贝氏体耐磨钢焊接组织与性能研究 (1)
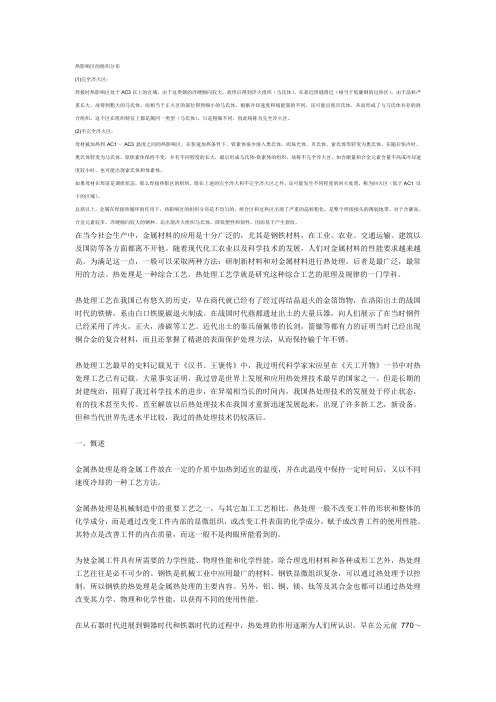
新型低合金铸态复相耐磨钢的组织与性能
相耐磨钢无须热处理 , 可在铸态直接应用。
1 试 验 材 料及 方法
试 验 用耐 磨钢 的化学 成分 如表 1 。试 验 用 钢 在 10k 5 g中频 感 应 炉 中冶 炼 , 钢 温 度 为 150 出 9 o 。试 验 采用 一定 量 的稀 土镁 ( tg.0 和 稀 土 【 = XM 52 ) 硅 ( t7作 为 复合 变 质 剂 , 出 钢 时 与 微 量 的合 x3 ) 在
Ma e ilI d x Mut h s a e it t t l tra n e l p a e We rR s e ,Mut E e n l y n ,T u h e s i s a S n l- l i me tA l i g o g n s o
随 着 采 矿 、 金 等 行 业 的 发 展 , 场 对 高 性 冶 市 能 、 成本 的耐磨 材料 的需求 更 为迫 切 。 低
性 , 具 有 良好 的 抗 磨 损 能力 。 即下 贝 氏体 +马 并 氏体复 合组 织 , 中碳 低合 金 贝 氏体 耐 磨 钢 具有 良 好 强 度和 塑性 的配 合 , 磨性 好 。但 是 , 耐 复相 耐磨 钢在铸 造 过程 中容 易 出现 晶粒过 大 和成 分偏 析 问 题, 会极大影响铸钢的冲击韧性和耐磨性 , 为解决 上述 问题 , 常采 用热 处 理方 法来 克 服 , 而这样 通 然 做浪 费 了能源 , 加生 产 成本 。 增 通 过对 钢 的成 分 进 行 多元 优 化 设 计 , 用 一 采
o t -att ls 0 psdo at se l e a t adfm s ul ut t,ihsecln t #  ̄ . fh a cs s l 0e m r ni ,o r i en lyr i a as n e t a xeeto e s e ic硼 f e t w bn i i ed e i l u
矿用自卸车车斗底板新型材料分析

矿用自卸车车斗底板新型材料分析摘要:对重型矿用自卸车车斗底板,提出了一种新型钢材HARDOX400钢,研究了该钢材的磨粒磨损性能。
试验结果表明,该钢材热处理奥氏体化空冷后会得到贝氏体和板条马氏体,并在860℃保温20min空冷后具有最好的耐磨性。
并且该钢材具有良好的强度、硬度及冲击韧性,是作为车斗底板的一种绝佳材料。
关键词:车斗底板;耐磨性;热处理0 引言随着露天矿产资源开采量、开采规模的不断扩大,重型矿用自卸车运输也成为国内外露天矿山的主要运输方式【1】。
但自卸车车斗底板由于长期受到煤矸石、土砾等介质的冲击和较强的磨损,并且重型自卸车的工作环境均较为恶劣,导致了自卸车车斗使用寿命不长,磨损情况相当严重。
因此,解决车斗的磨损问题不仅可以节约成本并且大大提高了煤矿的生产效率。
由于车斗采用焊接结构,要求其可焊性高,为此美国、日本均开发了强度等级Mpa的耐磨钢板,而我国产的高强耐磨钢以HB360系列为主要市场,其材料成分总体采用低碳、Mn、Si及Cr-Mo-V-B等,相对于国外的高强耐磨钢还有很大的差距,不能同时满足强韧性和耐磨性与焊接性的要求。
表1中列出了部分国产高强度耐磨钢与HARDOX450钢的力学性能,并进行对比分析。
与HARDOX400钢相比,国产耐磨钢普遍耐冲击性低;进口钢板硬度级别提高的同时,仍保持良好的塑韧性。
显而易见,HARDOX400更适合作为一种新的底板材料,以提高车斗的使用寿命。
1.试验方法HARDOX400是多用途耐磨钢,具有十分良好的韧性及弯曲、焊接性能。
将试验用钢放在真空中频感应炉炼制。
将铸锭锻成的毛坯后加工成的试件,热处理后将试件放在ML-10型磨粒磨损试验机上进行磨粒磨损试验【2】,在实验前采用金相砂纸对试件表面进行预磨损处理,使涂层的表面粗糙度达到基本相同的水平试验时间为15min。
试验转速60r/min,载荷35N,每次试验均采用新砂纸,而后称取磨量损重。
磨损量为3个试样的平均值。
焊接热影响区
热影响区的组织分布(1)完全淬火区:焊接时热影响区处于AC3以上的区域,由于这类钢的淬硬倾向较大,故焊后得到淬火组织(马氏体)。
在靠近焊缝附近(相当于低碳钢的过热区),由于晶粒严重长大,故得到粗大的马氏体,而相当于正火区的部位得到细小的马氏体。
根据冷却速度和线能量的不同,还可能出现贝氏体,从而形成了与马氏体共存的混合组织。
这个区在组织特征上都是属同一类型(马氏体),只是粗细不同,因此统称为完全淬火区。
(2)不完全淬火区:母材被加热到AC1~AC3温度之间的热影响区,在快速加热条件下,铁素体很少溶入奥氏体,而珠光体、贝氏体、索氏体等转变为奥氏体。
在随后快冷时,奥氏体转变为马氏体。
原铁素体保持不变,并有不同程度的长大,最后形成马氏体-铁素体的组织,故称不完全淬火区。
如含碳量和合金元素含量不高或冷却速度较小时,也可能出现索氏体和体素体。
如果母材在焊前是调质状态,那么焊接热影区的组织,除在上述的完全淬火和不完全淬火区之外,还可能发生不同程度的回火处理,称为回火区(低于AC1 以下的区域)。
总括以上,金属在焊接热循环的作用下,热影响区的组织分布是不均匀的。
熔合区和过热区出现了严重的晶粒粗化,是整个焊接接头的薄弱地带。
对于含碳高、合金元素较多、淬硬倾向较大的钢种,还出现淬火组织马氏体,降低塑性和韧性,因而易于产生裂纹。
在当今社会生产中,金属材料的应用是十分广泛的,尤其是钢铁材料,在工业。
农业。
交通运输。
建筑以及国防等各方面都离不开他。
随着现代化工农业以及科学技术的发展,人们对金属材料的性能要求越来越高。
为满足这一点,一般可以采取两种方法:研制新材料和对金属材料进行热处理。
后者是最广泛,最常用的方法。
热处理是一种综合工艺。
热处理工艺学就是研究这种综合工艺的原理及规律的一门学科。
热处理工艺在我国已有悠久的历史,早在商代就已经有了经过再结晶退火的金箔饰物,在洛阳出土的战国时代的铁锛,系由白口铁脱碳退火制成。
在战国时代燕都遗址出土的大量兵器,向人们展示了在当时钢件已经采用了淬火,正火,渗碳等工艺。
贝氏体组合辙叉焊修参考工艺

贝氏体组合辙叉焊修参考工艺怀化工务段退休工程师肖国富特别声明:本文脱稿于2007年,上传于2012,仅供同行研究参考,不能作为技术依据。
第一节简要说明及安全注意事项贝尔组合辙叉(以下简称贝尔叉),由高强度耐磨损的奥氏体-贝氏体钢制造的心轨,以及由U75V(PD3)高碳钢轨钢制造的翼轨等装配组合制成,其心轨的碳含量较低,约0.35 %,其翼轨的碳含量较高,达0.7~0.78 %,焊接性较差。
贝尔叉在使用后,不可避免地会出现磨损、剥离、掉块等各种伤损,需要焊补。
焊补贝尔叉时,必须分别根据心轨和翼轨,正确地分别选用焊接材料和分别严格遵守焊接工艺规程。
如果焊接材料选用不当,或是焊接工艺掌握不当,极易使贝尔叉焊补处产生气孔、夹渣、脆化、裂纹、甚至折断等缺陷。
焊补贝尔叉时除了应遵守“第一部分高锰钢辙叉”的安全注意事项外,还有要注意在无缝线路上作业时,武汉局要求最低环境温度不宜低于15℃。
第二节准备工作(一)现场焊补设备工具除了应具备有“第一部分高锰钢辙叉”的现场焊补设备工具外,还应有:1、翼轨加热设备一套(用H01-20大号焊矩改制加热枪2支、液化气罐1个,配液化气减压阀1 套、氧气瓶1个,配氧气减压阀、氧气表1 套或铝热焊加热设备);2、500℃电子测温仪一个;3、磁粉探伤仪一台或着色探伤剂一组(消耗品);(二)焊条的选择1、贝尔叉的心轨是用奥贝体材料制造,焊条必须选用贝尔叉心轨专用的TYD927焊条。
2、贝尔叉的翼轨是U75V(PD3)钢轨制造,焊条应按TB/T1631-2002《钢轨电弧焊补技术条件》和铁道部运输局运基线路[2003]384号通知的要求,选用型号为EDPCrMoV-A2-15 即TYD360焊条。
(三)焊条的准备1、施焊前,应将焊条放入烘箱中,用350℃~400℃的温度,烘焙1h~2h,然后将温度调到约100℃,以备工厂车间内随时取用。
表3-1:电流规范表焊条直径(mm) TYD927焊条焊补心轨(A)用TYD360焊条焊补翼轨(A)工厂及线上焊叉工厂及线上焊叉Φ3.290~120 100~130Φ4120~160 130~1602、现场焊时,应将烘箱中烘焙好的电焊条装入焊条干燥保温筒内,在24h以内使用完,否则应重新烘焙。
铌在铸铁中应用

铌作为钢和铁的合金元素被使用由来已久。
铌被加入到奥氏体不锈钢中,以改善奥氏体不锈钢的抗晶界腐蚀能力。
这种含铌奥氏体不锈钢被用于制造化工和石油工业的大型设备。
铌加入到镍铬基和钴基高温合金中,可提高其高温稳定性和高温强度。
近二十年铌在材料中的应用得到了进一步的发展,〔1〕由于铌可以推迟先共析铁素体的析出,并大大延迟奥氏体开始转变为珠光体的时间,在低合金钢中加入0.05%~0.10%的铌,在铸态下得到贝氏体钢,免去了贝氏体化热处理过程;〔2〕由于铌可以显著提高铸钢的高温组织稳定性,而被用于铸钢轧辊的生产中。
含1.5%Nb的轧辊的使用寿命是高铬铸铁轧辊寿命的3倍;〔3〕铌在高温合金中的应用也引人注目,含35%Ni、25%Cr的Fe-Ni-Cr-Nb合金有极好的组织稳定性、蠕变断裂强度和抗碳化及还原性,可在1130℃下的空气中使用;〔4〕铌对组织稳定性的贡献还受到生物合金工作者的重视,铌加入到钛合金中,以提高其抗腐蚀性,这种钛合金被用作牙齿材料;〔5〕在AL203纤维增强金属间化合物基复合材料中,Nb2Al+NbAl 被认为是比较好的基体组织;〔6〕在航天工业中,C103(Nb 1.0% Hf1% Ti0.5% Zr)铌合金由于在1500℃的高温下仍然具有大于50MPa的强度,被用来制造高性能火箭发动机辐射冷却推力室和喷管延伸段以及连接法兰环等;〔7〕铌在微合金化钢中的应用发展也很快,特别是在冷轧汽车薄板生产中取得了长足进步。
本文详细介绍铌在铸铁中应用的研究结果,并对铌在铸铁中的应用前景进行探讨。
一、铌对灰铸铁组织及力学性能的影响采用高频感应电炉熔炼和湿型浇注研究了铌对3.0%~3.4%C、1.8%~2.0%Si、0.7%~0.9%Mn灰铸铁力学性能及耐磨性的影响,结果如图1至图4所示。
研究结果表明,灰铸铁的抗拉强度、抗弯强度和冲击韧性都随着铌含量的增加而提高,当灰铸铁中含铌量高于0.25%时,其各项性能明显提高。
焊接辙叉结构设计和焊接工艺

杨西 :中 铁宝桥股份有限公司 , 高级 工程师 , 陕西 宝
抗拉 强度 0b /MP a 屈服 强度 002 _ /MP a 延 伸率 6s /% 断面 收缩率 ( /% I I
室温冲击韧性 ou J 【/
一
4。 0c冲击韧 性  ̄ . k /J 断面 硬度 H C/H R B
3 项 目资本 金结 构
本 项 目由铁 道部和 广东省 共 同组 建 的合资 公司 负责项 目建设 和资 产经营 管 理 。 目资 本金 为 8 . 亿 元 , 中铁道 项 35 其 部 安排 铁 路建设 基 金 4 . 5 1 7 亿元 ,广 东 省及 有 关市财 政 出资 4 . 5 1 7 亿元 ,资本
2 1 运 量预测 .
广深 港 客运 专线 广深段 预 测2 2 、 0 0
23 0 0年 区 段 客 流 密 度 分 别 为 3 7 0万 0 人 、 5 万 人 , 大 区 段 日均 客 流 密 度 46 0 最
k 及 以 上 列 车 运 价 取 0 2 元 /人 . m 。 m .8 k
5 项 目运 作 模 式
5 1 公司运 作模式 .
根据铁道 部和广 东省合 资建设珠 江 三角 洲城 际快 速轨 道交 通 网的协议 ,组 建合 资公 司 。公司 作为 项 目法人 负责 项
目策 划 、 资 金 筹 措 、建 设 实 施 、经 营 管 理 、债 务 偿 还 及 资 产 的 保 值 增 值 实 行 全
性 ,便于 与线路 钢 轨焊接 和焊 修 ,以适 应无 缝 线路 发展 的需 要 ;要有 良好 的热 加工 和
切削 性能 ;要有 良好 的耐磨 性和 接触 疲劳 性 能。清 华大 学 贝 氏体 钢研 究及 推广 中心 与 中铁 宝桥股 份有 限公司研 制 了超 强可焊 贝氏体钢 辙 叉材料 。 氏体钢 的生 产 经过 了冶 、 贝 铸 、锻等 工序 。冶炼 采 用 l 普 通 电弧 炉 ,在 大 气条件 下 吹氧 冶炼 ,浇 铸成钢 锭 。锻 0t 造毛 坯 采用 3t 自由锻锤 , 多火 次锻 造成 型 。 锻件 毛坯 经 过扩 氢退 火处 理和 拉伸 、 冲击 、 弯 曲疲 劳 、接 触疲 劳 、断裂韧 性 等试验 。贝 氏体 钢热 处理 后各 项性 能 指标 ( 见表 1 )均 能满 足 贝 氏体钢 辙又超 强 、高 韧 、可焊 的要 求 。在广 泛收 集和研 究 国 内外有 关技 术 的 基 础上研 制 开发 了 贝 氏体 钢焊 接辙 又 。
贝氏体钢的价电子结构与性能

及 R e对 强 度 和 韧 度 的 作 用 机 制 。 结 果 表 明 , 见 氏 阵 铜 中 在
形 成 的 较 F —C 见 氏 体 具 有 更 强 键 合 力 和 对 C 原 予 扩 散 具 e
F —C奥 氏 体 的 晶体 结 构 如 图 1所 示 。 晶 胞 内 e
含 有 一 个 碳 原 子 和 四个 F e原 子 , 于 E 结 构 属 2型
络 。键 距 差 (j I) 析 法 是 “ 氏理 论 ” 定 晶体 价 I ) 分 l 余 确
电 子 结 构 的 主要 方 法 。 以此 , 对 固 体 的 性 能 、 变 可 相
及 合 金设 汁等 许 多 重 要 课 题 提供 一 定 基 础 。本 文 中
运用 “ 氏理 沦 ” 立 了 F —C 系 贝 氏 体 晶 胞 的 价 余 建 e
C原 子 的 进 入 , C原 子 附 近 的 F e原 子 通 过 微 观 固 态
电 子结 构 , 究 了 贝 氏 体 钢 中 合 金 元 素 Mn S 等 及 研 、i 微 量 元 素 对 强 嫂 干 韧 度 的作 用 机 制 。 贝 氏体 钢 是 一 ¨ 种新 型低 合 金 趟 高 强 度 钢 , 空 冷 或 热 轧 空 冷 条 件 在 下 获 得 贝 氏 体 或 贝 氏体 / 氏体 组 织 , 有 高 的 综 合 马 具
位 于 F ‘ F f 置 , 制 两 套 计 算 程 序 , 套 Me 或 e位 e = 编 一 代 位 于 F c 置 , 套 Me{ 位 于 F 置 。然 后 根 e位 一 Yt  ̄ e位
中 图 分 类 号 : l 1 ( 4 . l:
文献 标 识码 : I j
“ 固体 与 分 于 经 验 价 电 子 理 论 ” , 称 “ 氏 … 简 余 理 论 ” 是 以 确 定 晶 体 内各 类 原 子 的 杂 化 状 态 为 基 ,
年产16万吨贝氏体耐磨钢(95#—B)加工生产线可行性研究报告

年产16万吨贝氏体耐磨钢(95#—B)加工生产线可行性研究报告项目概述本项目贝氏体耐磨钢(95—B)是经过多年开发研制产品。
用于颚式破碎机齿板的Cr-Mn-Si-Mo系耐磨钢/ 清华大学材料学与工程系/ 中国适用技术成果库/ 项目年度编号: 92214255,多元低合金贝氏体铸钢在破碎机备件上,在新型低合金空淬贝氏体铸钢的基础上,综合锤头的工作情况及磨损实际研究开发了一种新型低合金空淬铸钢其化学成份0.40~0.50%c C0.38-o.45使该钢具有较高的硬度,而且具有较好的韧性。
是用在装甲车和坦克履带板的最佳材料。
一、国内市场需求状况本产品在中式生产后经过以下厂家,经密山市水泥厂、鹤岗市水泥厂、江苏太湖耐火材料股份有限公司、北京市昌河耐火材料厂,三一重工泵送机械有限公司,长沙市永安水泥厂,等、等式用表明:在相同条件下新产品使用寿命是高锰钢的3倍以上。
可广泛应用于球磨机上的部份衬板,齿板、冲击锤头、铲齿、矿山产品、铁路耐磨产品、传动齿轮、汽车的发动机气缸、曲轴、汽车弹簧板,用于军工部行业的装甲车履带板、坦克车履带板等耐磨机械产品。
二、我们已与国家兵器部、军委总装备部,铁道部联系洽谈,已经过三部委技术部门专家的认可,建议我们抓紧建厂,尽快投产,达到生产规模和质量要求后,国家三部门将会以计划性的方案与我们签订包销合同。
三、材料来源和运输成本该项目材料来源主要是由钢锭,废铁等原料加工而成,经多方考察多数钢铁企业在华北、西北地区,有广泛的材料资源,因此我们为了减少运输成本,方便购进原料,故将该项目落户到河北省境内,可以有效的利用首钢、邯钢、太钢的钢锭材料,大大的减少了原材料运输成本。
可有效的为企业创造更高的经济效益。
四、经济效益分析该项目计划投资规模为2亿美元,建设两条生产线,每条生产线可年产8万吨贝氏体耐磨钢产品,两条可年产16万吨。
分为两期投资,一期工程建设期为18个月,投资为1亿美元,正式建成投产后可在一年半内收回所有投资。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
百度文库 - 让每个人平等地提升自我 0 目 录 摘 要 .............................................................................................................................................. 0 Abstract........................................................................................................................................... 0 1.绪论 .............................................................................................................................................. 2 1.1 贝氏体相变与贝氏体钢 ................................................................................................... 2 1.2 贝氏体耐磨钢的应用 ....................................................................................................... 2 1.3贝氏体钢的发展与前景 .................................................................................................... 3 1.4主要研究内容及意义 ........................................................................................................ 4 1.4.1主要研究内容 ........................................................................................................ 4 1.4.2实验意义 ................................................................................................................ 4 2.实验方法及过程 ........................................................................................................................... 5 2.1 技术路线 ............................................................................................................................ 5 2.2 实验材料及设备 ............................................................................................................... 5 2.4 自制焊条的配方 ............................................................................................................... 8 2.5 焊接过程 ........................................................................................................................... 8 2.5.1焊前准备 ................................................................................................................ 8 2.5.2 实验参数 ............................................................................................................... 9 2.5.3 施焊 ....................................................................................................................... 9 2.6 金相组织检测 ................................................................................................................... 9 2.7 显微硬度测试 ................................................................................................................. 10 3.实验结果与分析 ......................................................................................................................... 11 3.1焊条焊接工艺性能 .......................................................................................................... 11 焊接工艺性能如图表3.1所示 ............................................................................................. 11 表3.1两种焊条的焊接工艺性能 ......................................................................................... 11 3.2金相组织分析 .................................................................................................................. 12 3.2.1母材 ...................................................................................................................... 12 3.2.3 熔合区 ................................................................................................................. 14 3.2.4 热影响区 ............................................................................................................. 15 3.3显微硬度分析 .................................................................................................................. 16 3.3.1 JD-960焊条的焊接接头显微硬度 .................................................................... 16 3.3.2自制焊条的焊接接头显微硬度 .......................................................................... 18 3.3.3两种焊条焊接接头显微硬度的对比 .................................................................. 19 两种焊条焊接接头显微硬度的对比如图3.7所示: ................................................. 19 4.结 论........................................................................................................................................... 20 致 谢 .............................................................................................................................................. 20 参考文献:..................................................................................................................................... 20