MC后处理设置
基于MC算法的铸造模拟软件后处理显示技术

Ba s e d o n t he M C Al g o r i t hm
Z HU J i a n g , XU- Ho n g , r AⅣG Fe n g - pi n g
( 1 . C o l l e g e o fMa t e r i a l s a n d S c i e n c e E n g i n e e i r n g , Ⅳ 0 砒 U n i v e r s i t y , T a i y u a n S h a n x i 0 3 0 0 5 1 , C h i n a ;
Ab s t r a c t :A d i s p l a y me t h o d t h a t g e n e r a t e t h e r e a l d a t a i n CAS T S o f t p o s t - p r o c e s s i n g s o f t wa r e , i n c l u d i n g t h e MC a l g o it r h m p in r c i p l e ,MC a l g o r i t h m i mp l e me n t a t i o n p oc r e s s i n d e t a i l , w a s ma i n l y i n t r o d u c e d i n t h i s p a p e r . T h e t e mp e r a t u r e d i s p l a y p oc r e s s o f t h e c a s t i n g s o l i d i i f c a t i o n re a i n t r o d u c e d i n d e t a i l a l s o .F i n a l l y t h r o u g h t h e t e mp e r a t u r e d i s t i r b u t i o n,s o l i d i i f c a t i o n s t a t e d i a g r a m a n d
基于UG后处理构造器的用户设置

O 引 言
U X G N 5是美 国 U ir h sS l i s公司的一个集 C D、C E和 C M 于一体的大型软件 。 n a i o tn g pc uo A A A U /A 提供了两种后置处理方法, GC M 分别是图形后处理模块 G M 和 U /O T后置处理方法 。 P GP S 两者相 比后者可直接从零件 的刀具路径 中提取信息进行后处理,而不必生成刀具位置源文件,因此用起来很
1 . 程 序 和 刀具 路径 ( rga .2 3 Porm&T o ah ol t) P
图 4 程序和刀具路径选项对话框
选择 “ 程序和刀具路径 (rga T o P t) 选项卡 ,如 图 4 Por m& o l a ” h 所示,此选项卡是用户主要修改 和设置的地方, 在这一页里有 7 项子参数。在这里根据本校加工 中心 ( au 系统 )的特点主要修改程 Fn c
l U OS T用户化设置
11 进 入后 处理 构造 环 境 .
在操作系统中,选择 “ 开始一所有程序 一u S X .一后处理工具 一后处理构造器 ”选项 ,即可 G 5 N 0
进 入 后处 理构 造器 的起 始 对 话框 中,如 图 1 示 。 所
定 义用 户 后 处 理 名称 :rb po t h s
2 1
击
下拉箭头 ,选择需要添加的・ 功能、M 功能或其它功能,再用 鼠 G
标 键 击 左 点
= !
并 住 键 图 处 放, 击“K, 可 入 程 头 如G7 能 按 左 拖到 示 释 单 O ”即 加 到 序 , 1功 。
一
一
图 5程序头设置对 话框
UGNX1899实现mastercam2D线条加工
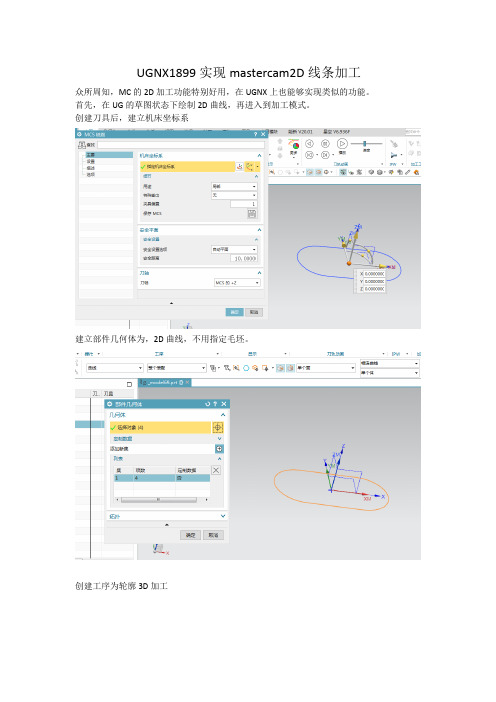
UGNX1899实现mastercam2D线条加工众所周知,MC的2D加工功能特别好用,在UGNX上也能够实现类似的功能。
首先,在UG的草图状态下绘制2D曲线,再进入到加工模式。
创建刀具后,建立机床坐标系
建立部件几何体为,2D曲线,不用指定毛坯。
创建工序为轮廓3D加工
设置加工参数,设置Z向深度偏置,设置多重加工,设置每次加工增量。
几何体参数设置里,选择指定部件边界,方法选择曲线,选择刚才那条2D曲线。
刀具侧根据具体情况进行选择。
更改,非切削移动里的参数,区域之间选择直接,区域内转移方式为无,转移类型,直接,生成如下刀路,有圆弧切入切出。
若想实现螺旋下刀刀路,还得选择,深度轮廓铣功能。
选择合理的切削速度,经后处理后,就可加工。
在某些时候,参数设置多不一定是坏事情,可以提供更多的刀路状态。
mastercam编程必须注意

过切检查 过切是 masterCAM 经常会发生的问题,千万要小心。过切可能出现在多曲面开粗,光刀, 刀路修剪,外形,挖槽 时,即使胸的参数设定、立体图都正确,也有可能发生,有些是软件本身的失误,最主要的 检查方法是将刀路模 似一遍,在顶视图,边视图反复检查,没有检查的刀路不允许上机。外形铣削时,下刀位置 选择不当,也会过切 ,可以改变下刀位,即可避免。
出模斜度(拔模角) 朔胶模都要做出模斜度,不然会擦花,如果图纸没有标明,可以同做模师傅商量,出模斜度 一般0.5o~3o 如果蚀 纹的模具,出模角要做大一点,2o~5o,视蚀纹粗细而定。
下刀问题 很多时候,鳘刀刚铣时,吃刀量都比较大,容或 者昼在料外边下刀,总之要充分考虑这个问题。 抢刀,弹刀,掉刀
DNC 用法: 程序完成后,经过检查,没有问题就可以抄到 DNC 电脑里实际加工了,抄程序有二种方法 1用磁盘抄2通过局域网 传送。然后启动 DNC 软件,找到要运行的程序,按 ENTER 键就行了。
坐标系: 有三种,机械坐标系,加工坐标系,临时坐标系三种。机械坐标系,机械零点是机械上一个 基准点,每次开电后 ,原点归零后就被确定下来,机械零点的位置由机械厂定,不要改变。加工坐标系是用于工 件加工的,是机械坐 标系的子坐标系,取机械坐标系中的一个点(一般是工件中心点)作为坐标原点,将这个点 的机械坐标值记录下 来,作为加工坐标系列的原点,即可设加工坐标系。临时坐标系:随时以每一个点清零作坐 标原点。对应于坐标 值也有三种坐标值:机械坐标值,加工坐标值,临时坐标值(也称相对坐标值)
MASTERCAM教案

NC设定:用于设置生成NCI文件和NC程序代码的相关参数(如图1.39)。
CAD设定:设置绘图时的设计参数(如图1.40)。
载入/离开:设置系统启动或退出时自动执行某些程序。如构图面的默认设定、系统规划文件的默认设置。
屏幕(Screen):设置系统使用的字体、自动抓点模式与系统颜色等。
2.认识MasterCAM
MasterCAM的界面(工作窗口)
分五大部分:绘图区、主菜单区、辅助菜单区、工具栏区、提示区
依Windows程序风格,还有标题栏,还有一个帮助栏
3.档案菜单的使用
4.系统规划的设置
二、任务内容
(一)档案菜单的使用
1开启新档(New):新建一个图形文件并初始化Mastercam9。
15行号重编(Renumber):将已具有序号的加工程序重新按照设置的格式编排序号。
(二)系统规划的设置
初次启动Mastercam系统时,应先进行系统规划,即设置Mastercam系统的缺省值,并将其储存在一个设置文件(*.CFG)中,如图1.33所示。
内存配置(Allocations):一般以系统内存的3/5或3/4左右为设置值(如图1.33)。
课题
入门基础
课型
实践
授课班级
09春数控/机电
授课日期
9.2
授课时数
2
教学单元序号
2
教学目标
1.熟悉系统操作界面
2.掌握档案菜单的使用
教学重点
档案菜单的使用
教学难点
系统规划
教学过程:
一、布置任务
1.开机进入Mill模块环境的过程
a)从桌面双击Mill图标进入
Mastercam应用教程

Mastercam应用教程
4
1. 编辑刀具参数
➢ 编辑刀具选项用来编辑当前已选刀具的参数。选择该选项后,打 开 “定义刀具 ”对话框。
➢ 对于不同外形的刀具,该选项卡的内容不尽相同,一般包括以 下几个参数:
➢ 打开 “参数 ”对话框。该选项卡主要用于设置刀具在加工时的有 关参数。主要参数的含义如下:
➢ XY粗铣步进(%):粗加工时在垂直于刀具进给方向的步距增 量,按刀具直径的百分比计算该步距量。
➢ XY精修步进 :精加工时在垂直于刀具进给方向的步距增量, 按刀具直径的百分比计算该步距量。
➢ Z方向粗铣步进 :粗加工时在沿刀具轴向的步距增量,按刀具 直径的百分比计算步距量。
7. 将TL9文档转换为文本文档
➢ 该选项可将刀具库文件(TL9)转换为文本 文件(TXT)并进行保存。
8. 将文本文档转换为TL9文档
➢ 该选项可将写有刀具库信息的文本文件 (TXT)转换为刀具库文件(TL9)并进行保 存。
Mastercam应用教程
13
9.存为简易文件档
➢ 该选项可以建立一个文档,其中包含所用刀 具的基本信息,包括当前刀具库、刀具名、类 型、几何参数等信息。
10.存为详细文件档
该选项可以建立一个文档,其中列出所用刀 具的详细信息,将有关刀具的基本信息及所有 相关信息进行记录。
Mastercam应用教程
14
7.3 材料设置
➢ 工件材料的选择直接会影响到进给量、主轴转 速等加工参数。工件材料参数的设置与刀具参 数设置的方法相似,可以直接从系统材料库中 选择要使用的材料,也可以设置不同的参数来 定义材料。单击“工作设定 ”对话框材质选项组 的“…”按钮或在主菜单区顺序选择“公用管理→ 定义材料”选项,则可打开“材料表”对话框,通 过该对话框可以对当前材料列表进行设置并选 取工件的材料。
数控编程后处理的系统格式修改

翻开后处理器文件,查找arcoutput把它后面的1改成0就OK了1〕Annotation〔注释〕.对后处理文件及其设定方法作一般性介绍.此局部内容一般都不用更改.以下是截取的局部注释注释前都带#号,系统在执行代码处理时是不会读取前面带#号的语句的.)# Post Name : MPFAN# Product : MILL# Machine Name : GENERIC FANUC# Control Name : GENERIC FANUC# Description : GENERIC FANUC MILL POST# Associated Post : NONE# Mill/Turn : NO# 4-a*is/A*is subs. : YES# 5-a*is : NO# Subprograms : YES# E*ecutable : MP v9.0## WARNING: THIS POST IS GENERIC AND IS INTENDED FOR MODIFICATION TO# THE MACHINE TOOL REQUIREMENTS AND PERSONAL PREFERENCE.2) Debugging and Factory Set Program Switches (系统程序规划).此局部是MASTERCAM版本的后处理系统规划,每个版本都**小异,一般不需更改.以下截取的是9.0版的)m_one : -1 #Define constantzero : 0 #Define constantone : 1 #Define constanttwo : 2 #Define constantthree : 3 #Define constantfour : 4 #Define constantfive : 5 #Define constantc9k : 999 #Define constantfastmode : yes #Enable Quick Post Processing, (set to no for debug)bug1 : 2 #0=No display, 1=Generic list bo*, 2=Editorbug2 : 40 #Append postline labels, non-zero is column position"bug3 : 0 #Append whatline no. to each NC line"bug4 : 1 #Append NCI line no. to each NC line"whatno : yes #Do not perform whatline branches" (leave as yes)get_1004 : 1 #Find gcode 1004 with getne*top"rpd_typ_v7 : 0 #Use Version 7 style contour flags/processing"strtool_v7 : 2 #Use Version 7+ toolname"tlchng_aft : 2 #Delay call to toolchange until move linecant_tlchng : 1 #Ignore cante*t entry on move with tlchng_aftnewglobal : 1 #Error checking for global variablesgetne*top : 0 #Build the ne*t variable table3〕General Output Settings(常规后处理设定).此局部可视情况更改,以适合机台或个人使用.以下截取的是9.0版的一些常规设定.冒号前面的是变量,冒号后面的是设定值,#号后面是注解(一般是说明0代表什么,1代表什么,2代表什么,yes或no应该不用翻译了吧"!)英文后面的中文注解是我加进去的,翻译的不是很详细,但相信大家能看懂.没有翻译的就表示我根本不会或此设定不常用sub_level : 1 #Enable automatic subprogram support(启用自动支持子程式)breakarcs : 2 #Break arcs, 0 = no, 1 = quadrants, 2 = 180deg. ma* arcs(打断圆弧方式)arcoutput : 1 #0 = IJK, 1 = R no sign, 2 = R signed neg. over 180(转出圆弧方式) arctype : 2 #Arc center 1=abs, 2=St-Ctr, 3=Ctr-St, 4=unsigned inc.do_full_arc : 0 #Allow full circle output" 0=no, 1=no (是否转成整圆方式)heli*_arc : 0 #Support heli* arc output, 0=no, 1=all planes,2=*Y plane only(是否转成螺旋弧)arccheck : 1 #Check for small arcs, convert to linear(是否检测小圆弧并将其转成线) atol : .01 #Angularity tolerance for arccheck = 2(圆弧角度公差)ltol : .002 #Length tolerance for arccheck = 1(圆弧长度公差)vtol : .1 #System tolerance(系统公差)ma*feedpm : 500 #Limit for feed in inch/min(最大进给-英制)ltol_m : .05 #Length tolerance for arccheck = 1, metric(圆弧长度公差-公制)vtol_m : .0025 #System tolerance, metric(系统公差-公制)ma*feedpm_m : 10000 #Limit for feed in mm/min(最大进给-公制)force_wcs : no #Force WCS output at every toolchange"(换刀时是否转出WCS坐标) spaces : 0 #Number of spaces to add between fields(两行之间是否参加空格) omitseq : yes #Omit sequence numbers"(是否省略序列号)seqma* : 9999 #Ma*. sequence number(最大序列号)stagetool : 0 #0 = Do not pre-stage tools, 1 = Stage tools(是否沿用刀具)use_gear : 0 #Output gear selection code, 0=no, 1=no (是否转成齿轮代码)ma*_speed : 10000 #Ma*imum spindle speed(最大转速)min_speed : 50 #Minimum spindle speed(最小转速)nobrk : no #Omit breakup of *, y & z rapid movesprogname : 0 #Use uppercase for program name (sprogname)(程式名称是否使用大写) 4〕中间还有一些例如:mon User-defined(指令设定),Format statements(格式报告),definitions for NC output(NC代码限定),Error messages(出错信息),Toolchange / NC output Variable Formats(刀具变量)等根本上都是系统固定格式,不需要更改.在此就不再详述.当然,我也不建议你更改这些工程,如果你改错的话,系统很可能不执行或机台报警......5) Start of File and Toolchange Setup(文本内容和换刀设定).此局部内容很重要,很多使用者都从这里着手把程式改成自己需要的格式.以下截取的是9.0版的局部内容,其中有些是我根据自己需要更改的,中文是我加的注解.引号内是可以更改的内容. "%", e(程式开头的百分号)*progno, e(程式)ment(注解,可有可无,如不需要则删除此句)"(PROGRAM NAME - ", sprogname, ")", e(程式名称,可有可无)"(", *tnote, *toffnote, *tlngnote, *tldia, ")", e(刀具直径及补正参数显示,如不需要则把此整句删除)"(DATE=DD-MM-YY - ", date, " TIME=HH:MM - ", time, ")", e(程式日期显示,可有可无)pbld, n, *"/M99", e (我自己加的一句,如不需要则整句删除,而不是只删除引号内的内容)pbld, n, *"G90", "G92","*0.Y0.Z10.", e(定义加工原点,也可以改为G54坐标)sav_absinc = absinc (绝对坐标系)......(中间省略的局部是系统根据刀路自动转出的程式,一般不必改)......(以下几句是出现在程式尾,可以根据需要添加或删除)n, "Z10.", e (加工完成后提刀至平安高度)n, "*0.Y0.", e (归零)n, "G91", e (转用相对坐标), "M99", e (回到主程式)mergesub(此四句为程式结尾固定语句,不必理它)clearsubmergeau*clearau*"%", e(程式尾)基于MasterCAM9的FANUC Oi_MC系统后置处理程序优化设计的研究2021-06-30 23:41:57jiangnan*ue来源:智造网—助力中国制造业创新—idnovo..分享到•MasterCAM9是一套在模具行业广泛应用的CAM软件。
MasterCAM菜单详解
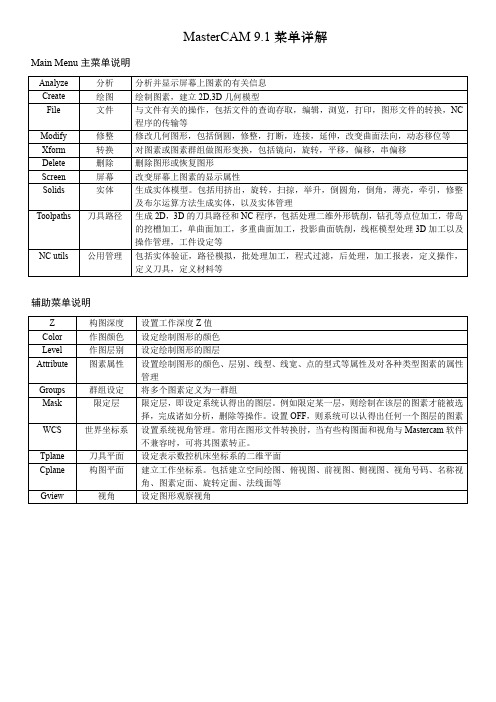
MasterCAM 9.1菜单详解Main Menu主菜单说明辅助菜单说明Create 创建命令Point Entry点指定(捕捉)方式Analyze分析命令File 文件管理命令File Converter文件转换命令Delete图形删除命令Screen屏幕管理命令*Solid*实体生成命令Toolpaths刀具路径命令*NC utils公用管理命令构图平面说明图形视角说明Create→Point 绘制点命令Create→Line绘制线段命令Create→Arc绘制圆(弧)命令Create→Fillet 二图素倒圆角命令Create→Spline 绘制样条曲线命令Create→Curve绘制曲面曲线命令Create→Surface 绘制曲面命令Create→Drafting尺寸标注Create→Drafting→Dimension 创建尺寸标注命注命令Create→Add-ins→Fplot 用函数(方程式)生成二维轮廓或三维曲面图形快速获取图素数据*在生成新图素过程中,直接获取需要的数据。
(例如角度,直径,半径,长度,距离及坐标值)例如,在生成新图素过程中,当系统要求输入一数值时,可以键入相应的字母代号,并选取一已存在的图素,则该图素相应的数据被选中。
字母代号的含义为:A:角度;D:直径;L:长度;R:半径;S:二点间距离;X,Y,Z:坐标值。
例如:创建水平线,Create→Line→Horizontal选定起始点后,提示如右:要求指定Y坐标值,除了直接输入数值以外,也可以以某图素的特征值来确定当前水平线的Y坐标,如输入X或Y或Z,即以指定图素的X或Y或Z坐标值来定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MasterCAM X3 软件的后置处理文件优化及其设定方法Mastercam 是一套应用广泛的CAD/CAM/CAE软件包,它采用图形交互式自动编程方法实现NC 程序的编制。
交互式编程是一种人机对话的编程方法,编程人员根据屏幕提示的内容,反复与计算机对话,选择菜单目录或回答计算机的提问,直至将所有问题回答完毕,系统即可自动生成NC程序。
NC程序的自动产生是受软件的后置处理功能控制的,不同的加工模块(如车削、铣削和线切割等) 和不同的数控系统对应不同的后处理文件。
软件当前使用哪一个后处理文件,是在软件安装时设定的,而在具体应用软件进行编程之前,一般还需对当前的后处理文件进行必要的修改和优化,以使其符合系统要求和使用者的编程习惯。
有些用户在使用软件时,由于不了解情况,没有对后处理文件进行修改,导致生成的NC程序中某些固定的地方经常出现一些多余的内容,或者总是漏掉某些词句。
解决这类问题,一般都需要在将程序传入数控机床之前,对程序进行手工修改,如果没有全部更正,则可能造成事故。
例如,在数控编程中可以去掉程序行号,以控制程序文件大小,便于文件的快速上传。
又如,更改某些不同系统的不同程序代码,或限定主轴和进给速度的最大与最小极限速度。
再如,确定立式和卧式机床型号等。
本文介绍了Mastercam 后处理文件的内容以及修改和设置的方法,供有关人员参考。
一、启动Mastercam 软件的修改文件以铣削为例,在安装的MaterCAM根目录下,采用记事本打开MPFAN.pst 文件(位置为“ D:\mcamx\mill\Posts\MPFAN. pst”)。
图1所示即为该文件。
后置处理文件简称后处理文件,是一种可以由用户以回答问题的形式自行修改的文件,其扩展名为“.PST”。
在应用Mastercam软件的自动编程功能之前,必须先对这个文件进行编辑,才能在执行后处理程序时产生符合某种控制器需要和使用者习惯的NC程序,也就是说,后处理程序可以将一种控制器的NC程序,定义成该控制器所使用的格式。
以FANUC系列的后处理系统为例,MPFAN后处理文件针对的是4轴加工中心,下面我们来优化FANUC 3M控制器所使用的格式。
注意:不同系列的后处理文件,在内容上略有不同,但其格式及主体部分是相似的,一般都包括以下四个部分。
(1)Annotation(注释):以“#”号开头一般都为注释,注释的作用是对后处理文件及其设定方法作一般性介绍。
(2)Commands(指令):指令的作用是对其后面的变量施加影响。
(3)Variables(变量):给出了“问题”中所使用的各种变量的定义,FANUC系列的后处理文件中共定义了26个变量。
(4)问题与赋值:该部分为后处理文件的主要部分,FANUC系列的后处理文件中共包括近200个问题,对这些问题的回答将决定将来输出的NC 程序的格式。
二、后置处理配置文件的具体修改以MPFAN.pst 文件为例,来修改适合于FANUC或华中数控系统的3轴加工中心和数控铣床的后置处理。
(1)删除程序行号。
在记事本编辑下拉菜单选择查找,并输入“omitseq$”查找结果所在的位置:“omitseq$: no$ #CD_VAR Omit sequence numbers? ”将其中的“no”修改为“yes”,修改为“yes”的数控程序中,将不再出现程序行号,通常省略节行号可节省文件空间,可提高DNC上传速度。
该设置方法适合于FANUC或华中数控系统的3轴加工中心和数控铣床的后置处理。
(2)为了适应3轴数控系统,删除第4轴A0程序指令。
①方法1:在记事本编辑下拉菜单选择查找,并输入“rot_on_x”,查找结果所在的位置:rot_on_x : 1 #Default Rotary Axis Orientation, See ques. 164.#0 = Off, 1 = About X, 2 = About Y, 3 =About Z 可将“1”修改为“0” ,即为:rot_on_x : 0 #Default Rotary Axis Orientation, See ques. 164.#0 = Off, 1 = About X, 2 = About Y, 3 =About Z 修改为“0”的数控程序代码中,由于没有第4轴(X轴) 的旋转轴,即A0的程序代码,因此更适应3轴机床识别。
②方法2:在记事本编辑下拉菜单中选择“查找”,并输入“164. Enable”,将查找到的结果“164. Enable Rotary Axis button? Y”修改为“164. Enable Rotary Axis button? N”,修改后在数控程序中第4轴数据将不再出现。
(3)适合华中数控系统的增加“%”后的程序名。
①方法1:在记事本" 编辑" 下拉菜单中选择“查找”,并输入" %",查找结果所在的位置:" %" , e$*progno$, e$" (PROGRAM NAME - " , sprogname$, ")" , e$可修改为:" %" , sprogname$, e$*progno$, e$" (PROGRAM NAME - " , sprogname$, ")" , e$注意:方法 1 修改后,必须在保存NC 文件时采用数字来定义文件名,如图2 所示。
这样,修改后程序中的" %" 就会有和保存的NC 文件名相同的数字相接,并符合华中数控系统的程序名定义。
②方法2:在记事本“编辑”下拉菜单中选择“查找”,并输入" %",查找结果所在的位置:" %" , e$*progno$, e$" (PROGRAM NAME - " , sprogname$, ")" , e$可修改为:" %" , 1234 e$*progno$, e$" (PROGRAM NAME - " , sprogname$, ")" , e$这样,修改后的程序中" %" 就只会与“1234”的数字相接。
(4)NC 程序中的程序名、程序生成日期、时间和公制单位的删除。
在记事本的“编辑”下拉菜单中选择“查找”,输入"%" 查找结果所在的位置:" %" , e$*progno$, e$" (PROGRAM NAME - " , sprogname$, ")" , e$" (DATE=DD-MM-YY - " , date$, " TIME=HH:MM -" , time$, ")" , e$pbld, n$, *smetric, e$在语句前加“#”即代表注释语句,修改为:" %" , e$# *progno$, e$# " (PROGRAM NAME - " , sprogname$, ")" , e$# " ( DATE =DD -MM -YY - " , date $ , " TIME =HH: MM-" , time$, ")" , e$# pbld, n$, *smetric, e$去掉程序名、程序生成日期、时间和公制单位可以缩小程序文件大小,提高DNC上传效率。
但笔者不建议删除刀具名、刀具直径和刀具长度等注释,因为此注释行指明当前刀路所使用的刀具参数规格,可用于加工前核对加工的刀具清单,建议保留。
华中数控和FANUC 控制器能接受注释内容。
该设置方法适合于FANUC或华中数控系统的3轴加工中心和数控铣床的后置处理(5)调整下刀点坐标摆放位置。
输入“G43”查找“#start of file for non-zero tool numb er”,结果位置:pcan1, pbld, n$, *sgcode, *sgabsinc, pwcs, pfxout, pfyout,pfcout, *speed, *spindle, pgear, strcantext, e$pbld, n$, " G43" , *tlngno$, pfzout, scoolant, next_tool$, e$将其修改为:pcan1, pbld, n$, *sgcode, *sgabsinc, pwcs, pfcout, e$pbld, n$, *sgcode, pfxout, pfyout, e$pbld, n$,*spindle, pgear, strcantext, e$pbld, n$, " G43" , *tlngno$, scoolant, next_tool$, e$比如输出的NC 文件,修改前对应位置指令为:G0G90G54X20.Y-12.6S1440M3G43H0Z80.M8修改后则输出的NC 代码变为:G0Z80. (可先提刀到安全高度平面)G0G90G54X20.Y-12.6 (再作、定位,避免撞刀)S1440M3 (定位好可启动主轴运动)G43H0M8 (再加进刀具长度补偿并打开冷却液)修改成上面的程式可使新的NC指令顺序稍微改变,使下刀点(即安全高度)的X、Y和Z坐标值同其他指令分开,更为安全,且易于在断刀时修改。
G43指令在PST文件中有2个位置,如使用下刀点下刀,查找“ #Start of file for non-zero tool number”下修改的第一个出现“G43”的位置即可。
(6)删除NC 程序中的回参考点指令。
在记事本中输入“*sg28ref”,查找“#End of tool path, toolchange”如下的结果所在位置:pbld, n$, sgabsinc, sgcode, *sg28ref, " Z0." , scoolant, e$pbld, n$, *sg28ref, " X0." , " Y0." , protretinc, e$可修改为:pbld, n$, scoolant, e$# pbld, n$, *sg28ref, " X0." , " Y0." , protretinc, e$也可修改为:pbld, n$, sgabsinc, sgcode, * sg00, " Z100." , scoolant, e$# pbld, n$, *sg28ref, " X0." , " Y0." , protretinc, e$上面2种修改NC程序的方法,前面一种是完全删除了Z轴回参考点和X、Y轴回参考点的2段程序;后一种是通过增量的方式把Z轴快速提高100mm的高度,再把X、Y轴回参考点的程序删除。