双管板换热器的设计与制造探讨
双管板换热器的设计及制造要点_何玉伟
- 18 -论文广场石油和化工设备2013年第16卷表1 换热器技术参数双管板换热器的设计及制造要点何玉伟,李岩,王雷(中航黎明锦西化工机械(集团)有限责任公司,辽宁 葫芦岛 125001)[摘 要] 对双管板换热器的设计及制造要点进行了介绍,对管板间距的计算及制造工艺的合理性进行了探讨,可供设计人员参考。
[关键词] 双管板换热器;结构;管束;设计;制造;要点作者简介:何玉伟(1969—),女,辽宁葫芦岛人,大学本科,工程师。
在中航黎明锦西化工机械(集团)有限责任公司研究院长期从事压力容器设计制造工作。
换热器是一种实现物料间热量交换的设备。
随着换热器技术的提高,其在工业领域的应用范围越来越广。
在生产使用中为防止腐蚀和污染,同时为满足工艺流程、劳动保护、安全生产等方面的要求,通常采用双管板换热器。
本文提到的冷却器管程介质为四氯化钛,不易燃,但高毒,且渗透性强,设备一旦发生泄漏,与壳程的介质冷却水混合后分解放热,释放出有毒的腐蚀性烟气,具有较强腐蚀性,在设计上采用双管板结构,以延长换热器的寿命。
1 换热器技术参数及结构1.1 设备技术参数见表1。
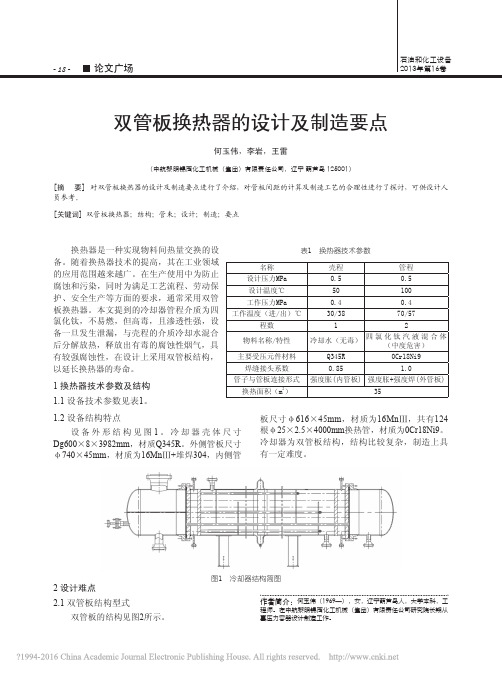
名称壳程管程设计压力MPa 0.50.5设计温度℃50100工作压力MPa 0.40.4工作温度(进/出)℃30/3870/57程数12物料名称/特性冷却水(无毒)四氯化钛汽液混合体(中度危害)主要受压元件材料Q345R 0Cr18Ni9焊缝接头系数0.851.0管子与管板连接形式强度胀(内管板)强度胀+强度焊(外管板)换热面积(m 2)351.2 设备结构特点设备外形结构见图1。
冷却器壳体尺寸Dg600×8×3982mm ,材质Q345R 。
外侧管板尺寸φ740×45mm ,材质为16MnⅢ+堆焊304,内侧管图1 冷却器结构简图板尺寸φ616×45mm ,材质为16Mn Ⅲ,共有124根φ25×2.5×4000mm 换热管,材质为0Cr18Ni9。
基于ANSYS的双管板换热器管板厚度设计探讨
基于ANSYS的双管板换热器管板厚度设计探讨杨玉强1,贺小华2,杨建永1(1.南京市锅炉压力容器检验研究院,江苏南京210002;2.南京工业大学机械与动力工程学院,江苏南京210009)摘要:由于双管板换热器管板结构的多样性,其管板厚度设计方法目前国内没有标准可依。
针对某U型管及固定管壳式换热器双管板结构,根据SW6软件相应模块进行管板厚度近似计算,在此基础上采用ANSYS软件对管板结构进行热应力分析和优化设计,进一步讨论了聚液壳结构的影响。
分析结果表明,双管板换热器管板厚度采用SW6软件近似计算是安全的,但结果过于保守。
有限元优化设计有效地降低了管板厚度,为双管板换热器管板设计提供了有效手段。
关键词:双管板换热器;管板厚度;聚液壳;热应力;有限元优化设计中图分类号:TQ051.5;O241.82 文献标识码:A文章编号:1001-4837(2010)10-0030-06doi:10.3969/j.issn.1001-4837.2010.10.006 DiscussiononThicknessDesignofTubesheetforDoubleTube-sheetHeatExchangerbyANSYSYANGY u-qiang1,HEXiao-hua2,YANGJian-yong1(1.NanjingBoiler&PressureVesselSupervisionandInspectionInstitute,Nanjing210002,China;2.Col-legeofMechanicalandPowerEngineering,NanjingUniversityofTechnology,Nanjing210009,China)Abstract:Duetothediversityofthetubesheetconstructionfordoubletube-sheetheatexchangers,thereisnonationaldesignstandardfortubesheetdesign.TheapproximatecalculationoftubesheetbasedonSW6softw arewasmadeforU-tubeandfixedshellandtubeheatexchangers,andthethermalstressa-nalysisandoptimizationdesignoftubesheetweremadebyANSYSsoftware,furthermore,theeffectoftheliquidgatheringshellwasstudied.Theresultsshowthattheapproximatecalculationofthedesignthick-nessoftubesheetfordoubletube-sheetheatexchangersbySW6softwareissafe,buttheresultiscon-servative.Optimizationdesignbasedonfiniteelementanalysishaseffectivelyreducedthedesignth ick-nessoftube-sheetandprovidedaneffectivemeansforthedesignoftubesheetfordoubletube-sheetheatexchangers.Keywords:doubletube-sheetheatexchanger;thicknessoftubesheet;liquidgatheringshell;thermalstress;finiteelementoptimizationdesign符号说明:L———双管板间距,mm f———换热管挠度,mm Db———排管圆直径,mmσt———换热管材料的屈服限,Mpa Et———换热管材料的弹性模量,MPaσtt,σss,σst———换热管端面拉应力、壳程筒体端面拉应力、换热管端面压应力,MPa[σ]———管板材料许用应力强度,MPaA1,A2———管板1和管板2在优化设计中的厚度,mmSMAX1,SMAX2———管板1和管板2在优化设计中的应力强度,MPaPs,Pt———壳程和管程设计压力,MPaAs,At———管板壳程侧和管板管程侧有效受压面积,m2Do,Di———壳程筒体外径和内径,mdo,di———换热管外径和内径,mNsh,Ntu———壳程筒体、管束内力,形量,mΔlEJ———每一个膨胀节产生的轴向变形量,mR———膨胀节的半径,mαsh,αtu———壳程筒体、管束材料的热膨胀系数,℃-1Δtsh,Δttu———壳程筒体、管束操作温度与制造装配温度的差值,℃Ash,Atu———壳程筒体、管束的横截面积,m2I———膨胀节惯性矩,m4E———膨胀节材料的弹性模量,MPal———壳程筒体的总长度,m0引言双管板换热器是在换热器一端设有一定间距的两块管板或相当于有一定间距的两块管板的换热器。
双管板U形换热器设计
双管板U形换热器设计发表时间:2016-11-07T14:07:39.223Z 来源:《电力设备》2016年第15期作者:刘雪冰岳冬冬邱梅唤[导读] 换热器是炼油、化工行业生产中的重要设备,针对双管板U型换热器的设计实例。
(江苏德邦工程有限公司南京 211153)摘要:换热器是炼油、化工行业生产中的重要设备,针对双管板U型换热器的设计实例,对设计过程中换热器结构、型式、选材、强度计算及检验进行介绍。
关键词:换热器双管板设计检验引言:换热器作为一类重要的化工特种设备,被广泛应用于炼油、化工行业中,据统计,换热器占总设备量和设备投资的40%左右【1】。
换热器的主要作用是维持或改变介质的操作温度或相态,从而使热量在不同温度的介质之间进行传递,以达到工艺操作的要求。
换热器结构型式有很多种,虽然管壳式换热器在传热效率、结构紧凑性等方面不如一些新型高效紧凑式换热器,但它具有明显的特点,即结构紧固、可靠性高、适应性广、易于制造、处理能力大、生产成本低、选用的材料范围广、换热表面的清洗比较方便、且能承受较高的操作压力和温度,使其成为目前使用最广泛的类型。
根据管壳式换热器的结构特点,可分为固定管板式、浮头式、U形管式、填料函式和釜式重沸器五类。
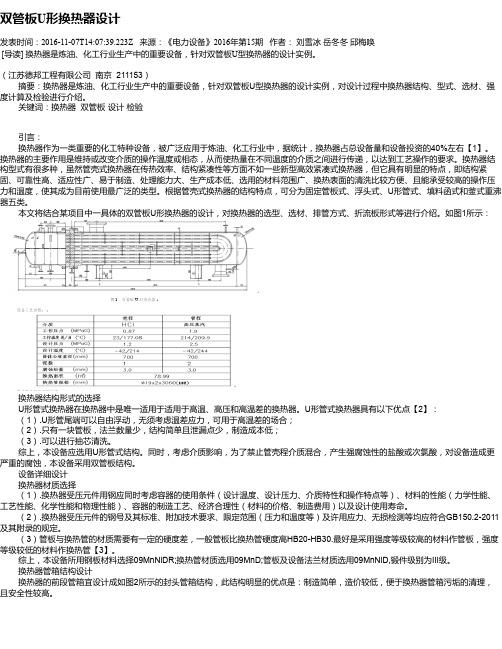
本文将结合某项目中一具体的双管板U形换热器的设计,对换热器的选型、选材、排管方式、折流板形式等进行介绍。
如图1所示:换热器结构形式的选择U形管式换热器在换热器中是唯一适用于适用于高温、高压和高温差的换热器。
U形管式换热器具有以下优点【2】:(1).U形管尾端可以自由浮动,无须考虑温差应力,可用于高温差的场合;(2).只有一块管板,法兰数量少,结构简单且泄漏点少,制造成本低;(3).可以进行抽芯清洗。
综上,本设备应选用U形管式结构。
同时,考虑介质影响,为了禁止管壳程介质混合,产生强腐蚀性的盐酸或次氯酸,对设备造成更严重的腐蚀,本设备采用双管板结构。
设备详细设计换热器材质选择(1).换热器受压元件用钢应同时考虑容器的使用条件(设计温度、设计压力、介质特性和操作特点等)、材料的性能(力学性能、工艺性能、化学性能和物理性能)、容器的制造工艺、经济合理性(材料的价格、制造费用)以及设计使用寿命。
TDI双管板换热器制造工艺及质量控制

TDI双管板换热器制造工艺及质量控制【摘要】本文阐述了TDI双管板换热器结构、设计特点以及制造过程中需注意的控制要点,通过材料选择、控制钻孔精度、确定胀接工艺参数、合理安排胀接焊接次序等措施,保证TDI双管板换热器的制造质量,并通过动态实时监测系统对换热器进行监测,以确保其安全运行。
【关键词】双管板;换热器;制造;质量0.引言双管板换热器是在换热器一端同时设有一定间隙的两块管板的换热器,能防止腐蚀和污染,满足工艺流程、劳动保护、安全生产等方面的要求,广泛应用于社会各个邻域。
其中,TDI双管板换热器中的TDI属于腐蚀性强、剧毒、高危害的化学品,因此,只有保证双管板换热器的高质量制造,才能保证TDI的安全高效使用。
现结合TDI换热设备的制造加工技术,以精制冷凝器制造实际情况为例,对其制造过程的质量控制要点做相关分析,以供参考。
1.结构及参数1.1精制冷凝器的结构精制冷凝器结构为双管板换热器,内外管板之间短节—积液腔(亦称为哈夫节)设计为密闭腔体,并留有安装内部介质泄露监控器件接口。
1.2精制冷凝器的参数精制冷凝器的参数见表1。
其中,管程的介质ACS/5-TDI/2(TDI99.58%,ODGB0.29%,氮气0.13%),其介质特性属于腐蚀性强、剧毒、高度危害、遇水爆炸介质。
由此,给精制冷凝器的制造带来一系列要求和难度。
2.制造质量控制要点2.1主要材料的选择2.1.1换热管材料的选择根据精制冷凝器的使用工况要求的温度、压力等技术参数和介质的特性,参考和借鉴国内外的先进技术,反复论证,最后确定:换热管采用进口镍基合金材料UNSN08800,属于铁镍铬合金材料,其牌号为:FeNi32Cr21AlTi,,材料标准为SB-163。
2.1.2管板、管箱材料的选择(1)外管板、管箱由于接触腐蚀介质,为了达到防腐的目的并合理节约成本,采用镍基合金N08800与Q345R的复合板材料,符合NB/T47002.2-2009标准中B1级的规定;(2)由于内管板壳侧、管侧不接触腐蚀性介质,或只接触热水,腐蚀性不强,可以选择常用的16MnIII材质。
双管板换热器设计探讨
业部 门广 泛使用 的工 艺设 备 。在实 际操作 中换热器 的换热 管 和管板 连 接处 最 容 易发 生 泄 漏 , 而 使壳 从
09 () . 筹 3 0
l l< ] '[ qq
当以上条件都满足时, 即得到第一块管板的计算厚度 。本设计中通过 以上计算得 。 3 1。 = 411 11 1 考虑厚度附加量以及隔板槽深度等因素实际取 = 8 i 4 l ml 。以上各式中符号含义 : 口 一根换热管管壁金属的横截面积 , ; = ( 一 ) : Ⅱ 口 d
D。垫片压 紧力作 用 中心 圆直 径 ,1; G 10 94 取 : ⅡT按 B5 —8E选 I l ]
( o eeo hm cl ni e n , i h nvrt, i n 10 6 hn ) C lg f e i g er g Qn  ̄U e i Xn g8 0 1 ,C i l C aE n i g i sy i a
Ab h s :T e c c lt n f ar l a esa d p e s a eo e d u l a rl a e e t n e c a g r h a u ai so re p n l n a l p c ft o b e b r n l h a itr h n e l o b n h ep s ae d su s d o r b e hc h u d b ad atnin t a ep t o w r i p p r l i se .S me p o l c ms w ih s o l e p i t t o r u r ad i t s a e . e o f n h
洁净型双管板换热器的特点与制造工艺探讨
洁净型双管板换热器的特点与制造工艺探讨作者:徐建校来源:《机电信息》 2015年第29期徐建校(常州朗脉洁净技术有限公司,江苏常州213149)摘要:从介绍洁净型双管板换热器的主要结构、关键技术与主要指标入手,探讨了洁净型双管板换热器的制造工艺与制造流程。
关键词:洁净型双管板换热器;制造工艺;检测工艺0引言列管式换热器作为一种常用的化工单元设备,由于其具有结构简单、牢固可靠、适应性强等优点,在各行各业得到了普遍的应用。
国内换热器的生产厂家及研究机构很多,相关的技术发展也比较成熟。
但是,现有的换热器绝大部分都应用于石油化工、冶金、电力、轻工、食品等行业,且结构多为单管板式,双管板换热器目前多应用于易燃易爆和有毒介质的场合。
在医药生产的过程中,经常需要对纯化水和注射用水进行升温和降温操作,同样要使用到列管式换热器,但由于药品生产的特殊性,GMP要求纯化水、注射用水的制备、贮存和分配应当能够防止微生物的滋生,要避免死角、盲管、两种介质的交叉污染。
这体现在换热器的设计中,即要求不能有死角,能圆滑过渡,料液水要能够排除干净,不能残留,双管板的结构设计要防止冷热媒体介质交叉污染料液等。
目前,国内对符合制药行业要求的洁净型换热器的研究还较少。
国内一些大型的高端制药厂家为了满足药品生产的安全性和验证的需要,采购的换热器都是国外品牌,如美国ABC、欧洲ALFA-LAVAL、德国NEUMO等,其价格约为国内品牌的4倍左右。
鉴于此,我公司计划研发适用于医药行业的药品生产过程中的洁净型列管式双管板换热器,以符合GMP、美国FDA、欧盟WHO等要求,技术达到国际先进水平。
该换热器能够防止微生物的滋生,无死角、盲管,可防止两种介质的交叉污染。
其主要应用于注射用水(纯化水)输送循环管路系统,作为降温(或升温)的单元设备,采用列管式双管板结构以及逆流多程热交换原理,安装方式为卧式。
1洁净型双管板换热器的主要结构、关键技术与主要指标1.1主要结构本文主要探讨卧式结构的列管式换热器,其结构如图1所示,这是目前医药生产使用量最大的换热器型式。
双管板列管式换热器原理
双管板列管式换热器原理
双管板列管式换热器的工作原理基于热量的传导和对流。
当两个不同温度的流体通过换热器时,热量会从温度较高的流体传递到温度较低的流体中。
其中,热量的传导通过金属板实现,而对流则是通过流体在管道中的流动实现的。
具体来说,双管板列管式换热器的传热主要依靠金属板的导热性能,金属板通常由铜、不锈钢等导热性能良好的材料制成。
当两个流体分别通过换热器的两侧时,热量会通过金属板从一个流体传递到另一个流体中。
金属板的导热性能决定了热量传递的效率,因此选择合适的材料对于换热器的性能至关重要。
与热量的传导相比,对流在双管板式换热器中起着更重要的作用。
流体在管道中的流动会带走热量,从而加快热量传递的速度。
为了增加对流的效果,管道通常采用螺旋形或弯曲形状,以增加流体的流动路径。
此外,还可以在管道内设置一些扰流装置,如翅片或螺旋纹等,以增加流体与金属板之间的接触面积,进一步提高换热效率。
双管板列管式换热器的结构包括多个平行排列的管束,这些管束通过双管板连接而成。
热介质在管内流动,而冷介质则在管外流动。
两种介质通过管壁进行换热。
双管板列管式换热器的传热系数高、温差小、占用空间小、重量轻,适用于高温高压、易结垢、易腐蚀的介质。
此外,双管板列管式换热器的设计考虑了防止物料和换热介质的双向流动交叉污染的问题。
换热管束的端部由双管板固定,作为泄漏监测点,能够有效地防止物料和换热介质的双向流动交叉污染。
以上信息仅供参考,如有需要,建议咨询专业技术人员。
双管板换热器的制造工艺
双管板换热器的制造工艺我对这双管板换热器的制造工艺啊,那可算是有不少的了解。
这双管板换热器,可不像那些普通的东西,制造起来讲究可多着呢。
我就先从材料说起吧。
这材料的选择就像选媳妇一样,得精挑细选。
你看啊,那钢材得是质量上乘的,表面得光滑得像那刚磨好的镜子似的,不能有一点瑕疵。
我去那材料库看的时候,那管板的材料堆在那儿,每一块都泛着那种金属特有的冷光,就好像在说“我可是很厉害的,选我准没错”。
管板的厚度也有讲究,太薄了可不行,就像纸糊的一样,根本经不住里面那些流体的折腾。
然后就是切割工艺。
那切割师傅站在切割机旁边,眼睛瞪得大大的,就像两颗铜铃,紧紧盯着那材料。
手里拿着操控杆,就跟拿着个魔法棒似的。
机器“嗡嗡”一响,那火花就像过年放的烟花一样四处飞溅。
这切割的尺寸可不能有一点偏差啊,差个一毫米,那这双管板换热器可能就废了。
我就跟那师傅说:“师傅啊,您可得仔细着点儿,这就跟绣花似的,一针绣歪了,这花可就不好看了。
”师傅就咧着嘴笑着说:“放心吧,我心里有数。
”再说说焊接。
焊接那就是把各个部件连起来的关键工序。
那焊接工人啊,戴着个大面罩,只露出两只眼睛,眼睛里透着一股专注的劲儿。
焊接的时候,那焊条就像个小火龙一样,在管板之间穿梭。
焊接的地方得均匀,不能这儿厚那儿薄的。
我在旁边看着的时候,那热浪一波一波地向我扑来,就像要把我烤熟了似的。
我就问那工人:“这热得慌吧?”工人就说:“习惯了,这要是不热啊,这活儿就干不好喽。
”还有那钻孔。
钻孔的时候啊,那钻头就像个小钻头兵一样,朝着管板进军。
每个孔的位置都得精确,就像棋盘上的棋子,得各就各位。
那负责钻孔的小伙子,额头上豆大的汗珠不停地往下掉,他也顾不上擦,就盯着那钻头,生怕出一点差错。
我就在旁边给他递个毛巾,说:“小伙子,擦擦汗,别累坏了。
”小伙子就接过毛巾,胡乱擦了一把,又接着干。
这双管板换热器的制造工艺啊,每一步都像是一场战斗,每个工人都是战场上的勇士,一点一点把这个复杂的东西制造出来。
双管板换热器的选材、制造、检验
双管板换热器的选材、制造、检验摘要:针对双管板换热器在材料选择、制造、检验中的主要控制点进行简单文字性的描述关键词:双管板强度胀氦检漏随着国际油价屡创新高,寻找清洁、高效的替代能源成为世界各国的战略工作。
太阳能作为可循环利用的、清洁的能源日益收到重视,因此作为太阳能电池核心材料的多晶硅的价格水涨船高,目前已达到$400/kg以上,国内新能源公司纷纷上马多晶硅项目。
由于多晶硅项目介质的特殊性——遇水产生盐酸,因此项目中接触工艺介质的换热器都采用双管板结构。
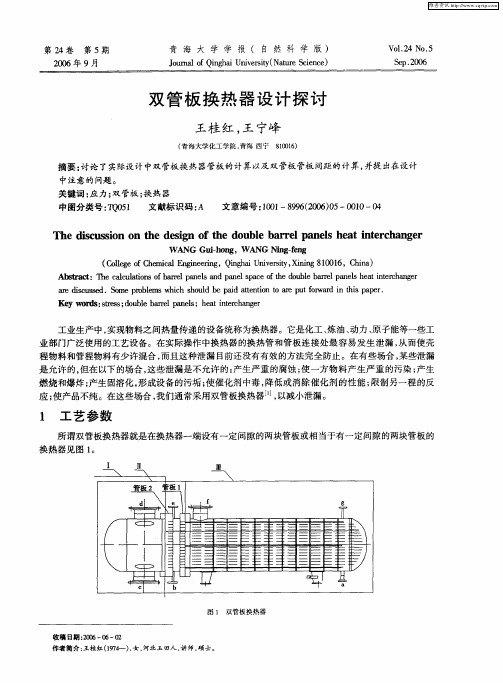
图1相比单管板换热器,双管板换热器采用内外两块管板中间加隔腔的结构(见图1)。
这种结构的优点是:当其中一块管板发生泄漏,泄漏液体会停留在隔腔中,不会直接接触到另外一种介质产生化学反应,从而腐蚀设备。
通过定期检查隔腔排净孔,可以及时发现管板的泄漏,提前采取适当的方法避免由于设备腐蚀造成产品质量问题以及物料突然泄漏产生的环境污染。
经过多个项目的积累,我总结出了一套双管板的计算方法,已编制成程序大大提高了双管板的计算速度,计算方法在这里就不叙述了,本文着重介绍双管板在制造过程的关键点,这些关键点同样影响着双管板换热器的质量。
1、双管板换热器在选材、制造、检验中的关键点1.1 双管板换热器的材料选择及检验由于双管板换热器的内管板采用强度胀,因此内管板和换热管的选材影响内管板的胀接质量。
强度胀就是在管板相应部位开槽,在换热管内部施加力,使换热管向外产生塑性变形,填充管板开槽部位,从而达到密封效果和获得足够的拉脱力。
由于换热管要产生塑性变形挤压管板,因此换热管和管板的硬度要适当,以保证换热管塑性变形而管板在弹性范围内。
当换热管和管板同为碳钢材质时,在满足工艺要求的情况下,一般换热管采用10钢,管板采用16Mn锻件,这样可以获得较大的硬度差,保证强度胀质量。
当换热管为不锈钢管板为碳钢时,管板应采用16Mn锻件,尽量不采用20锻件,这样可以获得较大的硬度差,保证强度胀质量。
双管板换热器标准国标
双管板换热器标准国标引言:双管板换热器是一种常见的换热设备,广泛应用于化工、石油、制药、食品等行业。
为了保证双管板换热器的质量和安全性,国家制定了一系列的标准和规范,其中最重要的就是双管板换热器的国家标准。
一、双管板换热器的定义和分类双管板换热器是一种利用板式换热器原理进行热量传递的设备。
它由两个平行的板组成,中间夹有一层密封垫片,通过紧固件将两个板夹紧在一起,形成一个密闭的换热腔。
根据不同的工艺要求,双管板换热器可以分为单面流动式、双面流动式、多级式等多种类型。
二、双管板换热器的国家标准双管板换热器的国家标准是GB/T 151-2014《双管板换热器》。
该标准规定了双管板换热器的术语和定义、分类、基本参数、结构和材料、制造、检验、试验、标志、包装、运输和贮存等方面的要求。
其中,双管板换热器的基本参数包括换热面积、设计压力、设计温度、介质流量、介质压降等。
结构和材料方面,标准规定了双管板换热器的板材、密封垫片、紧固件、支撑件等材料的要求。
制造、检验和试验方面,标准规定了双管板换热器的制造工艺、检验方法和试验标准。
标志、包装、运输和贮存方面,标准规定了双管板换热器的标志、包装、运输和贮存的要求。
三、双管板换热器国家标准的重要性双管板换热器国家标准的制定和实施,对于保证双管板换热器的质量和安全性具有重要的意义。
首先,标准规范了双管板换热器的设计、制造、检验和试验等方面的要求,保证了双管板换热器的质量和性能符合国家标准。
其次,标准规定了双管板换热器的使用条件和安全要求,保证了双管板换热器的安全性和可靠性。
最后,标准的实施可以促进双管板换热器的技术进步和产业发展,提高我国双管板换热器的竞争力和市场占有率。
四、双管板换热器国家标准的应用双管板换热器国家标准的应用范围非常广泛,涉及到化工、石油、制药、食品等多个行业。
在双管板换热器的设计、制造、检验和试验等方面,必须严格按照国家标准的要求进行操作,以保证双管板换热器的质量和安全性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宴乏妻j ;篓凰,
双管板换热器的设计与制造探讨
曲斌
(沈阳仪表科学研究院,辽宁沈阳
1
10043)
c}商要]换热器在工、农业的各领域应用十分广泛,在日常生活中传热设备也随处可见,是不可缺少的工艺设备之一。
本文探讨了双管板
换热器的设计与制造问题。
鹾键词]双管板;设计;制造
换热器在工、农业的各领域应用十分广泛,在日常生活中传热设备也随处可见,是不可缺少的工艺设备之一,因此换热设备的研究备受
世界各国政府及研究机构的高度重视。
面|f 缶着资源日益枯竭的难题,如何提高设备的使用效率已成为—个迫切的问题。
目前,管壳式换热设备
在化工生产中仍占据主要地位,尤其在高温或有腐蚀性介质的作业中更
能显出优势。
但多数管壳式换热器达不到制冷要求的现状,因此本文选择双管板换热器为研究对象。
1换热器的分类
工业生产中使用的换热器型式很多,而且仍在不断发展。
按使用
目的不同,换热器可分为加热器、冷凝器、蒸发器和再沸器等。
由于使用的条件和工作的环境不同,换热器又有各种各样的型式和结构。
按传热原理和实现热交换的方法,换热器可分为间壁式、混合式和蓄热式3类,其中以间壁式换热器应用最为普遍。
问壁式换热器种类很多,如夹套式换热器、套管式换热器、蛇管式换热器、板式换热器、板翅式换热器和列管式换热器,列管式换热器又D H 做管壳式换热器,是目前应用最广泛的一种换热器。
2双管板换热器及其特点简介
双管板换热器是在换热器一端设有一定间隙的两块管板或相当于
有~定间隙的两块管板的换热器。
在工业应用中,主要在两种环境下采
用双管板换热器。
其一是要求百分百防止管壳程间介质混串的场合,这时通常会加排液倒淋装置在内外管板之间的空腔上,使得管壳程介质切
实被内外两层管板隔离,方便日常观测和排放内管板的泄露。
其二是在管壳程间介质压差很大的场合,为了喇氏管壳程间介质的压差,—般采
取在内外管板之间的空腔中加入某种介质。
目前,单管板换热器最常见,但其在使用中经常出现一些问题,比
如垫片螺栓法兰接头密封泄漏外,管板上的管口泄漏,以及焊接裂纹
等、单管板换热器管板上的管日泄漏大部分出现在焊接收弧处一焊接收
弧时气体未放干净,有砂跟。
与单管板换热器比,双管板换热器具有内外双层管板,如果内管板管口泄漏,还有外管板防护、双管板换热器筒体大法兰盘锥体小端与筒体结合部位于内外管板问形成的空腔外边上,空腔中无介质或介质压力很小、受力状况好于单管板换热器、另外,双管板换热器压力试验要打4遍压(管程、两内管板之间的壳程、两侧内
外管板之间的腔体),单管板换热器压力试验要打2—3遍压(管程、壳
程或管程、壳程、小浮头)。
3双管板换热器设计要点3.1结构设计
1)固定管板式换热器用作冷却器或加热器时,最好壳程走水或水蒸气,这样可以不设置聚液壳,同时也可避免壳程水压试验后烘干的麻烦。
2)U 型管式换热器的双管板之间通常可以用聚液壳彼此连接,从而达至t 调整管板间距离,保证量管板相互平行的目的。
同时,聚液壳用来封闭相邻两管板之间泄漏出的气(液)体,防止有毒气体的外溢。
需要注意的是,聚液壳的最高和最低处需分别设置放空口和放净口,用于及时导出渗漏气(液)体。
另外,还应改注意尽可能地降低短节的壁厚,从而减小壳程与管程管板与换热管连接处的应力,应尽量降低短节的壁厚,必要时可增加—个膨胀节。
3)设计壳程管板时,可考虑采用管板延长部分兼作法兰的固定式
管板。
如果采用不带法兰的固定式管板,在对管板与壳程筒体之问的接
230厕丽
头进行施焊时,焊接变形会导致管孔与管板不垂直,使强发胀不能达到预期的效果。
32材料选用
在设计的时候,必须要注意,管板与换热管的材质需要有一定的硬度差,一般管板比换热管硬度高H B 20一H B 30。
最好是采用强度等
级较高的材料作管板(如16M n 锻件),强度等级较低的材料作换热管
(如1O 号无缝钢管)。
当两者硬度相近时,=-j -将管端进行退火处理,以
刚氏}奂热管的硬度。
4双管板换热器制造要点甜内、外管板的加工与组装4.1.1内、外管板的加工
为保证两块管板的同,己度、垂直度,采用高效数控卡门床进行打底
孔和钻孔,严格按照制造工艺执行,控制孔径及粗糙度,不允许出现螺旋状或纵向划痕。
412折流板加工
折流板孔与管板孔的同心度直接影响管了能否顺利穿入管孔中,
因此折流板的加工应以象限为组,将—个象限内的折流板用直板固定到一起,并做好正面标记。
折流板孔两端要倒角,去除毛刺。
根据折流板间距的大小应适当调整折流板子L 径的公差范围,间距小于150m m 的,公差应适当加大0.3m m 左右。
4-13内外管板预组装
清洁内外管板管孔的铁屑、油污等异物,将内外管板按产品顺序重叠,用定位销进行定位,然后用换热管逐个穿孔,检查两块管板孔的
同心度、垂直度。
若有管了不能穿过两块管板,则把其中—块管板旋转
1
8伊后再进行试穿,并做好方位标记、正反标记。
42管束组装
以内管板为基准,依次穿好拉枰、定距管、折流板、支持板等,然
后将外管板与内管板固定在~起。
穿管时由内向外进行,穿一排,调整一排管头,使之伸出外管板的长度为3—4m m 。
穿管过程切勿用铁锤直接敲击管了,应上下轻微晃动U 形管,同时在管了端部采用牵引工装,让管了顺利穿八管7Lo
43内管板的液压胀接
一般采用两次胀接法:第一次按胀接工艺评定确定的参数值进行:第一次按稍高于第~次的胀接力进行o .两次胀接甚至多次胀接法是根据制造经验得出的防止管了渗漏的有效方法。
胀接时要按一定的顺序胀接,防止漏胀。
比如采用从上到下、从左到右的l l E u-事,或按管了布局形式进行胀接,同时做好标记,直至胀完。
4.4外管掘焊捶和贴胀
内管板胀接检验合格后方可进行外管板与内管板的组焊。
组焊时采用氢弧焊,将积液腔内通入氢气保护,并严格控制层间温度。
外管板管头的焊接采用自动管板封焊机进行焊接,一般采用两道填丝的方法进行。
焊接时为防止热量太大造成管板变形,采用隔排焊接的方法进行。
焊接完毕,管头进行100%着色检查。
焊接完毕后对外管板管头进行液
压贴脆
c 参考文献]
【1】1刘明.新型换热器技术进展及其应用叶山西能源与节能.2004.12】张平亮新型高效换热器的技术进展及其应用ⅡJ 压力容器,1997。