ZB45包装机铝箔纸左导纸板的改进
YB45包装机内框纸切割输送机构门架开合方式的改进

YB45包装机内框纸切割输送机构门架开合方式的改进【摘要】YB45包装机在生产细支时,工艺要求内框纸的折边为圆弧折角,要达到此要求就需要在内框纸切割输送机构的输送滚轮上增加刻痕槽线,当操作人员在手动下关闭门架时,会使相对应的输送滚轮上的刻痕槽线发生碰撞而断裂,使输送滚轮损坏,造成内框纸刻痕损伤。
通过对包装机内框纸切割输送机构活动门架开合方式的改进,改变直接用手关闭活动门架的方式,而采用液压驱动来保证活动门架的平稳下落,避免因用力按压门架造成的输送滚轮上刻痕槽线的磕碰损坏,解决内框纸输送滚轮频繁损坏的问题,延长输送滚轮的使用寿命,保证内框纸弧边刻痕的质量稳定。
从而降低内框纸的故障率与维修费用。
【关键词】:内框纸刻痕活动门架输送滚轮液压驱动开合【正文】引言:ZB45型硬盒包装机组包装速度为400包/min,目前在国内烟草企业中广泛应用。
由ZB45硬盒包装机组改造而成的细支烟生产设备用于生产细支烟产品。
该产品烟支规格为直径5.4mm,外观工艺要求为小盒外观采用前圆后方;正面两边为弧角、后部为直角的包装形式。
这就要求内框纸两折边也应为弧形设计。
为满足工艺要求,在内框纸输送滚轮上增加了能实现内框纸圆弧折边的压痕线,而在生产过程中输送滚轮的刻痕槽线经常发生破损的情况,造成内框纸刻痕线的质量缺陷,致使输送滚轮无法正常使用。
1.内框纸切割输送机构结构分析内框纸切割输送机构是将内框纸带进行虚线切割和U型切割后,由输送辊将其输送至内框纸切纸刀处进行最后的裁切成型,然后由吸嘴摆臂将切割成型的单张内框纸输送至四号轮模盒上方,再进行盒烟包装。
内框纸输送部件由上门架;下支架;输送滚轮;刻痕对应轮;刻痕轮;弹簧顶柱等主要零件组成。
在原设计中,为方便操作,内框纸输送部件为可开合式,其中下支架通过螺栓固定在机体上,活动门架左侧用销轴与下支架相联,右侧可以旋转开合,需要闭合时由操作人员下压活动门架,并克服弹簧顶柱的压力,使活动门架闭合,当活动门架处于闭合状态时由门钩与下支架固定。
YB45包装机条盒定位装置关键参数优化

YB45包装机条盒定位装置关键参数优化ZB45包装机条盒包装是卷烟包装的重要一环,但常因定位不准确产生包装质量问题。
条盒定位装置主要有接纸钩、侧导板和导纸板,它们的相对位置决定条盒最终包装位置。
通过响应曲面分析,寻找最优参数组合:接纸钩位置113mm,侧导板位置1.5mm,导纸板位置2.15mm。
经验证,参数优化效果良好。
标签:ZB45包装机;条盒定位装置;关键参数ZB45包装机组装备技术引自意大利,国外机型代号是GDX2,是经授权后国产化的成熟机型。
这种卷烟包装机的特点是稳定性强,自动化程度高,运行速度中速,产品质量可靠性好,当前我厂有该进行共8组,运行多年来,为我厂卷烟包装作出重大贡献。
现在部分机组的使用年限已经到了十几年,经过长期运行后,设备老化,零部件磨损等原因,使得该机型出现一系列的包装质量问题,尤其是条盒包装,常出现条盒包偏,条盒包装破损等质量缺陷的产品。
后步工序中虽有质量检测提出在装置,但是有少数没有被检测剔除掉,流入到市场,影响企业带的品牌形象。
因此,需要进行系统分析,从源头解决条盒包偏等质量问题。
1 条盒点位关键参数试验的响应曲面法(Response surface methodology,RSM)分析在ZB45包装生产过程中,条盒定位装置主要有接纸钩、侧导板和导纸板三个部分组成,这三个之间的相对位置决定条盒最终包装位置,其中接纸勾位置指沟槽底部顶平面到预折叠框内部下平面的距离,侧导板位置是指侧导板与条盒纸两侧短边之间的距离,导致板位置是指导致板凸出成型通道入口上导板后端的距离。
1.1 试验设计及数据收集由于只有三个因子,进行响应曲面法(RSM)设计,分析定位装置参数的变化对包装机流通合格率(Rolled throughtout yield,RTY)的影响。
采用RSM 的中心复合表面设计(Central Composite Face Centered,CCF),通过Minitab 16设计试验点,然后进行试验,试验机台为6#ZB45包装机机组进行,试验数据如表1。
ZB45包装机常见故障与维修方法

ZB45包装机常见故障与维修方法2河南中烟工业有限责任公司南阳卷烟厂河南南阳 473000摘要:ZB45型硬盒包装机组是上海烟机集团从意大利G.D公司引进的卷烟包装设备,设计生产速度为400包烟/分钟,是当前国内卷烟企业包装线上的主流机型。
该机型在设计离合器、剔除器动作时,采用了以大功率电磁铁作为驱动机构的方式实现从动部位与主传动部位的啮合与分离,其机电组合形式的设计较为传统。
在长期运行过程中,经常会出现电磁铁噪音异常大、电磁铁控制机械执行机构动作不到位、带诊断功能的固态继电器报警等问题。
本篇文章以实际工作中的维修案例为重点,对电磁铁异常问题进行分析判断,并进行合理解决,以提高设备运行稳定性。
关键词:烟草设备;ZB45型包装机;电磁铁;离合机构;剔除机构;电磁噪声;连杆行程。
引言:随着企业管理水平的不断提升,烟草企业对设备管理的考核标准也在逐步提高,以设备综合效率为考核依据的设备管理模式普遍推广应用。
各企业在围绕提高设备综合效率上攻坚克难,把降低生产过程浪费作为工作提升的重要方法。
在设备维修中,怎样快速、高效的解决生产过程中出现的机械、电气故障,也是管理和维修人员需要面对的一个重要问题。
以电磁铁故障为例,通过分析电磁铁工作原理和常见故障,对ZB45包装机出现的电磁铁问题提出解决方案,并进行标准化作业指导,是本篇文章的立意根本。
[1]一、电磁铁磁性强弱关系分析:电磁铁的磁性强弱与电流大小、线圈匝数、有无铁芯等因素有关。
在电磁铁匝数一定时,电流越大,电磁铁的磁性越大;当通过电磁铁的电流相同时,电磁铁的线圈匝数越多,电磁铁的磁性越强;有铁芯的磁性比没有铁芯的磁性强。
电磁铁磁性强弱可以用电流的强弱和线圈匝数多少来控制,可以通过改变电阻控制电流大小来控制磁性大小。
所以,磁性强弱与电流大小、线圈匝数、有无铁芯有很大关系。
二、电磁铁产生噪音分析从电磁铁工作原理方面入手,分析电磁铁噪音异常大的原因有8种情况:[2]1)工作电压过低,电源电压达不到85%-110%的额定电压,电磁铁吸合不住而产生震颤噪声。
提高YB45型硬盒包装机内框纸输送的稳定性

提高YB45型硬盒包装机内框纸输送的稳定性【摘要】针对YB45硬盒包装机因原辅材料等因素变化,造成内框纸传送不稳定,本文通过改进吸风脚的方法,增大吸附力,确保内框纸在输送过程中的稳定到位,提高了设备的有效作业率。
【关键词】 YB45硬盒包装机,内框纸,吸风脚1 前言在设备的运行过程中,YB45硬盒包装机内框纸在高速(400包/分)传送过程中存在内框纸与吸风脚之间产生移位现象,从而导致内框纸不能准确被折叠成型并送入四号轮模盒内,出现“四号轮无内框纸”停机现象。
内框纸传送不稳定不但影响着设备的有效作业率,而且容易出现产品质量问题。
本文介绍了YB45硬盒包装机内框纸裁切和传送的原理,分析了造成内框纸传送不稳定的主要因素,并通过改进内框纸吸风脚的方法,解决了内框纸传送不稳定的问题,保正设备的高速正常运行。
2 YB45内框纸裁切和输送原理2.1 内框纸裁切YB45内框纸的纸带从纸盘上拉出后,经过检测滚轮、固定送纸辊、浮动送纸辊、报警辊、压纸辊、手动裁纸刀装置后进入输送和折痕切割箱体。
间歇输送的内框纸带经过折痕切割箱体后被切出两条虚线和U形线交替组合的痕迹,便于以后的内框纸折迭成型。
当内框纸带从折痕切割箱体右端伸出停顿时,装在顶升轴上端的活动切刀将其切割成单张内框纸。
2.2内框纸传送被切下的单张内框纸由上方的吸风脚利用真空吸力吸住,此时活动切刀快速下降。
通过凸轮和摆杆轴的作用,吸风脚旋转90°后将该张内框纸输送到一固定的内框纸成型框板的上面,这时在更上面位置的下压推板向下带着内框纸穿过成型框板成型,内框纸被压成U型后再被压进4号轮某一模盒内的预定位置。
在设备正常运转时,3号轮前面的部件中如出现缺包,内框纸部件内一电磁铁通过铁芯的顶升作用使一对传动齿轮脱开,内框纸输送机构将暂停输送内框纸。
3 内框纸输送不稳定的原因分析生产过程中由于需要一定数量的更换内框纸卷,而内框纸包装材料质量的变化(如湿度等)。
YB45硬盒包装机内框纸传动箱内齿改进

YB45硬盒包装机内框纸传动箱内齿改进发布时间:2022-05-13T02:58:10.921Z 来源:《福光技术》2022年10期作者:付文政沈波丁力[导读] ZB45包装机组是目前国内卷烟企业广泛使用的卷烟包装设备,ZB45包装机组由YB45包装机、YB55小包透明机、YB65条盒包装机和YB95条盒包装透明机组成。
河南中烟工业有限责任公司安阳卷烟厂摘要:YB45硬盒包装机生产应用中,内框纸传动箱中的内齿套由槽轮机构驱动,以实现内框纸虚线压痕和输送,为防止漏油,内齿套与箱体之间安装有油封,但内齿套材质为铜,耐磨性差,设备长期使用中内齿套会被油封密封环磨出凹槽,产生润滑油泄漏现象。
更换时,需将内框纸传动输送部位模块整体吊下进行更换,需将近8个小时,严重制约设备运行效率。
针对内框纸传动箱内齿套漏油现象,通过在磨损的内齿套上与油封结合处采用镶套的工艺方法,提高结合处的硬度和耐磨程度,减缓该部位漏油,并达到提质降耗的目的。
关键词:YB45包装机内齿套磨损油封引言ZB45包装机组是目前国内卷烟企业广泛使用的卷烟包装设备,ZB45包装机组由YB45包装机、YB55小包透明机、YB65条盒包装机和YB95条盒包装透明机组成。
内框纸供给部位是YB45包装机上的重要组成部位,YB45硬盒包装机内框纸传动箱内齿套安装在箱体上,由槽轮带动,以实现内框纸虚线压痕和输送,为防止漏油,内齿套与箱体之间安装有油封,但内齿套材质为铜,耐磨性较差,一旦内齿套被油封密封环磨出凹槽,就会造成漏油现象的发生。
1.存在问题内框纸传动箱的运动是由主传动的内齿轮轴以每分钟 400 转的转速传入的,双联齿轮的一头与内齿轮轴啮合,将动力传至双联齿轮轴,另一头齿轮与固定在轴上的内齿轮相联,内齿轮通过键、销固定在轴上,从而带动整个内框纸部件传动。
在长期的运行中,内框纸传动箱中的内齿套磨损后,导致箱体内润滑油随着齿轮的转动带到内框纸折痕切割部位,严重影响了产品质量。
ZB45型硬盒包装机商标纸气路改造-精品文档
ZB45型硬盒包装机商标纸气路改造1 改造背景ZB45型硬盒包装机组用于卷烟产品的成品包装,在包装过程中对原辅材料的质量要求很高。
目前,为卷烟企业提供商标纸的供应商很多,质量参差不齐,存在裁切过程中形成的切末、毛茬以及长时间堆压,造成商标纸一定程度的相互粘连。
在生产使用中容易出现吸附粘连下双张现象,造成商标纸输送通道阻塞停机和质量隐患。
需经操作工手工处理,影响设备运行效率,增大工作强度。
由于商标纸切末、毛茬较多,切末、毛茬经过商标纸吸盘后进入负压吸风管道,容易造成负压吸风管道堵塞而使负压达不到标准值,商标纸吸附故障增加。
而原机商标纸吸风管道由竖直风管、水平风管和风室风管组成,竖直风管竖直设置,水平风管水平设置,水平风管和竖直风管在同一竖直平面内且竖直风管在水平风管上方,风室风管与水平风管在同一水平平面内且两者相互垂直。
水平风管两端通过弯头分别与竖直风管和风室风管连接,结构固定,拆卸极不方便,不易清理,影响工作效率和设备效能。
2 改造方案及实施2.1 对商标纸吸风管道进行改造。
拆除商标纸竖立管道与横立管道直角连接处的弯头,加工一个正方体四通铜块,其中两个通孔分别连接于吸风管道上,其它两个通孔加工在管道安装孔相对的位置并用堵丝密封。
商标纸横立管道与商标纸库吸风管道通过一个正方体铁块相连,在商标纸横立管道与商标纸库吸风管道安装孔的相对位置加工两个通孔并用堵丝密封。
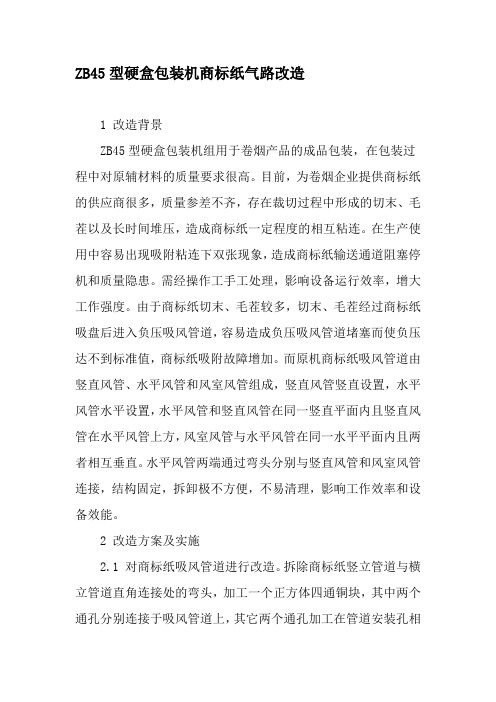
为保证管道密封效果,堵丝与通孔连接时设置有密封环,见图1。
具体实施方式:加工后的正方体块7上端与商标纸竖立管道4连接,右端与商标纸横立管道5连接,下端、左端分别通过堵丝3实现密封;加工后的正方体块6左端与商标纸横立管道5连接,右端、前端分别通过堵丝3实现密封,后端通过管道与商标纸风室相连。
在需要清理商标纸吸风管道时,只需拆除管道两端正方形块上的四个堵丝3进行清理即可,节约了拆卸和清理时间,提高了工作效率。
2.2 在商标纸堆两端增加吹风装置。
用气管引一压缩空气气源,通过一个三通和两个气管把气源分流至商标纸纸库两端,两个气管终端安装节流阀;在商标纸纸库两端的纸库架上分别钻一通孔后进行攻丝,两个节流阀螺纹连接于攻丝后的通孔上,见图2。
ZB45包装机CH双联推包器挡板的改进设计与应用
ZB45包装机CH双联推包器挡板的改进设计与应用作者:李家龙侯桂东来源:《科学与财富》2015年第24期摘要:CH双联推包器挡板经过长期的往复运动,其零部件之间的配合容易在运行过程中出现松动,导致推板不能及时、准确复位,从而刮伤烟包表面,造成产品质量问题。
同时,在挡板高速往复运动中,其拉簧也容易因塑性变形而失效,进而造成设备故障停机,影响生产效率。
针对该问题,通过分析烟包在CH双联推包器的输送原理及其挡板的结构特点,在挡板端部以及推杆与挡板连接处加装轴承,增加挡板在往复运动的顺畅性和复位的准确性,同时使用了强度较大的拉簧。
应用结果表明,改进后的挡板有效解决了因复位不及时,不到位而造成的产品质量问题,减少了CH小盒透明包装机的故障停机次数,提高了设备的有效作业率。
关键词:CH双联推包器挡板惯性拉簧轴承1 前言随着工业生产自动化程度的不断提高,设备高效运行对于企业效益提升至关重要,同时产品质量更是关乎企业生命的重要因素,因此如何提高设备的有效作业率,如何保障以及提高产品质量是值得每一个企业思考的问题。
当今烟草企业着重发展高档卷烟,而且产量要求也越来越大,这对设备的有效作业率有了更严格的要求,然而,在实际生产中,设备中或多或少存在一些问题,包括设备自身存在设计缺陷以及长期高强度使用造成设备疲劳磨损等等。
在精度较高,速度较快的卷烟包装设备中,任何细小问题都容易被放大,造成设备故障停机,加重机台操作工以及维修工的劳动量,影响着设备的有效作业率。
为了保证生产设备正常、安全、高效运行,保持其技术状况完好,不断提高和改善装备水平,实现设备管理的目的,涉及设备方面的所有缺陷、隐患必须杜绝或进行改善。
因此,本文针对CH透明包装机的双联推包器的挡板存在的缺陷展开研究分析。
CH双联推包器挡板是ZB45型包装机烟包输送系统中的重要零件之一,安装在双联推包器后端,实现将两盒叠加烟包推送进入旋转输送轮中,并及时复位的功能。
虽然结构简单,但烟包输送过程中起到较为重要的推送、定位的作用。
ZB45包装机商标纸上胶量过小故障分析
ZB45包装机商标纸上胶量过小故障分析【摘要】本文针对ZB45包装机商标纸上胶量过小的故障进行分析。
在故障现象分析部分,详细描述了该故障的表现和影响。
可能原因分析部分分析了可能导致此故障的原因,如设备故障或操作不当等。
解决方法探讨部分提出了一些解决该故障的方法并进行了比较和评估。
通过实验验证部分的实验结果证实了提出的解决方法的有效性。
在故障预防措施部分提出了一些预防该故障的措施以避免类似问题再次发生。
在总结了商标纸上胶量过小故障分析的要点,提出了优化改进建议,并展望了未来研究方向。
通过本文的详细分析和探讨,可以帮助相关企业更好地解决和预防类似故障,提高生产效率和质量。
【关键词】ZB45包装机、商标纸、胶量过小、故障分析、故障现象、可能原因、解决方法、实验验证、故障预防、总结、优化改进、未来方向、展望1. 引言1.1 ZB45包装机商标纸上胶量过小故障分析ZB45包装机是一种常用的包装设备,用于商标纸的贴合工作。
在使用过程中,有时会遇到商标纸上胶量过小的故障。
本文将针对这一问题展开分析和探讨,以帮助用户更好地理解和解决类似故障。
在实际工作中,商标纸上胶量过小的故障表现为商标纸无法完全粘贴在产品上,导致包装效果不佳。
可能的原因包括胶水粘度不足、喷胶系统故障、喷嘴堵塞等。
为了解决这一问题,可以尝试调整胶水粘度、清洁喷嘴、更换损坏的喷嘴等方法。
为了验证解决方法的有效性,可以进行实验验证。
通过对不同方法的比较,找出最适合的解决方案。
为了避免类似故障再次发生,可以制定一些故障预防措施,如定期维护设备、使用优质原材料等。
本文将对ZB45包装机商标纸上胶量过小的故障进行深入分析,提出解决方法,并通过实验验证其有效性。
最终总结故障原因,提出优化改进建议,并展望未来研究方向,以期为用户提供更好的包装解决方案。
2. 正文2.1 故障现象分析故障现象分析是对ZB45包装机商标纸上胶量过小故障进行详细描述和分析。
在实际操作中,操作人员发现商标纸上的胶量明显不足,导致商标粘贴效果不佳,甚至有商标掉落的情况发生。
YB45型硬盒包装机商标纸横向输送推杆渗油原因分析及改进
YB45型硬盒包装机商标纸横向输送推杆渗油原因分析及改进摘要:ZB45硬盒包装机组是现阶段我国各烟厂生产卷烟产品的常用设备,YB45型硬盒包装机是ZB45型硬盒包装机组的主要组成单机。
在YB45包装机运行中,商标纸横向输送推杆会频繁出现渗油现象,严重影响了生产效率和产品质量。
为解决该问题,本文通过对该部位结构、传动原理、润滑原理的分析,找出了渗油原因。
并提出了一种利用负压对推杆密封部位进行油量控制的方法,成功解决了该部位的渗油问题。
关键词:YB45型硬盒包装机;漏油故障;负压功能;设备污染中图分类号:TS43 文献标志码:B 文章编号:Analysis and improvement of oil leakage fault trademark paper transverse conveying pusher in YB45 packaging machine.QIU Zhiyong,DING ShaoyunWuzhong Factory, Hunan China Tobacco Industry Co., Ltd.,Wuzhong751100, Ningxia,ChinaAbstract:ZB45 packaging unit is the common equipment for the production ofcigarette products in various tobacco factories in China at this stage, YB45 packaging machine is the main component of ZB45 packaging unit. In the operation of YB45 packaging machine, the trademark paper lateral conveying pusher will frequently appear oil leakage, which seriously affects the production efficiency and product quality. In order to solve this problem, this paper finds out the cause of oil leakage through the analysis of the structure, transmission principle and lubrication principle of the part. And a method of controlling the oil quantity of the pushrod sealing part by negative pressure is proposed, which successfully solves the problem of oil seepage in this part.Keywords:YB45 packaging machine;Oil leak failure;negative pressure;equipment contaminationZB45型硬盒包装机组是我国吸收引进意大利G.D公司技术后国产化的产品,YB45型硬盒包装机是ZB45型硬盒包装机组的主要组成单机之一。
关于ZB45型硬盒硬条包装机组二次开发的情况及设想
关于ZB45型硬盒硬条包装机组二次开发的情况及设想ZB45型硬盒硬条包装机组于1994年从意大利G.D公司引进消化及国产化以来已走过了整整10年的历程。
10年来,我公司已先后制造了ZB45型硬盒硬条包装机组共约170余套及大修理机组近10套,产品遍布全国除西藏以外所有省区。
近年来该产品已日益成熟。
到目前为止,我公司已在转让基本型(以下简称基本型)的基础上,从原烟支、烟包、烟支排列、原辅材料、烟盘、与上游机的联结、整机平面布置及烟支检测、烟包折叠形式等单一规格或形式发展到目前多种规格、多种形式,可满足不同烟厂在各方面的不同需求,并对机器的某些结构作了一定的改进以及在原有机器上增加或开发了不少功能,具体内容如下:(一)YB45型硬盒包装机1、硬盒烟包规格:基本型为87.5×56×23.5,现可用于88.5×57×23.5;88.7×55.7×23.2;88.5×55.7×23.2及87×56×23.5等多种不同烟包规格。
2、铝箔纸烟包规格:基本型为85.5×53.1×21.5,现可用于85.5×54.5×22及86×53.1×22.2等。
3、烟支规格:基本型为φ7.8,现可用于φ7.9及φ7.7。
4、烟支排列:基本型为7-6-7,现可用于7-7-6排列。
5、烟支卸烟形式(即与上游机联接):基本型为A400卸盘机,其配置为后进给斜盘式,现可用于MARCH、COMFLEX、OSCAR、S90等各种自动卸烟设备;另外A400卸盘机配置形式已有前进给直盘式。
6、烟包输送通道(即机组平面布置):基本型为单一向前三通道低架布置,现可满足前后、高低任何通道、任何形式。
7、烟支进CH形式:基本型为后进口,现前后进口均可(包括电气控制)。
8、烟支检测:基本型为机械接触式检测,现也可采用光电检测,更为先进、合理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ZB45包装机铝箔纸左导纸板的改进
1 前言
ZB45硬盒硬条卷烟包装机组是引进意大利GD公司的技术,由上海烟草机械厂国产化生产的高速包装机组。
该机组生产自动化程度高,包装产品质量高,运行稳定。
同时对原辅材料的质量要求也高。
当机组所使用的铝箔纸出现厚薄不均、含水率偏高偏低等质量上的差异时,铝箔纸会出现输送不畅,就会造成停车次数增高、设备效率降低和原辅材料浪费等情况的发生。
通过观察分析我们发现铝箔纸的卷曲是造成挤纸停机的主要原因。
而铝箔纸的卷曲主要表现两种卷曲状态:一是横向的卷曲;二是竖直方向的卷曲。
卷曲的铝箔纸经过压痕对辊不能完全消除卷曲现象时,就会在切割辊上绕纸或在吸风带组件的有机玻璃挡板进口处受阻,造成挤纸。
铝箔纸的横向卷曲通过调整、更换压痕对辊或其它形式的技术处理能够避免挤纸现象的发生。
但竖直方向的卷曲往往是经过压痕对辊后两边还向中间卷曲,从而使铝箔纸在吸风带组件的有机玻璃挡板进口处受阻,出现挤纸现象。
为此,确定对铝箔纸输送通道中的左导纸板进行改进,以消除铝箔纸的卷曲现象。
2 改进的技术方案及原理
改造的技术方案是:在铝箔纸左导纸板的两边打吸风孔、槽,使卷曲的
铝箔纸的两边平吸在导纸板上,消除卷曲。
但该部位要直接采用负压风吸附就会造成铝箔纸贴紧导纸板不能移动,反而造成更严重的挤纸现象。
因此我们运用射流原理,使用正压产生负压吸附;在吸附同时正压气的一部分气流又在铝箔纸和导纸板之间形成了向下运动的气垫,从而即克服了卷曲,又保证了正常输送。
为保证技术方案的有效实现,我们做了一些的设计改进。
2.1 选择合适的位置
通过对铝箔纸左导纸板实际状态的测量,我们确定了孔、槽的位置尺寸(参见图1)。
从图1中的孔、槽位置尺寸的标注对比实物照片(图2)可以看出:产生负压的孔刚好在输送辊轮轴线的偏上位置,槽连接孔延伸至导板的最下沿。
从而保证了铝箔纸通过输送辊轮后就被产生的负压吸附着,一直保持平整的状态向下输送。
2.2 射流孔角度的合理选择
射流孔角度如果不合理就不会产生负压。
我们将射流孔的角度设计成与向下的垂直平面成15°夹角(参见图2),这样的选择是基于两方面的考虑:一是射流孔在这个角度状态下,正压气一部分对着3mm孔壁向导板的后面喷去,另一部分则沿着1mm深的凹槽向下喷去,使其产生最佳的负压效果;二是较小的夹角能够使铝箔纸与导板之间产生气垫,防止被吸附的铝箔纸紧贴导板,从而保证了铝箔纸顺利的输送。
2.3 加装节流阀
在正压气管路的合适位置加装节流阀。
加装节流阀的目的,主要是为了方便的调节正压气的流量大小,使之产生适当的负压吸附。
3 改進后的应用效果
铝箔纸左纸导板在改进前,铝箔纸挤纸次数每班平均达到30次;改进后铝箔纸左纸导板投入使用后,降低到3次以下,效果明显,大大提高了设备运行效率,减少了因挤纸停机造成的原辅材料消耗。
由于没有改动机械和电器部件,改进部位不需要维修,只需在保养时做好吹风顺畅即可。