18、过程控制一览表(完成)
测量管理体系知识培训
控制的考虑影响要素和影响量少些; • 对控制严格程度不一样:需高度控制严格些;低级别控制的较
松些。
一般企业需高度控制的测量过程
选择需高度控制的测量过程 a.进出贸易交接计量测量过程; b.产品质量检验测量过程; c.企业最高计量标准量值传递测量过程; d.重要安全控制测量过程; e.重点装置关键控制参数测量过程等等。
(4)“验证过程记录” 一栏,是填写所选择的一种验证 方法所作的导出计要求的计算和与设备计量特性所进行的 比较(数字之间的比较可以用“≤”(小于或等于)符号 或“>”(大于)符号,从而可以作出“通过”或“不通 过”的判断。
第三部分
测量过程的控制和监视
27`
一、测量过程的控制
.1、需高度控制的测量过程: • 关键性的测量; • 复杂的测量系统; • 保证生产安全的测量; • 由于测量结果不正确会引起后续的昂贵代价的测量。 b.低级别控制的测量过程:
示值误差) ; e.测量设备的计量特性与测量设备的计量要求进行比较(即验证); f.在计量要求限之内-计量确认合格-发计量确认合格证书-贴计量
确认合格标记-投入使用; g.在计量要求限之外-计量确认不合格-调修-再校准-再验证; h.调修后仍不合格的-降级或报报废等处理。
计量确认过程的实施
导出测量设备的计量要求:
(1)首先摸清家底:了解识别本部门有哪些计量 要求,法律法规(能源、经营、安全、环保等方 面),生产过程控制的(原材料进厂检验、生产 过程控制、终端产品检验)。
(2)生产过程从原材料进厂第一道工序到最终产 品出厂按工艺流程顺序做,要覆盖所有工艺文件 规定的参数,一个大过程下面可能有很多小过程 (测量过程必须是形成结论的,输入到输出。) 相同的测量过程只填写一次。
流体输送综合实训
流体输送综合实训一、实训目标1.掌握流体输送过程中的压力、流量、液位控制。
2.采用不同流体输送设备(离心泵、压缩机、真空泵)来加深流体输送概念和加强操作能力训练。
3.通过实训熟悉常用检测仪表、过程控制装置以及执行器。
4.通过实训装置理解DCS控制系统的概念。
二、实训内容1•参观尿素生产实训装置,认识检测仪表、控制装置以及执行器,了解DCS操作控制站。
2.找出流体输送过程中出现的检测仪表、控制装置和执行器,参照工艺流程图,对实物装置进行标号。
并对可以远传的仪表进行标记。
3.液体输送训练:离心泵的开停车及流量调节;离心泵的串、并联。
4.通过实体装置及DCS操作界面,对流体流动过程进行控制。
三、基本原理液体和气体统称为流体,在化工生产中较为常见。
在生产过程中,流体从一个工序或设备转移到另一个工序或设备,需要进行流体输送操作,该操作也是化工生产中较常见的单元操作,对生产有重要意义。
本实训主要根据离心泵的工作原理进行液体输送实训,根据往复式空压机的工作原理进行气体输送实训。
离心泵的基本工作原理为利用叶轮旋转使液体发生离心运动来完成液体输送工作。
具体为离心泵在启动前,必须使泵壳和吸液管内充满液体,然后启动电机,使泵轴带动叶轮和液体做高速旋转运动,液体发生离心运动,被甩向叶轮外缘,经蜗形泵壳的流道流入离心泵的压液管路,实现液体输送工作。
往复式压缩机的基本工作原理为使一定容积的气体顺序地吸入和排出封闭空间提高静压力的压缩机,属于容积式压缩机。
具体为曲轴带动连杆,连杆带动活塞,活塞做上下运动。
活塞运动使气缸内的容积发生变化,当活塞向下运动的时候,汽缸容积增大,进气阀打开,排气阀关闭,气体被吸进来,完成进气过程;当活塞向上运动的时候,气缸容积减小,出气阀打开,进气阀关闭,完成压缩过程,实现气体输送。
四、实训装置和流程(一)流程介绍1.常压流程原料槽V101料液输送到高位槽V102,有三种途径:由P101泵或P102泵单泵输送;P101泵和P102泵串联输送;P101泵和P102泵并联输送。
过程清单和目标一览表

22经营计划管理过程采购及物
控部
经营计划控制程序完成率≥90%
23供应商管理过程采购及物
控部
供应商控制程序材料交付完成率100%
24采购管理过程采购及物
控部
采购控制程序材料合格率≥97%100%100%100%96%94%100%100%
25人力资源管理过程人事后勤
部
人力资源控制程序培训计划完成率100%0%0%100%100%100%100%100%
26员工满意度管理过程人事后勤
部
员工满意度调查控制程序员工满意度≥75%84
27设施管理过程人事后勤
部
设施设备控制程序每月设备故障停机时间≤10H
28品质成本管理财务部质量成本控制程序内部品质失败成本率≤2%0.02%0.51%8.97%0.18%0.86% 1.31%0.61%。
建筑施工工程项目重要隐蔽工程质量管控一览表
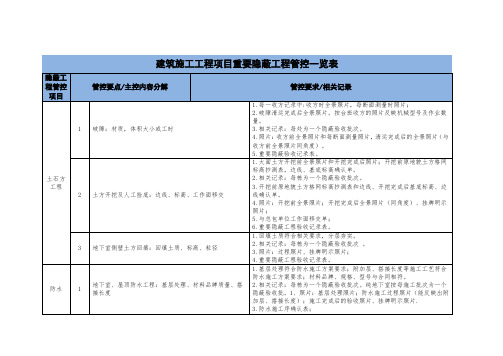
1.钢筋成型质量、锚杆锚入深度和施工质量。
2.相关记录:每处视线范围内不超过40米重大部位钢筋工程一组照片(关模前墙柱梁板筋、转换层剪力墙插筋完成时、砼浇筑时);
3.挂牌明示照片。
4.关模申请、砼浇筑令。
1.每栋(别墅、多层每标段)做一个示范批次,切槽照片,修补封堵照片,核对点位数量、位置。重要隐蔽工程验收记录、照片。
2
标准层公区吊顶、竖井内安装:管(槽)线布置、点位、防火防锈处理、管线材质及其安装方式,功能测试完成
1.每栋(别墅、多层每标段)做一个示范批次,核对排列合图,点评记录,安装完成照片,重要隐蔽工程验收记录。
挡土墙工程
1
重要挡墙:地基处理、钢筋(规格、尺寸、间距)、砼(标号、配合比、密实度)、预应力(锚孔深度、钢绞线长度、压浆等)、墙体(材质、质量、垂直度)
1.基础施工时垫层厚度、基础深度和挡墙主体施工质量,泄水孔的设置和施工质量。
2.钢筋、砼工程要求同上。预应力逐孔隐蔽验收,张拉、压浆时每断面附一组隐蔽照片:照片包括但不限于反应张拉压浆机械型号及人物。
1.每家施工单位为一个隐蔽验收批次。龙骨安装完成,管线安装完成一张照片;吸音保温材料填充完毕后一张照片;封板完成后一张照片。重要隐蔽工程验收记录。
2
木作安装工程示范批次:基层处理;龙骨、木质基层板防火处理;木楔或木砖进行防腐处理,龙骨间距及连接方式。
1.每家施工单位不同部位(如客厅、卧室)为一个隐蔽验收批次。龙骨架完成后一张照片;基层板封闭后一张照片;面层板完成一张照片。重要隐蔽工程验收记录。
2.相关记录:每栋为一个隐蔽验收批次。
3.照片:龙骨施工前预埋件或彭胀螺丝固定预埋件照片;龙骨施工时焊缝、连结部位的细部照片;龙骨安装照片(能反映出主次龙骨间距和尺寸大小);龙骨施工完成后的照片,挂牌明示照片
中控DCS系统操作规程

仪表控制系统操作规程9.1 DCS系统概述DCS集散系统: DCS ( Distributed Control System ),中文全称为集散型控制系统。
DCS是计算机技术、控制技术和网络技术高度结合的产物。
DCS通常采用若干个控制器(过程站)对一个生产过程中的众多控制点进行控制,各控制器间通过网络连接并可进行数据交换。
操作采用计算机操作站,通过网络与控制器连接,收集生产数据,传达操作指令。
因此,DCS的主要特点归结为一句话就是:分散控制集中管理。
DCS是对生产过程集中管理、集中监控和分散控制的一种全新的分布式计算机控制系统。
系统通过局域控制网和过程控制网,可对生产过程中的各种参数进行监控。
现场一次检测元件把检测到的模拟信号通过I/O(控制系统需要建立信号的输入和输出通道,这就是I/O)。
转换设备,转换成数字信号,通过过程控制网送到过程控制器进行运算,数据通过局域控制网被传递到系统的操作站上的显示器显示出来。
过程操作人员可通过操作台上的操作员键盘输入操作命令及数据。
数据又通过局域控制网传递到过程控制器进行运算,通过过程控制网送到I/O进行信号的数字/模拟转换,最终送到被执行的设备上,完成控制任务。
通常系统是以数台、数十台操作站进行过程监控,全部信息还可通过以太网与工厂的管理网连接,实现全厂统一调度管理。
优化服务器可通过局域控制网对生产过程提供最佳的控制方案,实现先进及优化控制。
系统可通过操作站及报警打印机,对生产过程进行高度集中地操作、显示和报警。
用户可根据现场情况,将过程控制网分散延伸到危险现场,I/O转换可在危险场合进行。
真正做到集中管理,分散控制。
整个装置继承了常规模拟仪表控制系统和计算机集中控制系统的优点,并且克服了单微机控制系统危险性高度集中以及常规仪表控制功能单一、人/机界面联系差的缺点。
可以进行连续控制、批量(顺序)控制、逻辑控制;可以实现过程监控、数据打印、报警显示、历史数据储存等日常的全部操作要求。
风险识别与控制一览表

56 品质部 57 品质部
√ √
√ √
√
58 品质部 59 品质部
生产过程控制质 产品包装标识不清或错误、包装少袋、 √ 量风险 烂袋、胀袋,成品变质等
√ √ √ √ √ √
√
因验收标准偏差或把关失误,造成产成 批量原材料质量 品批量质量事故,或造成对市场的恶劣 √ 风险 影响。 生产过程控制质 60 品质部 产品重量差错、异物等 √ 量风险 因原材料检验不合格而特许放行使用, 原材料紧急放行 61 品质部 或检验结果未出紧急放行使用,造成产 √ 、特许放行使用 品品质不良 因原料贮存达不到要求或存放方法不 原料、产成品储 当,导致原料轻微变化或严重变质,最 62 品质部 存、保管、运输 √ 终造成产品不合格;产成品储存、运输 过程中变质风险 过程产生损坏、变质
采购部
采购部
√ √ √ √
生产过程控制 程序
√ √ √
10 采购部 11 采购部
生产计划失误风 生产计划失误,造成缺货、或库存积压 险
12 生产部 13 生产部 14 生产部 15 生产部 16 生产部
设备故障风险 设备选型风险
因设备故障,导致停水、停电、停汽, 造成生产中断 所选设备与生产工艺不符,造成资源浪 √ 费,费用增加。
√
√
71 业务部 72 业务部
√ √ 与顾客有关 的过程控制 √ 程序 客户信息反 馈处理程序 √ 顾客财产控 制程序 √ √ √ √ √ √
√ √
因经销商选择、条件、责任和权利约定 73 业务部 经销商管理风险 、管理控制等方面的失误,给市场开发 √ 、销售带来的损失
√ 业务部 主管 √ √ √ √ √ √ √
√ 组织的知识 控制程序 √ √ √ √
过程清单一览表

5.4 5.5.1 5.5.2
6.1 8.2.3
总经理
(MP) -管理过程
8.2.2 管理者代表
3
管理评审
M3
/
/
5.6
总经理
1
文件控制
S1
文件管理 记录管理
Support Process (SP)-支持过程
S1.1
4.2.3
质管部
S1.2
4.2.4
质管部
2
人力资源
S2
培训控制
S2
6.2 人力资源部
。过程清单和目标。质量体系文件
顾客要求。顾客满意度实施结果。质量管理 体系的变更。重大投诉和质量事故。法律法 体系审核报告。纠正措施 规要求及变更
《内部体系审核控制程序》
顾客反馈。审核结果。过程的业绩。产品的 符合性。预防和纠正措施的状况。以往评审 跟踪措施
管理评审报告。管理评审纠正措施 执行情况
《管理评审控制程序》
告。全尺寸检验记录。性能试验报
告
《产品监视与测量控制程序》
采购的不合格品。生产的不合格品。顾客返 不合格品处理报告。返工品。报废
回的不合格品
品。供方问题整改报告
《不合格品控制程序》
设备说明书。项目研制计划。经验。现场使 对设备进行适当维护。提供为达到
用信息
产品符合要求的设备保障
《设备控制程序》
工装模具台帐。工装模具复验指导书。产品 工装模具图纸。工装模具制造工艺
采购
S3.1
7.4
采购部
3
采购
S3
供方管理
S3.2
7.4
采购部
4 试验和检验
S4
5 不合格品控制 S5
APQP流程管理各阶段输出资料一览表

P2-18试制原材料采购计划 原材料及零件检验
P2-19C?零件全尺寸检验记录 P2-19A?材质报告 P2-19B?首样试装单 采购员提交,质量部确认
P2-20OTS样件制造计划 P2-19 P2-20 编制OTS样件制造计划 供应商OTS提交 P2-21供应商OTS提交通知 结构硬件设计师
P2阶段输出资料清单 P2-2 P2-3 P2-4 P2-5 P2-6 P2-7 P2-8 P2-9 P2-11 产品设计质量功能展开QFD P2-1C产品需求说明书评审报告 技术条件
P2-2A《产品技术条件》 P2-2B《实验大纲》 P2-2C《硬件设计说明书》 硬件设计师
产品设计师编制、实验室汇总
P2-15B新工装、量具、检具设计评审报告 P2-15C新工装、量具、检具制造进度计划 P2-15D《软件功能测试用例》 P2-15E《编程文档》 工程部
测试设计师
包装标准规范
P2-16A包装2D图 P2-16B包装设计评审 P2-16C供应商包装方案确认结构设计师 P2-24 P2-26 样件控制计划(几轮样件的控制 P2-17A《样件控制计划》 P2-17B《功能测试报告》 P2-17C《出厂检验报告》 测试工程师
4.6生产控制计划 生产控制计划
4.7 P-FMEA P-FMEA 4.8 PPAP 首批样件送样报告
客户信息反馈及不断的改进
4.9产品审核 产品审核报告
4.10过程审核 过程审核报告
4.11型式试验大纲 总成型式试验大纲
功能性能报告
敏锋公司试验报告(自检报告)
总成试验报告(第三方)附实验室认可文件
P2-7A《分供方清单表》 P2-7B《设计制造职能矩阵表》 采购员
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
≥48%
≤2.5% ≤2.0%
混合材参加量(CaO)%
K±2.0%
P.S.A32.5
SO3 Mgo Cl标准稠度
凝结时间
K±0.2% ≤5.0% ≤0.06% ≤28.0% 初凝200±60min 终凝280±60min
合格率
95% 100% 85% 100% 100%
100%
90% 90% 90% 90% 90%
≥1.6% ≥13.0%
≥38% ≤8.5% ≤0.0%
放射性
符合GB6566的规定
进 厂 原 材 料
95级矿粉
脱硫石膏
石灰石
杂物 密度 比表面积 7天活性 28天活性 流动度比 含水量 初凝比 三氧化硫 不溶物 烧失量 附着水 结晶水 SO3 CL水分
粒度
CaO
AL2O3 0.08mm筛余
矿渣中不得混有外来夹杂物 ≥2.8g/cm3 ≥400m2/kg ≥70% ≥95% ≥95% ≤0.6% ≤200 ≤3.0% ≤3.0% ≤0.0% ≤17% ≥15% ≥40% ≤0.06% ≤2.0%
P.O42.5
凝结时间
初凝200±60min 终凝280±60min
物理性能
除满足国家标准外,其3天抗压 25±1MPa;28天抗压≥50MPa
28天抗压强度变异系 数
28天抗压富裕强度
<4.5% ≥2.0MPa
出厂水泥标准偏差
≤1.5MPa
化学性能
符合相应标准规定
标准稠度
≤26.5%
比表面积
≥350m2/kg
物理性能 检验
钙铁硫分 析
手工化学 分析
物理性能 检验
钙铁硫分 析
手工化学 分析
物理性能 检验
物理性能 检验
物理性能 检验
物理性能 检验
物理性能 检验
1次/2h
1次/24h 1次/2h 1次/1h 1次/1h
1次/24h
1次/24h
1次/2h
1次/24h
综合
综合
综合样 入 库
综合 提 综合 升
机 综合样
综合样
综合样
综合
综合样 入 库 提 升
综合样 机
综合样
综合样
P.S.A32.5
化学性能
标准稠度 标准稠度 0.045mm筛余
凝结时间
符合相应标准规定
物理性能
除满足国家标准外,其3天抗压 25±1MPa;28天抗压50±2MPa
P.O52.5
28天抗压强度标准偏 差
比表面积 混合材参加量(CaO%)
SO3 Mgo LOSS Cl标准稠度
凝结时间
≤1.5MPa
≥370m2/kg K±2.0% K±0.2% ≤4.5% ≤4.5% ≤0.06% ≤26.5%
≤28.0% ≤28.0% ≤10.0% 初凝200±60min 终凝280±60min
物理性能
除满足国家标准外,其3天抗压 16±1MPa;28天抗压≥40MPa
出厂水泥合格率
出厂水泥富裕强度
出厂水泥标准偏差
≤1.5MPa
化学性能
符合相应标准规定
标准稠度
≤28.0%
比表面积
≥350m2/kg
P.C42.5
物理性能
除满足国家标准外,其3天抗压 24±1MPa;28天抗压49±2MPa
入 库
28天强度标准偏差
≤1.5MPa
水
比表面积
≥330m2/kg
泥
混合材参加量(CaO%)
K±2.0%
P.O42.5
SO3 Mgo LOSS Cl胶砂流动度 标准稠度
凝结时间
K±0.2% ≤4.5% ≤5.0% ≤0.06% ≥205mm ≤27.5% 初凝200±60min 终凝280±60min
90% 90% 100% 95% 95% 95% 95% 95% 95% 95% 95% 95% 90% 90% 90% 95% 90% 90% 90% 90% ≥85%
≥75%
85% 100% 100% 90% 90% 90%
频次 1次/24h 1次/每车
1次/24h
取 样 取样 方式 点
熟
瞬时
料 罐
口
1次/批
放
1000T
散 装
口
1次/批
放
1000T
散 装
口
1次/批
放
1000T
散 装
口
沈阳老虎水泥有限公司
过程质量控制一览表
2020年
检验方式
手工化学 分析
手工化学 分析
比表面积 仪 胶砂对比
手工化学 分析
手工化学 分析
筛析 钙铁硫分
析 手工化学
分析
物理性能 检验
物理性能 检验
钙铁硫分 析
手工化学 分析
95%
100%
85% 100% 85% 100% 85% 100% 90% 95% 95%
100%
100%
1次/24h 1次/月 1次/1h 1次/1h 1次/24h 1次/1h
1次/24h
机
综合
入 库 提 综合样 升 机
1次/24h 1次/月 1次/2h 1次/1h 1次/4h 1次/24h 1次/24h 1次/24h 1次/24h
库
提
综合
升 机
物理性能
除满足国家标准外,其3天抗压 16±1MPa;28天抗压40±2MPa
28天强度标准偏差
≤1.2MPa
混合材参加量(CaO)%
K±2.0%
P.C42.5
SO3 loss Mgo Cl比表面积 胶砂流动度 标准稠度
凝结时间
K±0.2% ≤5.0% ≤4.5% ≤0.06% ≥350m2/kg ≥200mm ≤28.0% 初凝200±60min 终凝280±60min
初凝180±60min 终凝240±60min
物理性能
除满足国家标准外,其3天抗压 30±1MPa;28天抗压60±2MPa
28天抗压强度标准偏 差
≤1.8MPa
100%
100%
100% 85% 85% 100% 100% 85% 95% 90% 90% 90%
100%
100% 85%
100% 85% 100% 85% 100% 95% 90% 95% 95%
过程质量控制一览表
类 别
物料
控制项目
指标
熟料
SO3 f-cao 比表面积
凝结时间
≤0.8% ≤1.5% 340-360m2/kg 初凝不小于45min 终凝时间不大于360min
物理性能
满足国家标准外,其3天抗压≥ 30MPa;28天抗压≥50MPa。
矿渣(水渣)
质量系数 水分 CaO MgO LOSS
下
1次/120h 1次/批
1次/120h
瞬时
堆 场
凭供应商提供的检验 报告验收 1次/每批 1次/120h
1次/24h
1次/120h 1次/24h 1次/120h
散 装 瞬时 罐 入 口
1次/48h 1次/24h 1次/48h 1次/2h 1次/1h 1次/1h
1次/24h
瞬时
堆 场
瞬时
堆 场
瞬时
入
P.O52.5
凝结时间
初凝180±60min 终凝260±60min
物理性能
除满足国家标准外,其3天抗压 30±1MPa;28天抗压≥60MPa
28天抗压强度变异系 数
28天抗压富裕强度
<4.5% ≥2.5MPa
出厂水泥标准偏差
≤1.5MPa
100%
100% 100% 100% 100% 100%
100%
凝结时间 物理性能
初凝200±60min 终凝280±60min
除满足国家标准外,其3天抗压 24±1MPa;28天抗压≥49MPa
28天抗压强度变异系 数
<4.5%
出
28天抗压富裕强度Fra bibliotek≥2.0MPa
厂 水
出厂水泥标准偏差
≤1.5MPa
泥
化学性能
符合相应标准规定
标准稠度
≤27.5%
比表面积
≥330m2/kg
100% 100% 100%
100%
100% 100% 100% 100%
100%
100% 100% 100%
100%
100% 100% 100% 100%
100%
100% 100% 100%
100%
100% 100% 100% 100%
100%
100% 100% 100%
1次/批
放
1000T
散 装