装配质量记录卡8.2.4-08
内审检查记录表共91页word资料

内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№评估:通过√观察项目√不符合×内审检查记录表QR8.2—08 年度№。
ISO9007-2008质量记录管理一览表
表格编号:QR4.2.4-01
悦泉电器有限公司质量记录管理一览表
序号 记录名称 记录编号 QR7.2-04 QR7.2-05 QR7.2-06 QR7.2-07 QR7.3.1-01 QR7.4-01 QR7.4-02 QR7.4-03 QR7.4-04 QR7.4-05 QR7.4-06 QR7.5.1-01 QR7.5.1-02 QR7.5.1-03 QR7.5.2-01 QR7.5.2-02 QR7.5.4-01 QR7.6-01 QR7.6-02 QR8.2.2-01 QR8.2.2-02 QR8.2.2-03 QR8.2.2-04 QR8.2.2-05 QR8.2.2-06 QR8.2.4-01 QR8.2.4-02 QR8.2.4-03 QR8.2.4-04 QR8.2.4-05 QR8.3-01 QR8.3-02 QR8.4-01/03 QR8.5-01 保存部门 销售部 销售部 销售部 销售部 仓库 采购部 采购部 采购部 采购部 采购部 采购部 生产部 生产部 生产部 生产部 生产部 技术部 品管部 品管部 技术部 技术部 技术部 技术部 技术部 技术部 品管部 品管部 品管部 品管部 品管部 品管部 品管部 品管部 品管部 保存限期 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 1年 37 顾客财产问题反馈表 38 顾客满意度调查评估表 39 顾客满意度调查表 40 顾客投诉登记表 41 领料单 42 供方调查表 43 供方评价表 44 年度供方绩效考核评定表 45 请购单或材料订购单 46 采购单 47 合格供方名单 48 生产单 49 生产日报表 50 产品标识牌 51 过程设备确认人员资格鉴定记录表 52 钎焊过程参数记录表 53 客户样品、图纸资料登记一览表 54 监视和测量设备一览表 55 年度监视和测量设备校验计划 56 年度内部质量管理体系审核方案 57 内部质量审核计划 58 内部质量审核检查表 59 不符合项报告 60 内部质量审核报告 61 内审首次/末次会议签到表 62 进料检验记录 63 首件确认表 64 工序巡检记录表 65 成品检验报告 66 质量检查日报表 67 品质异常联络单 68 返工/返修单 69 质量目标达标统计表 70 纠正预防措施通知单
检验程序及记录
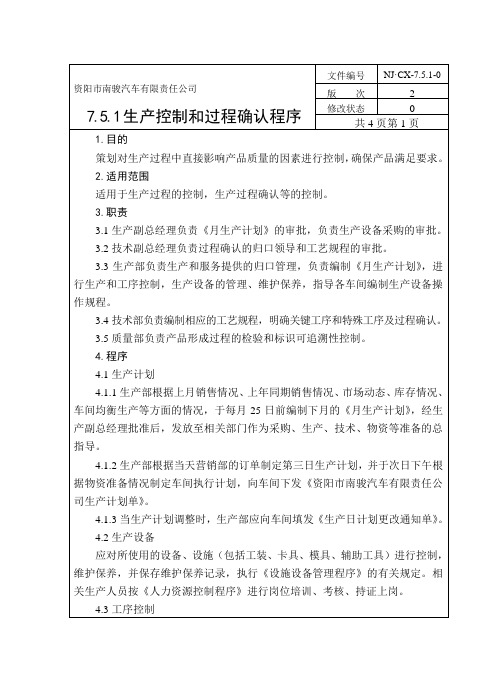
南骏牌拖拉机、农用车发动机变速器合成件装配作业卡编号:NJ·ZL―7.5.3―01-01南骏牌拖拉机、农用运输车装配作业卡编号:NJ·ZL―7.5.3―01-02长头驾驶室装配作业卡编号:NJ·ZL―7.5.3―01-03平头驾驶室装配作业卡编号:NJ·ZL―7.5.3―01-04车厢质量检验卡编号:NJ·ZL―7.5.3―01-05车厢综合评定等级:货厢编号:规格:检验者:检验日期:质量记录清单编号:NJ·ZL-4.2.4-02-01 序号:进货验证记录编号: NJ·ZL―8.3―01-01 序号:紧急(例外)放行产品申请表编号: NJ·ZL―8.3―01-02 序号:换件通知编号: NJ·ZL―8.3―01-03 年月日序号:换件经办人:质检员:报废通知编号: NJ·ZL―8.3―01-04 年月日序号:经办人:质检员:南骏牌拖拉机、农用车、试车调试记录卡产品型号:发动机编号:底盘号:编号:NJ·ZL―8.3―01-05南骏牌拖拉机、农用车整车检验卡产品型号:底盘号:试车里程:发动机型号:发动机编号:试车日期:编号:NJ·ZL―8.3―01-06总检记录卡编号:NJ·ZL―8.3―01-07质检员:年月日工序检验记录编号:NJ·ZL―8.3―01-08 序号:质检员:日期:工序检验记录质检员:日期:工序检验记录·质检员:日期:加工路线单产品:年月日计划人:编号:NJ·ZL―8.3―01-09涂装车间浆灰水磨中涂作业卡编号:NJ·ZL―8.3―01-10工件名称:工件编号:颜色:年月日涂装车间面漆涂装作业卡编号:NJ·ZL―8.3―01-11工件名称:工件编号:颜色:年月日让步申请表不合格品评审报告编号: NJ·ZL―8.3―01-13 序号:退货通知单编号: NJ·ZL―8.3―01-14 序号:质检员:发出时间:。
装配标准卡示范(2)

部
门: 装配车间
责 任 人:各组组长 监 督 者:陈兴伟 要求状态:静动态
图片编号:KDL-ZP-18 1、不良要分类 2、及时清退不良品
凯得利5S标准卡
责 任 区 域
物料区域
部
门: 装配车间
责 任 人:各组组长 监 督 者:陈兴伟 要求状态:静动态
图片编号:KDL-ZP-19 1、物料区域要摆放整齐地面干净。 2、物料要分类摆放。
凯得利5S标准卡
责 任 区 域
五金物料
部
门: 装配车间
责 任 人:各组组长 监 督 者:陈兴伟 要求状态:静动态
图片编号:KDL-ZP-20 1、配件要明确标示。 2、用后归位。 3、必须放在黄线内。 4、方向一致。
装配标准装配工序卡装配工艺卡水泵装配工艺卡高标准农田示范县党员示范岗评选标准党员示范岗标准党员示范岗六好标准标准化示范供电所农业标准化示范区
凯得利5S标准卡
责 任 区 域
垃圾箱
部
门: 装配车间
责 任 人:各组组长 监 督 者:陈兴伟 要求状态:静动态
图片编号:KDL-ZP-01 1、垃圾不能超过三分之二。 2、保持干净。 3、必须放在定位线内。
图片编号:KDL-ZP-06 1、要大气清爽。 2、看板前面不能放物品。 3、内容要清晰。 4、要及时更换内容。
凯得利5S标准卡责 任Fra bibliotek区 域通
道
部 门: 装配车间
责任人:各组组长 监 督 者:陈兴伟 要求状态:静动态
图片编号:KDL-ZP-07 1、清洁干净。 2、保持畅通。 3、物品不得压线。
图片编号:KDL-ZP-15 1、下班后关闭电源后才可走人。 2、注意检查电源。
质量记录清单

3年
33
供方业绩评价表
QR/7.4—03
管理部
3年
34
原材料、外协件进厂检验/验证单
QR/7.4—04
管理部
3年
35
物品采购单
QR/7.4—05
管理部
3年
36
工序流转卡
QR/7.5.1—01
管理部
3年
37
特殊过程确认表
QR/7.5.2—01
管理部
3年
38
培训计划
QR/6.2—01
管理部
3年
39
管理部
3年
46
内审不符合项分布表
QR/8.2.2—05
管理部
3年
47
监控、测量设备台帐
QR/7.6—01
管理部
3年
48
监控、测量设备计量校准计划
QR/7.6—02
管理部
3年
49
监控、测量设备周期检验记录卡
QR/7.6—03
管理部
3年
质量记录清单/续共3页第2页
序号
质量记录名称
质量记录号
保管部门
保存期
3年
6
质量管理体系策划及实施情况检查表
QR/5.4—01
管理部
3年
7
产品实现的策划及实施情况检查表
QR/7.1—01
管理部
3年
8
质量管理体系实施情况检查表
QR/8.2.3—01
管理部
3年
9
公司及部门质量目标分解
QR/5.4—02
管理部
3年
10
质量目标考核表
QR/8.2.3—02
管理部
第8章装配工艺规程制订
(2)统计互换法
条件:相关零件公差平方之和的平方根小于或 等于装配允许公差。
特点:实质是将组成环公差适当放大,零件容易 加工。但有极少 数产品精度超差。只有大批量生 产时,加工误差才符合概 率规律。故统计互换装 配法常用于大批量生产、装配精度要求较高环数 较多(大于4)的情况。
2.选配法
成批生产时还编制部装、总装工艺卡。
在大批量生产中,编制装配工艺卡及装配工序卡
4. 划分装配工序,进行工序设计
主要任务是:
① 划分装配工序,确定工序内容;
② 确定各工序所需设备及工具;
③ 制订各工序装配操作规范;
④ 制订各工序装配质量要求与检验方法;
⑤ 确定各工序的时间定额,平衡各工序的装
配拍;
5.编制装配工艺文件
单件小批生产时,通常只绘制装配工艺系统图。
蜗轮装配中,调整蜗轮和轴承的偏心方向来抵消
误差,提高分度蜗轮工作精度适于在小批生产中
应用。
5.装配方法的选择
误差抵消法 大批量生产装配精度要求较高环数较多的情况
固定调整法
可动调整法 大批量生产精度要求特别高环数少的情况
复合选配法 大批量生产精度要求特别高环数少的情况
分组选配法
用于成批大量生产时组成环不多装配精度很高
情况下。实质是将各组成环公差放大按经济精度 加工,然后选择合适的零件进行装配。
(2)分组选配法(分组互换法)
先将互配零件测量和分组,然后按对应组零
件装配
(3)复合选配法(组内选配法)
先将零件测量分组,然后在组内再直接选配。 配合件组内公差可不等,装配精度可达很高。
产品装配过程检查记录
光源部分
荧光轮L345透镜组装:将荧光轮组入壳体,注意禁止划伤磕碰荧光轮;用两颗螺钉锁付荧光轮组件,锁紧时一手轻推马达,使PW尽量靠壳体外;
合光上盖组装:将上壳组入下壳中(荧光轮排线先折弯,保证盖上盖时不被拉扯到)
光机部分
上盖ASSY:依照上盖放置位置,在对应孔位放置2个透镜压片,用2颗M2*4螺钉紧固。确保透镜压片开口距离为8-10mm。
反光镜Assy:反光镜镀膜面朝外,向基准面靠紧无缝隙,在四个点胶槽涂布UV349,并固化60s,用镊子确认UV胶固化完全。
密封垫粘贴:将DMD光栏依照2处定位销组入主体内,并用2颗M2*3螺钉固定。
工序过程检验记录
NO:
产品名称
激光光源投影机
产品数量
型号
□CQZ-LD06HA,□
规格
100-240Vac,50-60Hz,8A
检验依据
工序过程检验要求
填写说明:若测量得的结果与技术要求相符,则在结果栏内填写“Ⅴ”若不符合则则“Ⅹ”。
工序过程
检验要求
结果
日期
检验员
工序
作业人员
发料
材料发放时应核实关键件/材料的规格型号、技术要求及生产厂或制造商与认证产品一致性。
光源光机合体:将色轮连接件组入光源上,用4颗M2*5螺钉固定;孔位对应正确,螺钉无浮起漏白等现象。将泡棉粘贴在色轮连接盖上,粘贴平整牢固,孔位对应正确;
DMD组装:确认DMD板无明显折痕变形等不良;将4个垫片粘贴在DMD板上(80pin一侧);确认粘贴牢固,平整。
bank导热膏涂布:将导热膏均匀涂抹在铜面上,厚度约2-4mm
质量控制点工序操作指导卡(装配工艺过程卡,质量分析表)
产品型号
HC16型
零件图号
110.10
共1页
产品名称
电动葫芦
零件名称
第一轴装配
第1页
工序号
工序名称
工序内容
装配部门
设备及工艺装配
辅助材料
工时定额
1
清洗
各件清洗干净
装配
清洗槽、毛刷
煤油
2
装轴承
用工频感应器将滚动轴承6308N加热30s,然后装入110.04轴φ40k6轴颈,并与轴承靠紧,直至冷切到轴承内圈与轴颈抱紧为止
装配
工频感应器
3
装止动环
将止动环90装入轴承08N外环的槽中
装配
轴用弹簧卡钳
4
涂油
轴承处涂黄油
装配
黄油
设计
标准化
审核
会签
批准
标记
处数
更改文件号
签字
日期
装配工艺过程卡片
产品型号
HC16型
零件图号
110.20
共1页
产品名称
电动葫芦
零件名称
第二轴装配
第1页
工序号
工序名称
工序内容
装配部门
设备及工艺装配
辅助材料
5
径向跳动
0.02
百分表
1
1
1
A
2
百分表
芯轴校正,外圆径向跳动
3
千分尺
测量磨削外径的尺寸精度
4
粗糙度样板
检测外圆表面粗糙度
设计
审核
标准化
会签
批准
标记
处数
更改文件号
签字
日期
HC16型电动葫芦
QJL J156001-2008 总装检验技术规范
4.1 出厂车的基本要求
1
Q/JL J156001-2008 4.1.1 必须具有整车检验合格证、发动机合格证,外观完好。 4.1.2 提交的车辆必须是总装检验及检测完毕、内部完好无损、车内无杂物和车内外清洁,并经总装 厂检验合格的车辆。 4.1.3 起动加速无异常、震动无异响、怠速稳定。 4.1.4 制动正常、转向灵活无异响。 4.1.5 轮胎气压正常(按作业指导书要求检查气压),轮胎无开裂、鼓包等缺陷。 4.1.6 空调运转正常,出风口的温度达到作业指导书的要求。 4.1.7 车辆的型号、VIN 代码、发动机号、车身号及出厂日期应与车辆相符并符合 GB7258-2004 相关 规定。 4.2 部件检验的技术要求 4.2.1 离合器踏板及拉线 4.2.1.1 离合器接合应平稳,分离应彻底;行驶中不得出现有异响、抖动和不正常的打滑现象。 4.2.1.2 离合器踏板的自由行程(5~10)mm,踏板垫上表面中心到前围板的距离应为(120~146)mm。 4.2.1.3 离合器踏板踏到底时,前围板与踏板臂之间的间隙应不小于 10mm。 4.2.1.4 离合器彻底分离时,踏板力≤150N。 4.2.2 制动踏板 4.2.2.1 制动踏板的踏板上面中心到前围板的距离为(140~160)mm。 4.2.2.2 制动踏板的自由行程为(1~6)mm。 4.2.2.3 液压行车制动在达到规定的制动效能时,踏板行程不应大于踏板全行程的四分之三(120mm)。 4.2.2.4 制动踏板的储备行程不小于 102mm(未发动),不小于 70mm(发动后)。 4.2.2.5 行车制动在产生最大制动效能时的踏板力≤500N。 4.2.3 换挡操纵杆 4.2.3.1 操纵杆置空档时,方向应处中间位置,左右摆动不得超过 10°。 4.2.3.2 操纵杆操纵时应档位清晰,无卡滞、无异响、无干涉等现象。 4.2.3.3 车辆行驶中不得自动脱档或变档。 4.2.4 加速踏板 4.2.4.1 加速踏板自由行程为(1~6)mm,加速踏板力为(30~50)N。 4.2.4.2 加速踏板在全行程内应动作平滑,无卡滞现象,无异响,放松后应回位彻底。 4.2.5 驻车制动 4.2.5.1 当驻车手制动操纵杆在(200±10)N 的拉力作用下,其工作行程为(4~6)个齿。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
装配质量记录卡
SKJ/ZJ8.2.4-08
NO:
型号规格 名称 数量 标识
序号 装配工序 供货方 入库日期 操作者
1
清洗
油缸、活柱体
底座、活塞、手把体
2
涂油
活柱筒、活塞涂油
油缸、底座涂油
3
组装密封件
底座
活塞
手把体
密封件
4
整柱组装
装活柱体与活塞
装油缸与活柱体
复位弹簧
装底座钢丝
装手把体钢丝
装顶盖柱销
5 打标识号,复位检查
6
试验
试验(5号液压油)
密封堵头
7
包装
油泥
防锈漆
白漆
标签
塑料袋
草绳
注:装配前检查零件是否合格。
机台长: 日期: 质检员: 日期: