雕刻机毕业设计外文文献翻译
毕业设计外文文献翻译
毕业设计(论文)外文资料翻译系别:专业:班级:姓名:学号:外文出处:附件: 1. 原文; 2. 译文2013年03月附件一:A Rapidly Deployable Manipulator SystemChristiaan J.J. Paredis, H. Benjamin Brown, Pradeep K. KhoslaAbstract:A rapidly deployable manipulator system combines the flexibility of reconfigurable modular hardware with modular programming tools, allowing the user to rapidly create a manipulator which is custom-tailored for a given task. This article describes two main aspects of such a system, namely, the Reconfigurable Modular Manipulator System (RMMS)hardware and the corresponding control software.1 IntroductionRobot manipulators can be easily reprogrammed to perform different tasks, yet the range of tasks that can be performed by a manipulator is limited by mechanicalstructure.Forexample, a manipulator well-suited for precise movement across the top of a table would probably no be capable of lifting heavy objects in the vertical direction. Therefore, to perform a given task,one needs to choose a manipulator with an appropriate mechanical structure.We propose the concept of a rapidly deployable manipulator system to address the above mentioned shortcomings of fixed configuration manipulators. As is illustrated in Figure 1, a rapidly deployable manipulator system consists of software and hardware that allow the user to rapidly build and program a manipulator which is customtailored for a given task.The central building block of a rapidly deployable system is a Reconfigurable Modular Manipulator System (RMMS). The RMMS utilizes a stock of interchangeable link and joint modules of various sizes and performance specifications. One such module is shown in Figure 2. By combining these general purpose modules, a wide range of special purpose manipulators can be assembled. Recently, there has been considerable interest in the idea of modular manipulators [2, 4, 5, 7, 9, 10, 14], for research applications as well as for industrial applications. However, most of these systems lack the property of reconfigurability, which is key to the concept of rapidly deployable systems. The RMMS is particularly easy toreconfigure thanks to its integrated quick-coupling connectors described in Section 3.Effective use of the RMMS requires, Task Based Design software. This software takes as input descriptions of the task and of the available manipulator modules; it generates as output a modular assembly configuration optimally suited to perform the given task. Several different approaches have been used successfully to solve simpli-fied instances of this complicated problem.A third important building block of a rapidly deployable manipulator system is a framework for the generation of control software. To reduce the complexity of softwaregeneration for real-time sensor-based control systems, a software paradigm called software assembly has been proposed in the Advanced Manipulators Laboratory at CMU.This paradigm combines the concept of reusable and reconfigurable software components, as is supported by the Chimera real-time operating system [15], with a graphical user interface and a visual programming language, implemented in OnikaA lthough the software assembly paradigm provides thesoftware infrastructure for rapidly programming manipulator systems, it does not solve the programming problem itself. Explicit programming of sensor-based manipulator systems is cumbersome due to the extensive amount of detail which must be specified for the robot to perform the task. The software synthesis problem for sensor-based robots can be simplified dramatically, by providing robust robotic skills, that is, encapsulated strategies for accomplishing common tasks in the robots task domain [11]. Such robotic skills can then be used at the task level planning stage without having to consider any of the low-level detailsAs an example of the use of a rapidly deployable system,consider a manipulator in a nuclear environment where it must inspect material and space for radioactive contamination, or assemble and repair equipment. In such an environment, widely varied kinematic (e.g., workspace) and dynamic (e.g., speed, payload) performance is required, and these requirements may not be known a priori. Instead of preparing a large set of different manipulators to accomplish these tasks—an expensive solution—one can use a rapidly deployable manipulator system. Consider the following scenario: as soon as a specific task is identified, the task based design software determinesthe task. This optimal configuration is thenassembled from the RMMS modules by a human or, in the future, possibly by anothermanipulator. The resulting manipulator is rapidly programmed by using the software assembly paradigm and our library of robotic skills. Finally,the manipulator is deployed to perform its task.Although such a scenario is still futuristic, the development of the reconfigurable modular manipulator system, described in this paper, is a major step forward towards our goal of a rapidly deployable manipulator system.Our approach could form the basis for the next generation of autonomous manipulators, in which the traditional notion of sensor-based autonomy is extended to configuration-based autonomy. Indeed, although a deployed system can have all the sensory and planning information it needs, it may still not be able to accomplish its task because the task is beyond the system’s physical capabilities. A rapidly deployable system, on the other hand, could adapt its physical capabilities based on task specifications and, with advanced sensing, control, and planning strategies, accomplish the task autonomously.2 Design of self-contained hardware modulesIn most industrial manipulators, the controller is a separate unit housing the sensor interfaces, power amplifiers, and control processors for all the joints of the manipulator.A large number of wires is necessary to connect this control unit with the sensors, actuators and brakes located in each of the joints of the manipulator. The large number of electrical connections and the non-extensible nature of such a system layout make it infeasible for modular manipulators. The solution we propose is to distribute the control hardware to each individual module of the manipulator. These modules then become self-contained units which include sensors, an actuator, a brake, a transmission, a sensor interface, a motor amplifier, and a communication interface, as is illustrated in Figure 3. As a result, only six wires are requiredfor power distribution and data communication.2.1 Mechanical designThe goal of the RMMS project is to have a wide variety of hardware modules available. So far, we have built four kinds of modules: the manipulator base, a link module, three pivot joint modules (one of which is shown in Figure 2), and one rotate joint module. The base module and the link module have no degrees-of-freedom; the joint modules have onedegree-of-freedom each. The mechanical design of the joint modules compactly fits aDC-motor, a fail-safe brake, a tachometer, a harmonic drive and a resolver.The pivot and rotate joint modules use different outside housings to provide the right-angle or in-line configuration respectively, but are identical internally. Figure 4 shows in cross-section the internal structure of a pivot joint. Each joint module includes a DC torque motor and 100:1 harmonic-drive speed reducer, and is rated at a maximum speed of 1.5rad/s and maximum torque of 270Nm. Each module has a mass of approximately 10.7kg. A single, compact, X-type bearing connects the two joint halves and provides the needed overturning rigidity. A hollow motor shaft passes through all the rotary components, and provides achannel for passage of cabling with minimal flexing.2.2 Electronic designThe custom-designed on-board electronics are also designed according to the principle of modularity. Each RMMS module contains a motherboard which provides the basic functionality and onto which daughtercards can be stacked to add module specific functionality.The motherboard consists of a Siemens 80C166 microcontroller, 64K of ROM, 64K of RAM, an SMC COM20020 universal local area network controller with an RS-485 driver, and an RS-232 driver. The function of the motherboard is to establish communication with the host interface via an RS-485 bus and to perform the lowlevel control of the module, as is explained in more detail in Section 4. The RS-232 serial bus driver allows for simple diagnostics and software prototyping.A stacking connector permits the addition of an indefinite number of daughtercards with various functions, such as sensor interfaces, motor controllers, RAM expansion etc. In our current implementation, only modules with actuators include a daughtercard. This card contains a 16 bit resolver to digital converter, a 12 bit A/D converter to interface with the tachometer, and a 12 bit D/A converter to control the motor amplifier; we have used an ofthe-shelf motor amplifier (Galil Motion Control model SSA-8/80) to drive the DC-motor. For modules with more than one degree-of-freedom, for instance a wrist module, more than one such daughtercard can be stacked onto the same motherboard.3 Integrated quick-coupling connectorsTo make a modular manipulator be reconfigurable, it is necessary that the modules can be easily connected with each other. We have developed a quick-coupling mechanism with which a secure mechanical connection between modules can be achieved by simply turning a ring handtight; no tools are required. As shown in Figure 5, keyed flanges provide precise registration of the two modules. Turning of the locking collar on the male end produces two distinct motions: first the fingers of the locking ring rotate (with the collar) about 22.5 degrees and capture the fingers on the flanges; second, the collar rotates relative to the locking ring, while a cam mechanism forces the fingers inward to securely grip the mating flanges. A ball- transfer mechanism between the collar and locking ring automatically produces this sequence of motions.At the same time the mechanical connection is made,pneumatic and electronic connections are also established. Inside the locking ring is a modular connector that has 30 male electrical pins plus a pneumatic coupler in the middle. These correspond to matching female components on the mating connector. Sets of pins are wired in parallel to carry the 72V-25A power for motors and brakes, and 48V–6A power for the electronics. Additional pins carry signals for two RS-485 serial communication busses and four video busses. A plastic guide collar plus six alignment pins prevent damage to the connector pins and assure proper alignment. The plastic block holding the female pins can rotate in the housing to accommodate the eight different possible connection orientations (8@45 degrees). The relative orientation is automatically registered by means of an infrared LED in the female connector and eight photodetectors in the male connector.4 ARMbus communication systemEach of the modules of the RMMS communicates with a VME-based host interface over a local area network called the ARMbus; each module is a node of the network. The communication is done in a serial fashion over an RS-485 bus which runs through the length of the manipulator. We use the ARCNET protocol [1] implemented on a dedicated IC (SMC COM20020). ARCNET is a deterministic token-passing network scheme which avoids network collisions and guarantees each node its time to access the network. Blocks ofinformation called packets may be sent from any node on the network to any one of the other nodes, or to all nodes simultaneously (broadcast). Each node may send one packet each time it gets the token. The maximum network throughput is 5Mb/s.The first node of the network resides on the host interface card, as is depicted in Figure 6. In addition to a VME address decoder, this card contains essentially the same hardware one can find on a module motherboard. The communication between the VME side of the card and the ARCNET side occurs through dual-port RAM.There are two kinds of data passed over the local area network. During the manipulator initialization phase, the modules connect to the network one by one, starting at the base and ending at the end-effector. On joining the network, each module sends a data-packet to the host interface containing its serial number and its relative orientation with respect to the previous module. This information allows us to automatically determine the current manipulator configuration.During the operation phase, the host interface communicates with each of the nodes at 400Hz. The data that is exchanged depends on the control mode—centralized or distributed. In centralized control mode, the torques for all the joints are computed on the VME-based real-time processing unit (RTPU), assembled into a data-packet by the microcontroller on the host interface card and broadcast over the ARMbus to all the nodes of the network. Each node extracts its torque value from the packet and replies by sending a data-packet containing the resolver and tachometer readings. In distributed control mode, on the other hand, the host computer broadcasts the desired joint values and feed-forward torques. Locally, in each module, the control loop can then be closed at a frequency much higher than 400Hz. The modules still send sensor readings back to the host interface to be used in the computation of the subsequent feed-forward torque.5 Modular and reconfigurable control softwareThe control software for the RMMS has been developed using the Chimera real-time operating system, which supports reconfigurable and reusable software components [15]. The software components used to control the RMMS are listed in Table 1. The trjjline, dls, and grav_comp components require the knowledge of certain configuration dependent parametersof the RMMS, such as the number of degrees-of-freedom, the Denavit-Hartenberg parameters etc. During the initialization phase, the RMMS interface establishes contact with each of the hardware modules to determine automatically which modules are being used and in which order and orientation they have been assembled. For each module, a data file with a parametric model is read. By combining this information for all the modules, kinematic and dynamic models of the entire manipulator are built.After the initialization, the rmms software component operates in a distributed control mode in which the microcontrollers of each of the RMMS modules perform PID control locally at 1900Hz. The communication between the modules and the host interface is at 400Hz, which can differ from the cycle frequency of the rmms software component. Since we use a triple buffer mechanism [16] for the communication through the dual-port RAM on the ARMbus host interface, no synchronization or handshaking is necessary.Because closed form inverse kinematics do not exist for all possible RMMS configurations, we use a damped least-squares kinematic controller to do the inverse kinematics computation numerically..6 Seamless integration of simulationTo assist the user in evaluating whether an RMMS con- figuration can successfully complete a given task, we have built a simulator. The simulator is based on the TeleGrip robot simulation software from Deneb Inc., and runs on an SGI Crimson which is connected with the real-time processing unit through a Bit3 VME-to-VME adaptor, as is shown in Figure 6.A graphical user interface allows the user to assemble simulated RMMS configurations very much like assembling the real hardware. Completed configurations can be tested and programmed using the TeleGrip functions for robot devices. The configurations can also be interfaced with the Chimera real-time softwarerunning on the same RTPUs used to control the actual hardware. As a result, it is possible to evaluate not only the movements of the manipulator but also the realtime CPU usage and load balancing. Figure 7 shows an RMMS simulation compared with the actual task execution.7 SummaryWe have developed a Reconfigurable Modular Manipulator System which currently consists of six hardware modules, with a total of four degrees-of-freedom. These modules can be assembled in a large number of different configurations to tailor the kinematic and dynamic properties of the manipulator to the task at hand. The control software for the RMMS automatically adapts to the assembly configuration by building kinematic and dynamic models of the manipulator; this is totally transparent to the user. To assist the user in evaluating whether a manipulator configuration is well suited for a given task, we have also built a simulator.AcknowledgmentThis research was funded in part by DOE under grant DE-F902-89ER14042, by Sandia National Laboratories under contract AL-3020, by the Department of Electrical and Computer Engineering, and by The Robotics Institute, Carnegie Mellon University.The authors would also like to thank Randy Casciola, Mark DeLouis, Eric Hoffman, and Jim Moody for their valuable contributions to the design of the RMMS system.附件二:可迅速布置的机械手系统作者:Christiaan J.J. Paredis, H. Benjamin Brown, Pradeep K. Khosla摘要:一个迅速可部署的机械手系统,可以使再组合的标准化的硬件的灵活性用标准化的编程工具结合,允许用户迅速建立为一项规定的任务来通常地控制机械手。
数控车床毕业设计外文翻译
LathesLathes are machine tools designed primarily to do turning, facing and boring, Very little turning is done on other types of machine tools, and none can do it with equal facility. Because lathes also can do drilling and reaming, their versatility permits several operations to be done with a single setup of the work piece. Consequently, more lathes of various types are used in manufacturing than any other machine tool.The essential components of a lathe are the bed, headstock assembly, tailstock assembly, and the leads crew and feed rod.The bed is the backbone of a lathe. It usually is made of well normalized or aged gray or nodular cast iron and provides s heavy, rigid frame on which all the other basic components are mounted. Two sets of parallel, longitudinal ways, inner and outer, are contained on the bed, usually on the upper side. Some makers use an inverted V-shape for all four ways, whereas others utilize one inverted V and one flat way in one or both sets, They are precision-machined to assure accuracy of alignment. On most modern lathes the way are surface-hardened to resist wear and abrasion, but precaution should be taken in operating a lathe to assure that the ways are not damaged. Any inaccuracy in them usually means that the accuracy of the entire lathe is destroyed.The headstock is mounted in a foxed position on the inner ways, usually at the left end of the bed. It provides a powered means of rotating the word at various speeds . Essentially, it consists of a hollow spindle, mounted in accurate bearings, and a set of transmission gears-similar to a truck transmission—through which the spindle can be rotated at a number of speeds. Most lathes provide from 8 to 18 speeds, usually in a geometric ratio, and on modern lathes all the speeds can be obtained merely by moving from two to four levers. An increasing trend is to provide a continuously variable speed range through electrical or mechanical drives.Because the accuracy of a lathe is greatly dependent on the spindle, it is of heavy construction and mounted in heavy bearings, usually preloaded tapered roller or ball types. The spindle has a hole extending through its length, through which long bar stock can be fed. The size of maximum size of bar stock that can be machined when the material must be fed through spindle.The tailsticd assembly consists, essentially, of three parts. A lower casting fits on the inner ways of the bed and can slide longitudinally thereon, with a means for clamping the entire assembly in any desired location, An upper casting fits on the lower one and can be moved transversely upon it, on some type of keyed ways, to permit aligning the assembly isthe tailstock quill. This is a hollow steel cylinder, usually about 51 to 76mm(2to 3 inches) in diameter, that can be moved several inches longitudinally in and out of the upper casting by means of a hand wheel and screw.The size of a lathe is designated by two dimensions. The first is known as the swing. This is the maximum diameter of work that can be rotated on a lathe. It is approximately twice the distance between the line connecting the lathe centers and the nearest point on the ways, The second size dimension is the maximum distance between centers. The swing thus indicates the maximum work piece diameter that can be turned in the lathe, while the distance between centers indicates the maximum length of work piece that can be mounted between centers.Engine lathes are the type most frequently used in manufacturing. They are heavy-duty machine tools with all the components described previously and have power drive for all tool movements except on the compound rest. They commonly range in size from 305 to 610 mm(12 to 24 inches)swing and from 610 to 1219 mm(24 to 48 inches) center distances, but swings up to 1270 mm(50 inches) and center distances up to 3658mm(12 feet) are not uncommon. Most have chip pans and a built-in coolant circulating system. Smaller engine lathes-with swings usually not over 330 mm (13 inches ) –also are available in bench type, designed for the bed to be mounted on a bench on a bench or cabinet.Although engine lathes are versatile and very useful, because of the time required for changing and setting tools and for making measurements on the work piece, thy are not suitable for quantity production. Often the actual chip-production tine is less than 30% of the total cycle time. In addition, a skilled machinist is required for all the operations, and such persons are costly and often in short supply. However, much of the operator’s time is consumed by simple, repetitious adjustments and in watching chips being made. Consequently, to reduce or eliminate the amount of skilled labor that is required, turret lathes, screw machines, and other types of semiautomatic and automatic lathes have been highly developed and are widely used in manufacturing.2 Numerical ControlOne of the most fundamental concepts in the area of advanced manufacturing technologies is numerical control (NC). Prior to the advent of NC, all machine tools ere manually operated and controlled. Among the many limitations associated with manual control machine tools, perhaps none is more prominent than the limitation of operator skills. With manual control, the quality of the product is directly related to and limited to the skills of the operator. Numerical control represents the first major step away from human control of machine tools.Numerical control means the control of machine tools and other manufacturing systems through the use of prerecorded, written symbolic instructions. Rather than operating a machine tool, an NC technician writes a program that issues operational instructions to the machine tool. For a machine tool to be numerically controlled, it must be interfaced with a device for accepting and decoding the programmed instructions, known as a reader.Numerical control was developed to overcome the limitation of human operators, and it has done so. Numerical control machines are more accurate than manually operated machines, they can produce parts more uniformly, they are faster, and the long-run tooling costs are lower. The development of NC led to the development of several other innovations in manufacturing technology:Electrical discharge machining,Laser cutting,Electron beam welding.Numerical control has also made machine tools more versatile than their manually operated predecessors. An NC machine tool can automatically produce a wide of parts, each involving an assortment of widely varied and complex machining processes. Numerical control has allowed manufacturers to undertake the production of products that would not have been feasible from an economic perspective using manually controlled machine tolls and processes.Like so many advanced technologies, NC was born in the laboratories of the Massachusetts Institute of Technology. The concept of NC was developed in the early 1950s with funding provided by the U.S. Air Force. In its earliest stages, NC machines were able to made straight cuts efficiently and effectively.However, curved paths were a problem because the machine tool had to be programmed to undertake a series of horizontal and vertical steps to produce a curve. The shorter the straight lines making up the steps, the smoother is the curve, Each line segment in the steps had to be calculated.This problem led to the development in 1959 of the Automatically Programmed Tools (APT) language. This is a special programming language for NC that uses statements similar to English language to define the part geometry, describe the cutting tool configuration, and specify the necessary motions. The development of the APT language was a major step forward in the fur ther development from those used today. The machines had hardwired logic circuits. The instructional programs were written on punched paper, which was later to be replaced by magnetic plastic tape. A tape reader was used to interpret the instructions written on the tape for the machine. Together, all of this represented a giant step forward in the control of machine tools. However, there were a number of problems with NC at this point in its development.A major problem was the fragility of the punched paper tape medium. It was common for the paper tape containing the programmed instructions to break or tear during a machining process. This problem was exacerbated by the fact that each successive time a part was produced on a machine tool, the paper tape carrying the programmed instructions had to be rerun through the reader. If it was necessary to produce 100 copies of a given part, it was also necessary to run the paper tape through the reader 100 separate tines. Fragile paper tapes simply could not withstand the rigors of a shop floor environment and this kind of repeated use.This led to the development of a special magnetic plastic tape. Whereas the paper carried the programmed instructions as a series of holes punched in the tape, the plastic tape carried the instructions as a series of magnetic dots. The plastic tape was much stronger than the paper tape, which solved the problem of frequent tearing and breakage. However, it still left two other problems.The most important of these was that it was difficult or impossible to change the instructions entered on the tape. To made even the most minor adjustments in a program of instructions, it was necessary to interrupt machining operations and make a new tape. It was also still necessary to run the tape through the reader as many times as there were parts to be produced. Fortunately, computer technology became a reality and soon solved the problems of NC associated with punched paper and plastic tape.The development of a concept known as direct numerical control (DNC) solved the paper and plastic tape problems associated with numerical control by simply eliminating tape as the medium for carrying the programmed instructions. In direct numerical control, machine tools are tied, via a data transmission link, to a host computer. Programs for operating the machine tools are stored in the host computer and fed to the machine tool an needed via the data transmission linkage. Direct numerical control represented a major step forward over punched tape and plastic tape. However, it is subject to the same limitations as all technologies that depend on a host computer. When the host computer goes down, the machine tools also experience downtime. This problem led to the development of computer numerical control.3 TurningThe engine lathe, one of the oldest metal removal machines, has a number of useful and highly desirable attributes. Today these lathes are used primarily in small shops where smaller quantities rather than large production runs are encountered.The engine lathe has been replaced in today’s production shops by a wide variety of automatic lathes such as automatic of single-point tooling for maximum metal removal, andthe use of form tools for finish on a par with the fastest processing equipment on the scene today.Tolerances for the engine lathe depend primarily on the skill of the operator. The design engineer must be careful in using tolerances of an experimental part that has been produced on the engine lathe by a skilled operator. In redesigning an experimental part for production, economical tolerances should be used.Turret Lathes Production machining equipment must be evaluated now, more than ever before, this criterion for establishing the production qualification of a specific method, the turret lathe merits a high rating.In designing for low quantities such as 100 or 200 parts, it is most economical to use the turret lathe. In achieving the optimum tolerances possible on the turrets lathe, the designer should strive for a minimum of operations.Automatic Screw Machines Generally, automatic screw machines fall into several categories; single-spindle automatics, multiple-spindle automatics and automatic chucking machines. Originally designed for rapid, automatic production of screws and similar threaded parts, the automatic screw machine has long since exceeded the confines of this narrow field, and today plays a vital role in the mass production of a variety of precision parts. Quantities play an important part in the economy of the parts machined on the automatic screw machine. Quantities less than on the automatic screw machine. The cost of the parts machined can be reduced if the minimum economical lot size is calculated and the proper machine is selected for these quantities.Automatic Tracer Lathes Since surface roughness depends greatly on material turned, tooling , and feeds and speeds employed, minimum tolerances that can be held on automatic tracer lathes are not necessarily the most economical tolerances.In some cases, tolerances of 0.05mm are held in continuous production using but one cut . groove width can be held to 0.125mm on some parts. Bores and single-point finishes can be held to 0.0125mm. On high-production runs where maximum output is desirable, a minimum tolerance of 0.125mm is economical on both diameter and length of turn.车床车床主要是为了进行车外圆、车端面和镗孔等项工作而设计的机床。
毕业设计外文文献翻译(原文+译文)
Environmental problems caused by Istanbul subway excavation and suggestionsfor remediation伊斯坦布尔地铁开挖引起的环境问题及补救建议Ibrahim Ocak Abstract:Many environmental problems caused by subway excavations have inevitably become an important point in city life. These problems can be categorized as transporting and stocking of excavated material, traffic jams, noise, vibrations, piles of dust mud and lack of supplies. Although these problems cause many difficulties,the most pressing for a big city like Istanbul is excava tion,since other listed difficulties result from it. Moreover, these problems are environmentally and regionally restricted to the period over which construction projects are underway and disappear when construction is finished. Currently, in Istanbul, there are nine subway construction projects in operation, covering approximately 73 km in length; over 200 km to be constructed in the near future. The amount of material excavated from ongoing construction projects covers approximately 12 million m3. In this study, problems—primarily, the problem with excavation waste(EW)—caused by subway excavation are analyzed and suggestions for remediation are offered.摘要:许多地铁开挖引起的环境问题不可避免地成为城市生活的重要部分。
毕业设计(论文)外文原文及译文
毕业设计(论文)外文原文及译文一、外文原文MCUA microcontroller (or MCU) is a computer-on-a-chip. It is a type of microcontroller emphasizing self-sufficiency and cost-effectiveness, in contrast to a general-purpose microprocessor (the kind used in a PC).With the development of technology and control systems in a wide range of applications, as well as equipment to small and intelligent development, as one of the single-chip high-tech for its small size, powerful, low cost, and other advantages of the use of flexible, show a strong vitality. It is generally better compared to the integrated circuit of anti-interference ability, the environmental temperature and humidity have better adaptability, can be stable under the conditions in the industrial. And single-chip widely used in a variety of instruments and meters, so that intelligent instrumentation and improves their measurement speed and measurement accuracy, to strengthen control functions. In short,with the advent of the information age, traditional single- chip inherent structural weaknesses, so that it show a lot of drawbacks. The speed, scale, performance indicators, such as users increasingly difficult to meet the needs of the development of single-chip chipset, upgrades are faced with new challenges.The Description of AT89S52The AT89S52 is a low-power, high-performance CMOS 8-bit microcontroller with 8K bytes of In-System Programmable Flash memory. The device is manufactured using Atmel's high-density nonvolatile memory technology and is compatible with the industry-standard 80C51 instruction set and pinout. The on-chip Flash allows the program memory to be reprogrammed in-system or by a conventional nonvolatile memory programmer. By combining a versatile 8-bit CPU with In-System Programmable Flash on a monolithic chip, the Atmel AT89S52 is a powerful microcontroller which provides a highly-flexible and cost-effective solution to many embedded control applications.The AT89S52 provides the following standard features: 8K bytes ofFlash, 256 bytes of RAM, 32 I/O lines, Watchdog timer, two data pointers, three 16-bit timer/counters, a six-vector two-level interrupt architecture, a full duplex serial port, on-chip oscillator, and clock circuitry. In addition, the AT89S52 is designed with static logic for operation down to zero frequency and supports two software selectable power saving modes. The Idle Mode stops the CPU while allowing the RAM, timer/counters, serial port, and interrupt system to continue functioning. The Power-down mode saves the RAM contents but freezes the oscillator, disabling all other chip functions until the next interrupt or hardware reset.Features• Compatible with MCS-51® Products• 8K Bytes of In-System Programmable (ISP) Flash Memory– Endurance: 1000 Write/Erase Cycles• 4.0V to 5.5V Operating Range• Fully Static Operation: 0 Hz to 33 MHz• Three-level Program Memory Lock• 256 x 8-bit Internal RAM• 32 Programmable I/O Lines• Three 16-bit Timer/Counters• Eight Interrupt Sources• Full Duplex UART Serial Channel• Low-power Idle and Power-down Modes• Interrupt Recovery from Power-down Mode• Watchdog Timer• Dual Data Pointer• Power-off FlagPin DescriptionVCCSupply voltage.GNDGround.Port 0Port 0 is an 8-bit open drain bidirectional I/O port. As an output port, each pin can sink eight TTL inputs. When 1s are written to port 0 pins, the pins can be used as high-impedance inputs.Port 0 can also be configured to be the multiplexed low-order address/data bus during accesses to external program and data memory. In this mode, P0 has internal pullups.Port 0 also receives the code bytes during Flash programming and outputs the code bytes during program verification. External pullups are required during program verification.Port 1Port 1 is an 8-bit bidirectional I/O port with internal pullups. The Port 1 output buffers can sink/source four TTL inputs. When 1s are written to Port 1 pins, they are pulled high by the internal pullups and can be used as inputs. As inputs, Port 1 pins that are externally being pulled low will source current (IIL) because of the internal pullups.In addition, P1.0 and P1.1 can be configured to be the timer/counter 2 external count input (P1.0/T2) and the timer/counter 2 trigger input (P1.1/T2EX), respectively.Port 1 also receives the low-order address bytes during Flash programming and verification.Port 2Port 2 is an 8-bit bidirectional I/O port with internal pullups. The Port 2 output buffers can sink/source four TTL inputs. When 1s are written to Port 2 pins, they are pulled high by the internal pullups and can be used as inputs. As inputs, Port 2 pins that are externally being pulled low will source current (IIL) because of the internal pullups.Port 2 emits the high-order address byte during fetches from external program memory and during accesses to external data memory that use 16-bit addresses (MOVX @ DPTR). In this application, Port 2 uses strong internal pull-ups when emitting 1s. During accesses to external data memory that use 8-bit addresses (MOVX @ RI), Port 2 emits the contents of the P2 Special Function Register.Port 2 also receives the high-order address bits and some control signals during Flash programming and verification.Port 3Port 3 is an 8-bit bidirectional I/O port with internal pullups. The Port 3 output buffers can sink/source four TTL inputs. When 1s are written to Port 3 pins, they are pulled high by the internal pullups and can be used as inputs. As inputs, Port 3 pins that are externally being pulled low will source current (IIL) because of the pullups.Port 3 also serves the functions of various special features of the AT89S52, as shown in the following table.Port 3 also receives some control signals for Flash programming and verification.RSTReset input. A high on this pin for two machine cycles while the oscillator is running resets the device. This pin drives High for 96 oscillator periods after the Watchdog times out. The DISRTO bit in SFR AUXR (address 8EH) can be used to disable this feature. In the default state of bit DISRTO, the RESET HIGH out feature is enabled.ALE/PROGAddress Latch Enable (ALE) is an output pulse for latching the low byte of the address during accesses to external memory. This pin is also the program pulse input (PROG) during Flash programming.In normal operation, ALE is emitted at a constant rate of 1/6 the oscillator frequency and may be used for external timing or clocking purposes. Note, however, that one ALE pulse is skipped during each access to external data memory.If desired, ALE operation can be disabled by setting bit 0 of SFR location 8EH. With the bit set, ALE is active only during a MOVX or MOVC instruction. Otherwise, the pin is weakly pulled high. Setting the ALE-disable bit has no effect if the microcontroller is in external execution mode.PSENProgram Store Enable (PSEN) is the read strobe to external program memory. When the AT89S52 is executing code from external program memory, PSENis activated twice each machine cycle, except that two PSEN activations are skipped during each access to external data memory.EA/VPPExternal Access Enable. EA must be strapped to GND in order to enable the device to fetch code from external program memory locations starting at 0000H up to FFFFH. Note, however, that if lock bit 1 is programmed, EA will be internally latched on reset. EA should be strapped to VCC for internal program executions.This pin also receives the 12-volt programming enable voltage (VPP) during Flash programming.XTAL1Input to the inverting oscillator amplifier and input to the internal clock operating circuit.XTAL2Output from the inverting oscillator amplifier.Special Function RegistersNote that not all of the addresses are occupied, and unoccupied addresses may not be implemented on the chip. Read accesses to these addresses will in general return random data, and write accesses will have an indeterminate effect.User software should not write 1s to these unlisted locations, since they may be used in future products to invoke new features. In that case, the reset or inactive values of the new bits will always be 0.Timer 2 Registers:Control and status bits are contained in registers T2CON and T2MOD for Timer 2. The register pair (RCAP2H, RCAP2L) are the Capture/Reload registers for Timer 2 in 16-bit capture mode or 16-bit auto-reload mode.Interrupt Registers:The individual interrupt enable bits are in the IE register. Two priorities can be set for each of the six interrupt sources in the IP register.Dual Data Pointer Registers: To facilitate accessing both internal and external data memory, two banks of 16-bit Data Pointer Registers areprovided: DP0 at SFR address locations 82H-83H and DP1 at 84H-85H. Bit DPS = 0 in SFR AUXR1 selects DP0 and DPS = 1 selects DP1. The user should always initialize the DPS bit to the appropriate value before accessing the respective Data Pointer Register.Power Off Flag:The Power Off Flag (POF) is located at bit 4 (PCON.4) in the PCON SFR. POF is set to “1” during power up. It can be set and rest under software control and is not affected by reset.Memory OrganizationMCS-51 devices have a separate address space for Program and Data Memory. Up to 64K bytes each of external Program and Data Memory can be addressed.Program MemoryIf the EA pin is connected to GND, all program fetches are directed to external memory. On the AT89S52, if EA is connected to VCC, program fetches to addresses 0000H through 1FFFH are directed to internal memory and fetches to addresses 2000H through FFFFH are to external memory.Data MemoryThe AT89S52 implements 256 bytes of on-chip RAM. The upper 128 bytes occupy a parallel address space to the Special Function Registers. This means that the upper 128 bytes have the same addresses as the SFR space but are physically separate from SFR space.When an instruction accesses an internal location above address 7FH, the address mode used in the instruction specifies whether the CPU accesses the upper 128 bytes of RAM or the SFR space. Instructions which use direct addressing access of the SFR space. For example, the following direct addressing instruction accesses the SFR at location 0A0H (which is P2).MOV 0A0H, #dataInstructions that use indirect addressing access the upper 128 bytes of RAM. For example, the following indirect addressing instruction, where R0 contains 0A0H, accesses the data byte at address 0A0H, rather than P2 (whose address is 0A0H).MOV @R0, #dataNote that stack operations are examples of indirect addressing, so the upper 128 bytes of data RAM are available as stack space.Timer 0 and 1Timer 0 and Timer 1 in the AT89S52 operate the same way as Timer 0 and Timer 1 in the AT89C51 and AT89C52.Timer 2Timer 2 is a 16-bit Timer/Counter that can operate as either a timer or an event counter. The type of operation is selected by bit C/T2 in the SFR T2CON (shown in Table 2). Timer 2 has three operating modes: capture, auto-reload (up or down counting), and baud rate generator. The modes are selected by bits in T2CON.Timer 2 consists of two 8-bit registers, TH2 and TL2. In the Timer function, the TL2 register is incremented every machine cycle. Since a machine cycle consists of 12 oscillator periods, the count rate is 1/12 of the oscillator frequency.In the Counter function, the register is incremented in response to a1-to-0 transition at its corresponding external input pin, T2. In this function, the external input is sampled during S5P2 of every machine cycle. When the samples show a high in one cycle and a low in the next cycle, the count is incremented. The new count value appears in the register during S3P1 of the cycle following the one in which the transition was detected. Since two machine cycles (24 oscillator periods) are required to recognize a 1-to-0 transition, the maximum count rate is 1/24 of the oscillator frequency. To ensure that a given level is sampled at least once before it changes, the level should be held for at least one full machine cycle.InterruptsThe AT89S52 has a total of six interrupt vectors: two external interrupts (INT0 and INT1), three timer interrupts (Timers 0, 1, and 2), and the serial port interrupt. These interrupts are all shown in Figure 10.Each of these interrupt sources can be individually enabled or disabledby setting or clearing a bit in Special Function Register IE. IE also contains a global disable bit, EA, which disables all interrupts at once.Note that Table 5 shows that bit position IE.6 is unimplemented. In the AT89S52, bit position IE.5 is also unimplemented. User software should not write 1s to these bit positions, since they may be used in future AT89 products. Timer 2 interrupt is generated by the logical OR of bits TF2 and EXF2 in register T2CON. Neither of these flags is cleared by hardware when the service routine is vectored to. In fact, the service routine may have to determine whether it was TF2 or EXF2 that generated the interrupt, and that bit will have to be cleared in software.The Timer 0 and Timer 1 flags, TF0 and TF1, are set at S5P2 of the cycle in which the timers overflow. The values are then polled by the circuitry in the next cycle. However, the Timer 2 flag, TF2, is set at S2P2 and is polled in the same cycle in which the timer overflows.二、译文单片机单片机即微型计算机,是把中央处理器、存储器、定时/计数器、输入输出接口都集成在一块集成电路芯片上的微型计算机。
毕业设计(论文)译文格式参考
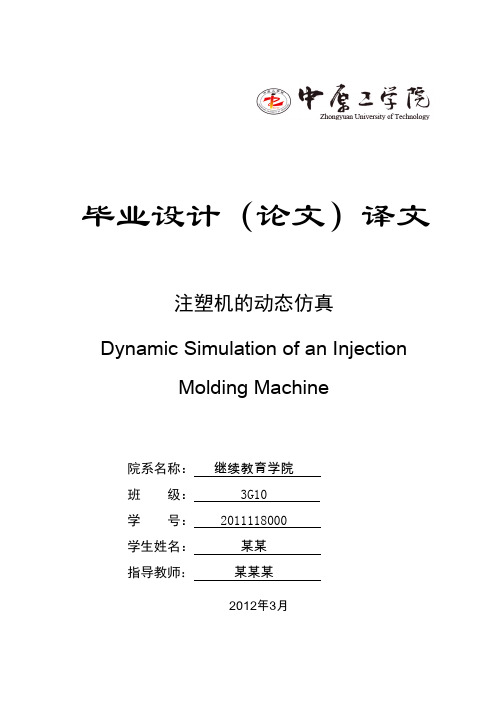
图4 : ADAMS的柔性体模型
液压模型
考虑到流量 Q 和压力 Δp 分别相当于电流和电压, 因此可以在流体动力系统和电路系统中进 行类比模拟。关于电阻、电容和感应系数的定义可以参阅参考资料[5]。DSHplus软件使用这种方 式对流体动力系统进行动态仿真。流动阻力和流动体积是仿真模型的基本组成部分,它们的相 互结合可以创建简单的或更为精确的模型。程序的后台处理程式是基于一维流动理论辅以实证 考虑的。DSHplus不能对非定常不均匀管流动进行模拟,因为这样的问题需要使用计算流体动力 学(Computational Fluid Dynamics,CFD)仿真工具来解决。尽管建立的仿真模型是简化的,但 是像DSHplus这样的软件在流体技术的动态分析中还是广泛应用的。
ˆ
ˆ T )T ξ = ( x y zψ θ φ q
(5)
式中 x, y, z ,ψ , θ , ϕ , 是柔性体本身参考坐标系的坐标,用以描述六刚体模态。运动方程的最 终形式是:
3
+ M − 1 ∂M ξ Mξ 2 ∂ξ
式中, ξ —广义坐标,
∂VG T ξ ξ + K ξ + ∂ξ + Dξ +ψ ξ λ = Q
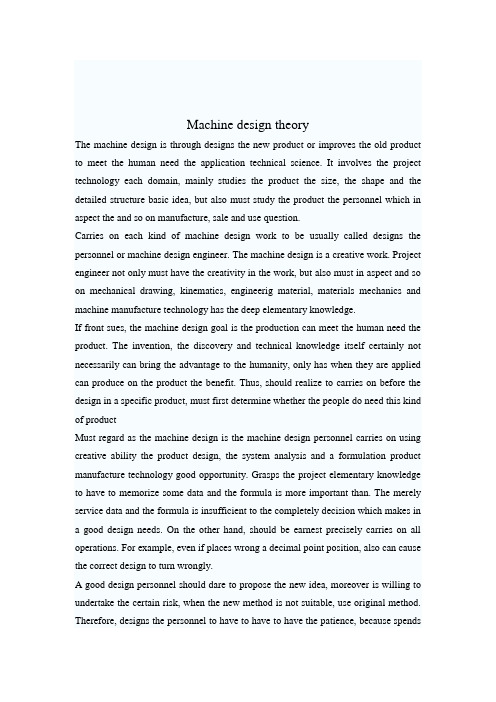
整体有限元模型60543个自由度 0.0HZ 113.8HZ 114.9HZ 157.6 HZ 161.8 HZ 200.4 HZ 211.0 HZ 284.4 HZ …
4
模态参数 q 29个自由度 0.0HZ 114.6HZ 116.2 HZ 161.9 HZ 165.4 HZ 202.6 HZ 211.1 HZ 288.8 HZ …
u i u = b = ui Φ C
0 qC = Φq ΦN qN
机械设计外文翻译(中英文)
Machine design theoryThe machine design is through designs the new product or improves the old product to meet the human need the application technical science. It involves the project technology each domain, mainly studies the product the size, the shape and the detailed structure basic idea, but also must study the product the personnel which in aspect the and so on manufacture, sale and use question.Carries on each kind of machine design work to be usually called designs the personnel or machine design engineer. The machine design is a creative work. Project engineer not only must have the creativity in the work, but also must in aspect and so on mechanical drawing, kinematics, engineerig material, materials mechanics and machine manufacture technology has the deep elementary knowledge.If front sues, the machine design goal is the production can meet the human need the product. The invention, the discovery and technical knowledge itself certainly not necessarily can bring the advantage to the humanity, only has when they are applied can produce on the product the benefit. Thus, should realize to carries on before the design in a specific product, must first determine whether the people do need this kind of productMust regard as the machine design is the machine design personnel carries on using creative ability the product design, the system analysis and a formulation product manufacture technology good opportunity. Grasps the project elementary knowledge to have to memorize some data and the formula is more important than. The merely service data and the formula is insufficient to the completely decision which makes in a good design needs. On the other hand, should be earnest precisely carries on all operations. For example, even if places wrong a decimal point position, also can cause the correct design to turn wrongly.A good design personnel should dare to propose the new idea, moreover is willing to undertake the certain risk, when the new method is not suitable, use original method. Therefore, designs the personnel to have to have to have the patience, because spendsthe time and the endeavor certainly cannot guarantee brings successfully. A brand-new design, the request screen abandons obsoletely many, knows very well the method for the people. Because many person of conservativeness, does this certainly is not an easy matter. A mechanical designer should unceasingly explore the improvement existing product the method, should earnestly choose originally, the process confirmation principle of design in this process, with has not unified it after the confirmation new idea.Newly designs itself can have the question occurrence which many flaws and has not been able to expect, only has after these flaws and the question are solved, can manifest new goods come into the market the product superiority. Therefore, a performance superior product is born at the same time, also is following a higher risk. Should emphasize, if designs itself does not request to use the brand-new method, is not unnecessary merely for the goal which transform to use the new method.In the design preliminary stage, should allow to design the personnel fully to display the creativity, not each kind of restraint. Even if has had many impractical ideas, also can in the design early time, namely in front of the plan blueprint is corrected. Only then, only then does not send to stops up the innovation the mentality. Usually, must propose several sets of design proposals, then perform the comparison. Has the possibility very much in the plan which finally designated, has used certain not in plan some ideas which accepts.How does the psychologist frequently discuss causes the machine which the people adapts them to operate. Designs personnel''s basic responsibility is diligently causes the machine to adapt the people. This certainly is not an easy work, because certainly does not have to all people to say in fact all is the most superior operating area and the operating process.Another important question, project engineer must be able to carry on the exchange and the consultation with other concerned personnel. In the initial stage, designs the personnel to have to carry on the exchange and the consultation on the preliminary design with the administrative personnel, and is approved. This generally is through the oral discussion, the schematic diagram and the writing material carries on. In order to carry on the effective exchange, needs to solve the following problem:(1) designs whether this product truly does need for the people? Whether there is competitive ability(2) does this product compare with other companies'' existing similar products?(3) produces this kind of product is whether economical?(4) product service is whether convenient?(5) product whether there is sale? Whether may gain?Only has the time to be able to produce the correct answer to above question. But, the product design, the manufacture and the sale only can in carry on to the above question preliminary affirmation answer foundation in. Project engineer also should through the detail drawing and the assembly drawing, carries on the consultation together with the branch of manufacture to the finally design proposal.Usually, can have some problem in the manufacture process. Possibly can request to some components size or the common difference makes some changes, causes the components the production to change easily. But, in the project change must have to pass through designs the personnel to authorize, guaranteed cannot damage the product the function. Sometimes, when in front of product assembly or in the packing foreign shipment experiment only then discovers in the design some kind of flaw. These instances exactly showed the design is a dynamic process. Always has a better method to complete the design work, designs the personnel to be supposed unceasingly diligently, seeks these better method.Recent year, the engineerig material choice already appeared importantly. In addition, the choice process should be to the material continuously the unceasing again appraisal process. The new material unceasingly appears, but some original materials can obtain the quantity possibly can reduce. The environmental pollution, material recycling aspect and so on use, worker''s health and security frequently can attach the new limiting condition to the choice of material. In order to reduce the weight or saves the energy, possibly can request the use different material. Comes from domestic and international competition, to product service maintenance convenience request enhancement and customer''s aspect the and so on feedback pressure, can urge the people to carry on to the material reappraises. Because the material does not select when created the product responsibility lawsuit, has already had the profoundinfluence. In addition, the material and between the material processing interdependence is already known by the people clearly. Therefore, in order to can and guarantees the quality in the reasonable cost under the premise to obtain satisfaction the result, project engineer makes engineers all to have earnestly carefully to choose, the determination and the use material.Makes any product the first step of work all is designs. Designs usually may divide into several explicit stages: (a) preliminary design; (b) functional design; (c) production design. In the preliminary design stage, the designer emphatically considered the product should have function. Usually must conceive and consider several plans, then decided this kind of thought is whether feasible; If is feasible, then should makes the further improvement to or several plans. In this stage, the question which only must consider about the choice of material is: Whether has the performance to conform to the request material to be possible to supply the choice; If no, whether has a bigger assurance all permits in the cost and the time in the limit develops one kind of new material.In the functional design and the engineering design stage, needs to make a practical feasible design. Must draw up the quite complete blueprint in this stage, chooses and determines each kind of components the material. Usually must make the prototype or the working model, and carries on the experiment to it, the appraisal product function, the reliability, the outward appearance and the service maintenance and so on. Although this kind of experiment possibly can indicate, enters in the product to the production base in front of, should replace certain materials, but, absolutely cannot this point take not earnestly chooses the material the excuse. Should unify the product the function, earnestly carefully considers the product the outward appearance, the cost and the reliability. Has the achievement very much the company when manufacture all prototypes, selects the material should the material which uses with its production in be same, and uses the similar manufacture technology as far as possible. Like this has the advantage very much to the company. The function complete prototype if cannot act according to the anticipated sales volume economically to make, or is prototypical and the official production installment has in the quality and the reliable aspect is very greatly different, then this kind of prototypedoes not have the great value. Project engineer is best can completely complete the material in this stage the analysis, the choice and the determination work, but is not remains it to the production design stage does. Because, is carries on in the production design stage material replacement by other people, these people are inferior to project engineer to the product all functions understanding. In the production design stage, is should completely determine with the material related main question the material, causes them to adapt with the existing equipment, can use the existing equipment economically to carry on the processing, moreover the material quantity can quite be easy to guarantee the supply.In the manufacture process, inevitably can appear to uses the material to make some changes the situation. The experience indicated that, may use certain cheap materials to take the substitute. However, in the majority situation, in will carry on the production later to change the material to have in to start before the production to change the price which the material will spend to have to be higher than. Completes the choice of material work in the design stage, may avoid the most such situations. Started after the production manufacture to appear has been possible to supply the use the new material is replaces the material the most common reason. Certainly, these new materials possibly reduce the cost, the improvement product performance. But, must carry on the earnest appraisal to the new material, guarantees its all performance all to answer the purpose. Must remember that, the new material performance and the reliable very few pictures materials on hand such understood for the people. The majority of products expiration and the product accident caused by negligence case is because in selects the new material to take in front of substitution material, not truly understood their long-term operational performance causes.The product responsibility lawsuit forces designs the personnel and the company when the choice material, uses the best procedure. In the material process, five most common questions are: (a) did not understand or cannot use about the material application aspect most newly the best information paper; (b) has not been able to foresee and to consider the dusk year possible reasonable use (for example to have the possibility, designs the personnel also to be supposed further to forecast and the consideration because product application method not when creates consequence.ecent years many products responsibilities lawsuit case, because wrongly uses theplaintiff which the product receives the injury to accuse produces the factory, and wins the decision); (c) uses the material data not entire perhaps some data are indefinite, works as its long-term performance data is the like this time in particular;(d) the quality control method is not suitable and not after the confirmation; (e) the personnel which completely is not competent for the post by some chooses the material.Through to the above five questions analysis, may obtain these questions is does not have the sufficient reason existence the conclusion. May for avoid these questions to these questions research analyses the appearance indicating the direction. Although uses the best choice of material method not to be able to avoid having the product responsibility lawsuit, designs the personnel and the industry carries on the choice of material according to the suitable procedure, may greatly reduce the lawsuit the quantity.May see from the above discussion, the choice material people should to the material nature, the characteristic and the processing method have comprehensive and thebasic understanding.翻译:机械设计理论机械设计,通过设计新产品或改进老产品,以满足人类需要的应用技术科学。
毕业设计方案外文资料翻译
附件1:外文资料翻译译文关于参数化设计的回顾和一些经验Javier MonederoDepartamento de Expresio´n Gra´fica Arquitecto´nica, UniÍersitat Politecnica de Catalunya,Diagonal 649, 08028 Barcelona, Spain摘要:在过去的数年中,作为呈现和传递工程计算结果的计算机辅助工具,有着非常显著的发展。
但是直到今天,还没有一种开发软件能在协助设计产生一种简单、互动的建筑形式方面取得与之相当的进步。
更糟糕的是,那些将计算机视为一种直接有效的工具,并利用其所提供的强大功能来设计建筑形式的设计师们仍然是个例外。
建筑学的产生发展依然延续着传统的方式,这之中计算机只不过是一个起草工具而已。
尽管意见上会有很大分歧,但是我们可以很容易的确定引起这些现象的主要因素。
在我看来,试图推进过快是一个错误,举例来说,有人主张使用基于专家系统和人工智能的集中设计方法,但是却没有一个合适的工具来生成和修改简单的立体模型。
我们现在所拥有的建模工具并不理想。
它们的主要限制是一旦模型建立,它们缺乏适当的工具来交互式的修改它。
任何设计活动都有一个基本方面,即设计者在不断前进和后退中,一次又一次的重新制订模型的某些特定方面,或其总体布局,甚至又回到以前暂时放弃的那个解决方案上。
本文提出了关于参数化设计的实际情况和可能被纳入到未来建筑设计工具的最新发展总摘要,以及他们的一些对于建筑的中肯的批评意见。
关键词:几何造型;建筑和建筑模型;参数化设计。
1 目前的三维模型在建筑行业,三维模型从商业视角上被划分成如下几类技术:多边形有孔类建模,实体建模和类似曲线曲面的非均匀有理B样条的参数化表面建模。
大多数建筑模型的生成仍在使用第一种方法,再加上一些适当的允许使用如下命令的接口,例如“三维表面”,具有“宽度和厚度”或“旋转波纹”“突出波纹”“标准波纹”效果的折线,等等。
毕业设计外文文献翻译
毕业设计外文文献翻译毕业设计外文文献翻译在现代高等教育体系中,毕业设计是学生完成学业的重要环节之一。
它不仅是对所学知识的综合运用,也是对学生能力的全面考察。
在毕业设计中,外文文献的翻译是必不可少的一部分。
本文将探讨毕业设计外文文献翻译的重要性以及一些技巧和挑战。
首先,毕业设计外文文献翻译的重要性不可忽视。
随着全球化的发展,学术界的交流和合作也日益频繁。
外文文献作为学术研究的重要资源,可以提供最新的理论和研究成果。
通过翻译外文文献,学生可以接触到更广泛的学术观点,了解国际前沿的研究进展。
同时,外文文献翻译也是培养学生跨文化交流能力和研究能力的重要途径。
然而,毕业设计外文文献翻译也面临一些挑战。
首先是语言障碍。
不同语言之间的差异使得翻译过程变得复杂。
学生需要熟悉目标语言的语法、词汇和表达方式,才能准确地传达原文的意思。
其次是专业术语的翻译。
毕业设计往往涉及到特定领域的知识,其中包含大量的专业术语。
学生需要具备良好的专业素养,才能准确地理解和翻译这些术语。
此外,时间压力也是一个挑战。
毕业设计的截止日期通常紧迫,学生需要在有限的时间内完成大量的翻译工作。
为了应对这些挑战,学生可以采取一些技巧。
首先是建立良好的英语基础。
学生应该注重英语的听、说、读、写能力的培养,提高对英语语法和词汇的掌握。
其次是积累专业词汇。
学生可以通过阅读相关领域的英文书籍和期刊,积累专业术语和表达方式。
此外,学生还可以利用翻译工具和资源,如在线词典和翻译软件,提高翻译效率和准确性。
最重要的是,学生需要保持耐心和恒心,不断练习和提升自己的翻译能力。
毕业设计外文文献翻译不仅仅是一项任务,更是一种能力的培养和提升。
通过翻译外文文献,学生可以提高自己的语言表达能力和理解能力,培养自己的独立思考和创新能力。
同时,翻译也是一种跨文化交流的方式,可以促进不同国家和地区之间的学术合作和交流。
因此,学生应该重视毕业设计外文文献翻译,将其视为自我提升和学术发展的机会。
毕业设计(论文)外文资料翻译(崔涛)
毕业设计(论文)外文资料翻译学院:机械工程学院专业:机械设计制造及其自动化姓名:崔涛学号: 090501614外文出处: Robotics and Computer-IntegratedManufacturing 25 (2009) 73-80 附件: 1.外文资料翻译译文;2.外文原文。
附件1:外文资料翻译译文科学指南机器人和计算机集成制造25(2009)73–80一个外旋轮线专用的固定循环数控铣床Sotiris L. Omirou a, , Andreas C. Nearchou b——弗雷德里克大学机械工程系,尼科西亚,塞浦路斯,塞浦路斯——希腊帕特雷大学工商管理系发表于2006年9月20日,修改更新从2007年7月23日到2007年9月10日。
摘要提出了一个加工外旋轮线边界的特定的铣床组策略,该方法适用于被集成到一个控制器的数控铣床,对于旋转式内燃发动机(汪克尔),旋转活塞泵和一般外旋轮线形外壳的加工设计特别有用。
方案可以提供较高的精度,其中铣机是通过利用数控插补算法实现的,表面质量控制,是通过粗加工和精加工来实现,整个加工任务可以被编程在一块。
最后,该方法的有效性通过仿真试验验证所产生的刀具路径来实现。
关键词:数控;程序加工;刀具路径生成;偏移曲线;外旋轮线1介绍智能周期提供了一种数控机床来完成重复使用的G / M代码语言的新的加工操作的编程方法。
从本质上讲,智能周期是一个指令被预先设定并永久存储的集机控制器。
它们的使用,消除了许多编程的繁琐需要,减少了编程时间,并简化了整个编程过程。
所有数控加工控制是智能的,这些固定循环可以执行一定的代码,输入任何所需的变量信息。
钻,反钻,深孔钻或槽的加工是标准智能循环应用的例子。
然而,标准智能循环在数量和能力有限,无法容纳复杂的几何形状的日益增加的应用需求。
在加工一个外旋轮线构造特征的情况下,不能用标准智能循环处理。
尽管有其重要的加工应用,现代数控系统仍缺乏类似的专用智能周期。
毕设英文翻译英文版
72页Machine Tools Objectived.Machine tools are the main engines of the manufacturing industry. This chapter covers a few of the details that are common to all classes of machine tools discussed in this book. After completing the chapter, the reader will be able to>understand the classification ofthe various machine tools used in manufacturing industries.>identify the differences between generating and forming of surfaces.> identify various methods used to generate different types of surfaces. >distinguish between the different accuracies and surface finishes that are achievable with different machine tools.>understand the different components of the machine tools and their functions.>learn about the different support structures used in the machine tools. >understand the various actuation systems that are useful to generate the required surfaces.>Learn the different types of guideways used in the machine tools.>understand the work holding requirements.3.1 INTRODUCTIONThe earliest known machine tools are the Egyptian foot-operated lathes.These machine tools were developed essentially to allow for the introduction of accuracy in manufacturing.A machine tool is defined as one which while holding the cutting tools, would be able to remove metal from a workpiece in order to generate the requisite job of given size, configuration, and finish. It is different from a machine, which is essentially a means of converting the source of power from one form to the other. The machine tools are the mother machines since without them, no components can be produced in their finished form. They are very old and the industrial revolution owes its success to them.A machine tool is required to provide support to the workpiece and cutting tools as well as provide motion to one or both of them in order to generate the required shape on the workpiece. The form generated depends upon the type of machine tool used.In the last two centuries, the machine tools have been developed substantially. The machine tool versatility has grown to cater to the varied needs Of the new inventors coming with major developments. For example,James Watt's steam engine could be proven only after a satisfactory method was found to bore theengine cylinder with a boring bar by Wilkinson around1775.A machine tool is designed to perform certain primaryfunctions, but the extent to which it can be exploited to perform secondaryfunctions is a measure of its flexibility.Generally,the flexibility o f the machine tool is increased by the use of secondary functional attachments,such as radius or spherical turning attachment for a centre lathe.Alternatively,to improve productivity,special attach ments are added,which also reduce the flexibility.3.2CLASSIFICATION OF MACHINE TOOLSThere are many ways in which the machine tools can be classified .One such classification based on the production capability and a pplication is shown below:1.General purpose machine tools(GPM)are thosedesigned to pe rform a variety of machining operations ona wide range of compo nents.By the very nature ofgeneralisation,the general purpose m achine tools are though capable of carrying out a variety of tasks, would not be suitable for large production,since the setting time for any given operation is large.Thus,the idle time onthe general purpose machine tools is more and the machine utilisation is po or.The machine utilisation may be termed as the percentage of a ctual machining or chip generating time to the actual time availab le.This is much lower for the general purpose machine tools.The y may also be termed as the basic machine tools.Further,skilled operators would be required to run the general pu rpose machine tools.Hence,their utility is in job shops,such as catering to small batch and large variety job production,where the requirement is versatilityrather than productioncapability.Examplesa relathe,shaper,and milling machine.2Production machine tools are those where a numberof function s of the machine tools are automated such that the operator skill required to produce the componentis reduced.Also,this would h elp in reducing the idle time of the machine tool,thus improving the machine utilisation.It is also possible that a general purpose machine tool may be converted into a production machine tool by the utilisation of jigs and fixtures for holding theworkpiece.Th ese have been developed from the basic machine tools.Some exa mples are capstan lathes,turret lathes,automats,and multiple spi ndle drilling ma chines.The setting time for a given job is more.Also,toolingdesign for a given job is more time consuming and expensive.Hence the pro duction machine tools can only beused for large volume productio n.3.Special purpose machine tools(SPM)are those machine tools in which the setting operation for the job and tools is practically eliminated and complete automationis achieved.ms greatly reduce s the actual manufacturing time of a component and helps in the reduction of costs.These tools are used for mass manufacturing.These machine tools are expensive compared to the general purp ose machines since they are specifically designed for thegiven appl ication,and are restrictive in their application capabilities.Example s are cam shaft grinding machine,connecting rod twin boring mac hine,and piston turning lathe.4.Single purpose machine tools are those,which are designed specifically for doing a single operation on a class of jobs or on a single job.These tools have thehighest amount of automat ion and are used for really high rates of production.These are used specifically for one product only,and thus have the least f lexibility.However,these do not require any manual interventio n andare most cost effective.Examples are transfer linescompose d of unit heads for completely machining any givenproduct.The application of the above four types can beshown graphically in Fig.3.1.Fig.3.1Application of machine tools based on the capability.3.3GENERATING AND FORMINGGenerally,the component shape is produced in machinetools by two different techniques,gener ating andforming.Generating is the technique in which the required profile is ob tained by manipulating the relative motions of the workpiece and the cutting tool edge.Thus,theobtained contour would not be identical to the shapeof the cutting tool edge.This is generall y used for amajority of the general profiles required.The type of surface generated depends on the primary motion ofthe wor kpiece as well as the secondary or feed motion of the cutting t ool.For example,when the workpiece is rotated and a single point tool is moved along a straight line parallel to the axis ofrotati on of the workpiece,a helical surface is generated,as shown in Fig.3.2(a).If thepitch of the helix or feed rate is extremely s mall,orthe surface generated may be approximated to a cylinder.Thisis carried outinladlesandiscalledturningorcylindricalturning.Fig.3.2Generating and forming of surfaces by machine tools.An alternate method of obtaining the given profile is called formi ng in which,the shape of the cutting tool is impressed upon the workpiece,as shown in fig.3.2(b).Thus,the accuracy Of the obt ained shape dependupon the accuracy of the form of the tool used.However,many of the machine tool operations areactually combi nations of the above two.For example.when a dove tail is cut,the actual profile is obtainedby sweeping the angular cutter along the straight line.Thus,it involves forming(angular cutter profile)and generating(sweeping along a line),as shown in Fig.3.3.Fig3.3Generation of surface.3.4METHODS OF GENERATING SURFACESFig.3.4Classification of machine tools using single point cuttingtools.A large number of surfaces can be generated orformed with the help of the motions given to the tooland the workpiece.The sha pe of the tool also makes a very important contribution to the fi nal surface obtained Basically,there are two types of motions giv en in amachine tool.The primary motion given to the workpieceo r cutting tool constitutes the cutting speed,which causes a relativ e motion between the tool and workpiece such that the face of the cutting tool approaches the material to be ually,t he primary motion consumes most of the cutting power.The seco ndary motion isone which feeds the tool relatively past the workp iece.The combination of the primary and secondary motions isres ponsible for the generation of specific surfaces.Sometimes,there would be a tertiary movement in between thecutsforspecificsurfaces.A classification of machine tools based on themotions is shown i n Fig.3.4,for single point tools,and Fig.3.5for multi-point tools. In the case of job rotation,cylindrical surfaces would be generat ed,as shown in Fig.3.6,when a tool is fed in a direction paralle l to the axis of rotation.When the feeding direction is not paralle l to the axis of rotation,complex surfaces,such as cones(Fig.3.7), or contours(Fig.3.8)can begenerated.The tools used in the ab ove cases are of single point.If the tool motion is perpendicular to the axis of rotation,a plane surface would be generated,assho wn in Fig.3.9.However,if a cutting tool of a given form is fed i n a direction perpendicular to the axisof rotation,also called plun ge cutting,a contour surfaceof revolution would be obtained,as shown in Fig.3.10.Fig.3.5Classification of machine tools usingmulti-pointcuttingtools.Plane surface generation in shaping Plane surfaces canbe generat ed when the job or tool reciprocates for theprimary motion,as sh own in Fig.3.11,without any rotation.With the multi-point tools generally plane surfaces aregenerated,a s shown in Fig.3.12.However,in this situation,a combination of forming and generating,is used to get a variety of complex surf aces,which are otherwise impossible to get through the single-poi nt tool operations.Some typical examples are the spur gear hobbin g andspiral milling of formed cavities.3.5ACCURACY AND FINISH ACHIEVABLEIt is necessary to select a given machine tool or mchining operat ion for a job such that it is the lowest cost option.There are var ious operations possible for a given type of surface and each one has its own characteristics in terms of possible accuracy,surface finish,andcost.This selection is made at the time of process plan ning.The obtainable accuracy for various types of machine tools i s shown in Table3.1.The surface finish expected from the variou s processes is shown in Fig.3.13.The values presented in Table3 .1and Fig.3.13areonly a rough guide.The actual values greatly vary depending on the condition of the machine tool,the cuttingt ool used,and the various cutting process parameters.80Manufacturing TechnologyBASIC ELEMENTS OF MACHINE TOOLS3.6 BASIC ELEMENTS OF MACHINE TOOLSThe various components that are present in all the machine tools may be identified as follows:•Work holding device to hold the workpiece in thecorrect orient ation to achieve the required in manufacturing,for example chuck. •Tool holding device to hold the cutting tool in thecorrect posit ion with respect to the workpiece,and provide enough holding fo rce to counteract the cutting forcesacting on the tool,example to ol•Work motion mechanism to provide the necessary speed to th e workpiece for generating the surface,examplehead stock.•Tool motion mechanism to provide the various motions needed for the tool in conjunction with workpiece motion in order to ge nerate the required surface profiles,example carriage.•Support structure to support all the mechanisms shown above, and maintain their relative position with respect to each other,a nd allow for relative movement between the various parts to obta in the*requisite part profile and accuracy,example bed.The type of device or mechanism used variesdepending on the t ype of machine tool and thefunction it is expected to serve.In th is chapter,some of the more common elements would be discuss ed.However,further details may be found in the chapters where the actual machine tools are discussed.The various motions that need to be provided in themachine too l are cutting speed and feed.The range ofspeed and feed rates t o be provided in a given machine tool depends on the capability of the machine tooland the range of work materials that are expe cted to be processed.Basically,the actual speed and feed chosen depends upon the•work material,•required production rate,•required surface finish,and•expected accuracy.The drive units in a machine tool are expected to provide the re quired speed and convert the rotational speed into linear motion. Details of these may be found in books dealing with machine tool design.3.7SUPPORT STRUCTURESThe broad categories of support structures found in various machi ne tools are shown in Fig.3.14.They may beclassified as beds(h orizontal structures)or columns(vertical structures).The main requirements of the support structure are•Rigidity•Accuracy of guideways•Impact resistance•Wear resistanceBed provides a support for all the elements presentin a machine tool.It also provides the true relative positions Of all units in m achine tools.Some of these units may be sliding on the bed or fi xed.For the purpose Of sliding,accurate guideways are provided. Bed weight is approximately half the total weight of the machinet ool.The basic construction of a bed is like a box,to provide the highest possible rigidity with low weight.Toincrease the rigidity,th e basic box structure is added with various types of ribs,as shown in Fig.3.15.The addition of ribs complicates the manufacturing process forthe beds.Beds are generally constructed using cast iron or alloy cast iron c onsisting of alloying elements,such as nickel,chromium,and moly bdenum.With cast iron,because of the intricate designs of the b eds,the casting defectsmay not be fully eliminated.Alloy steel structure is also used for making beds.The predomina nt manufacturing method used is welding.The following advantage s can be claimed for steel construction:(a)With steels,the wall t hickness can be reduced.Thus,greater strength and stiffness for th e same weightwould be possible with alloy steel bed construction.(b)Walls of different thicknesses can be conveniently welded.W hereas in casting,this would create problems.(c)Repair of welded structures would be easier.(d)Large machining allowances would have to be provided for ca sting to remove the defects and hardConcrete is also tried as bed material.Its choice is mainly because of the large damping capac ity.For precisionmachine tools and measuring machines,granite is also used as the bed material.The major types of bed styles used in the machinetools are sho wn in Fig.3.16.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
雕刻机毕业设计外文文献翻译附录1 外文翻译-原文部分DXF File Identification with C# for CNC Engraving Machine System Huibin Yang, Juan YanAbstractThis paper researches the main technology of open CNC engraving machine,the DXF identification technology. Agraphic information extraction method is proposed. By this method,the graphic information in DXF file can be identified and transformed into bottom motion controller’s code. So the engraving machine can achieve trajectory tracking. Then the open CNC engraving machine system is developed with C#. At last, the method is validated on a three axes motion experiment platform. The result shows that this method can efficiently identify the graphic information including line, circle, arc etc. in DXF file and the CNC engraving machine can be controlled well. KeywordsDXF, CNC Engraving Machine , GALIL,C#1.IntroductionWith the development of pattern recognition techniques, modern CNC engraving machine needn’t be programmed manually. By importing graphics file, the corresponding shape will be engraved by the machine immediately. The operating process of the machine is simplified enormously, and the rich programming knowledge is no longer need for operators. Among them, DXFidentification is a key technology of CNC engraving machine. By reading and recognition of the DXF file, the machining track can be directly generated, so the motion control of the CNC engraving machine can be achieved.2. Research StatusResearchers have done a lot of researches on how to contact CAD software to NC code. Omirou and Barouniproposed a series of machine codes, with which the advanced programming ability is integrated into the control of modern CNC milling machine system [1]. Kovacic and Brezocnik proposed the concept of which using the genetic algorithm to program the CNC machine based on the CAD model under manufacturing environment [2].But some problems are still existed in this kind of CNC programming (such as the artificial participation degree is higher and the efficiency is lower).The research direction of Chinese researchers mainly includes two aspects. One is the theoretical study of DXF file and NC machining, the other is the application of DXF file reading. ZhaiRui and Zhang Liang proposed a program structure, which is used to read data information of DXF file and do some preprocess based on the cross platform open source library DXF Lib by the analysis of DXF file structure characteristic [3]. Huang Jieqiong and Yuan Qun wrote the interface program to read the stored parts graphic information in DXF file by use of the object-oriented secondary development tools, Object ARX and C++, in the research of stamping parts machining. The stamping parts geometric model is automatically created by the automatic generationalgorithm of closed contour [4].3. DXF File and Graphic Information Extraction3.1. DXF FileDXF (Drawing Exchange File) is a representation of all information labeled data contained in the AutoCAD graphics file, and the ASCII or binary file format of AutoCAD file. It can be used as input/output interface and graphics file exchange between AutoCAD and other graphics applications [5].A complete DXF file is composed of six segments called SECTION. These segments were HEADER,CLASSES, TABLES, BLOCKS, ENTITIES and file ending character (group code is 0,group value is EOF)3.2. Graphic Information Extraction MethodIn order to extract useful information of the graphic, many parts in the file can be ignored. The corresponding geometric description can be completed as long as the sections of TABLES,BLOCK, ENTITIES are obtained. Each graphic element in the DXF file are stored with a fixed format, so it is convenient for data exchange, and also called its readability. The characteristics of each individual graphic element in DXF file is described by the parameter (group) consisted by paired group code and group value. Therefore, according to the target of open CNC engraving machine, it is enough to describe the target geometry contour by reading the ENTITIES section in DXF files only. The particular identification process is: First search the DXF file until the “ENTITLES” is found, then build a graphic element object. Then search the graphic element type (LINE, CIRCLE, ARC),and search the corresponding value followed by the group code. For example, if the program has found the ENTITLES section and confirm the first graphic element is LINE (The program found “LINE” after “ENTITLES”). Then it will search the group code which represents the。