600MW汽轮机调节级动叶片加工工艺研究
电厂600MW汽轮机组安装调试中的问题分析与处理措施

电厂600MW汽轮机组安装调试中的问题分析与处理措施电厂600MW汽轮机组是电厂的重要设备之一,其安装调试工作的质量直接关系到电厂的正常运行和安全稳定性。
在实际的安装调试过程中,常常会出现各种问题,需要工程技术人员及时分析原因并采取相应的处理措施。
本文将就电厂600MW汽轮机组安装调试中常见的问题进行分析,并提出相应的解决措施。
一、问题分析1. 随机振动过大在汽轮机组的安装调试中,随机振动过大是一个常见的问题。
随机振动过大会对汽轮机组的稳定运行和使用寿命产生严重影响,因此需要及时解决。
2. 轴对轴不正轴对轴不正是指汽轮机组在安装过程中,轴系的两轴之间不平行、不重合的现象。
轴对轴不正会导致汽轮机组转子运行时产生不正常的振动和噪音,降低汽轮机组的运行效率。
3. 汽轮机叶片损伤在汽轮机组的安装调试过程中,由于操作不当或者外部环境原因,汽轮机叶片容易受到损伤。
叶片损伤会导致汽轮机组的效率下降,甚至影响到汽轮机的安全运行。
4. 油系统故障汽轮机组的润滑油系统是保证汽轮机组正常运行的关键部件之一。
在安装调试中,油系统出现故障可能会导致汽轮机组无法正常启动或者运行不稳定。
二、处理措施1. 随机振动过大的处理措施对于随机振动过大的问题,首先需要对汽轮机组的支撑结构进行检查和优化。
通过调整支撑结构,可以有效减小振动的幅度。
需要对汽轮机组的转子进行动平衡,以减小不平衡质量所带来的振动。
可以考虑在汽轮机组的关键部位增加阻尼装置,用以吸收振动能量。
2. 轴对轴不正的处理措施对于轴对轴不正的问题,需要在安装之前进行精确的测量和调整,保证轴系的两轴之间平行、重合。
在安装过程中,需要配备专业的调整工具,以保证轴对轴的准确调整。
在汽轮机组的设计阶段,还可以考虑增加调整自由度,以便在安装时更加灵活地调整轴对轴的位置。
3. 汽轮机叶片损伤的处理措施对于汽轮机叶片损伤的问题,需要加强对安全操作的培训和管理,确保操作人员严格按照操作规程进行操作,避免不当操作造成叶片损伤。
基于寿命分析的600MW超临界汽轮机优化运行方式研究

验整理数据变工况热力计 算 , 对转 子 的温度场 、 力场进 行 应
热力耦合分析 , 求解 出转子在非设计工况下 危险部位 的应力 载筒谱 , 以该转 子 材料低 周疲 劳试 验得 出 的循环 一 曲线
子材料的损伤累积进程 , 使转子提前进入 危险性较 高的服役
后期。汽轮机组在调峰变工况运行 时 , 内部蒸汽温度 的变 其 化速率与材料承受的应力载荷存 在着直接关 系 , 降低 转子 要
器检测获取 , 通常采用相似性实验对相似情 况下的换热 系数
型汽轮机 高中压转 子为 整锻无 中心孔 的转子 , 整体降低 了离
心切应力 。汽轮机 采用 复合变压 运行 方式 和 中压 缸启动 方
进 行经验关 系拟合计算 。由于采用 高中压转子整体建 模 , 需 要计算通流各压力级 、 轴封 等蒸 汽参数 和换热 系数 , 而实 际 运行中仅有 调节 级 、 抽汽级 、 排汽级等有 限蒸汽参数 测点 , 并
子通流部分各级喷嘴 前后 、 动叶后 的蒸 汽状态参 数 , 由于不 涉及各级效率 、 出力 等计算 , 仅研究 平均直 径基元 级处 的 故 汽流参数变化规律 , 建立速 度三 角形 , 其它基 元级 的汽流参
转子存在应力集 中也就是其 寿命最 薄弱部位 的应力 载荷谱 。 对应力集 中部位 的载荷谱进行处理 , 以得 到不同变工况 下 可
的不 同应力 幅度 的载荷变程 , 然后应用局部应 力应变法 中的
材料循环应力 应变 曲线 和循 环应变 寿命 曲线 ( 循环 盯一s曲 线 和 s— N曲线 ) 计 算在该 工况 下 高中压 转子 产生 的低 周 ,
( u a lc i P w rC roa o eerhIstt ,h n sa 1 0 7 C ia H n nEetc o e oprt nR sac ntue C agh 0 0 , hn ) r i i 4
(完整版)上汽600MW超临界汽轮机DEH说明书
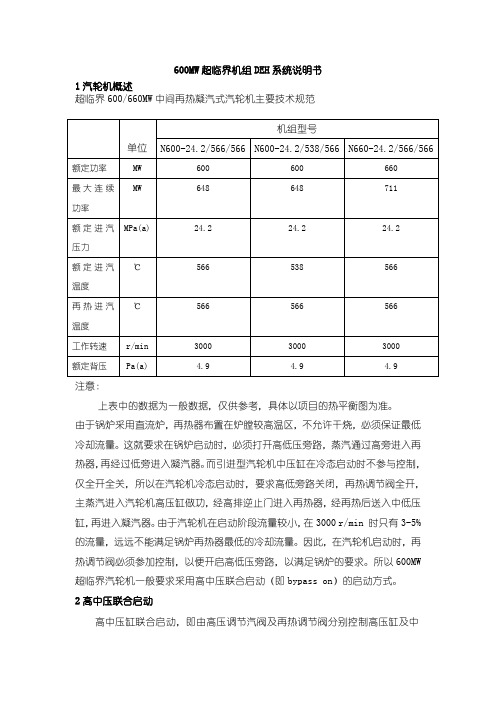
600MW超临界机组DEH系统说明书1汽轮机概述超临界600/660MW中间再热凝汽式汽轮机主要技术规范注意:上表中的数据为一般数据,仅供参考,具体以项目的热平衡图为准。
由于锅炉采用直流炉,再热器布置在炉膛较高温区,不允许干烧,必须保证最低冷却流量。
这就要求在锅炉启动时,必须打开高低压旁路,蒸汽通过高旁进入再热器,再经过低旁进入凝汽器。
而引进型汽轮机中压缸在冷态启动时不参与控制,仅全开全关,所以在汽轮机冷态启动时,要求高低旁路关闭,再热调节阀全开,主蒸汽进入汽轮机高压缸做功,经高排逆止门进入再热器,经再热后送入中低压缸,再进入凝汽器。
由于汽轮机在启动阶段流量较小,在3000 r/min 时只有3-5%的流量,远远不能满足锅炉再热器最低的冷却流量。
因此,在汽轮机启动时,再热调节阀必须参加控制,以便开启高低压旁路,以满足锅炉的要求。
所以600MW 超临界汽轮机一般要求采用高中压联合启动(即bypass on)的启动方式。
2高中压联合启动高中压缸联合启动,即由高压调节汽阀及再热调节阀分别控制高压缸及中压缸的蒸汽流量,从而控制机组的转速。
高中压联合启动的要点在于高压缸及中低压缸的流量分配。
启动过程如下:2.1 盘车(启动前的要求)2.1.1主蒸汽和再热蒸汽要有56℃以上的过热度。
2.1.2 高压内缸下半第一级金属温度和中压缸第一级持环下半金属温度,大于204 ℃时,汽轮机采用热态启动模式,小于204℃时,汽轮机采用冷态启动模式,启动参数见图“主汽门前启动蒸汽参数”,及“热态起启动的建议”中规定。
冷再热蒸汽压力最高不得超过0.828MPa(a)。
高中压转子金属温度大于204℃,则汽机的启动采用热态启动方式,主蒸汽汽温和热再热汽温至少有56℃的过热度,并且分别比高压缸蒸汽室金属温度、中压缸进口持环金属温度高56℃以上,主蒸汽压力为对应主蒸汽进口温度下的压力。
第一级蒸汽温度与高压转子金属温度之差应控制在 56℃之内,热再热汽温与中压缸第一级持环金属温差也应控制在这同样的水平范围。
600MW汽轮机主汽调节阀流动特性的数值研究

和 4个调节 阀组 成 , 主蒸汽通过两根 主蒸 汽管经 由 2个主 汽
0 前
言
阀送入调节 汽室 , 然后 由4个调节 阀分别 将蒸汽 引入汽轮机
的4组 喷嘴膨胀做功。从几何结构上看 , 个 主汽阀带 2个调 1
大型 汽轮机组 的高压 调节 阀压损对 机组经 济性具 有较 大影响 , 于亚临界参数 以上 机组 , 压调节 阀压 损每 上升 对 高 l , % 高压 缸效率 约下降 0 4 . %… 。因此 , 通过结 构改进 或机 组运 行中的阀门管理来减小调节 阀压 损 , 提高汽轮 机组 运 对
PE L C算法求 解压力 一速 度耦合 , 动量 、 能量 、 动能 和湍流 湍
行效率具有重要意义 。
节 阀构成一组 , 两组之间是对 称的。这里取一组 为计算对象 , 阀组的内部几何结构如图 1 所示 , 2为其非结构化网格 。 图 采用全三维 N—S 方程 和标 准的 , 湍流模型 。计算 c— 中对控制方程和边界条件采用有 限元法进行 离散 , 采用 SM— I
摘要 : 对某 6 0 0 MW 亚临界汽轮机主调 阀在全 开度 下的流动特性进行了数值模拟 。给 出了阀门内流动总 压损 、 压损
沿流程分布情况 以及调节 阀门的流量分 配。分析了蒸 汽在阀 门中 的流 动特点 及流动损 失产 生的机理 。为进一 步 研究阀 门的流场特性及结构改进提供 了参考。
第5 0卷 第 6期
20 0 8年 l 2月
汽
轮
机
技
术
Vo . 0 No 6 15 . De . 0 8 c2 0
TURBI NE TECHNOL0GY
6 0 W 汽 轮 机 主 汽 调 节 阀流 动 特性 的数 值 研 究 0M
600MW火电机组低压缸次末级叶片装配工艺改进

600MW火电机组低压缸次末级叶片装配工艺改进刘海昌;于晓龙;李卫军【摘要】由于低压缸次末级叶片曾发生围带断裂事故,经研究分析,认为断裂原因主要是设计、制造及装配存在问题,是围带装配过紧所致.现场拆下叶片进行清理,对围带出汽边叶顶处的R4倒角进行打磨,圆滑过渡,对叶片进行重新松装,以保证机组的安全运行.【期刊名称】《浙江电力》【年(卷),期】2012(031)006【总页数】3页(P38-40)【关键词】低压缸;次末级;叶片;装配工艺;改进【作者】刘海昌;于晓龙;李卫军【作者单位】浙江大唐乌沙山发电有限责任公司,浙江宁波315722;浙江大唐乌沙山发电有限责任公司,浙江宁波315722;浙江省电力试验研究院,杭州310014【正文语种】中文【中图分类】TK266某电厂4台600 MW汽轮发电机组是由哈尔滨汽轮机厂生产的CLN600-24.2/566/566型超临界、一次中间再热、三缸、四排汽、凝汽式汽轮机组。
低压缸叶片共7级,全部为自带围带叶片,其中第1-5级动叶片为型钢铣制而成,第6级为模锻毛坯抛磨而成,采用反动式结构的匹配方式,其中前4级叶根采用成熟的加强型枞树形叶根,5级和6级的结构为哈汽厂亚临界600 MW汽轮机的传统结构。
机组自2006年相继投产后,设备运行稳定。
1 故障分析2010年9月15日18∶28,电厂3号机组4-7号瓦轴振发生突变。
对机组振动突变前后的振动数据进行整理,见表1。
通过对振动进行分析,发现3号机组的振动变化特征如下:(1)机组在振动突变前后的振动变化量和机组冲转至3000 r/min时的振动变化量基本相同;而且振动突变是在瞬间发生,变化前后的振动值的主频为一倍频。
这表明3号机组振动突变与机组负荷变动有关,转子上叶片断裂或活动部件脱落的可能性较大。
(2)4-7号瓦的振动变化量见表1,5号瓦、6号瓦振动变化最大,其次是4号瓦、7号瓦;5号瓦X和Y向的振动变化量为75 μm∠119°和45 μm∠280°;6号瓦X和Y向的振动变化量为47 μm∠347°和40 μm∠126°,表明振动的突变与LPII转子上叶片断裂或活动部件脱落有关。
超超临界600MW汽轮机高中压转子调节级叶片装配

超超临界600MW汽轮机高中压转子调节级叶片装配
王俊;谢方明
【期刊名称】《机械工程师》
【年(卷),期】2008(000)004
【摘要】详细介绍了超超临界600MW汽轮机高中压转子调节级叶片的装配工艺过程,仔细分析了装配中存在的问题,给出了解决的方法.为此类加工问题提供了可供借鉴的通用工艺方案.
【总页数】2页(P154-155)
【作者】王俊;谢方明
【作者单位】哈尔滨汽轮机厂有限责任公司,哈尔滨,150046;哈尔滨电站工程有限责任公司,哈尔滨,150046
【正文语种】中文
【中图分类】TK263.6
【相关文献】
1.600MW超超临界汽轮机调节级喷嘴叶栅温度场分析 [J], 张瑞青;边欣;王雷
2.600MW 超超临界汽轮机调节级喷嘴叶栅温度场分析 [J], 张瑞青;边欣;王雷
3.超超临界1000MW汽轮机低压转子叶片装配 [J], 刘现栋;纪震
4.超超临界汽轮机调节级叶片的汽流激振力研究 [J], 王明坤;刘姗姗;王晓斐;庄会庆;戴义平
5.超超临界汽轮机调节级叶片汽流弯应力数值计算 [J], 谷伟伟;张永海;余小兵;李园园;朱宝田
因版权原因,仅展示原文概要,查看原文内容请购买。
超超临界汽轮机调节级动叶栅热应力分析
超超临界汽轮机调节级动叶栅热应力分析作者:张瑞青来源:《科技资讯》 2012年第28期张瑞青(沈阳工程学院能源与动力工程系辽宁沈阳 110136)摘要:本文以某600MW超超临界汽轮机为例,应用ANSYS建立了调节级动叶栅和所在转子凸台的有限元分析模型,得到了变工况下应力分布规律,了解动叶栅和所在转子凸台应力最高的部分,为研究叶片和转子热应力的分析提供了理论基础,并为机组的启动优化提供了参考。
关键词:超超临界汽轮机调节级动叶栅热应力中图分类号:TK269文献标识码:A文章编号:1672-3791(2012)10(a)-0071-02600MW超超临界汽轮机具有大容量、高参数的特性,进汽蒸汽的温度超过600℃,压力达27MPa。
机组配汽方式为喷嘴配汽,其调节级分为几个喷嘴组,每一组各由一个调节汽门控制,蒸汽要经过几个依次开启或关闭的调节汽门,以改变调节级的通流面积控制进入汽轮机的蒸汽量。
但汽轮机在启停以及变负荷运行等非稳定工况时,喷嘴调节方式会导致主要部件温度梯度较大,引起高压缸各级相当大的热应力和热变形,致使机组寿命损耗[1~2]。
本文采用有限元分析方法,通过对汽轮机调节级热应力场进行分析,模拟出整个动叶栅和所在转子凸台的应力分布图,以便了解该部分热应力最高的部分,并为机组的变工况运行提供参考。
1 调节级动叶栅的应力场模型1.1 数学模型在计算稳定工况下调节级动叶栅的温度场时,可认为动叶栅壁面和转子表面是一个均匀、各向同性并且内无热源的模型,属于解轴对称定常温度函数问题,温度满足下列偏微分方程[3]:式中,τ为时间间隔,s;r、z分别为径向、轴向坐标轴,m;λ为材料的导热率,W/(m.℃);ρ为材料的密度,kg/m3;Cp为材料的比热,J/(kg.℃)。
动叶栅和转子表面可作为已知放热系数及介质温度的第三类边界条件,即:其中,为流体介质的温度,℃;h为蒸汽与动叶栅放热系数,W/(m2.℃)。
1.2 应力场模型将动叶栅和所在转子凸台简化为圆柱模型,然后采用解析方法计算出热应力。
富士600MW汽轮机空载时闷缸鼓风摩擦的研究
富士600MW汽轮机空载时闷缸鼓风摩擦的研究【摘要】近年来发生过多起由于汽轮机在打闸停机时,高排通风阀未连锁开启或者汽轮机疏水阀控制逻辑设置不合理而导致汽轮机发生鼓风异常。
国能孟津电厂在认真学习事故案例的同时也对本厂汽轮机进行了自查分析。
本文主要通过本厂富士汽轮机逻辑梳理及最近一次机组进行的空载试验和极热态启动的参数分析,总结机组启动过程中避免鼓风的经验。
一、设备概况:国能孟津电厂#1/#2机组汽轮机由日本富士株式会社制作所设计制造的HMN系列24.52/538/566型超临界、单轴、一次中间再热、三缸双排汽、反动凝汽式汽轮机。
汽机不设调节级,共有50个工作级,其中高压缸16级,中压缸24级(12×2),低压缸10级(5×2),全部采用反动式叶片。
汽轮机整个通流部分由三个汽缸组成:一个单流高压缸,一个双流中压缸,一个双流低压缸。
汽轮机启动方式为高中压缸联合启动,设置有30%容量的高低压串联旁路。
二、本厂高排通风阀控制逻辑说明:1.汽轮机高排通风阀XV-3#015控制逻辑设置:机组负荷≥3%与(汽轮机跳闸或发电机出口断路器分闸)阀门开启5Min后关闭。
2.汽轮机高排管道疏水气动阀XV-3#007控制逻辑设置:高排通风阀开启时,联锁此阀开启;高排通风阀关闭时,联锁此阀关闭。
3.汽轮机高排逆止阀前管道疏水气动阀XV-3#008控制逻辑设置:汽轮机跳闸开启(此条逻辑与高排通风阀的动作逻辑一致),机组启动时负荷>60MW 时关闭。
4.机组启动过程中,汽机冲转过程及负荷小于60MW时,高压缸排汽通过高排逆止门前疏水XV-3#008阀排至凝汽器,机组负荷>60MW后高排逆止门开启,XV-3#008自动关闭,保证高压缸在启动阶段不会产生鼓风。
三、最近一次汽轮机空载试验分析1、最近一次汽轮机空载试验时间(2023年6月27日17时13分至2023年6月27日17时33分,机组启停调峰,汽轮机冲转至3000rpm,共计0小时20分钟)。
600MW汽轮机低压缸末级叶片的强度分析
热 - 结构耦合分析。
2.1模型、边界条件及载荷 建模过程中,除了尽量保持模型与实体对象一致外,还
应尽量简化实体模型,提高计算效率[10]。因此,以某电厂低
压缸转子为研究对象,通过汽轮机转子装配图,在ANSYS中 建立二维模型。选择热-结构耦合单元PLANE223,以Y轴 为对称轴, 并将单元关键点属性设置为 Axisymmetric。
仅考虑转速情况下的最大等效应力为1020MPa,为了进 一步探究热应力对结构应力的影响,仅将惯性载荷与耦合载 荷两种情况下最大等效应力随时间变化的应力分布进行了 对比分析,如图8 -图10所示。图8所示为在运行24h,两种 情况下的应力曲线以及热应力所带来的影响。 在运行稳定 后,温度载荷带来&64MPa的热应力。图9所示为在4h启 动过程中两种情况下的应力曲线以及热应力所带来的影响, 恒定转速下,蒸汽温度上升时,热应力增加, 等效应力差值约 为77MPa。图10所示为在20min冷态启动初期两种情况下 的应力曲线以及热应力所带来的影响。 在冷态启动初期,金 属温度低,蒸汽温度较高,存在热冲击,等效应力差值约为 96. 8MPa。
第一对齿右侧圆弧面中间厚度处
1280
1600
第二对槽右侧圆弧面中间厚度处
2热-结构耦合的强度分析
机组的启动过程中,叶片和轮缘不仅受到惯性载荷的影 响,而且受到因蒸汽温度变化而产生的热应力影响[9]。为了 更加真实地模拟机组冷态启动过程,也为了探究温度载荷对 转子强度的瞬时影响,在冷态启动工况下对转子进行了直接
荷对结构应力的影响最大,随着启动时间的增加,转子温度呈级间分布,其影响逐渐减弱。
关键词:汽轮机转子;惯性载荷;热应力;冷态启动
分类号:TK263.3
文献标识码:A
超临界600MW汽轮机运行方式的优化研究
滑压运行是目前汽轮机组低负荷运行时经常采 用的运行方式,大多 数 发 电 厂 均 按 汽 轮 机 生 产 厂 家 提供的滑压曲线运 行.但 是 厂 家 的 滑 压 曲 线 是 根 据 理论计算得出的,不 可 能 考 虑 到 机 组 实 际 的 设 备 运 行 效 率 、系 统 条 件 及 系 统 环 境 的 变 化 ,在 经 济 性 上 并
E-mail:hnnyfx@163.com.
第5期
范 鑫,等:超临界600 MW 汽轮机运行方式的优化研究
357
要对超临界汽轮机 进 行 变 负 荷 运 行 优 化 试 验,来 确 定不同负荷运行时的最佳阀门开度及主蒸汽压力, 提高机组低负荷运 行 时 的 经 济 性,从 而 可 以 进 一 步 挖 掘 机 组 节 能 潜 力 ,降 低 机 组 供 电 煤 耗 .
2 变负荷运行优化试验过程
某电厂1号汽轮机 为 600 MW 超 临 界 汽 轮 机, 机组 型 号 为 CLN600-24.2/566/566,给 水 泵 驱 动 方 式为蒸汽驱动,给水 泵 小 汽 轮 机 用 汽 由 四 段 抽 汽 供 给.厂家提供的设计 滑 压 参 数 是 按 照 阀 点 工 况 设 计 的 ,这 种 设 计 理 论 上 没 有 节 流 损 失 ,但 会 使 汽 轮 机 进 汽 压 力 偏 低 .在 实 际 运 行 中 ,从 保 证 机 组 运ห้องสมุดไป่ตู้行 的 安 全 性和汽轮机进汽流 量 的 平 滑 性 考 虑,阀 门 开 启 过 程 中均有一定的重叠 度,若 按 原 设 计 的 滑 压 参 数 运 行 并不经济.所以很 有 必 要 按 照 机 组 实 际 的 阀 门 流 量 特性进行变负荷运 行 参 数 的 优 化,从 而 确 定 当 前 阀 门流量特性下汽轮机的最佳运行主蒸汽压力 . [2-3]
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
30 东方汽轮机 2007年第2期 600 MW汽轮机调节级动叶片加工工艺研究 袁晓阳 摘 要:文章介绍了东汽与外方合作设计生产的600MW汽轮机调节级动叶片。根据东汽现有的加 工条件和技术手段,设计出合理的工艺流程和工装,并通过工艺试验,总结出了该类叶片的工装设计原则、 测量原则、刀具及其切削用量的选择原则。总结出该类叶片的程控方法,加工出合格的成品叶片,满足了设 计的要求。 关键词:调节级动叶片 工艺 工装数控hnr
1 引言 叶片是汽轮机的重要核心部件之一,在 汽轮机制造中,调节级动叶片和末级动级动 叶片往往具有较为复杂的结构,代表着汽轮 机动叶片的设计和制造水平,调节级动叶片 和末级动级动叶片极大地影响着汽轮机的 效率,有着特殊重要的地位。过去,600MW 机组调节级动叶片(D600B一201001A高压 第1级动叶片)长期依赖于进口,进口一台 份调节级动叶片(每台份44片)价格为5万 美元,关税20%,实际价格6万美元。这是 600MW机组最后一只国产化的动叶片,制 约着工厂的发展。因此,研究D6OOB一 201001A高压第1级动叶片加工工艺,分析 该级叶片的加工难点和重点,根据现有的加 工条件和技术手段选择合理的加工工艺基 准;确定合理的工艺流程和加工方法;设计 合理可靠适用的工艺装备;研究设计严密可 靠的测量方法;加工出合格的该级动叶片, 对满足工厂的需要,全面实现600MW汽轮 机叶片国产化,降低成本,提高效益,使叶片 加工技术上水平,具有十分重要的意义。因 此该项目被工厂列为工艺攻关项目。通过 多次方案论证,设计制定了详细的加工工艺 方案、工艺试验方案。在技术人员和工人师 傅的艰苦努力下,首台600MW调节级动叶 片现已加工完成。 2 6OOMW调节级动叶片结构特 点 D600B一201001A高压第1级动叶片 (调节级动叶片)见图1。其结构型式为:侧 装双联T型叶根自带冠三铆钉头结构动叶 片。结构复杂,加工难度大。叶根、叶冠、铆 钉头及汽道的几何精度;叶根间、叶根与汽 道、叶根与叶冠、叶根与铆钉头及铆钉头间 的相对位置精度都有十分高的要求。
3 加工难点及工艺方法 3.1基准面的选择 如前所述,D600B一201001A级动叶片 结构十分复杂,叶片各部间相对位置精度要 求高。因此,尽可能地采用设计基准作加工 基准、测量基准,尽可能地在不同的工序中 用同一基准进行加工和测量,使该基准既能 用于叶根的加工,又能用于径向面的加工、 叶冠的加工、型线的加工、铆钉头的加工。 对于保证叶片各部的相对位置,满足设计和 装配的要求,是十分重要的。
维普资讯 http://www.cqvip.com 2007年第2期 东方汽轮机 3 l 基准面的确定:以叶根端面、叶根出汽侧 (叶冠出汽侧与叶根出汽侧台阶留待叶片各 部加工完后最后加工)、叶根中间体背平面三 面构成直角坐标系,作为该叶片加工各工序 图1 的主要定位、测量基准。叶片加工是多工序 加工,在加工过程中不可避免地存在着基准 转换,如汽道加工其基准为叶根中间槽和叶 顶中心孔、叶顶中心孔与叶根出汽侧,见图2。
3.2叶根ant D600B一201001A高压第1级动叶片叶 根型式为侧装双联T型叶根。该叶根与过去 加工过的T型叶根结构完全不同,不仅几何 精度要求高,且叶根脖子为锥面。两叶根中 心线分别过2#辐射线和3#辐射线,对称于l# 辐射线并呈4。5 27 的夹角,两叶根问的相对 位置精要求也很高,见图3。 若采用普通机床用成型铣刀加工,则需 有铣叶根背弧侧、铣叶根中间槽、铣叶根内弧 图2 侧三个工位三次装夹定位来完成,难免存在 重复装夹带来的定位误差,难以保证叶根的 尺寸精度和位置精度。如在数控加工中心上 采用成型铣刀加工叶根型线,则可一次装夹 定位加工出整个叶根型线。用成型铣刀的精 度、机床的精度及数控程序来保证叶根的几 何精度及叶根问的相对位置精度。 3.2.1叶根的测量 叶根加工前切试样并作投影检验,试样 合格,说明刀具合格,程序正确,可以进行叶 片加工。加工出的叶片用卡板和全型塞规检
维普资讯 http://www.cqvip.com 32 东方汽轮机 2007年第2期 验叶根各部的几何精度及叶根间的相对位置 精度;用标准块检验叶根与中间体的相对位 置精度。叶根各部量具如图4。 全型塞规检验叶根中间槽的尺寸精度及 与叶根定位销孔的相对位置,卡板I检验2#
与3棚蔼射线的相对位置即两叶根间的相对 位置;卡板2,3检验叶根定位销孔的尺寸精 度及与叶根的相对位置。为了确保叶根加工 的正确性,加工完叶根的叶片须在模拟装配 量具上进行试装。
l#辐射线 摊 / 2#辐射线 7 \ /
n . f n I '、 . / . }三 一 b± 3.O 、
立 一 十1
O 口
\、
\\ / 一[± ).◇5一 \ ///
l .0 5 铣刀中心线、\/J -— 一十 0 0
图3
3.2.2叶根铣刀的设计 叶根铣刀的设计为成型铣刀,即铣刀的 廓型与叶根的廓型完全相同,并按叶根的最
图4 小实体设计,以保证铣刀有一定的耐用度。 叶根槽廓型分为叶根定位销孔和廓型两把刀 和叶根端面凸半圆一把刀,如图5。
维普资讯 http://www.cqvip.com 2007年第2期 东方汽轮机 33 最初刀具材料为钴高速钢,牌号M42。 经过叶根加工切削工艺试验发现:由于叶根 槽的公差带很窄,仅为±0.05mm,而加工的 长度又很长(134ram),刀具的磨损非常厉害, 且叶根二侧面一侧为顺铣,另一侧为逆铣,加 工表面质量较差,刀具可重磨次数少,寿命 低。后经将刀具材料改为硬质合金,加工表 面质量、刀具寿命得到了大大的改善。 3.2.3叶根的数控加工方法 叶根的加工分为三大步,把铣叶根夹具 安装在机床工作台上,并依靠机床工作台定 位孔和夹具定位孔使夹具定位孔中心重合在 机床工作台的回转中心上,并使夹具背平面 定位块平行于机床主轴夹紧固定。首先加工 叶根中间槽,并保证中间槽背平面侧到背平 面的相对位置;然后机床工作台旋转4。5 27”,加工叶根内弧侧;再把机床工作台旋转 到一4。5 27,,力Ⅱ工叶根背弧侧。加工时要充分 注意机床工作台旋转的角度变化,刀具长度 的补偿,机床横向的补偿。叶根的加工粗铣 给半精铣单面留0.5余量,半精铣给精铣单 面留0.2余量。 调节级动叶片叶根加工共分粗铣叶根廓 型、粗铣叶根凸半圆廓型、精铣叶根廓型、精 铣叶根凸半圆廓型、铣叶根定位孔、铣叶根端 面凹槽、铣叶根端面七个工步完成。 图5 3.3蚕师的加工 尽管D6OOB一201001A级叶片汽道为直 叶型,但汽道与叶根汽道与叶冠的转接处为 圆柱面,尤其是汽道与叶冠的转接处圆柱面 呈内凹,采用四座标机床近似加工,然后手工 修磨,难以保证加工精度,而该级叶片型面质 量的好坏又极大地影响着机组的效率。因此 需用五座标数控机床来完成该处加工。 3.3.1 型面的测量 型线测量采用日立标准:即首件经三座 标检验合格,工序中按1/10三座标抽检,其 余采用型线样板检验,并按标准测量P,Q,E, Wr,D 等值。 型线测量如图6。 3.3.2铣型面夹具的设计 汽道型线的加工中采用铣叶根中间槽、 叶顶中心孔、叶根出汽侧、叶根端面定位。
3.4叶冠及铆钉头加工 D6OOB一201001A级动叶片叶冠外端为 两斜面内切一圆柱面,两斜面分别垂直于2# 与3确雪射线,并有三个线铆钉头,如图7。 通过方案比较,确定采用数控加工方案 以确保加工质量,如图8。
维普资讯 http://www.cqvip.com 东方汽轮机 2007年第2期 图6
把整个叶冠型线和铆钉头型线加工完 成,取得了令人满意的效果。 叶冠按以下加工路线进行: 来料一粗加工端面一粗加工圆弧面一去 台阶面余量一去铆钉头余量一粗加工台阶 面一粗加工圆弧面一粗加工铆钉头轮廓一精 加工台阶面一精加工圆弧面一精加工铆钉头 型线一精加工铆钉头圆角。 3.4.1铣叶冠夹具的设计 铣叶冠及铆钉头的夹具如图9。 图7 调节级动叶片叶冠及铆钉头加工采用背 平面、出汽侧、叶根端面为定位基准,铣叶根 夹具要保证三个定位面到机床工作台定位孑L 的精度。 3.4.2铆钉头的测量 铆钉头的测量采用: 铆钉头位置度标准块测量铆钉头相对于 叶根中心线弧深方向的位置。 尺寸A测量铆钉头相对于叶根中心线在 进出汽侧方向的位置。
维普资讯 http://www.cqvip.com 2007年第2期 东方汽轮机 35 叶冠高度标准块测量叶冠在汽道高度方 铆钉头单型线样板测量铆钉头的轮廓尺 向的位置。 寸。 铆钉头全型线样板测量铆钉头间的相对 铆钉头测量的量具如图lO。 位置。
图8 图9
维普资讯 http://www.cqvip.com 36 东方汽轮机 2007年第2期 铆钉头单佯扳 钉头全型线f 板 i? 1 I~/
JI\ 、I上 /
铆钉头位置度测量 A±0.13
4 工艺流程
叶冠高度删量 允差低(
r 允差饵 —' .一...--
t7…
囊 婪
中间体背平面
600MW汽轮机调节级动叶片工艺流程 如下: 来料一铣六方一铣中间体背平面—铣叶 冠及汽道背弧进出汽侧余量一叶根去余量一 铣叶根型线及叶顶中心孔一铣叶冠背弧型 线一叶冠内弧及汽道内弧去余量一铣内径 向一铆钉头去余量一铣叶冠内弧型线一铣汽 道型线一铣准长度—铆钉头中间槽去余量一 铣叶冠及铆钉头型线一铣叶冠两侧面一钳修 各部一抛光汽道一完工检验一磁粉探伤一材 图10 质检验一入库。 在加工过程中,由于两侧面、内平面、中 间体背平面、中,btL是叶片各部、各工序的加 工定位基准,测量基准,因此要严格控制工艺 上所注尺寸公差和形位公差。对于叶根加 工、型面加工、叶冠加工等重要工序要有尺寸 记录卡,并按照工艺要求100%进行检验。
5 叶片其它各部的测量 5.1 中间体相对于叶根的位置度测量(如图 11)
图11
维普资讯 http://www.cqvip.com