自主创新成为我 国车铣加工中心发展新动力 “ 锁紧”车铣复合加工中心 控制毛刺形成,提高车铣复合加工质量 轴流泵叶片的数控加工 提高汽车取力器壳体内腔平面加工精度的工艺
复合式热管空气预热器在 热处理行业燃烧炉上
的成 功应 用表 明 ,只要在 设计上 综合考虑 各种 因 素 ,燃气炉就能安全可靠地运行。 目前 ,热处理行 业 中有许 多燃烧炉的烟 气余热未能得到充分利用 ,
3. ( /) 97 Nm。 h
式中 , 7 ——燃气炉的热效率 。
年节约天然气量 ( 0 天计算) 按3 0 :
长 内齿 圈的 特殊 插 齿加 工
( )装炉方式 3
50 架,每炉6 0件/ 架共30件。 00
( )真 空加 热 4
主要 靠 热 辐射 ,零件 放 置
时 ,要保证零件之 间有适当间隙 ,根据该零件的形 状特点,应相 向挂于 吊架上以使其受热均匀 。 ( )工艺调 整 5 针 对真空传热慢 的特 点 ,为
间为 1 .h ~15 。
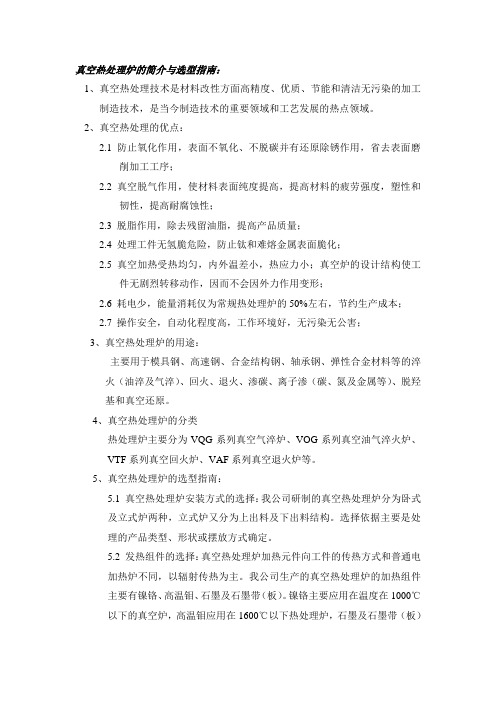
弹仓左右开关片簧真空热处理工艺参数见图2 。
3 0
参蔼
…
品。
工件在 真 空 中加 热 ,可清 除表面 油脂 ,使氧
化 物 分 解 ,表 面 达 到 活 化状 态 ,以 改 善表 面 质 量 。VQ0— 1 0 O 双室淬 火 回火 炉能 保证高真 空度 ( 0a <1 P )的条 件 ,首先是 完全满足 了工件无氧
理 后立 即进行表 面处理来 解决这 一 问题 ,但 由于
油淬真空炉在热处理工艺上的应用
齐齐哈 尔雄鹰警 用器材有 限公 司 ( 黑龙 江 1 1 0 ) 李 5 60 威
氧化腐蚀对产 品件来说 ,是致命 的缺 陷之一 。
以往我公司许 多产品件的热处理均采用盐炉淬火 , 每年雨季来临时 ,零件必须在一周内做表面处理 , 否则滞 留残盐会腐蚀工件 ,从而导致批量报废的质 量 问题发生。在这一季节 ,通常会采用产品件热处 面不允许氧化脱碳 ,原工艺采用的是盐浴炉加热 , 虽能有效地 防止脱碳 ,但 常有残盐滞 留工件表面 , 由于难 以彻底清理 ,故 出现 因氧 化腐蚀而造 成废
Q=1 . X28 28 .6×1 5=2 4 。 0 7 万t
6 经济效益和社 会效益 .
( )经济效 益 1
省 天 然 气量
1 =Q牢 ( , 1 7 / ÷ 7:2 .5X1 4÷8 0 2 48 0 7 0÷09 .6
=
回收热量按2 9 W计 算 ,节 8k
7 结语 .
V O - 1o Q 2 o 型油淬真空炉。
1 零件加 工工艺分析 与新设备保 障能力 .
我公司出产的多种产品件为壁薄 、形状复杂 , 有折边 、不通孔等设计的零件 ,且要求热处理后表
Q =8 5 7 4—2 0 0 3=6 5 k a/ 7 cl l Nm
式中
——设备投资费用 ( 万元 ); y——节省燃料的费用 ( l 万元)。
把燃气热处理炉的热效率提 高到8 %~9 %,则每 8 2 年节省的燃料数量将非常可观 。MW
(0 19 5 2 10 2 )
投资 回收期Z : n Z = Y =1 .÷5 .=02 年 (.个月) o sg 1 1 6 58 .1 25
参 … 磊
謦
2 9
去热处理后 的喷丸处理 ,因减 少了工序从而减少了 表面处理车 间的工作量 。加之设备操控简单 ,在减 少了操作人员的同时 ,也提高了工作效率。与此 同 时 ,摆脱了盐浴炉处理造成的环境污染 ,改善 了操 作人 员的工作环境 。
产 品件产 量大 、品种 多 ,这种做 法在 工期上加 重
了表 面 处 理 车 间 的 工 作 量 ,造 成 生 产 安 排 上 的 压 力 。为 缓 解这 一 压 力 ,做 到均 衡 生 产 ,企 业 引进 了
化脱碳加热淬火的要求 ;其次是设备 由程序控制 ,
自动执行设定好的工艺参数 ,排除了人为因素的影 响 ;再次是 控温 系统采用P D调解 自动控温 ,炉温 I 均匀性可控制在 ±2 ℃范围内 ,从而保证 了工件能 够均匀受热 ,加工后 的表面光洁、无氧化 ,可以省
淬火 。
三坐标测量机测量平面间垂直度 设备采用R J 5 J一3 井式炉 ,装炉量
高硬度短 内锥加工及检测量具 设计 数控镗铣床加工曲线类零件工艺编程 运用Po 编制高速铣数控加工程序 r/ E 铣镗床主变速箱动态性能分析
( )回火 6
为3 0 件/ ;回火温度为 (6 ±1 )℃;保温时 00 炉 30 0
// 3 7× 2 × 3 0= 2 8 T= 9. 4 0 . 6× 1 5 0 Nm
复合式热管空气预器的广泛应用 ,必将为工业炉节
约能源发挥积极的作用。若节能措施得力 ,就可 以
年节省费用 ( 天然气价格按 1 5 N . 元/ m ): 9
19 .6X 1 5 58 元 .5X28 0 =5 .万
图 1
率 ,极大地改善了工人的作业环境 ,降低 了工人 的 劳动强度 。MW (0 9 2 2 10 2 ) 1
()设计辅具 按炉体容积合理设计辅具 ,目 1 的是保证 工件能够 垂直加 热 ,最大 可能地 减少变
形。将盐浴炉单挂具改为真空炉用的多挂具 ,其 中
含不锈钢料盘一个、支座一套、吊架6 。 个
2
3 结语 .
VQ 2 10 0 — 0 双室真空炉取代盐浴炉应用于多种 零件热处理 ,近两年来 ,新设备以其 自动化程序控 制的优势 ,不仅显著提高了产品件热处理硬度的均 匀性 ,更使表面 质量显著提高 ,真正实现了热处理
无氧化淬火 ,从根本上解决 了残盐滞留造成的氧化 腐蚀 废 品问题 。另外 ,还显著提 高热处理 工作效
Q2 7 4—2 0 =8 5 0 3+9 2 7 3 c l 5 =7 0 k a/ Nm
S (2 = Q 一Q1 Q = (7 3 7 1 6 5 )/ 2 7 0 —6 5 )/7 1
=
( )社会效益 2
每年 减少 向大气 中排放废 氧
1 1 4. %
量为,每立方标米天然气燃烧产生的理论烟气量为 98 m 折合 1. g . N6 Mn 5 的弹仓左右开 关片簧为例进行 工艺的试验 ,设备为VOQ2 10 - 0 高真空双室淬火 炉 ( 图1 见 )。 采用高真空炉取代盐炉应用于左右开关片簧热 处理 ,经批量生产验证 ,工件硬度检测全部为4 ~ 7 5 HRC,1 0 2 0 %满足产 品设计要求 ,热处理后表面 光洁无氧化 ,不再需表面抛丸处理 。