不锈钢304焊接工艺评定报告PQR
304 12mm板状对接氩弧焊 焊接工艺评定-16页文档资料
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
其他
注:对每一种母材与焊接材料的组合均需分别填表。
共2页第2页
焊接位置:
对接焊缝的位置2G
立焊的焊接方向:(向上、向下)/
角焊缝位置/
立焊的焊接方向: (向上\向下)/
焊后热处理:
温度范围(℃)/
保温时间范围(h)/
预热:
最小预热温度(℃)/
编制
日期
审核
日期
注:对每一种母材与焊接材料的组合均需分别填表。
预焊接工艺规程(pWPS)
共2页第1页
单位名称:xxx公司
预焊接工艺规程编号:pWPS-005日期xxxx年04月23日所依据焊接工艺评定报告编号:PQR005
焊接方法:GTAW机动化程度(手工、机动、自动):手工
焊接接头:
坡口形式:V
衬垫(材料及规格):/
焊接方法:GTAW保护焊:氩气保护焊
执行标准NB/T47014要求完成日期:xxxx年06月7日
检验项目
检验标准
评定指标
检验项目
检验标准
评定标准
试样数量
外观检查
目测
无裂纹
拉伸
试验
常温
GB/T228
NB/T47014
2
无损检测
射线
JB/T4730
II
超声
/
/
弯曲
试验
侧弯
GB/T2653
NB/T47014
4
渗透
/
/
磁粉
/
/
冲击
试验
焊接工艺评定报告(PQR)
焊接工艺评定报告(PQR)
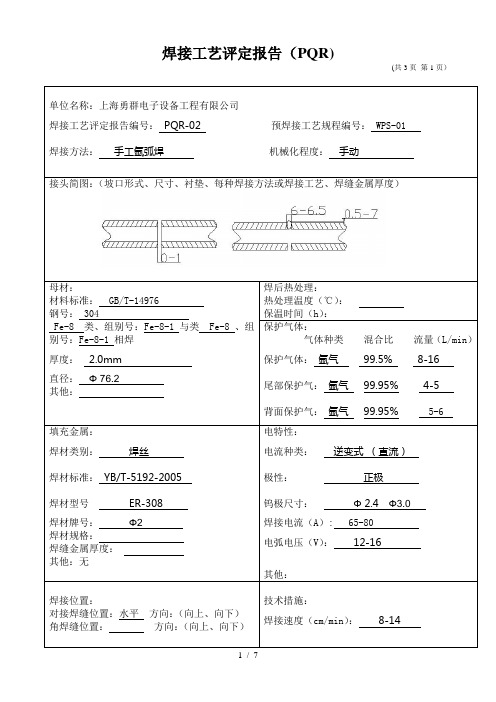
(共3页第1页)
单位名称:上海勇群电子设备工程有限公司
焊接工艺评定报告编号:PQR-02 预焊接工艺规程编号: WPS-01
焊接方法:手工氩弧焊机械化程度:手动
接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
材料标准: GB/T-14976
钢号: 304
Fe-8 类、组别号:Fe-8-1 与类 Fe-8 、组
别号:Fe-8-1相焊
厚度: 2.0mm
直径:Φ 76.2
其他:
焊后热处理:
热处理温度(℃):
保温时间(h):
保护气体:
气体种类混合比流量(L/min)
保护气体:氩气99.5% 8-16
尾部保护气:氩气99.95% 4-5
背面保护气:氩气99.95% 5-6
填充金属:
焊材类别:焊丝
焊材标准:YB/T-5192-2005
焊材型号ER-308
焊材牌号:Φ2
焊材规格:
焊缝金属厚度:
其他:无
电特性:
电流种类:逆变式(直流)
极性:正极
钨极尺寸:Φ 2.4 Φ3.0
焊接电流(A): 65-80
电弧电压(V):12-16
其他:
焊接位置:
对接焊缝位置:水平方向:(向上、向下)
角焊缝位置:方向:(向上、向下)
技术措施:
焊接速度(cm/min):8-14
焊接工艺评定报告(PQR)
焊接工艺评定报告(PQR)
(共3页第3页)
焊接工艺评定外观检查表
焊接工艺评定——施焊记录表。
WPS和PQR

PQR & WPS目录概述焊接工艺评定报告(英文缩写PQR,取自英文焊接工艺评定报告Welding procedure qualification record)中后三词的词头,70年代自国外引进以来,已是压力容器、压力管道制造、安装、修理中必不可少的工作程序,是评定制造、安装、修理单位焊接技术水平(资格)的依据。
由于其科学、合理、严格的评定过程,也被钢结构、贮罐制造和安装等行业采用。
虽然叫法有些不同(有的叫焊接工艺试验),但方法和要求是基本一致的。
前言在压力管道、船舶等产品的制造中,经常会遇到两种形式的焊接文件,即焊接工艺文件(WPS)和焊接工艺评定报告(PQR)。
在一个工程开工之前,监理和业主往往要求制造商出示此类文件。
然而很多厂家和部门常常为其所困,采用模糊、拖延的方法来应付,也有的部门说不清对方到底需要的是什么资料,使生产和经营处于非常被动的地位。
国内外焊接制造规范都要求企业进行焊接工艺评定,以验证企业焊制符合标准接头的基本能力(最低门槛指标) 。
一般情况下,焊接工艺评定由企业的技术部门编制,根据产品需求,按照有关标准如美国的ASME第Ⅸ篇、欧洲EN 288—3及我国的JB 4708-2000等标准执行。
遵照标准每种重要参数的改变,如焊接方法、母材类别(组号)、预热温度、热处理温度、焊接热输入超出规定的范围,都要进行焊接工艺评定试验。
由于影响焊接接头力学性能的工艺参数众多,很多企业都积累了大量的焊接工艺评定报告。
中海金洲一直致力于研究有效利用和管理焊接工艺文件及焊接工艺评定报告的方法,以此来提高公司产品的焊接质量及生产效率,降低生产成本,从而大幅度提高企业的经济效益。
1、定义1)PQR是Welding procedure qualification record的英文缩写,所以有时也写成WPQR,一般译作“焊接工艺评定报告”。
PQR是指在焊制评定试件时选用的实际焊接参数的记录和无损探伤试验及机械性能试验的结果。
PQR焊接工艺评定报告
直径:/
其他:/
焊后热处理:/
热处理温度(℃):/
保温时间(h):/
保护气体:
气体混合比流量(L/min)
保护气体:氩气%10~15
尾部保护气:///
背面保护气:///
填充金属:
焊材类别:
焊材标准:
焊材型号:
焊材牌号:
焊材规格:
焊缝金属厚度:
其他:/
电特性:
电流种类
极性
钨极尺寸
焊接电流(A)
电弧电压(V)
焊接电弧种类
其他:/
焊接位置:
对接焊缝位置:方向:(向上、向下)
角焊缝位置:方向:(向上、向下)
技术措施:
焊接速度(cm/min)
摆动或不摆动
摆动参数/
多道焊或单道焊(每面)
多丝焊或单丝焊
其他/
预热:
预热温度(℃):/
层间温度(℃):
其他:/
焊接工艺评定报告(续表)JL/HJ055
拉伸试验试验报告编号:
金相检验(角焊缝):
根部:(焊透、未焊透)/焊缝:(熔合、未熔合)/
焊缝、热影响区:(有裂纹、无裂纹)/
检验截面
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
焊脚差(mm)
/
/
/
/
/
无损检验:该焊接接头射线检测部位最终射线检测质量符合标准JB/Ⅱ级要求。
RT:UT:/
MT:/ PT:/
其他:/
耐蚀堆焊金属化学成分(重量%)
C
Si
Mn
P
PQR焊接工艺评定报告
焊接工艺评定报告(PQR)JL/HJ055
单位名称:XXXX有限公司
焊接工艺评定报告编号:预焊接工艺规程编号:
不锈钢焊接工艺评定报告检测

不锈钢焊接工艺评定报告检测一、引言不锈钢焊接工艺评定报告检测是对不锈钢焊接工艺的评估和检测,旨在确保焊接过程的质量和可靠性。
本文将从不锈钢焊接工艺的定义、评定标准、检测方法等方面进行全面、详细、完整且深入地探讨。
二、不锈钢焊接工艺的定义不锈钢焊接工艺是指将不锈钢材料通过焊接方法连接起来的过程。
不锈钢具有良好的耐腐蚀性和机械性能,因此在许多领域得到广泛应用。
不锈钢焊接工艺的设计和评定对于确保焊接接头的质量和可靠性至关重要。
三、不锈钢焊接工艺评定标准不锈钢焊接工艺评定需要根据一定的标准进行。
以下是常用的不锈钢焊接工艺评定标准:1. 国家标准国家标准是指由国家相关部门制定和发布的标准,用于规范不锈钢焊接工艺的设计和评定。
国家标准通常包括焊接材料的选择、焊接参数的确定、焊接接头的质量要求等内容。
2. 行业标准行业标准是指由行业组织或协会制定的标准,用于规范特定行业的不锈钢焊接工艺。
行业标准通常根据不同行业的需求和特点,制定相应的焊接工艺评定标准。
3. 国际标准国际标准是指由国际标准化组织(ISO)制定的标准,用于国际间的不锈钢焊接工艺评定。
国际标准通常具有全球通用性,可以确保不同国家和地区之间的焊接工艺评定的一致性。
四、不锈钢焊接工艺评定的检测方法不锈钢焊接工艺评定的检测方法是评估焊接接头质量和可靠性的重要手段。
以下是常用的不锈钢焊接工艺评定的检测方法:1. 金相检测金相检测是通过对焊接接头的组织结构进行观察和分析,评估焊接接头的质量。
金相检测可以检测焊缝中的缺陷、晶粒尺寸、晶粒形态等参数,从而评定焊接接头的质量。
2. 力学性能测试力学性能测试是通过对焊接接头进行拉伸、冲击、硬度等测试,评估焊接接头的机械性能。
力学性能测试可以检测焊接接头的强度、韧性、硬度等参数,从而评定焊接接头的可靠性。
3. 腐蚀性能测试腐蚀性能测试是通过将焊接接头暴露在腐蚀介质中,评估焊接接头的耐腐蚀性能。
腐蚀性能测试可以检测焊接接头在不同腐蚀介质下的腐蚀速率、腐蚀形态等参数,从而评定焊接接头的耐腐蚀性能。
不锈钢管对接焊接工艺评定报告

不锈钢管对接焊接工艺评定报告《不锈钢管对接焊接工艺评定报告》一、背景介绍近年来,随着不锈钢管在化工、石油、食品等行业中的广泛应用,对不锈钢管的对接焊接工艺要求也越来越高。
本评定报告旨在评定一种适用于不锈钢管对接焊接的工艺,以确保焊接接头的质量和可靠性。
二、评定内容1.焊接工艺参数2.焊接接头的力学性能3.焊接接头的内部缺陷情况4.焊接接头的外观质量三、评定方法本次评定采用实际样品进行对接焊接,根据焊接工艺参数、力学性能测试、缺陷检测和外观质量评定进行综合评定。
四、评定结果与分析1.焊接工艺参数本次评定使用了倒角坡口,采用氩弧焊接,焊接电流为100A,焊接电压为20V,焊接速度为5mm/s。
根据实际焊接结果,得到的焊缝均匀、牢固,符合工艺要求。
2.力学性能测试对焊接接头进行力学性能测试,包括拉伸试验和冲击试验。
拉伸试验结果显示,焊接接头的抗拉强度达到了不锈钢管的要求。
冲击试验结果显示,焊接接头的韧性良好,符合不锈钢管对冲击性能的要求。
3.缺陷检测对焊接接头进行X射线检测和超声波检测。
结果显示,焊接接头无内部缺陷,符合不锈钢管的质量要求。
4.外观质量评定对焊接接头的外观质量进行评定,包括焊缝的光洁度、焊缝的均匀性等。
结果显示,焊接接头的外观质量良好,符合不锈钢管的要求。
五、总结与建议通过对不锈钢管对接焊接工艺的评定,证明了该工艺能够满足行业的要求,焊接接头的质量和可靠性得到了保证。
在实际应用中,需要注意焊接工艺参数的控制和焊接接头的外观质量的检查,以提高整体焊接质量。
1.标准号XXX-XXX-XXX.2.XXX期刊,XX卷,XX页。
3.XXX报告,XXX年。
PQR-GB
焊接工艺评定资料Welding Procedure Qualification InformationPQR No.: JNDIA2011-Q01评定编号Welding Process: GTAW+SMAW焊接方法Welding Position: 1G焊接位置Joint Design: V接头型式Base Material: 304 母材Specification: Φ114.3mm×14mm 规格Filler Material:ER308L/E308L-16 焊材Specification: Φ2.4mm/Φ3.2mm 规格Base Metal Thickness Range:适用于母材厚度有效范围,mmWeld Metal Thickness Range:适用于焊缝金属厚度有效范围,mm浙江志达管业有限公司Zhejiang JNDIA Pipeline Industry Co., Ltd.2011年7月15日CONTENTS目录1. Welding Procedure Specification 焊接工艺规程共 1 页2. Procedure Qualification Records 焊接工艺评定记录共 2 页3. Welding Process Records 焊接施焊记录共 1 页4. Nondestructive Testing Report 无损检测报告共 4 页5. Physical And Chemical Test Report 理化检验报告共 3 页6. The Base Material Certificate 母材材质证明书共 1 页7. Welding Material Certificate 焊材材质证明书共 1 页WELDING PROCEDURE SPECIFICATION ZHE JIANG JNDIA PIPELINE INDUSTRY CO., LTD.ZHE JIANG JNDIA PIPELINE INDUSTRY CO., LTD.WELDING PROCESS RECOED焊接施焊记录PQR No.:Welding Engineer焊接工程师: Recorder记录: Welder焊工:Date日期:MECHANICAL PROPERTIES TEST REPORT机械性能测试报告ZHE JIANG JNDIA PIPELINE INDUSTRY CO., LTD.Add.: B201, Avenue 3, Road 2, Binhai Industry Park, Longwan District, Wenzhou City, Zhejiang Province, P. R. ChinaPQR No.: JNDIA-2011R-01Report No.: JNDIA-2011Q-01 Date 日期: 2011-07-16 Page No.页次: 1 of 1Bend Test 弯曲试验Temp.温度,℃: Humidity 湿度,%: Standard 标准: E quipments 设备: WEW-300B 万能试验机 Toughness Test 韧性试验Temp.温度,℃: Humidity 湿度,%: Standard 标准: E quipments 设备: JB-300摆锤式冲击试验机Hardness Test 硬度试验Temp.温度,℃: Humidity 湿度,%: Standard 标准: E quipments 设备: HR-150A 手动洛氏硬度计 Other Tests 其它试验。
不锈钢管对接焊接工艺评定报告
不锈钢管对接焊接工艺评定报告
一、技术要求
1,焊接方法
不锈钢管的对接焊接一般采用TIG焊接方法,有时采用MIG/MAG填充焊接方法。
在选择焊接方法时要按照管件的特性来决定。
2,焊接温度
TIG焊时,焊缝要求温补,焊接温度要求在1300℃以上,使焊缝受热深入均匀,以保证接头质量。
MIG/MAG焊接温度要求在900℃―1000℃。
3,焊接前清洗抗氧化
对接焊接操作前,要对焊接部位进行抛光与抗氧化处理。
抛光要求达到RA6.3一下,抗氧化处理时,要采用酸洗液进行清洗。
4,焊接参数
TIG焊时,电流一般设定在40-60A,送丝速度一般设定在3.5-
5M/min,氩气流量一般设定在10-15L/MIN。
MIG/MAG焊时,电流一般设定在250-300A,送丝速度一般设定在5-7M/min,保护气流量一般设定在
12-15L/MIN。
5,焊接缝长
不锈钢管的对接焊接缝长不宜过长,一般控制在300mm以内。
6,支吊
焊接前要严格支吊,以防硕变。
严格支吊可以减少焊接变形,保证焊接质量。
7,进行工艺试验
在焊接前,要进行坡口工艺试验,验证焊接参数的合理性,以保证最终的成品质量。
二、缺陷判定
不锈钢管的对接焊接以后,要对焊缝进行缺陷判定,针对不同的缺陷有不同的处理方式。
焊接工艺评定(PQR)
青岛德通起重机有限公司焊接工艺评定(PQR)文件编号:DT1019-2012版本: B受控状态:发放编号:2012年3月1日发布2012年4月1日实施焊接工艺评定(PQR)第1条焊接工艺评定是用以评定施焊单位是否有能力焊出符合产品技术条件所要求的焊接接头,验证施焊单位制订的焊接工艺指导书是否合适。
第2条焊接工艺评定是在焊接性试验基础上进行的生产前工艺验证试验,应在制订焊接工艺指导书以后,焊接产品以前进行。
焊接工艺评定是由施焊单位的熟练焊工(不允许外单位的焊工)按照焊接工艺指导书的规定焊接工艺试件,然后对工艺试件进行包观、无损探伤、力学性能和金相等项检验,同时将焊接时的实际工艺参数和各项检验结果记录在焊接工艺评定报告上,施焊单位规定的技术负责人应对该报告进行审批。
第3条对于产品上每种焊缝(按接头类型、母材、焊接材料、焊接方法和工艺等划分),施焊单位应编制焊接工艺指导书。
如果改变其中某项条件或参数,应另行编制焊接工艺指导书。
第4条焊接工艺指导书应有下列内容;1.焊接工艺指导书编号和日期;2.相应的焊接工艺评定报告的编号;3.焊接方法及自动化程度;4.接头形式、有无衬垫及衬垫材料牌号;5.用筒图表明坡口、间隙、焊道分布和顺序;6.母材的钢号、分类号;7.母材、熔敷金属的厚度范围、管子直径范围;8.焊条、焊丝的牌号和直径,焊剂的牌号和类型,钨极的类型、牌号和直径,保护气体的名称和成分;9.焊接位置、立焊的焊接方向;10.预热的最低温度、预热方式、最高的层间温度、焊后热处理的温度范围和保温时间范围;11.每层焊缝的焊接方法,焊条、焊丝、钨极的牌号和直径,焊接电流的种类、极性和数值范围,电弧电压范围,焊接速度范围,送丝速度范围,导电嘴至工件的距离,喷嘴尺寸及喷嘴与工件的角度,保护气体、气体垫和尾部气体保护的成分和流量,施焊技术(有无摆动、摆动方法、清根方法、有无锤击等);12.焊接设备及仪表;13.编制人和审批人的签字和日期。
不锈钢管对接焊接工艺评定报告
备注
----------------------------------------------
共 10 页 第 4 页
金相检查(角焊缝):
根部: (焊透、未焊透) ------ 焊缝: (熔合、未熔合) ------ 焊缝、热影响区: (有裂纹、
无裂纹) ------
根部:(焊透、未焊透) ------ 焊缝:(熔合、未熔合) ------ 焊缝、热影响区:(有裂纹、
焊接措施:
GTAW(手工钨极氩弧焊)
焊接措施: GTAW(手工钨极氩弧焊)
接头简图:
焊接工艺指导书编号: 机械化程度: 机械化程度:
WPS-01 手工 手工
母材: 材料原则: 钢号: 类、组别号:
GB4237 0Cr18Ni9 Ⅶ-1 与类、组别号:
Ⅶ-1 相
焊后热处理: 热处理温度(℃): 保温时间(h): 保温时间(h):
----------------------------------------------
试验温度 (℃) ----------------------------------------------
冲击吸取功 (J) ----------------------------------------------
焊接位置:
对接焊缝位置: 平位 方向(向上、向下)
角焊缝位置: -------- 方向(向上、向 技术措施:
下)
焊接速度(cm/min):
8~10
摆动或不摆动:
稍摆动
摆动参数:
----------
预热:
多道焊或单道焊(每面): 多道焊
预热温度(℃):
--------
多丝焊或单丝焊:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊 接 工 艺 评 定 报 告 评 定 报 告 编 号: QAP-47 焊接工艺指导书编号: QA-47 焊 接 方 法: SMAW 母 材: TP304 规格: φ60.3×3.91 焊接材料:(H0Gr21Ni10) 规格:φ2.4mm
江苏启安建设集团有限公司 2009年7月18日 焊接工艺评定报告PQR 焊接工艺评定报告编号 PQR PQR2009006 页数 page 1of4 焊接工艺指导书编号 执行标准 Welding Procedure Instruction No. WPS2009006 Acceptance Criteria ASME 第IX卷 焊接方法 Welding Process GTAW 操作类型 (手工、自动、半自动) Operation Type (Manual、Automatic、Semi-Auto) 手工 焊接接头 Joints (试板坡口设计 Groove Desing of Test Coupon) 对于组合评定,应记录每种填充金属或焊接工艺和熔焊焊缝金属厚度。 For Combination Qualification, The Deposited Weld Metal Thickness Shall Be Recored For Each Filler Metal Process Used 60+ 5°
2 12mm 1 1.5+0.5
母材 Base Metals 材料标准 Materal Spec. ASTMA516 类型或牌号 Type or Brand GR70 类、组别号 -- 与类、组别号 -- 相焊 Group Number to Group Number 厚度 Thickness 3.91mm 直径 Diameter φ60.3mm 其它 Other -- 填充金属 Filler Metals 填充金属标准 Specification GB4242-84 牌号 Brand H0Gr21Ni10 尺寸 Size φ2.4mm 分类号 Classification -- 熔敷焊缝厚度 Thickness of Weld Bead 2.65mm 其它 焊材相当于 Other 位置 Position 坡口位置 Position of Groove 6G 焊接方向 (向上、向下) Weld Progression (Uphill、Downhill) 向上 其它 Other -- 预热 Preheat 预热温度 Preheat Temperature -- 层间温度 Interpass Temperature -- 其它 Other -- 焊接工艺评定报告PQR 焊接工艺评定报告编号 PQR No. PQR2009006 页数 page 2of4 焊后热处理 PWHT 温度 Temperature -- 时间 Time -- 升温速度 Cooling Rate -- 降温速率 Cooling Rate -- 气体 Gas (百分含量 Percent Composition) 气体 Gas 混合比 Mixture 流量 Flow Rate 保护气 Shielding AR 99.9% 9L/min 尾部气 Trailing -- -- -- 背部气 Backing AR 99.9% 16L/min 电特性 Electrical Characteristics 电流 Current DC 极性 Polarity SP 安培 Amps 70~80 A 伏特 Volts 10~11 V 钨极尺寸 Electrode Size φ2.5mm 其它 Other -- 操作技术 Technique 焊接速度 Travel Speed 6.5~10 cm/min 直接或摆动焊道 String or Weave Bead 稍摆动 摆动方式 Oscillation 横向 多焊道或单焊道(每页) Multipass or Single Pass (per side) 多焊道 单焊丝或多焊丝 Single or Multiple Electrodes -- 其它 Other --
焊道层数 Weld Layer 焊接方法 Process 填充金属 Filler Metal 电流 Current 电压范围 Volt Range (V) 焊接速度 Travel Speed ㎝/㎜ 线能 量 kJ/cm 牌号 Brand 直径 Dia 类型/极性 TypePolarsity 安培
Amps
试件1 1 GTAW H0Gr21Ni10 φ2.4 DCSP 75 10 6.5 2 GTAW H0Gr21Ni10 φ2.4 DCSP 70 10 9.6 试件2 1 GTAW H0Gr21Ni10 φ2.4 DCSP 80 11 6.5 2 GTAW H0Gr21Ni10 φ2.4 DCSP 75 10 9.6
外观检验 Visual Exmination 检查结果 Examination Results 外观检查合格符合 ASME 第IX卷的标准要求 焊接工艺评定报告PQR 焊接工艺评定报告编号 PQR No. PQR2009006 页数 page 3of4 无损探伤 NDT 探伤方法 NDT Method 结果 Result 无损探伤报告号 NDT Record No. 射线探伤 合格 RT2009-焊-037 -- -- --
拉伸试验 Tension Tests 试验报告号 Test No. PQ2009-046 试样号 Specimen No. 宽度(mm) Width 厚度(mm) Thickness 面积(mm) Area 断裂载荷(KN) Ultimate Total Load 抗拉强度(Mpa) Ultimate Unit Stress 断裂特点和位置 Location
1 25 8.2 205 38 523 塑断母材 2 24.5 8.1 199.26 37.5 531 塑断母材 -- -- -- -- -- -- --
导向弯曲试验 Guided Bend Test 试验报告号 Test No. PQ2009-046 试样号 Specimen No. 试样类型 Type and Figure 弯曲直径 Bending Dia 弯曲角度 Bending Angle 试验结果 Test Result
1 面弯 4t 180° 合格 2 面弯 4t 180° 合格 3 背弯 4t 180° 合格 4 背弯 4t 180° 合格 缺口韧性试验 Notch Toughness Tests 试验报告号 Test No. 试样号 Specimen No. 缺口位置 Notch Location 缺口型号 Notch Type 试验温度 Test Te’mperature 冲击值 Impact Values(J)
侧向膨胀 Lateral Expansion 落锤试验 Drop Weight 剪切面 %Shear 毫英寸 Milli-Inc 断裂 Break 不断裂 No Break - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 焊接工艺评定报告PQR 焊接工艺评定报告编号 PQR No. PQR2009006 页数 page 4of4 硬度试验 Hardness Test 试验报告号 Test No. 试样号 Specimen 焊缝硬度值(HB) Weld Hardness Valves 热影响区硬度值(HB) Heat Affected Zone Hardness Valves 母材硬度值(HB) Base Metal Hardness Valves
-- -- -- --
角焊缝试验 Fillet Weld Tests 试验报告号 Tests No 试验结果 Test Result 熔透进母材情况 Penetration into Base Metal -- 裂纹类型和性质 Cracks Type -- 宏观检验结果 Deposit Analysis --
其它试验 Other Tests 试验类型 Type of Test 试验结果 Test Result 试验报告号 Test No. 晶间腐蚀 未发现晶间腐蚀倾向 PQ2009-015
结论 Results 本焊接工艺评定所述内容正确。试验焊缝的准备,焊接和试验试按照 ASME 第IX卷 规定要求进行的。 The above statements in the record are correct and test welds are prepared, Welded and tested in accordance with the requirements of
评定结果 Result: 合格Yes 焊工姓名 钢印号 Welder Name 浦启龙 Stemp No. W268 编制 Prepared By 日期 Date 审核 Reviewed By 日期 Date 批准 Approved By 日期 Date