SMC电缸 LEF工作节拍计算
动力电池生产线节拍平衡计算表
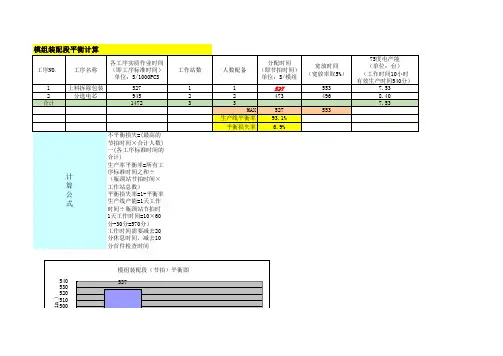
工序NO. 1 2 合计 工序名称 上料拆除包装 分选电芯 各工序实质作业时间 (即工序标准时间) 单位:S/1000PCS 527 945 1472 工作站数 1 2 3 人数配备 1 2 3 分配时间 宽放时间 (即节拍时间) (宽放率取5%) 单位:S/模组 75度电产能 (单位:台) (工作时间10小时 有效生产时间540分) 7.53 8.40 7.53
527
473
55327 生产线平衡率 93.1% 平衡损失率 6.9% 不平衡损失=(最高的节拍时间×合计人数)一(各工序标准时间的合计) 生产率平衡率=所有工序标准时间之和÷(瓶颈站节拍时间×工作站总数) 平衡损失率=1-平衡率 生产线产能=1天工作时间÷瓶颈站节拍时间 1天工作时间=10×60分-30分=570分) 工作时间需要减去20分休息时间,减去10分首件检查时间
模组装配段(节拍)平衡图
DM( 0.01min )
540 520 500 480 460 440
527 473
1 工序
2
89度电产能 (单位:台) (工作时间10小时 有效生产时间540分) 6.31 7.04 6.31
工艺节拍的概念和计算方法
工艺节拍的概念和计算方法
工艺节拍指的是完成一项工艺所需要的时间,包括加工时间、等待时间、运输时间、检查时间等。
工艺节拍的长度直接影响到生产效率和成本,因此必须进行准确计算。
计算工艺节拍的方法有两种:一是根据工艺流程图计算,二是通过实际操作进行测量。
第一种方法需要先绘制出工艺流程图,标注出各个工序的持续时间和关联关系。
然后按照顺序将各个工序的时间相加,得出整个工艺节拍的长度。
第二种方法则需要在实际操作中进行测量。
可以用计时器记录每个工序的时间,或者在流水线上设置传感器进行自动记录。
然后将各个时间相加,得出工艺节拍的长度。
在计算工艺节拍时,需要注意考虑到各种可能的干扰因素,如设备维护、人员调整等,以确保计算结果的准确性。
- 1 -。
生产节拍计算切削用量计算公式
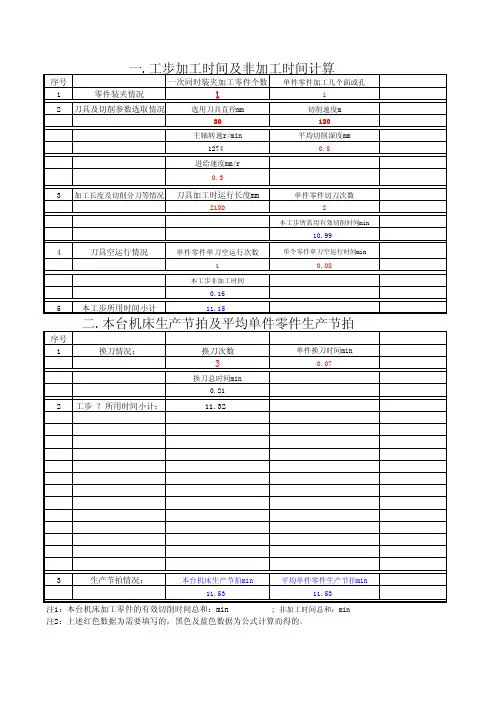
一.工步加工时间及非加工时间计算
序号一次同时装夹加工零件个数单件零件加工几个面或孔1零件装夹情况11
2刀具及切削参数选取情况选用刀具直径mm切削速度m
30120
主轴转速r/min平均切削深度mm
1274 0.5
进给速度mm/r
0.3
3加工长度及切削分刀等情况刀具加工时运行长度mm单件零件切刀次数
21002
本工步所需用有效切削时间min
10.99
4刀具空运行情况单件零件单刀空运行次数单个零件单刀空运行时间min
10.08
本工步非加工时间
0.16
5本工步所用时间小计11.15
二.本台机床生产节拍及平均单件零件生产节拍
序号
1换刀情况:换刀次数单件换刀时间min
30.07
换刀总时间min
0.21
2工步 ?所用时间小计:11.32
3生产节拍情况:本台机床生产节拍min平均单件零件生产节拍min
11.53 11.53
注1:本台机床加工零件的有效切削时间总和:min; 非加工时间总和:min
注2:上述红色数据为需要填写的,黑色及蓝色数据为公式计算而得的。
电缸选型计算
电缸选型计算
电缸选型计算需要根据具体的应用场景和要求进行计算。
以下是一些常见的选型计算方法:
1.计算负载:根据应用场景的负载大小和工作条件,计算出所需的电缸承载力和扭矩。
2.计算行程:根据应用场景的行程要求,计算出所需的电缸行程,并选择合适的行程长度。
3.计算速度:根据应用场景的速度需求和电动机的功率,计算出所需的电缸速度。
4.计算精度:根据应用场景的精度要求和电缸的传动方式,计算出所需的电缸精度。
5.计算寿命:根据应用场景的使用寿命要求和电缸的设计寿命,计算出所需的电缸寿命。
以上几个方面的计算都需要了解应用场景的具体要求,并结合电缸的技术参数进行综合计算选型。
此外,还需要考虑电缸的安装方式、防护等级、接口标准等因素。
在选型时,需要根据实际情况进行对比评估,选择最合适的电缸产品。
精益生产节拍与平衡率的快速计算方法
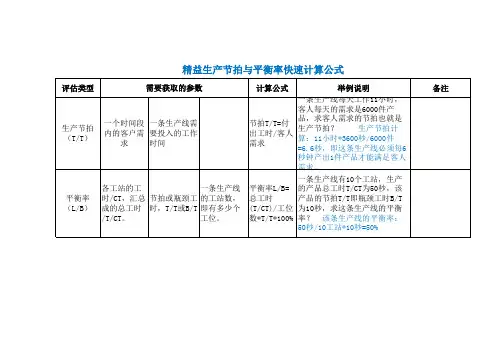
产品的节拍T/T即瓶颈工时B/T
(T/CT)/工位 为10秒,求这条生产线的平衡
数*T/T*100% 率? 该条生产线的平衡率:
50秒/10工站*10秒=50%
备注
客人每天的需求是6000件产
节拍T/T=付 出工时/客人 需求
品,求客人需求的节拍也就是 生产节拍? 生产节拍计 算:11小时*3600秒/6000件 =6.6秒,即这条生产线必须每6
秒钟产出1件产品才能满足客人
需求。
一条生产线有10个工站,生产
平衡率L/B= 的产品总工时T/CT为50秒,该
总工时
精益生产节拍与平衡率快速计算公式
评估类型
生产节拍 (T/T)
平衡率 (L/B)
需要获取的参数
一个时间段 一条生产线需
内的客户需 要投入的工作
求
时间
各工站的工
一条生产线
时/CT,汇总 节拍或瓶颈工 的工站数,
成的总工时 时,T/T或B/T 即有多少个
/T/CT。
工位。
计算公式
举例说明
一条生产线每天工作11小时,
SMC系列电缸控制器简易操作手册

LECP/A6系列电缸简易操作手册LEC系列控制器为SMC开发的新型电缸控制器。
适用范围LE全系列直流步进、直流伺服电机:LES系列电动滑台LEY系列出杆式电缸LEF系列无杆式电缸LER系列电动摆台LEP系列微型电缸LEH系列电动夹爪1、产品特点:①内部可存储64步程序②可实现精确定位、力矩输出2、系统构成(以LES系列电动滑台+LEC系列控制器为例)3、产品结构4、各端口配线及功能详解4-1 CN1端口-DC24V电源接口4-1-1急停信号配线:(注意:常闭信号,闭合时正常使用,断开时急停)4-1-2解锁信号配线:(注意:闭合时解锁,断开时锁紧,适用于带锁型电缸手动解锁用,运动时无需解锁)4-2 CN2端口-电机电源接口/CN3端口-电机编码器接口/CN4端口-通信线缆接口以上3个端口均为标准插头,直接插入端口即可。
4-3 CN5端口-控制I/O 接口 CN5端口用标准线缆示意图:配线图(以NPN 型为例)注意:上表中粗体红字部分的线为必接线,否则电缸无法正常使用。
其余线缆可根据实际需要选接。
输出信号:5、编程软件的安装、使用5-1 编程软件的安装①将软件安装盘放入电脑光驱,然后用通信线缆将电脑与控制器联接。
②系统出现入如图所示提示,按照图中红圈指示操作。
③点击“NEXT”后将出现如下界面,按照图中红圈指示操作。
④点击“NEXT”后将出现如下界面,按照图中红圈指示操作。
⑤点击“FINISH”,完成软件安装。
⑥安装完成后,桌面上将出现如下图标。
双击即可进入编程软件。
5-2 通信端口匹配①在桌面的“我的电脑”图表上点击鼠标右键,选择“属性”,出现如下界面,按红圈指示操作。
②点击“设备管理器”查看系统分配给LEC系列控制器的端口编号(例:COM4),记录下来。
注意:如果在“设备管理器”下面的“端口(COM&LPT)”一栏下没有发现SMC产品项及端口号,请检查“设备管理器”界面下的“端口(COM&LPT)”及“通用总线串行控制器”两项中有无黄色问号项,如果有,则驱动未能完全安装。
生产节拍计算例题
生产节拍计算例题含解答
生产节拍计算通常涉及到生产线上的生产速度、生产周期等参数。
以下是一个简单的例题和解答,假设我们有一个生产线,每小时能够生产一定数量的产品。
我们来计算一下生产节拍。
例题:
假设一条生产线每小时能够生产100个产品,而整个生产流程包括生产、检验、包装等环节,总共需要4个小时完成一个产品的生产周期。
请计算该生产线的生产节拍。
解答:
生产节拍是指每个产品从生产开始到下一个产品开始生产的时间间隔。
它可以通过生产周期和单位时间内的生产数量来计算。
生产节拍= 生产周期/ 单位时间内的生产数量
在这个例子中,生产周期是4小时,单位时间内的生产数量是每小时100个产品。
生产节拍= 4小时/ 100产品/小时= 0.04小时/产品
因此,该生产线的生产节拍为0.04小时/产品。
这表示每个产品的生产时间间隔为0.04小时,或者说每隔0.04小时就可以开始下一个产品的生产。
请注意,实际的生产节拍可能会受到生产线调整、故障维修等因素的影响,因此这只是一个简单的计算示例。
在实际应用中,需要综合考虑多种因素来确定最佳的生产节拍。
自动化生产流水线节拍、设备利用率计算
自动化生产流水线节拍流水线旳负荷系数又称编程效率,其值越大,表白流水线旳生产效率越高。
流水线上总负荷系数可按下列公式计算:η=T/(N×Pt)其中η为负荷系数Pt为生产节拍=计划期有效工作时间/计划期产品产量=原则总加工时间/作业员人数=有限机种旳原则总加工时间/有限机种台数N为工位数T为所有工位完毕一种节拍所用时间之合一般以工作地(机器)作计算单元旳,流水线旳负荷系数不应低于0.75;以操作工人作计算单位旳,其流水线旳负荷系数应在0.85-0.9以上。
举个例子某一新开设旳丁恤衫制衣厂,生产目旳为每日1000件T恤杉、每日工作8h。
生产工序和每个工序旳日产量如表所示工序名称8H产量1装袋3202缝肩10003缝领5004缝袖9505上袖4006上领4807车边10508开门9009钉纽950①计算这条生产线旳生产节拍PtPt=H/Q=8×60/1000=0.48min/件②计算每个工序所需旳原则作业时间,成果如表5-8③计算每个工位所需旳工位数,成果列于表5-8例如,第一种工序旳作业时间第一种工序理论上所需旳工位数=15/0.48=3.1个工序名称作业之间计算工位数实际工位11.5 3.132 0.48 1 13 0.96 2 24 0.51 1.1 151.2 2.5 36 1.0 2.1 270.46 0.9518 0.53 1.1 19 0.511.051合计7.15 14.90 15④计算出理论上该生产线所需旳最小工作位数,即Nmin=[T/Pt]+1=[7.15/0.48]+1=15个⑤计算该生产线平衡后旳平均负荷率η=T/(N×Pt)×100%=7.15/(15×0.53)×100%=89.9&根据工序流程安排生产线,一方面要按照每个工序旳难易限度,计算出各工序所需旳工作位数目,务必使各工序每小时旳总产量大体相似,才干得到一条子衡旳生产线,例1中该生产线平衡后实际旳节拍应为0.53min(瓶颈工作地节拍),平衡后旳工序负荷率为89.9%。
加工节拍的概念和计算方法
加工节拍的概念和计算方法
加工节拍,也叫节拍时间(TAKT time),是生产能力的一种表达方法,指的是每生产一件产品所需要的时间。
这个概念主要用于描述连续完成相同的两个产品(或两次服务,或两批产品)之间的间隔时间,即完成一个产品所需的平均时间。
在流程设计中,如果预先给定了一个流程每天(或其它单位时间段)必须的产出,那么首先需要考虑的就是流程的节拍。
加工节拍的计算方法主要依赖于生产环境的不同,大致可以分为以下三种情况:
1、按顾客需求确定生产节拍。
这种情况下,节拍时间等于可用工作时间除以客户需求数量。
例如,如果客户每天需求960个产品,而每天的生产时间为460分钟,那么生产节拍就是460分钟除以960,等于0.48分钟。
2、根据设备能力确定生产节拍。
例如,如果客户每天需求960个产品,但有一台设备每天只能生产690个产品,那么生产节拍就是460分钟除以690,等于0.67分钟。
3、根据人员生产能力确定生产节拍。
例如,如果客户每天需求960个产品,但其中一道工序只有三名操作员可以胜任,且他们每天只能加工600个产品,那么生产节拍就是460分钟除以600,等于0.77分钟。
需要注意的是,节拍时间的计算取决于生产中的瓶颈环节,可能
因设备、人员等因素而有所不同。
此外,节拍时间制定了一个有规律、可预测的节奏,是形成标准化工作的基础,也是精益生产中进行生产组织的重要指挥棒。
SMC电缸
滚珠 丝杠
LEFS40 200~1000 直流伺服 (DC 24V) LEFS16 LEFS25 100~400 100~600
±0.02
LEFS25S 100~600 交流伺服 (100W/200W LEFS32S 100~800 /400W) LEFS40S 200~1000
产品规格与性能
驱动方 电机规格 式 缸径 行程[mm] 导程 [mm] 48 LEFB16 300~1000 步进电机 LEFB25 (DC 24V) 300~2000 LEFB32 LEFB16A 300~1000 直流伺服 同步带 (DC 24V) LEFB25A 300~2000 最大负载 水平[kg] 垂直[kg] 1 5 14 1 2 5 15 最大速度 [mm/s] 48~1100 48~1400 48~1500 48~2000 ~2000 ~2000 定位精度 [mm]
夹爪式 LEH Series
2爪
Φ10, 16, 20, 25, 32, 40
交流伺服电机
无外壳、带锁
360°回转型
滑台式 LES Series
モータストレート Φ16,Φ25
Φ25
摆台式 LER Series
Φ10, 30, 50
SMC新电缸特点
1-产品多样化
① 执行器种类多样化, ② 执行器配置多样化: 3种电机(步进电机、直流伺服电机、交流伺服电机)
Φ16, 25, 32, 40
非标电机 无电机
ガイド付
Φ16, 25, 32 Φ25, 32
长行程
高刚性导轨型
出杆式 LEY Series
高防护IP65型
Φ16, 25, 32
Φ16, 25, 32
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实际情况
行程S=650mmT1=0.08S
速度V=400mm/ST2=0.08S
加速度=5000mm/S2T3=1.55S
减速度=5000mm/S2S1=16.00mm
S3=16.00mm
S2=618.00mm
Vmax=400.00mm/S
理论节拍T=1.705sec
最大速度Vmax=400mm/S
※在理论节拍时间上加0.2秒的电机整定时间
tv
0.0000.00
0.080400.00
1.625400.00
1.7050.00
1.9050.00
加速时间T1
匀速时间T3
减速时间T2
S1
S2S3
速度V
Accel
T
0.00
100.00
200.00
300.00
400.00
500.00
0.0000.2000.4000.6000.8001.0001.2001.4001.6001.8002.000
速
度
[
m
m
/
s
]
时间[sec]
电缸速度-时间曲线
输入项目
计算結果
Decel