混合碳四的综合利用
混合碳四组分
混合碳四组分
摘要:
1.混合碳四组分的定义和组成
2.混合碳四组分的应用领域
3.混合碳四组分的制备方法和技术挑战
4.混合碳四组分的发展前景和展望
正文:
一、混合碳四组分的定义和组成
混合碳四组分,简称M4C,是一种由四种不同类型的碳分子组成的混合物。
这四种碳分子分别是:金刚石、石墨、富勒烯和碳纳米管。
每种碳分子都具有独特的物理和化学性质,这使得混合碳四组分在许多领域具有广泛的应用前景。
二、混合碳四组分的应用领域
1.能源领域:混合碳四组分在能源领域具有广泛的应用前景,如超级电容器、锂离子电池、燃料电池等。
2.环保领域:M4C 具有较高的吸附性能,可用于水处理、空气净化等环保领域。
3.纳米技术:由于混合碳四组分中的碳纳米管具有极高的强度和独特的纳米结构,因此在纳米技术领域具有广泛的应用前景。
4.生物医学:混合碳四组分中的金刚石、富勒烯等具有生物相容性,可用于药物输送、生物成像等生物医学领域。
三、混合碳四组分的制备方法和技术挑战
1.制备方法:目前,制备混合碳四组分的方法主要有气相沉积法、湿化学法、模板法等。
2.技术挑战:混合碳四组分的制备过程中存在许多技术挑战,如纳米尺度的均匀性、各组分的分散性、生产成本等。
四、混合碳四组分的发展前景和展望
随着科学技术的进步,混合碳四组分在能源、环保、纳米技术、生物医学等领域的应用将得到更广泛的推广。
C4应用

根据甲醇制烯烃技术特点,副产混合碳四将占烃类产物的13 %左右,其组分主要以1-丁烯和2-丁烯为主,约占90 %左右,其余组分是丁烷、异丁烯和丁二烯等。
甲醇制烯烃工艺副产混合碳四产品中的丁二烯、异丁烯、正丁烷、异丁烷含量很少,只占总量的6%左右,其利用价值不大。
1-丁烯和2-丁烯占总量的90%左右,而且甲醇制烯烃技术主要产品为聚合级乙烯和聚合级丙烯,丁烯成为生产高附加值乙烯、丙烯很有价值的原料。
目前随着国际市场对丙烯需求量的日益增加,使得利用碳四烯烃歧化制丙烯的工艺研究及应用日益受到重视。
国内外已开发了多种混合碳四回炼增产乙烯、丙烯技术,如易位转化工艺、烯烃裂解工艺(OCP)、固定床催化裂化工艺、烯烃转化工艺及Superflex工艺。
烯烃歧化反应是一种通过烯烃碳碳双键重新转换为新产品的催化反应。
近年来,烯烃歧化的新进展是以碳四烯烃为原料自身歧化为低碳烯烃,此项工艺技术发展非常迅速。
所以利用这部分丁烯生产具有很高附加值的乙烯和丙烯是我们的最佳选择。
组分含量wt%丁烷1~3异丁烯2~41-丁烯20~262-丁烯65~701,3丁二烯1~3丁炔0.5从国内外碳四转化制乙烯、丙烯技术应用情况来看,Lummus公司的烯烃转化(OCT)技术最为成熟。
OCT工艺中采用的W基催化剂,主要由3部分组成:(1)高比表面积二氧化硫载体,其比表面积大于50平方米/克,载体中二氧化硫质量分数大于90%;(2)钨氧化物;(3)一定量的金属、碱土金属或稀土金属等,它们作为助剂或烯烃异构化组分。
催化剂采用浸渍法制备,通常在200℃干燥,在350-800℃焙烧。
使用前催化剂在400-750℃、还原性气氛中活化。
如图,为OCT工艺流程图。
来自甲醇制低碳烯烃的碳四碳五精馏塔的混合碳四烃与乙烯在固定床或移动床反应器中歧化生成聚合级丙烯,未反应的丁烯和乙烯循环使用。
原料中含有的异丁烯不影响催化剂的性能。
反应中丁烯的单程转化率大于60%,总转化率约为92%,丙烯质量选择性接近100%。
混合碳四组分

混合碳四组分(最新版)目录1.混合碳四组分的定义和背景2.混合碳四组分的组成和特性3.混合碳四组分的应用领域4.混合碳四组分的发展前景正文一、混合碳四组分的定义和背景混合碳四组分,是指由碳原子组成的四种不同结构的分子,包括甲烷(CH4)、乙烷 (C2H6)、丙烷 (C3H8) 和丁烷 (C4H10)。
这些分子广泛存在于天然气、石油和煤炭等化石燃料中,以及生物质和废物等可再生资源中。
在我国,混合碳四组分被视为重要的能源和化工原料,具有广泛的应用前景。
二、混合碳四组分的组成和特性1.甲烷:甲烷是最简单的有机化合物,分子中只包含一个碳原子和四个氢原子。
甲烷具有无色、无臭、无毒的特性,是天然气的主要成分。
2.乙烷:乙烷分子中含有两个碳原子和六个氢原子,具有无色、无臭的特性。
乙烷主要用于生产乙烯和乙醇等化工产品。
3.丙烷:丙烷分子中含有三个碳原子和八个氢原子,具有无色、无臭的特性。
丙烷常用于生产丙烯、丙烷脱氢等化工产品,同时也可用作燃料。
4.丁烷:丁烷分子中含有四个碳原子和十个氢原子,具有无色、无臭的特性。
丁烷主要用于生产丁烯、丁烷脱氢等化工产品,同时也可用作燃料。
三、混合碳四组分的应用领域混合碳四组分在多个领域具有广泛的应用,包括能源、化工、环保等。
其中,甲烷被广泛用作天然气燃料,乙烷和丙烷则被用于生产乙烯、丙烯等化工原料。
此外,混合碳四组分还可以通过发酵或热解等方法转化为生物燃料,如甲醇、乙醇等。
四、混合碳四组分的发展前景随着我国经济的快速发展,对能源和化工原料的需求不断增长。
混合碳四组分作为重要的能源和化工原料,其开发和利用前景十分广阔。
神华碳四综合利用项目热电站脱硝反应系统的控制研究

神 华 碳 四 综 合 利用 项目 热 电 站 脱 硝反 应 系 统 的 控 制 研究
内 蒙古 呼 和 浩 特 0 1 0 0 2 0 )
摘 要 : 为 满足更 严格 的减 排环 保要 求 , 加 大 与 热 电站 同 期 建 设 脱 硝 装 置 的 力 度 , 使 脱 硝 系 统 更 高 效、 更 快捷 的投入 , 明确 S C R脱硝 系统的控 制 策略 , 了解 脱 硝 装 置 的 运 行 手 段 有 很 大 的 必 要 。 关键 词 : 脱 硝 系统 ; S CR; 控制 策略 ; 运 行 方 式 中图分 类号 : X7 7 3 :T P 2 7 3 文献 标识 码 : A 文章 编号 : 1 0 0 7 - - - 6 9 2 1 ( 2 0 1 3) O 9 - _ o1 l 7 _ _ 0 2
一
3 .1 S CR 脱 硝 系 统 的 主 要 监 视 点
由 图 1可 以 看 出 , 参 与顺 序 控 制 的设 备 包 括供 氨 管道关 断 阀 、 稀 释风 机 、 吹灰 器等 。S C R 脱 硝 系 统
的主要监 反应 空混 合器 统疏 水温 视 器 人 度 点如 下 : 烟气人 口和 出 口 O :含 量 ; 烟 气温度 ; 氨/ 口空 气 流 量 、 温度 ; 反应 器 压 差 ; 吹 灰 系 。
3 . 2 S C R 装 置 启 动/ 停 止 流 程
图 1 脱 硝 工 艺 流 程 NO x的 脱 除 依 赖 于 氨 的 加 入 量 , 高 N H / NO x 的 摩 尔 比 可 以 获 得 高 NOx的 脱 除 率 , 但 净 烟 气 中 未 反 应 的氨 ( 逃逸 氨) 将 会 增 加 。 脱 硝 系 统 不 设 置 烟 气 旁路 , 在设 计煤 种及 校核煤 种 、 锅 炉 最 大 连 续 出 力 工 况 ( BMCR) 下 , 处理 1 0 0 % 烟气 量 , 脱 硝 效 率 不 小 于 8 0 % , 氨 的逃 逸量 不 高于 3 p p m。 2 S CR 脱 硝 . 3 2 艺设 备介 绍及 布置 脱 硝 反应 系统 主要 由烟 道 系统 、 S C R 反 应 器 系 ¥ 收稿 日期 : 2 0 1 3— 0 2—1 1
混合C4应用及丁二烯抽提研究进展

混合C4应用及丁二烯抽提研究进展摘要:蒸汽裂解和催化裂化副产物C4馏分的资源丰富,近年来,C4的综合利用已成为国内外争相研究的热点话题,本文主要阐述了C4馏分的主要应用以及目前主要的DMF法、NMP法和ACN法三种丁二烯抽提工艺。
关键词:C4馏分丁二烯抽提工艺方法C4馏分的主要来源是化工厂蒸汽裂解和炼油厂催化裂化的副产物,我国有丰富的C4资源可供利用,但开发利用水平相对较低。
最初C4资源大部分用作了装置以及民用燃料,随着分离技术的不断进步,C4综合利用成为目前国内外争相研究的热点内容,研究开发C4资源充分利用技术,生产高附加值的化工产品,将其专用化、精细化,提高C4利用率,从而提高企业的经济效益和市场竞争水平,意义重大。
1 C4的组成及应用C4馏分是单烯烃、二烯烃以及烷烃的总称,主要来源于炼厂的蒸汽裂解和催化裂化。
C4主要由异丁烷、正丁烷、异丁烯、1-丁烯、2-丁烯和丁二烯组成,另外蒸汽裂解还可能含有少量的炔烃。
两种主要C4来源中丁烯的含量相近,蒸汽裂解中含有较大量的丁二烯,需萃取分离丁二烯[1],而催化裂化中丁二烯的含量甚少,丁烷的含量相对较高。
1)异丁烷的性质不活泼,深加工相对困难,应用较少,主要用于与低分子烯烃烷基化生产汽油。
该烷基化汽油辛烷值高、挥发性好,燃烧清洁,是各种高辛烷值汽油的调和组分。
另外,异丁烷还可与丙烯共氧化生产环氧丙烷并联产叔丁醇,异丁烷无氧脱氢和催化氧化脱氢制异丁烯,异丁烷通过选择氧化制甲基丙烯酸甲酯以及在精细化工方面等的诸多应用。
2)正丁烷可用于生产异丁烷、丁二烯、甲乙酮、顺丁烯二酸酐、硝基丁烷、乙醛等。
近年来,正丁烷可通过氧化制顺酐发展迅速,美国的SD公司和Lummus 公司、英国的BP公司、意大利的SISAS化学公司等研究开发了一系列工艺技术。
我国正丁烷制顺酐技术相对落后。
3)异丁烯主要可用于生产MTBE、丁基橡胶、异戊二烯、甲基丙烯酸甲酯、聚异丁烯、聚丁烯、叔丁胺、叔丁醇、对叔丁基甲苯、新戊酸、以及其它精细化学品等。
碳四综合利用与分离

烷基化
高 80%左右
异构化
较低 40~50%
Page 6
中
工艺产生废酸; 中 产品毒性低。 盈亏边缘
高
高
工艺污染较低; 有盈利
产品毒性低。
MTBE中甲醇 占36%
LOGO
剩余碳四资源的进一步利用 -------三种工艺的延伸
芳构化
原料不需要预处理; 剩余碳四中主要为丁烷(包括异丁烷和正丁烷)以及 5~10%的烯烃。
Page 12
LOGO
芳构化改异构化
芳构化反应器、加热炉、压缩机等设备可直接利用; 需增加碳四分离、醚化单元。
丁烷
醚后C4
碳四分离 P-33 丁烯
C4 Separation
正丁烯异构
Butene Isomerization
异P-33丁烯醚化
Etherification
MTBE
异构化反应器进口丁烯含量最大70%。 萃取精馏分离的必要性:
碳四烃用于炼油,作为油品调合剂
✓ Gasoline aromatization 芳构化汽油
✓ Gasoline Alkylate
烷基化汽油
✓ MTBE
甲基叔丁基醚
✓ ETBE
乙基叔丁基醚
✓ Iso-octene/Iso-octane 异辛烯/异辛烷
碳四烃生产化工产品
✓ 1,3-丁二烯 (用于丁苯橡胶,顺丁橡胶和ABS塑料)
异丁烷
正丁烷
LOGO
烷基化剩余碳四的利用
烷基化工艺:可以将异丁烷和丁烯一起反应,生成烷基化 油。一般通过提高异丁烷含量来提高烯烃的转化率。
目前,国内广泛使用硫酸法烷基化工艺。10万吨/年规模 的烷基化装置产生1万吨/年废酸,每吨废酸处理成本800 元左右。
煤基混合碳四深加工方案的探讨
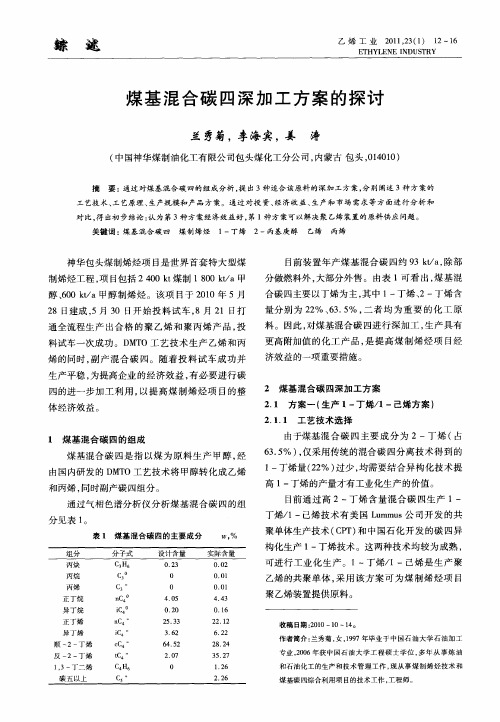
煤 基混 合 碳 四是 指 以煤 为 原 料 生 产 甲醇 , 经 由 国内研发 的 D T M O工艺 技术 将 甲醇 转化 成 乙烯
和丙烯 , 同时副产 碳 四组分 。 通 过气 相 色谱分 析 仪分 析 煤基 混 合碳 四 的组
分见表 1 。
表 1 煤 基 混 合 碳 四 的 主 要 成 分 W, %
煤基碳四综合利用项 目的技术工作 , 师。 工程
第 2 卷 3
2. . 12 工 艺 原 理
兰秀菊等.煤基混合碳 四深加工 方案的探讨
・1 ・ 3
2 1 3 工 艺流程 ..
该方 案 以烯烃分 离 装 置 副产 的煤 基 混合 碳 四 为原 料 , 采用 碳 四异 构 化 及 分 离 技 术 生 产 聚 乙烃 装置 需要 的共 聚单体 1一 烯 , 过转 位 和异 构化 丁 通
2 2 3 工艺 流程 ..
烯烃 副反 应 ( 齐聚 ) :
c 反应系统 中的烯烃副反应与 M O反应系 T
统 中的烯 烃 副反应 类似 。部 分副反 应 如下 :
C H C H … … C H ( 2:l 24 4 8 2 C H o — i
gmes o r) () 2
・
l ・ 4
乙 烯 工 业
第2 3卷
C2 2+ C H2 H2 2 _+ C H2 + C H2
一
该技 术特 征是 : 在原有 D T M O技 术 的基 础 上 , 仅增 加 C 裂 解 反 应 器 , 与原 反 再 系统 有 机 结 合 形成 一 体化 的新 反 再 系统 ; 结合 MT O的主 反应 强
2 煤基 混合碳 四深 / m 方案 J a
2 1 方 案一 ( . 生产 1一丁烯/ 1一己烯方 案 )
碳四综合利用与分离

利用烷基化装置废硫酸与废氨水反应生产硫酸铵
LOGO
Page 10
烷基化废酸处理加大生产成本
热解制硫酸:干法工艺 工艺流程长,设备投资大,设备 腐蚀严重,成本也较高
投资、运行成本
热解制硫酸:湿法工艺 能效高,没有副产品产生, 工艺先进、应用成熟、“三 废”排放和占地面积小。产 品硫酸可以循环利用。
丁烷 醚后C4 碳四分离 丁烯
P-33
C4 Separation
Butene Isomerization
正丁烯异构
异丁烯醚化 MTBE
P-33
Etherification
异构化反应器进口丁烯含量最大70%。 萃取精馏分离的必要性: 异构单程转化率45%左右,未反应丁烯需循环使用,其中的丁烷(主 要是正丁烷)会累积,需要排放出装置。 萃取精馏装置可以将排放碳四中的丁烯分离出来,进行进一步利用。
碳四利用率
能耗
投资
环保
效益分析
芳构化
烷基化 异构化
较低 40~50%
低
低
工艺污染较低; 亏损 产品芳烃(三苯)
高 80%左右
中
中
工艺产生废酸; 盈亏边缘 产品毒性低。 工艺污染较低; 有盈利 MTBE中甲醇 产品毒性低。
占36%
较低 40~50%
高
高
LOGO
Page 6
剩余碳四资源的进一步利用 -------三种工艺的延伸
Lyondell 石科院 燕山化工研究院 大连化物所
综合指标Lyondell最佳,但需要较为复杂的前处理,包括脱硫、脱氯、 脱砷、脱含氧化合物等,但国内技术一般不需要对原料与处理。
LOGO
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C4抽余异丁烯的开发利用
1 生产甲基叔丁基醚(MTBE)
甲基叔丁基醚(MTBE)合成技术作为分离C4混合物的有效方法,近年来得到了迅速发展,特别随着新配方汽油的推广,更受到炼油行业的普遍关注。
我国从20世纪70年代末开始进行MTBE合成技术的研究开发,1983年在齐鲁石化公司合成橡胶厂建成了我国第一套MTBE工业实验装置,1986年吉化公司建成了我国第一套万吨级MTBE生产装置,生产能力为2.75万吨/年,后扩大到3.5万吨/年,目前我国正在运行或投入建设的MTBE装置达30余套,生产能力合计为103万吨/年,产量约为60万吨/年,但仍不能满足市场需求,我国MTBE生产将会以更快的速度发展,前景广阔。
目前,我国现有MTBE装置主要是石化企业利用本厂资源进行生产,但受原料所限,生产规模都较小,一般为2万~4万吨/年,比国外10万吨/年的经济规模能耗较高,成本高。
而10万吨/年以上MTBE装置以1套14万吨/年乙烯或30万吨/年乙烯副产C4为原料不够用,可考虑多家联合,把副产C4集中用于生产MTBE,在充分利用成本低,投资少的催化裂化和蒸汽裂解C4中异丁烯后,可考虑用异丁烯脱氢、正丁烯异构化等工艺增产MTBE。
从技术上来看,我国可自行设计并建设任何规模的大型MTBE生产装置。
2 生产叔丁醇
叔丁醇可由异丁烯水合进行生产。
它又分为直接水合和间接水合两种方法。
间接水合是以硫酸为反应介质,设备腐蚀严重,反应选择性低,目前正逐渐被淘汰;直接水合是以强酸性离子交换树脂或多相催化剂存在下直接反应生成叔丁醇,该法反应温度为40-100℃,异丁烯转化率大于90%,选择性超过95%,产品纯度高达99.95%。
叔丁醇主要用于生产汽油添加剂,以提高汽油的辛烷值;用作硝化纤维素和合成树脂的溶剂和稀释剂,用作聚氯乙烯及其共聚物的增塑剂;叔丁醇作为苯酚烷基化剂制得的叔丁基苯酚是塑料的重要抗氧剂和稳定剂,也是油溶性酚醛树脂的中间体;叔丁醇和醋酐或乙酰氯反应生成的乙酸叔丁酯,广泛应用于多种溶剂型涂料中,且与多种不同的树脂有很好的配伍性,它能够让配方设计者在不损失其产品性能的前提下降低产品的挥发性有机化合物(VOC)的含量。
此外,叔丁醇还可用作合成甲基丙烯酸甲酯、2,4-二氯苯氧代乙酸叔丁酯、2,4,5-三氯苯氧化乙酸叔丁酯以及叔丁胺等的原料。
3 生产甲基丙烯酸甲酯
甲基丙烯酸甲酯(MMA)又名有机玻璃单体,是一种重要的有机化工原料和化工产品,主要用于生产聚甲基丙烯酸甲酯(有机玻璃),生产聚氯乙烯助剂ACR、MBS和用作腈纶生产的第二单体,也可用作树脂、胶粘剂、涂料、离子交换树脂、纸张上光剂、纺织印染助剂、皮革处理剂、润滑油添加剂、原油降凝剂,木材和软木材的浸润剂、电机线圈的浸透剂、绝缘灌注材料和塑料型乳液的增塑剂等,用途十分广泛。
目前,世界上MMA的总生产能力约为240万吨/年,产量约为190万吨/年,生产主要集中在美国、西欧和日本,其中美国、西欧的生产主要以丙酮氰醇法为主,日本的生产主要以异丁烯法为主。
异丁烯直接氧化法(C4法)于1982年由日本三菱人造丝公司首先实现工业化,随后日本旭化成公司、Methacryl单体公司、京都单体公司等也相继实现工业化生产。
目前,此法在日本所占比例约为其总生产能力的60%。
90年代韩国Lucky公司通过合资形式亦获得该
技术,建成5万吨/年生产装置。
东亚、东南亚一些新建装置也采用了日本转让的异丁烯法技术。
异丁烯在钼催化剂存在下经空气氧化生成甲基丙烯酸,甲基丙烯酸再与甲醇发生酯化反应制得MMA。
该法的特点是原料来源广泛,催化剂活性高,选择性好,寿命长,甲基丙烯酸的收率较高,无污染,成本低于丙酮氰醇法,在较小规模装置上具备很强的竞争力。
我国从20世纪50年代末期开始生产MMA,目前生产厂家有10多家,总生产能力合计约为6.0万吨/年,全部采用丙酮氰醇法进行生产。
生产装置除黑龙江龙新化工有限公司和抚顺有机玻璃厂生产能力达到万吨规模外,其余企业规模都比较小,一般为50-2500吨/年。
由于我国合成原料丙酮氰醇供应不足,严重制约了我国MMA的发展,目前年产量只有3万多吨,远远不能满足国内实际生产的需求,每年都得大量进口。
2000年我国MMA的进口量为5.25万吨,2001年为5.76万吨,2002年为6.41万吨,2003年为5.69万吨。
我国MMA主要用于有机玻璃行业,其消费量约占MMA总消费量的60%,其次是用于生产PVC抗冲击改性剂ACR和MBS,另外还用于表面涂料、腈纶、金属粘合剂、不饱和聚酯交联剂、润滑剂和人造大理石台面等。
目前消费量约为11万吨/年,预计到2005年需求量将达到约15万吨(包括部分进口有机玻璃折算量),主要潜在发展市场是有机玻璃、水性涂料行业和PVC改性剂等行业。
在MMA的众多生产方法中,由于我国乙烯产量严重不足,且运输和储存条件苛刻,成本高,因此不适宜采用乙烯路线,而甲基丙烯腈法的原料叔丁醇也不好解决,该工艺的经济竞争力与其它工艺相比也并不强,同时该技术独家拥有,BASF公司和日本旭化成公司也不会轻易转让其技术。
而异丁烯直接氧化法生产MMA技术成熟、成本低、污染小,用于规模较小的装置时(2-5万吨/年),经济上具有很强的竞争力。
因此尽快研制异丁烯直接氧化法生产MMA的技术并建立一定规模的生产装置,对于缓解我国MMA的需求具有重要意义。
4 生产聚丁烯
聚丁烯是相对分子量为300-3000的液体,以未经过分离正、异丁烯的抽余C4或催化裂化C4为原料,由大量异丁烯和少量正丁烯共聚而成。
由于其无毒、无臭、无味、具有良好的氧安定性、电绝缘性,因而被广泛应用于润滑油的添加剂、粘合剂以及密封填料。
20世纪90年代初世界聚丁烯生产能力约为60万吨/年,主要生产国有美国、西欧和日本,仅美国年产量就达35.5万吨。
国内聚丁烯生产规模较小,仅限于锦州炼油厂、兰州炼油厂和大庆石化公司少数几个厂生产,生产能力约5000吨/年,几乎全部用作润滑油的添加剂。
低相对分子质量聚丁烯产品,国外销售量很大,本身的应用面也很广。
不同相对分子质量和粘度的产品可用于绝缘油、粘合剂、油品添加剂、密封材料和胶粘剂中等。
但国内除用于润滑油添加剂外,其他化工方面的利用没有开展,应加强多规格产品的生产和推广应用。
5 生产对叔辛基酚
对叔辛基酚以已抽提的C4馏分为原料,由异丁烯二聚为异辛烯,再与苯酚在阳离于交换树脂的催化作用下反应而得到。
它是一种重要的化工产品,具有广泛的用途。
对叔辛基酚与甲醛缩聚制成的对叔辛基酚甲醛树脂(202树脂)是橡胶工业良好的硫化剂,是子午轮胎
需要的配套加工助剂,我国每年约需7万吨;与环氧乙烷制得的辛基酚聚氧乙烯醚是优良的非离子型表面活性剂,作为工业及家庭用洗涤剂及纺织工业的匀染剂,国内年需求量超过5万吨;油溶性辛基酚醛树脂可改善氯丁胶粘结剂的耐热性、提高其剪切强度和耐老化性,对制鞋业等有着重要的意义。
对叔辛基酚在世界工业发达国家均有生产,美国辛基酚年产量为2-2.5吨,主要用于生产表面活性剂和酚醛树脂;日本为4000t左右,大部分用于生产油溶性酚醛树脂和橡胶配合剂生产。
1988年太原有机化工厂建成首套以二异辛烯与苯酚烷基化生产200 吨/年对叔辛基酚装置,1993年在沧州市轻工研究所相继有500 吨/年和1500吨/年生产装量投产。
但国内生产装置技术水平和生产能力与国外相比差距很大,美、日等国都为连续化生产,生产能力一般都为万吨级,生产成本较低。
而国内异丁烯齐聚技术的研究起步较晚,目前国内生产辛基酚及其行生产品所需二聚异丁烯全部进口,价格昂贵,限制了辛基酚的发展。
6 生产异戊二烯
异戊二烯是生产异戊橡胶和丁基橡胶的单体,此外还可用于合成异戊烯氯、甲基庚烯酮、芳樟醇、柠檬醛、月桂烯、熏衣草醇、维生素A、E、K、拟除虫菊酯多种附加值很高,经济效益好的精细化学品。
异戊二烯一般是由异丁烯和甲醛为原料,采用烯醛法来生产。
其生产工艺可分为一步法和两步法两种。
二步法是异丁烯和甲醛在硫酸催化剂存在下,发生缩合反应生成4,4-二甲基--1,3--二氧杂环己烷(DMD),DMD再在磷酸作用下裂解生成异戊二烯、甲醛和水,甲醛分离后可循环使用。
该法异丁烯可来源于裂解C4或炼油厂C4馏分。
一步法是由异丁烯和甲醛直接反应生成异戊二烯,反应条件取决于所用的催化剂。
在异戊二烯的生产上,西德拜耳公司,前苏联,•日本可乐丽公司都采用混合C4作原料。
国外从20世纪70年代开始异戊二烯系精细化工产品的开发,目前,生产厂家主要有美国联碳公司、德国BASF公司、日本可乐丽公司、法国Rhone-Poulenc公司以及日本瑞翁公司等,其中日本的异戊二烯精细化工利用率最高。
由于目前我国异戊二烯产品主要依靠进口解决,因而精细化工产品的研究开发远远落后于国外,国产品牌为数极少,许多项目尚处在实验室阶段。
目前的生产和研制单位主要有上海石油化工股份有限公司化工研究所、西南化工研究院以及江苏石油化工学院等。