快速成型技术
快速成型技术

金属直接成形:
金属合金粉末的直接烧结。该方法基于SLS (激光选择性烧 结) 工艺。美国Austin大学在这方面进行了大量的研究,并 研制了成形高温材料的烧结设备。
用金属丝线,利用堆焊的方法成形金属零件。英国的 Nottingham 大学正在进行这方面的研究。
用激光切割金属板材,并用激光焊接的方法将各层截面连 接起来。
CT图像
点云
曲面
RP模型
41
基于快速成型的人工生物活性骨骼制造原理
42
生物材料快速成型机
43
网状弹力绷带和弹力网帽
升降颈托 (高分子)
44
(四)微型机械/零件制造的研究开发
采用激光熔化金属粉末材料直接制造金属零件是RP技 术向RM发展的必然趋势,也是世界各国研究开发的热点。 微型部件,薄壁金属零部件,通信产品零部件等难于用传统 方法加工,适合于光化学快速成型。
23
24
(一)产品开发过程中的设计评价和功能测试
25
26
27
检验发动机外壳和管接头的装配情况
28
奇瑞发动机进气管(石膏型铸造 )
29
发动机叶轮
风洞实验/寿命计算和热量计算 30
(二)快速制造模具及复杂金属零件(小批量)
蜡模
金刚砂模
31
制作周期:10天 32
坦克发动机部件
飞机发动机部件
微型光快速成型CAD/CAM技术研究,是我国国防科工 委青年基金项目的一部分。采用激光直接烧结微细金属粉末 技术可以制造三维微型机械。
利用微纳粉末金属材料进行微成型目前尚处于探索阶段。 目前已经成功制作出壁厚只有100μm左右的微小金属件。
45
桌面制造系统是RP领域产品开发的一个热点。RP设备系 统作为CAD系统三维图形输出的外设而被人们接受。而桌面系 统要求体积小,操作、维护简单,噪音、污染少,对环境无特 别要求,且成形速度快,但精度要求适当降低。美国Sanders Prototype 公司推出了廉价的桌面系统Model Maker。
快速成型技术的心得心得:如何提高成型效率和质量
快速成型技术的心得心得:如何提高成型效率和质量快速成型技术的心得:如何提高成型效率和质量随着科技的不断进步,各种新型加工技术层出不穷。
其中快速成型技术因其快速、高效、精准等优点,在工业设计、医疗、航空航天等领域得到广泛应用。
然而,快速成型技术对成型效率和质量的要求很高,如何提高成型效率和质量成为了制约其应用的主要因素。
本文将从优化设计、材料选择、后处理等多个方面阐述如何提高成型效率和质量。
一、优化设计设计是成型的关键因素。
一个优秀的设计可以在一定程度上缩短成型周期,提高成型质量。
优化设计的具体操作有以下几个方面:1、简化构型。
设计简单的构型可以减少连接点、支撑点,降低成型难度。
如在SLA快速成型技术中,简单的构型可以降低生成的悬空部分,避免出现变形或断裂。
2、优化结构。
结构设计的优化可以经过预测、模拟和试验三个阶段完成。
预测阶段可以使用有限元方法对部件进行静态或动态分析,计算应力和变形。
模拟阶段可以将数字模型导入软件中进行仿真。
试验阶段可以将优化后的设计进行制作和测试。
3、合理放置支撑结构。
在使用部分快速成型技术时,支撑结构的设置至关重要。
任何快速成型技术都需要一定的支撑结构,以保证成型构型的稳定性。
但是,支撑结构太多、太大、太密集会直接影响成型效率和质量。
因此,在设计过程中,合理放置支撑结构是提高成型效率和质量的关键之一。
二、材料选择快速成型技术的材料也是影响成型效率和质量的重要因素。
每种材料都有各自的特点,对成型性能、机械性能、化学性能等指标都有不同的要求。
其中,选择合适的材料是非常关键的。
如果选择了质量低劣的材料,将直接影响成型效率和成型质量。
在选择材料时,应注意以下几点:1、优先考虑适用性。
在原材料不同的情况下,适用于具体快速成型技术的材料不同。
因此,在选材时,首先应考虑应用的快速成型技术。
2、考虑机械性能和化学性能。
材料的机械性能和化学性能是直接影响成型效率和质量的因素。
其中,机械性能受材料在力学中的表现影响,而化学性能则受其在化学中的表现影响。
快速成型技术-第六章

6.1 快速成型技术前期处理精度
1、三维建模的形体表达方法 随着计算机辅助设计技术的飞速发展,出现了许多三维建模的形体表达方 法,目前常见的有以下几种: (1) B-Rep法(Boundary Representation,边界表达法), B-Rep法是根据顶 点、边和面所构成的表面来精确地描述三维实体模型的,其优点是能快速 地绘制出立体或线框模型;缺点是由于其数据是以表格的形式出现的,因 此空间的占用量较大,描述不一定是唯一的,所得到的实体有时不很精确, 有可能会出现错误的孔洞和颠倒现象。 (2) CSG法(Constructive Solid Geometry,构造实体几何法),CSG法又称 为 BBG (Building-Block Geometry,积木块几何法),这种方法采用的是布 尔运算法则,将一些较简单的如立方体、圆柱体等体元进行组合,得到复 杂形状的三维实体模型。其最大优点是数据结构简单,无冗余的几何信息, 实体模型也较真实有效,且可以随时修改;缺点是该实体算法很有限,构成 图形的计算量较大而且费时。
(Solid Modeling)和表面造型(Surface Modeling)功能,后者对构造复杂的自由曲面有 着重要的作用。常用三维建模软件种类及特点已在第五章详细论述,目前用得最多 的是Pro/E软件,由于此软件具有强大的实体造型和表面造型功能,可以构造任意复 杂的模·型,因此被广泛使用。
(1) Pro/E软件。Pro/E是美国参数技术公司(Parametric Technology Corporation, PTC)研发的一个非常成功的建模软件。Pro/E软件彻底改变了机械CAD, CAM等传 统观念,采用参数化、数字化特征进行产品的三维建模,目前它已成为当今世界机械 领域的新标准。利用Pro/E软件进行产品的建模设计,能将设计至生产全过程进行有 机地集成,让所有用户都同时参与进行同一产品的设计与制造工作。
快速成型(RP)技术的特点
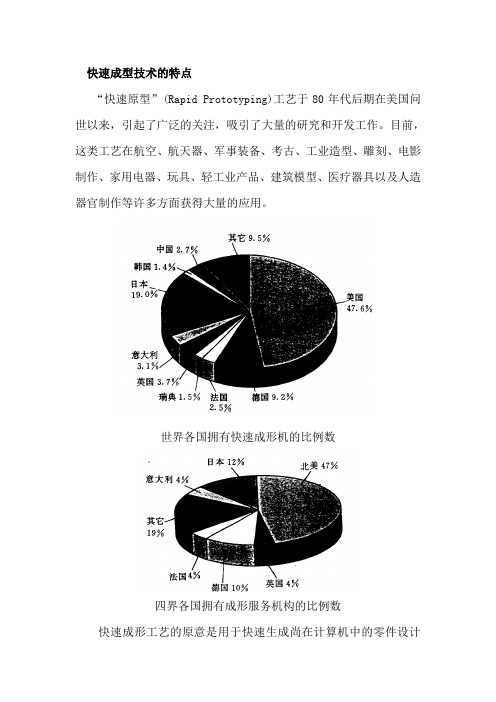
快速成型技术的特点“快速原型”(Rapid Prototyping)工艺于80年代后期在美国问世以来,引起了广泛的关注,吸引了大量的研究和开发工作。
目前,这类工艺在航空、航天器、军事装备、考古、工业造型、雕刻、电影制作、家用电器、玩具、轻工业产品、建筑模型、医疗器具以及人造器官制作等许多方面获得大量的应用。
世界各国拥有快速成形机的比例数四界各国拥有成形服务机构的比例数快速成形工艺的原意是用于快速生成尚在计算机中的零件设计的实物模型。
因此是一种“快速原型”技术,即所生成模型的形状和尺寸与所设计的零件十分贴近,但模型的材质和物理、力学性能却与真实的零件不尽相同或大不一样。
尽管如此,这类模型却有很重要用途:它可以用于检查零件设计的外观、可以用于检查零件的加工工艺性(便于装夹和刀具可接近被加工表面等)、装配工艺性(可装入性以及足够的扳手空间等),还可以直接用于风洞试验或光弹性试验以及动、静刚度的模型试验。
快速成形工艺的主要优点:1、适用于形状复杂零件的小批量快速制造,对于这类零件如果要按传统方法制造模具,不仅经济上不合算,而且工期太长;2、它适于新产品样件的低成本快速试制,以便尽快投入试运转、测试与进行改进设计,从而最大限度地缩短新产品的“开发—试制—投产”的周期,并提高其成功率。
快速成形将计算机中关于产品设计的信息转换成产品实物,是制造工艺的重要发展和重大突破。
对于模具制造业,无论从手段到观念都有深远的影响。
模具的设计与制造是多环节、多反复的复杂过程。
由于在实际制造和检测前,很难保证产品在成型过程中的性能,长期以来模具设计大都是凭经验或使用传统的CAD进行。
要设计和制造出一套适用的模具往往需要经过由设计、制造到试模、修模的多次反复,使模具制作的周期长、成本高,甚至可能造成报废,难以适应快速增长的市场需要。
快速原型制造技术不仅能适应各种生产类型特特别是单件小批的模具生产,而且能适应各种复杂程度的模具制造。
快速成型技术

快速成型技术1、快速成型简介快速成型(RP)技术是九十年代发展起来的一项先进制造技术,是为制造业企业新产品开发服务的一项关键共性技术, 对促进企业产品创新、缩短新产品开发周期、提高产品竞争力有积极的推动作用。
自该技术问世以来,已经在发达国家的制造业中得到了广泛应用,并由此产生一个新兴的技术领域。
RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。
不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。
但是,其基本原理都是一样的,那就是"分层制造,逐层叠加",类似于数学上的积分过程。
形象地讲,快速成形系统就像是一台"立体打印机"。
2、RP 技术的原理RP 技术是采用离散∕堆积成型的原理, 由CAD 模型直接驱动的通过叠加成型方出所需要零件的计算机三维曲面或实体模型, 根据工艺要求将其按一定厚度进行分层, 把三维电子模型变成二维平面信息(截面信息), 在微机控制下, 数控系统以平面加工的方式有序地连续加工出每个薄层并使它们自动粘接成型, 图1 为RP 技术的基本原理。
图1 RP 技术的基本原理。
RP 技术体系可分解为几个彼此联系的基本环节: 三维CAD 造型、反求工程、数据转换、原型制造、后处理等。
2.1立体光固化成型(SLA)该方法是目前世界上研究最深入、技术最成熟、应用最广泛的一种快速成型方法。
SLA 技术原理是计算机控制激光束对光敏树脂为原料的表面进行逐点扫描, 被扫描区域的树脂薄层( 约十分之几毫米) 产生光聚合反应而固化, 形成零件的一个薄层。
工作台下移一个层厚的距离, 以便固化好的树脂表面再敷上一层新的液态树脂, 进行下一层的扫描加工, 如此反复, 直到整个原型制造完毕。
由于光聚合反应是基于光的作用而不是基于热的作用, 故在工作时只需功率较低的激光源。
此外,因为没有热扩散, 加上链式反应能够很好地控制, 能保证聚合反应不发生在激光点之外, 因而加工精度高, 表面质量好, 原材料的利用率接近100%, 能制造形状复杂、精细的零件, 效率高。
快速成型技术概述

快速成型技术概述现代科学技术的飞速进展,尤其是微电子、计算机、数控技术、激光技术、材料科学的进步为制造技术的变革与进展制造了前所未有的机遇,使得机械制造能够突破传统的制造模式,进展出一项崭新的制造技术一一,快速成型技术。
诞生背景快速成型技术的诞生主要有两方面的缘由:1)市场拉动市场全球化和用户需求共性化为先进制造技术提出了新的要求,随着市场一体化的进展,市场竞争越来越激烈,产品的开发速度成为竞争的主要冲突。
同时用户需求多样化的趋势日益明显,因此要求产品制造技术有较强的敏捷性,在不增加成本的前提下能够以小批量生产甚至单件生产产品。
2)技术推动新技术的进展为快速成型技术的产生奠定了技术基础,信息技术、计算机技术的进展、CAD/CAM技术的进展、材料科学的进展一新材料的消失、激光技术的进展为快速成型技术的产生和进展奠定了技术基础。
快速成型技术就是在这样的社会背景下在80年月后期产生于美国并快速扩展到欧洲和日本。
由于即技术的成型原理突破了传统加工中的塑性成形(如锻、冲、拉伸、铸、注塑加工等和切削成形的工艺方法,可以在没有工装夹具或模具的条件下快速制造出任意简单外形又具有肯定功能的三维实体原型或零件,因此被认为是近二十年来制造技术领域的一次重大突破。
基本原理与特征快速成型技术是一种将原型(或零件、部件)的几何外形!结构和所选材料的组合信息建立数字化描述模型,之后把这些信息输出到计算机掌握的机电集成制造系统进行材料的添加、加工,通过逐点、逐线、逐面进行材料的三维堆砌成型, 再经过必要的处理,使其在外观、强度和性能等方面达到设计要求,实现快速!精确地制造原型或实际零件、部件的现代化方法。
快速成型技术的特征为:(1)可以制造出任意简单的三维几何实体;(2)CAD模型直接驱动;(3)成形设施无需专用夹具或工具;(4)成形过程中无人干预或较少干预;快速成型技术的优势(1)响应速度快:与传统的加工技术相比,RP技术实现了CAD模型直接驱动, 成形时间短,从产品CAD或从实体反求获得数据到制成原型,一般只需要几小时至几十个小时,速度比传统成型加工方法快得多"这项技术尤其适于新产品的开发,适合小批量、简单(如凹槽、凸肩和空心嵌套等)、异形产品的直接生产而不受产品外形简单程度的限制,还改善了设计过程中的人机沟通,使产品设计和模具生产并行,从而缩短了产品设计、开发的周期,加快了产品更新换代的速度,大大地降低了新产品的开发成本和企业研制新产品的风险。
第4章 快速成型概述

精选2021版课件
8
4.1.2 快速成型的过程
快速成型基于离散/堆积的思想, 将一个物理实体复杂的三维加工,离散 成一系列二维层片,然后逐点、逐面进行 材料的堆积成型。 是一种降维制造或者 称增材制造技术。
精选2021版课件
9
4.1.2 快速成型的过程
精选2021版课件
10
CAD模型 Z向离散化(分层)
第4章 快速成型技术概述
4.1 快速成型的原理
4.2 快速成型制造工艺的分类
4.2 快速成型技术的应用
4.3 快速成型技术的研究现状及发展趋
势
精选2021版课件
1
4.1 快速成型的原理
4.1.1 快速成型制造的基本概念 4.1.2 快速成型的过程 4.1.3 快速成型技术的特点
精选2021版课件
2
5)技术的高度集成。 集成了CAD、CAM、CNC、
激光、材料等技术。与反求工程(RE)、网络技
术等结合,成为产品精选开2021发版课的件 有力工具。
14
4.2 快速成型制造工艺的分类
一、按制造工艺所使用的材料的状态、 性能特征分为:
▪ 液态聚合、固化:原材料是液态的,利用光能 或热能使特殊的液态聚合物固化从而形成所需 的形状
数字模型可视化,可以进行设计评价、干涉检验,
甚至某些功能测试,将设计缺陷消灭在初步设计阶
段,减少损失。
精选2021版课件
19
1. 概念模型的可视化、零件的观感评价 2. 结构设计验证与装配效验 3. 性能和功能测试
精选2021版课件
20
应用一: 概念模型的可视化、零件的观感评价
消费品
精选2021版课件
精选2021版课件
快速成型技术

快速成型摘要:快速成型技术是一种集成了CAD技术、数控技术、激光技术和材料技术等现代科技成果,是先进制造技术的重要组成部分。
快速成型技术正在不断完善,具有广泛的应用前景快速成型技术以其独特的优势和魅力,在制造业领域起到越来越重要的作用,并将给制造业带来深远的影响。
通过介绍快速成型系统的基本原理方法和技术特点,阐述其工艺特点及开发和应用,探讨快速成型技术在现代制造业中起到的重要作用和产生的巨大效益,分析快速成型技术的优点和缺点,并提出快速成型技术未来的发展方向和深远意义。
关键词:快速成型 CAD/CAM 激光技术基本原理快速成型(Rapid Prototyping)是上世纪80年代末及90 年代初发展起来的高新制造技术,是由三维CAD模型直接驱动的快速制造任意复杂形状三维实体的总称。
它集成了CAD技术、数控技术、激光技术和材料技术等现代科技成果,是先进制造技术的重要组成部分。
由于它把复杂的三维制造转化为一系列二维制造的叠加,因而可以在不用模具和工具的条件下生成几乎任意复杂的零部件,极大地提高了生产效率和制造柔性。
与传统制造方法不同,快速成型从零件的CAD几何模型出发,通过软件分层离散和数控成型系统,用激光束或其他方法将材料堆积而形成实体零件。
通过与数控加工、铸造、金属冷喷涂、硅胶模等制造手段相结合,已成为现代模型、模具和零件制造的强有力手段,在航空航天、汽车摩托车、家电等领域得到了广泛应用。
快速成型的基本原理快速成型技术采用离散/堆积成型原理,根据三维CAD模型,对于不同的工艺要求,按一定厚度进行分层,将三维数字模型变成厚度很薄的二维平面模型。
再将数据进行一定的处理,加入加工参数,产生数控代码,在数控系统控制下以平面加工方式连续加工出每个薄层,并图1快速成型的基本原理图至顶完成零件的制作过程。
快速成型有很多种工艺方法,但所有的快速成型工艺方法都是一层一层地制造零件,所不同的是每种方法所用的材料不同,制造每一层添加材料的方法不同。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
快速成型技术(RPM)
快速成型技术(RPM)是集CAD/CAM技术、激光加工技术、数控技术和新材料等技术领域的最新成果于一体的零件原型制造技术。
它不同于传统的用材料去除方式制造零件的方法,而是用材料一层一层积累的方式构造零件模型。
它利用所要制造零件的三维CAD模型数据直接生成产品原型,并且可以方便地修改CAD模型后重新制造产品原型。
由于该技术不像传统的零件制造方法需要制作木模、塑料模和陶瓷模等,可以把零件原型的制造时间减少为几天、几小时,大大缩短了产品开发周期,减少了开发成本。
随着计算机技术的决速发展和三维CAD软件应用的不断推广,越来越多的产品基于三维CAD设计开发,使得快速成型技术的广泛应用成为可能。
快速成形技术已广泛应用于宇航、航空、汽车、通讯、医疗、电子、家电、玩具、军事装备、工业造型(雕刻)、建筑模型、机械行业等领域.
快速成型制造技术(Rap id Prototyp ingManufac2turing,RPM),就是根据零件的三维模型数据,迅速而精确地制造出该零件。
它是在20世纪80年代后期发展起来的,被认为是最近20年来制造领域的一次重大突破,是目前先进制造领域研究的热点之一。
快速成型制造技术是集CAD技术、数控技术、激光加工、新材料科学、机械电子工程等多学科、多技术为一体的新技术。
传统的零件制造过程往往需要车、钳、铣、磨等多种机加工设备和各种夹具、刀具、模具,制造成本高,周期长,对于一个比较复杂的零件,其加工周期甚至以月计,很难适应低成本、高效率的加工要求。
快速成型制造技术能够适应这种要求,是现代制造技术的一次重大变革
1。
快速成型技术原理与特点
随着CAD建模和光、机、电一体化技术的发展,快速成型技术的工艺方法发展很快。
目前已有光固法( SLA ) 、层叠法(LOM ) 、激光选区烧结法( SLS) 、熔融沉积法(FDM) 、掩模固化法( SGC) 、三维印刷法(TDP) 、喷粒法(BPM)等10余种。
互联网会议PPT资料大全
技术大会产品经理大会网络营销大会交互体验大会
2。
光固化立体造型(Stereolithography,SLA)该技术以光敏树脂为原料,将计算机控制下的紫外激光,以预定零件各分层截面的轮廓为轨迹,对液态树脂逐点扫描,由点到线到面,使被扫描区的树脂薄层产生聚合反应,从而形成零件的一个薄层截面。
当一层固化完毕,升降工作台移动一个层片厚度的距离,在原先固化好的树脂表面再覆盖一层新的液态脂以便进行新一层扫描固化.新固化的一层牢固地粘合在前一层上,如此重复直到整个零件原型制造完毕。
SLA法是第一个投入商业应用的RPM技术,其方法特点是精度高、表面质量好、原材料利用率将近100%,可以制造形状特别复杂、外观特别精细的零件. 2.1.2 层片叠加制造(Lam ina ted ObjectManufac2tur ing, LOM ) 层片叠加制造工艺是将单面涂有热溶胶的箔材(涂覆纸-——涂有粘接剂覆层的纸、涂覆陶瓷箔、金属箔等)通过热辊加热粘接在一起,位于上方的激光器按照CAD分层模型所获数据,用激光束将箔材切割成所制零件的内外轮廓,然后新的1层箔材再叠加在上面,通过热压装置和下面已切割层粘合在一起,激光束再次切割,这样反复逐层切割—粘合- 切割,直至整个零件模型制作完成。
2.1.3 选择性激光烧结(Selected Laser Sinter ing,SLS) 以CO2 激光器为能量源,通过红外激光束
使塑料、蜡、陶瓷和金属(或复合物)的粉末材料均匀地烧结在加工平面上[ 6 ] 。
激光束在计算机的控制下,通过扫描器以一定的速度和能量密度按分层面的二维数据扫描。
激光束扫描之处,粉末烧结成一定厚度的实体片层,未扫描的地方仍然保持松散的粉末状.根据物体截层厚度而升降工作台,铺粉滚筒再次将粉末铺平后,开始新一层的扫描.如此反复,直至扫描完所有层面.去掉多余粉末,经打磨、烘干等处理后获得零件. 2.1.4 熔融沉积造型( Fused Deposition Modeling,FDM ) 将CAD模型分为一层层极薄的截面,生成控制FDM喷嘴移动轨迹的二维几何信息。
FDM加热头把热熔性材料(ABS、尼龙、蜡等材料)加热到临界半流动状态,在计算机控制下,喷嘴头沿CAD确定的二维几何信息运动轨迹挤出半流动的材料,沉积固化成精确的零件薄层,通过垂直升降系统降下新形成层,进行固化。
这样层层堆积粘结,自下而上形成一个零件的三维实体。
上述4种RPM方法,都有一个共同几何物理基础—-—分层制造原理。
从几何上讲,将任意复杂的三维实体沿某一确定方向用平行的截面去依次截取厚度为δ的制造单元,可获得若干个层面,将这些厚度为δ的单元叠加起来又可形成原来的三维实体,这样就将三维问题转化为二维问题,既降低了处理的难度,又不受零件复杂程度的限制.RPM的总体目标是在CAD技术的支持下,快速完成复杂形状零件的制造,其主要技术特征是:直接用CAD软件驱动,无需针对不同零件准备工装夹具;零件制造全过程快速完成;不受复杂三维形状所限制的工艺方法的影响.。