光纤松套管工艺卡
光纤光缆工程熔接技术规范
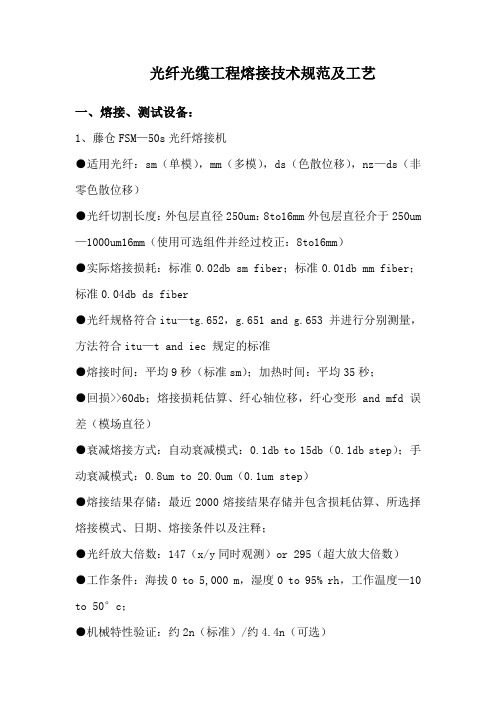
光纤光缆工程熔接技术规范及工艺一、熔接、测试设备:1、藤仓FSM—50s光纤熔接机●适用光纤:sm(单模),mm(多模),ds(色散位移),nz—ds(非零色散位移)●光纤切割长度:外包层直径250um:8to16mm外包层直径介于250um —1000um16mm(使用可选组件并经过校正:8to16mm)●实际熔接损耗:标准0.02db sm fiber;标准0.01db mm fiber;标准0.04db ds fiber●光纤规格符合itu—tg.652,g.651 and g.653 并进行分别测量,方法符合itu—t and iec 规定的标准●熔接时间:平均9秒(标准sm);加热时间:平均35秒;●回损>>60db;熔接损耗估算、纤心轴位移,纤心变形and mfd 误差(模场直径)●衰减熔接方式:自动衰减模式:0.1db to 15db(0.1db step);手动衰减模式:0.8um to 20.0um(0.1um step)●熔接结果存储:最近2000熔接结果存储并包含损耗估算、所选择熔接模式、日期、熔接条件以及注释;●光纤放大倍数:147(x/y同时观测)or 295(超大放大倍数)●工作条件:海拔0 to 5,000 m,湿度0 to 95% rh,工作温度—10 to 50°c;●机械特性验证:约2n(标准)/约4.4n(可选)●可用保护管长度:60mm、40mm and 微型保护管;滑入式电源组件交流适配器 adc—11:100 to 240v ac●电池:btr—06s:dc 13.2v,4.5ah,可熔接/可加热最少60次;btr—061:dc13.2v,9.0ah,可熔接/加热最少120次。
●防风最大风力:15m/s;尺寸150(w)×150(d)×150w(h);●重量 2.3kg2、PK7500 便携式光时域反射仪二、光纤光缆的接续:光缆一定订购,其光纤自身的传输损耗也基本确定,而光纤接头处得熔接损耗则与光纤的本身及现场施工有关。
光纤测试实训

上一页 下一页 返回
9.3 光缆测试
式中,c是光在真空中的速度,而t是信号发送到接收到信号 (双程)的总时间(两数值相乘除以2后就是单程的距离)。 因为光在玻璃中要比在真空中的速度慢,所以为了精确地测 量距离,被测的光纤必须要指明折射率n(n是由光纤生产商 来标明)。 (3) OTDR轨迹图分析 图9-3为OTDR的轨迹图,Front Connector以前是盲区, 一般为消除盲区需接入1km左右的光纤;Connector Pair处曲线突然升高,可判断此点的反射或散射强烈,可能 是连接器或光损伤造成的损耗值;Fusion Splice、Bend 处曲线下降,可能是熔接点或弯曲,光纤的熔接点缺陷容易 造成轨迹图中散射曲线的突然跌落。
下一页 返回
9.1 光缆的色谱分析
4. 实训原理 (1) 光缆及其结构 光缆的基本结构一般由缆芯、加强件、填充物和护层等几部 分构成,另外,根据需要还有防水层、缓冲层、绝缘金属导 线等构成。 (2) 光缆型号 光缆型号是识别光缆规格程式和用途的代号。光缆的型号由 分类、加强构件、派生、护套、外护套五个部分组成。有关 内容,请参看第2章的有关内容。 (3)光缆的端别 ① 端别的识别。光缆中光纤单元、单元内光纤、导电线组 (对)及组(对)内的绝缘线芯。采用全色谱或领色谱来识 别光缆的端别及光纤序号。对于工程测量和接续工作,必须 首先注意光缆的端别和了解光纤纤序的排列。
上一页 下一页 返回
9.1 光缆的色谱分析
(3)剪断填充线、加强件 剪断填充线、加强件后,用光纤剥线钳剥去套管,观察套管 内光纤。 (4)识别 正确识别套管顺序、芯线色谱及线序,达到熟练程度。 (5)做好记录 6.实训思考题 (1)如何快速准确的依据填充线分辨套管顺序? (2)如何根据套管中的芯线色谱识别光缆芯线线序? (3)工程实践中如何正确判别光缆传输端别? (4)如何正确使用开缆刀、剥线钳等工具?
光纤跳线生产技术工艺流程
光纤跳线生产技术工艺流程
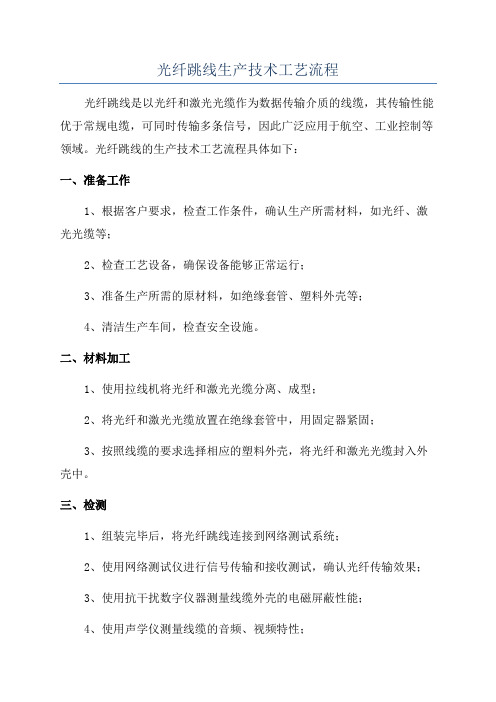
光纤跳线是以光纤和激光光缆作为数据传输介质的线缆,其传输性能优于常规电缆,可同时传输多条信号,因此广泛应用于航空、工业控制等领域。
光纤跳线的生产技术工艺流程具体如下:
一、准备工作
1、根据客户要求,检查工作条件,确认生产所需材料,如光纤、激光光缆等;
2、检查工艺设备,确保设备能够正常运行;
3、准备生产所需的原材料,如绝缘套管、塑料外壳等;
4、清洁生产车间,检查安全设施。
二、材料加工
1、使用拉线机将光纤和激光光缆分离、成型;
2、将光纤和激光光缆放置在绝缘套管中,用固定器紧固;
3、按照线缆的要求选择相应的塑料外壳,将光纤和激光光缆封入外壳中。
三、检测
1、组装完毕后,将光纤跳线连接到网络测试系统;
2、使用网络测试仪进行信号传输和接收测试,确认光纤传输效果;
3、使用抗干扰数字仪器测量线缆外壳的电磁屏蔽性能;
4、使用声学仪测量线缆的音频、视频特性;
5、使用光纤联机仪测量光纤的波长和衰减值,等检测。
四、组装
1、将光纤跳线放置在组装架上,按照标准配线;
2、将已组装完毕的光纤跳线放入防水袋中,准备包装及贴标;
五、贴标及包装。
光缆工艺流程
光缆工艺流程
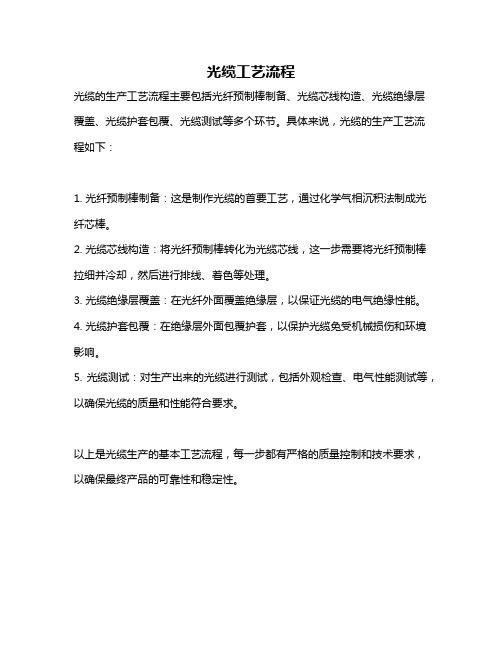
光缆的生产工艺流程主要包括光纤预制棒制备、光缆芯线构造、光缆绝缘层覆盖、光缆护套包覆、光缆测试等多个环节。
具体来说,光缆的生产工艺流程如下:
1. 光纤预制棒制备:这是制作光缆的首要工艺,通过化学气相沉积法制成光纤芯棒。
2. 光缆芯线构造:将光纤预制棒转化为光缆芯线,这一步需要将光纤预制棒拉细并冷却,然后进行排线、着色等处理。
3. 光缆绝缘层覆盖:在光纤外面覆盖绝缘层,以保证光缆的电气绝缘性能。
4. 光缆护套包覆:在绝缘层外面包覆护套,以保护光缆免受机械损伤和环境影响。
5. 光缆测试:对生产出来的光缆进行测试,包括外观检查、电气性能测试等,以确保光缆的质量和性能符合要求。
以上是光缆生产的基本工艺流程,每一步都有严格的质量控制和技术要求,以确保最终产品的可靠性和稳定性。
穿墙套管施工工艺卡

检查项目
质量标准
所属评定表编号
检验方法
检查结果
操作人\时间
检查绝缘子片规格型号核对
按设计规定
观察检查
□是□否
2.2
瓷件外观
光洁,完整无裂纹
观察检查
□是□否
2.3
瓷铁胶合处检查
粘合牢固,无缝隙
观察检查
□是□否
2.4
连接金具及附件
齐全,完好,规格型号正确
与绝缘子配合正确
测量检查
□是□否
2.5
绝缘子底座水平误差
≤5mm
用尺检查
3
制作、安装
3.1
母线直线段内各支柱绝缘子中心线误差
≤2mm
用尺检查
·
3.2
叠装支柱绝缘子垂直误差
≤2mm
用尺检查
3.3
纯瓷绝缘子与金属接触面间垫圈厚度
≥1.5mm
用尺检查
3.4
绝缘子固定
螺栓齐全,紧固
用扳手检查
□是□否
3.5
接地线排列
方向一致
观察检查
_kV_变电站
______穿墙套管施工工艺卡
2012年9月版
____________________________变电站
________________穿墙套管施工工艺卡
说明:1、由工作负责人在检查结果一栏的“□”内用“√”表示已检查完毕且符合规范,如需要填写数据则填写数据;并在检查人一栏中签字。
□是□否
3.6
与接地网连接
牢固,导通良好
扳动并导通检查
□是□否
生产制造厂:_________________________________________________
(ZY-04)光纤活动连接器作业指导书

(穿零件工序)ZY-04A/0第2页 共14页一、设备及工具:剥线钳、陶瓷剪刀。
二、主要原材料:散件、光缆。
三、适用范围:该工序适用于跳线穿零件工序。
四、工艺步骤:选散件、穿零件、剥光缆。
五、工艺内容 : (一) 选散件根据派工单要求选择相应的连接头散件 (二)穿零件按正确的方向和顺序将标识环、尾套、压接环Ⅰ、 压接环Ⅱ和主体零件依次套入光缆 (三)剥光缆按表中长度要求用剥线钳剥除PVC 外被,并套上弹簧。
六 、工艺要求 :1、φ3跳线用直径为φ3的标识环,φ2跳线用直径为φ2的标识环;2、穿φ3光纤跳线时,手拿12条光缆,位置大约在150mm 处。
光缆型号 FC 烽火SM φ325±1mm编 制校 对审 核ZY-04A/0 第10页共14页一、设备及工具:插损/回损测试仪、测试适配器、上定位环工装、绕线棒、标准测试线。
二、主要原材料:定位环、反射油、光纤跳线。
三、适用范围:该工序适用于尾纤型产品、适配器、衰减器、插芯套组件的损耗测试工序。
四、工艺步骤:校准、测损耗值。
五、工艺内容:(一)校准:按照《回波损耗测试仪操作规程》校准步骤校准系统的插入损耗值和回波损耗值。
(二)测试损耗值:1、将被测产品接入系统内(下图所示),适配器与连接头拧紧后读数,该数据即为接光源端被测产品的插入损耗值。
2、将系统转换至测试回波损耗值档位,被测产品的非光源端悬空,按如下操作后读取,即为被测产品的回波损耗值,操作如下a、尾纤型产品用绕线棒缠绕5圈;b、高回损衰减器在公头端插芯面点匹配油;c、插芯套组件类产品直接读数。
3、记录测试的插入损耗值和回波损耗值。
六、工艺要求:FC/PC先测试选出最小插入损耗值方向后,用上定位环工装将定位环上到位。
编制校对审核。
光缆生产工艺的工艺流程
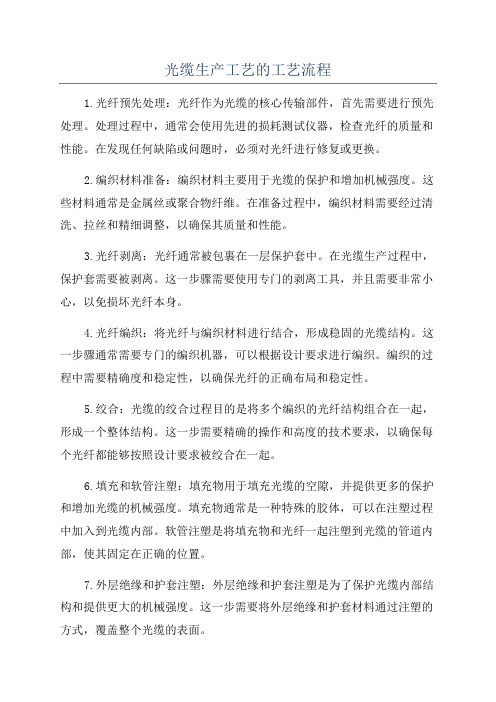
光缆生产工艺的工艺流程1.光纤预先处理:光纤作为光缆的核心传输部件,首先需要进行预先处理。
处理过程中,通常会使用先进的损耗测试仪器,检查光纤的质量和性能。
在发现任何缺陷或问题时,必须对光纤进行修复或更换。
2.编织材料准备:编织材料主要用于光缆的保护和增加机械强度。
这些材料通常是金属丝或聚合物纤维。
在准备过程中,编织材料需要经过清洗、拉丝和精细调整,以确保其质量和性能。
3.光纤剥离:光纤通常被包裹在一层保护套中。
在光缆生产过程中,保护套需要被剥离。
这一步骤需要使用专门的剥离工具,并且需要非常小心,以免损坏光纤本身。
4.光纤编织:将光纤与编织材料进行结合,形成稳固的光缆结构。
这一步骤通常需要专门的编织机器,可以根据设计要求进行编织。
编织的过程中需要精确度和稳定性,以确保光纤的正确布局和稳定性。
5.绞合:光缆的绞合过程目的是将多个编织的光纤结构组合在一起,形成一个整体结构。
这一步需要精确的操作和高度的技术要求,以确保每个光纤都能够按照设计要求被绞合在一起。
6.填充和软管注塑:填充物用于填充光缆的空隙,并提供更多的保护和增加光缆的机械强度。
填充物通常是一种特殊的胶体,可以在注塑过程中加入到光缆内部。
软管注塑是将填充物和光纤一起注塑到光缆的管道内部,使其固定在正确的位置。
7.外层绝缘和护套注塑:外层绝缘和护套注塑是为了保护光缆内部结构和提供更大的机械强度。
这一步需要将外层绝缘和护套材料通过注塑的方式,覆盖整个光缆的表面。
8.测试和质量控制:在光缆生产的最后阶段,需要对制成的光缆进行严格的测试和质量控制。
测试包括损耗测试、光学时域反射测试、拉伸测试和抗压测试等。
只有通过所有的测试,并且符合标准要求,光缆才会被认为是合格的。
除了以上的主要工艺流程外,光缆生产还包括多个辅助工艺流程,如焦点焊接、连接器安装和标识等。
总之,光缆生产的工艺流程是一个复杂而精细的过程,需要严格的操作和高度的技术要求,以确保光缆的质量和性能。
成套生产工艺卡
成套生产工艺卡成套生产工艺卡是指在实际生产过程中,将一整套的生产工艺按照特定的顺序和要求进行记录和标示的工具。
通过成套生产工艺卡的使用,可以保证生产过程的标准化、规范化和高效化,提高产品质量和生产效率。
以下是一个成套生产工艺卡的范例,用来说明工艺卡的内容和格式。
成套生产工艺卡产品名称:XXXXX产品编号:XXXXX批次号:XXXXX操作员:XXXXX日期:XXXXX工序1:原料准备1.1 准备所需原料:XXXXX1.2 检查原料质量,并记录检查结果。
1.3 将原料送至加工区域。
工序2:加工2.1 根据工艺要求,执行加工步骤。
2.2 定期检查加工过程中的关键参数,并记录检查结果。
2.3 检查加工品质量,并记录检查结果。
工序3:组装3.1 将加工好的零部件准备至组装区域。
3.2 根据装配图纸或指导书进行组装操作。
3.3 检查组装质量,并记录检查结果。
工序4:调试4.1 将组装好的产品送至调试区域。
4.2 进行电气连接、参数调整等调试工作。
4.3 检查调试质量,并记录检查结果。
工序5:包装5.1 将调试好的产品送至包装区域。
5.2 根据产品特性选择合适的包装材料,并进行包装。
5.3 检查包装质量,并记录检查结果。
工序6:质量检验6.1 将包装好的产品送至质检部门。
6.2 进行全面的质量检验,包括外观检查、功能检测等。
6.3 记录检验结果,并作出合格或不合格判断。
工序7:入库7.1 根据质检结果,判断产品合格与否。
7.2 合格产品进行入库操作。
7.3 记录入库数量、日期等信息。
备注:1. 所有操作员需严格按照工艺卡要求进行操作,确保操作的准确性和一致性。
2. 所有检查、记录和判定结果需及时填写在工艺卡上,以便追踪和溯源。
3. 工艺卡需定期进行更新和审核,确保其与实际生产工艺的一致性。
4. 若发现工艺卡中的问题或改进点,需及时进行反馈和改进,确保生产工艺的持续改进和优化。
通过成套生产工艺卡的使用,可以使生产过程的每个环节都标准化和可控,确保产品质量和生产效率的稳定和提高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SEFC 文件编号: WI-JS-1-13(010) 标题: Title: 松套管工艺
制订日: 2010-10-12
修订日: 2012-8-24
作 成 审 查 承 认 1、 适用范围 工序:松套管工序 设备:NEXTROM(OFC45)1#、4#、自制改造2#、上海元熹3# 2、 职责 工艺工程师:负责此标准的制订,修改及解释; 操作员工:遵守及执行此标准, 并提出合理建议。 3、定义 松套管余长 =
松套管偏心率 = 4、原材料
5. 挤出模具、过滤网的安装
6. GYTA/S、GYTA/S/Y 53、GYFTY/A/S、GYXTW系列制造条件
%100*-套管长套管长)平均值(光纤长%100*最大壁厚
最小壁厚
材料名称PBT油膏色母料上
模芯nipple、模套die、充油针needle安装顺序依次为○160目○2120目○380目
0~0.3mm
Nippele0~0.3mm
DieJelly needle
牵引N收线N内模外模3.5±24±26.0/5.08.83.5±24±26.0/5.08.84±25±26.0/5.08.84±25±26.0/5.08.84±25±26.0/5.08.84±25±26.0/5.08.8适用 层绞式(GYTA/SGYTA/S/Y 53)产品型号中心束管式(GYXTW)Φ1.8非金属结构(GYFTY/A/S)0.35±0.05270~2802.50±0.05270~2800.6±0.22.5/2.0270~2800.6±0.40.6±0.20.35±0.05Φ2.58~120.6±0.22.8/2.3270~2802~6Φ2.58~122.50±0.10.30±0.05Φ2.12~62.10±0.050.30±0.050.6±0.22.2/1.71.80±0.050.6±0.42.8/2.30.5±0.23.0/2.4270~280Φ2.88~122.8±0.050.4±0.052.5±0.5±0.2(mm)(m/min)Φ2.82~62.8±0.050.4±0.054.0±0.50.5±0.23.0/2.4270~280挤塑模具±0.2(mm)(mm)求(‰)放纤bar/g余长要张力管壁厚芯数径(mm)规格适合束管外机台1#充油针管生产线速度(mm) 文件编号: WI-JS-1-13(010)
第 2 页 共 5页 6-1. 单轮牵引上松套管圈数: 6~8圈 履带牵引压力:0.15±0.05MPa(1#、4#) 7. GYDTA/S、GYFDTY系列制造条件
220±30292065~7065~70Φ5.912F×85.9±0.10.50±0.114.0/12.017.57.0/6.06.0/5.0-4.02.9×3.52.9×3.5220±30292014.0/12.017.57.0/6.06.0/5.0-4.0Φ5.612F×75.6±0.10.50±0.1220±30202065~7065~70Φ5.312F×65.3±0.10.45±0.114.0/12.017.56.0/5.05.0/4.0-3.52.6×3.52.6×3.5220±30181814.0/12.017.56.0/5.05.0/4.0-3.5Φ5.112F×55.1±0.10.45±0.1220±30181865~7065~70Φ4.912F×44.9±0.10.40±0.113.0/11.016.55.0/4.05.0/4.0-3.51.6×3.51.6×3.5220±30181813.0/11.016.55.0/4.05.0/4.0-3.5Φ4.712F×34.7±0.10.40±0.1220±30151565~7065~70Φ4.512F×(1~2)4.5±0.10.35±0.113.0/11.016.55.0/4.05.0/4.0-3.51.6×3.51.8×1.9220±30151511.0/9.014.85.0/4.04.0/3.0-2.5Φ4.16F×64.1±0.10.40±0.1220±30141265~7065~70Φ3.86F×53.8±0.10.40±0.111.0/9.014.84.0/3.04.0/3.0-2.51.8×1.91.4×1.9220±301098.0/6.011.04.0/3.04.0/3.0-2.5Φ3.56F×43.5±0.10.40±0.1220±3010965~7065~70Φ3.26F×33.2±0.10.35±0.18.0/6.011.04.0/3.04.0/3.0-2.51.4×1.91.1×1.9220±30998.0/6.011.04.0/3.04.0/3.0-2.5Φ3.06F×(1~2)3.0±0.10.35±0.1生产线速(m/min)内模外模充油管导纤针放带(g)牵引收线挤塑模具±0.5(mm)针管±0.2(mm)规格(mm)适合芯数(带芯数×根数)束管外径(mm)管壁厚(mm)并带模±0.1(mm)
张力(±5N)
65~70Φ6.412F×86.4±0.10.50±0.114.0/12.017.57.0/6.06.0/5.0-4.52.9×3.5220±303020
Φ5.612F×65.6±0.10.45±0.114.0/12.017.56.0/5.05.0/4.0-3.52.6×3.5220±30202065~70
Φ4.912F×34.9±0.10.40±0.113.0/11.016.55.0/4.05.0/4.0-3.565~701.6×3.5220±301818
牵引N收线N内模外模4±25±24.8/6.29.84±25±24.8/6.29.84±25±24.8/6.29.84±25±24.8/6.29.84±25±25.0/6.08.84±25±25.0/6.08.84±25±25.0/6.08.84±25±25.0/6.08.83.5±24±25.0/4.07.53.5±24±25.0/4.07.54±25±25.0/4.07.54±25±25.0/4.07.54±25±25.0/4.07.54±25±25.0/4.07.5适用产品型号±0.2(mm)(m/min)挤塑模具±0.2(mm)(mm)求(‰)放纤bar/g余长要张力管壁厚芯数径(mm)规格适合束管外0.6±0.4机台充油针管生产线速度(mm)0.30±0.0570±202.5/2.0200~210Φ1.82~61.80±0.05Φ2.58~122.50±0.0570±202.8/2.3200~2100.35±0.05非金属结构(GYFTY/A/S)
Φ2.12~62.10±0.05Φ2.58~122.50±0.10.30±0.05 层绞式(GYTA/SGYTA/S/Y 53)0.6±0.470±202.8/2.30.35±0.0570±203.0/2.4200~210
200~210
2#
层绞式(GYTA/SGYTA/S/Y 53)
Φ1.82~61.80±0.050.30±0.050.6±0.450±202.4/1.9220~240
Φ2.58~122.50±0.050.35±0.0550±202.7/2.2220~24050±202.4/1.9非金属结构(GYFTY/A/S)Φ2.12~62.10±0.05220~240Φ2.58~122.50±0.10.35±0.0550±203.0/2.4220~2400.30±0.050.6±0.4
3#
中心束管式(GYXTW)
Φ2.82~64#2.8±0.050.4±0.054.0±0.50.5±0.23.0/2.4220~240
Φ2.88~122.8±0.050.4±0.052.5±0.50.5±0.23.0/2.4220~2400.6±0.22.2/1.7 层绞式(GYTA/SGYTA/S/Y 53)Φ1.82~61.80±0.05220~240Φ2.58~122.50±0.050.35±0.050.6±0.22.8/2.3220~2400.30±0.050.6±0.4
0.6±0.22.5/2.0非金属结构(GYFTY/A/S)Φ2.12~62.10±0.05220~240Φ2.58~122.50±0.10.35±0.050.6±0.22.8/2.3220~2400.30±0.050.6±0.4 文件编号: WI-JS-1-13(010)
第 3 页 共 5页 8. GYDXTW系列制造条件
9. 技术要求 9-1. 挤出机温度设定(待机温度:150±10℃)
9-2. PBT干燥温度及时间设定 干燥箱温度:120±10(℃); 干燥时间≥4小时; 9-3. 色母料与PBT配比: ◆ 色母料与PBT按照色母料配比值进行配比。
◆ 显示屏幕设定添加比例:6~9rpm;270m/min(2.5mm松套管)、270m/min(1.8mm松套管);在公差范围内,依据实际颜色适当调整,超过此范围需得到工程师的同意。 9-4. 履带牵引机张力和收线张力的设定以张力摆杆上刻度值为准: Φ1.8mm松套管:5±0.5(N); Φ2.1mm松套管:4±0.5(N); Φ2.5mm松套管:6±0.5(N);Φ2.8mm松套管:7±0.5(N)。 9-5. 排线节距标称值:;1.8mm松套管设定值为1.0mm;2.1mm松套管设定值为1.2mm;2.5mm松套管设定值为1.5mm。 9-6. 当螺杆实际生产转速超过默认线速挤出机转速最高范围值或生技有要求时需要更换过滤网;螺杆的清洗根据生技的要求执行。
Z5H1250±10公差温度℃250255255255255255温区Z1Z2Z3Z4H2色母料颜色兰棕、红、黑桔、绿、白、黄、紫、粉红、青绿灰类型浓淡浓11淡浓淡浓32淡色母料比例111111
79本色PBT比例868664.53775.54配比后净重量9
180±30110±1025±565~7065~70Φ7.912F×(9~10)7.9±0.10.60±0.115.0/13.018.08.0/7.06.0/5.0-4.04.3×3.51.6×3.5180±3050±517±565~7065~70Φ5.98F×(7~8)5.9±0.10.50±0.1Φ5.712F×(1~2)5.7±0.10.45±0.145±542±517±514±565~709.0/7.09.0/7.012.512.57.0/6.05.0/4.05.0/4.0-3.55.0/4.0-3.52.8×2.410±510±510±565~7065~7065~70180±30180±30180±3015±532±532±53.5/2.5-2.04.0/3.0-2.54.0/3.0-2.51.1×1.31.8/1.4×1.92.2×1.911.011.012.54.0/3.05.0/4.05.0/4.00.45±0.18.0/6.08.0/6.09.0/7.03.5±0.14.5±0.10.35±0.10.40±0.165~7065~70Φ3.5Φ4.5Φ5.34F×(1~4)6F×(1~6)6F×(7~8)5.3±0.132±532±510±512±536±512±51.1×2.41.6×2.4180±30180±302.3×2.4180±301.6×3.5180±30180±305.0/4.05.0/4.04.0/3.0-2.54.0/3.0-2.55.0/4.05.0/4.0-3.57.0/6.06.0/5.0-4.08.0/6.08.0/6.011.011.09.0/7.012.513.0/11.016.54.1±0.14.5±0.10.40±0.10.45±0.15.1±0.10.45±0.16.1±0.10.50±0.1Φ4.1Φ4.58F×(1~2)