汽车制造四大工艺简介专题培训课件
汽车制造工艺(四大工艺介绍)

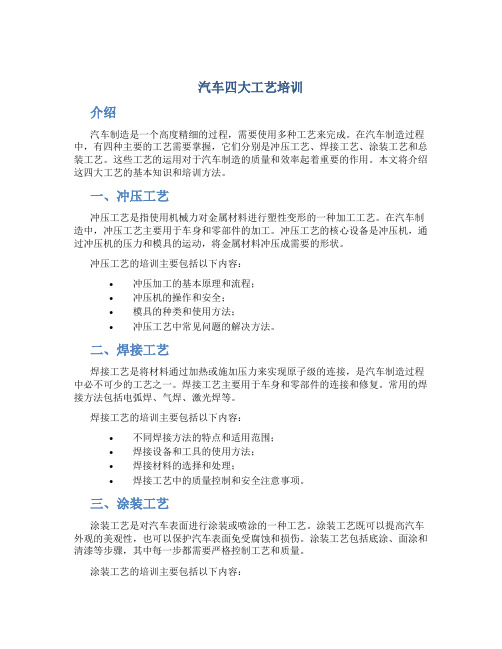
32 强冷
31 烘干
30 放置阻尼板
29 细密封
28
27 粗密封
26 下挂
25 强冷
33 钣金修整
34
35
36
37
38 喷一次中涂
39 烘干
40
48 二道色漆
47 一道色漆
46 精修擦净
45 打磨吹干
44 补红灰
43 烘干
42 喷二次中涂
41
48 二道面漆
47 一道面漆
49 一道罩光漆
冲压工艺
几种汽车覆盖件的冲压工艺 汽车覆盖件的冲压工艺,通常都是由拉深、修边冲孔、翻边整三个基本工序组成;有的还需要落料或冲孔,有的需要多次修边、冲孔或翻边,有的工序还可以合并。因此,对于一个具体的汽车覆盖件来说,要确定其冲压工艺,就必须具体地分析该零件的形状、结构、材料和技术要求,结合生产批量(纲领)和生产设备条件,才能最后确定。
工艺基础:概念
工艺装备 产品制造过程中所用的各种工具的总称。包括刀具、夹具、模具、量具、检具、辅具、钳工工具和工位器具等。 工艺卡片(或作业指导书) 按产品的零、的某一工艺阶段编制的一种工艺文件。他以工序为单元,详细说明产品(或零、部件)在某一工艺阶段的工序号、工序名称、工序内容、工艺参数、操作要求以及采用的设备和工艺装备。包括冲压工艺卡片、焊接工艺卡片、油漆工艺卡片、装配工序卡片。 物料清单(BOM) 用数据格式来描述产品结构的文件。 外协件明细表 填写产品中所有外协件的图号、名称和加工内容等的一种工艺文件。
工艺基础:概念
外购工具明细表 填写产品在生产过程中所需购买的全部刀具、量具等的名称、规格与精度等的一种工艺文件。 材料消耗工艺定额明细表 填写产品每个零件在制造过程所需消耗的各种材料的名称、牌号、规格、重量等的一种工艺文件。 材料消耗工艺定额汇总表 将“材料消耗工艺定额明细表”中的各种材料按单台产品汇总填列的一种工艺文件。 零部件转移卡 填写各装配工序零、部件图号(代号)名称规格等的一种工艺。
汽车制造四大工艺

汽车制造四大工艺随着科学的发展和社会的进步,我国汽车工业从无到有,从小到大,发展成为一个完整的工业体系。
从20世纪50年代初到20 世纪80年代中期,主要生产卡车,到20世纪80年代末才开始生产轿车,轿车工业的真正发展只有二十多年的时间,因此汽车制造技术一直是我国汽车工业中的最薄弱的环节。
为提高我国汽车工业的水平和满足日益增长的人们物质生活需要,应重视汽车制造技术的研究和发展。
而汽车制造的核心就是四大工艺,所以汽车厂家想要发展,就得先把汽车制造四大工艺技术水平提高,才能在市场上有竞争力。
汽车车身制造技术主要包括四大工艺:冲压、焊接、涂装、总装。
冲压是汽车制造工艺中十分重要的一个环节,因为它不仅决定了车身的质量,同时焊接的质量也在很大程度上取决于冲压件的情况。
冲压最重要的是保证质量和精度。
需要放置材料的回弹和开裂。
车身的冲压一般包括制作内覆盖件和外覆盖件。
目前我国整车厂的制作内覆盖件的模具一般由自己完成。
而制作外覆盖件的模具,国内不少整车厂主要外包给国外。
当前,国内的自主品牌整车厂基本都使用点焊作为焊接工艺。
在合资企业,点焊也占了焊接工艺约80%的工作量。
涂装、总装也基本上达到了先进水平,但比起北美和西欧来说,我国的工艺水平还是需要大幅提高。
四大工艺1. 冲压工艺:冲压是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得一定形状、尺寸和性能的零件(冲压件)。
2. 焊接工艺:冲压好的车身板件局部加热或同时加热、加压而接合在一起形成车身总成。
在汽车车身制造中应用最广的是点焊,焊接的好坏直接影响了车身的强度。
3. 涂装工艺:涂装有两个作用,第一、车防腐蚀,第二、增加美观。
涂装工艺过程比较复杂,技术要求比较高。
主要有以下工序:漆前预处理和底漆、喷漆工艺、烘干工艺等,整个过程需要大量化学试剂处理和精细的工艺参数控制,对油漆材料以及各项加工设备的要求都很高。
汽车四大工艺培训
汽车四大工艺培训介绍汽车制造是一个高度精细的过程,需要使用多种工艺来完成。
在汽车制造过程中,有四种主要的工艺需要掌握,它们分别是冲压工艺、焊接工艺、涂装工艺和总装工艺。
这些工艺的运用对于汽车制造的质量和效率起着重要的作用。
本文将介绍这四大工艺的基本知识和培训方法。
一、冲压工艺冲压工艺是指使用机械力对金属材料进行塑性变形的一种加工工艺。
在汽车制造中,冲压工艺主要用于车身和零部件的加工。
冲压工艺的核心设备是冲压机,通过冲压机的压力和模具的运动,将金属材料冲压成需要的形状。
冲压工艺的培训主要包括以下内容:•冲压加工的基本原理和流程;•冲压机的操作和安全;•模具的种类和使用方法;•冲压工艺中常见问题的解决方法。
二、焊接工艺焊接工艺是将材料通过加热或施加压力来实现原子级的连接,是汽车制造过程中必不可少的工艺之一。
焊接工艺主要用于车身和零部件的连接和修复。
常用的焊接方法包括电弧焊、气焊、激光焊等。
焊接工艺的培训主要包括以下内容:•不同焊接方法的特点和适用范围;•焊接设备和工具的使用方法;•焊接材料的选择和处理;•焊接工艺中的质量控制和安全注意事项。
三、涂装工艺涂装工艺是对汽车表面进行涂装或喷涂的一种工艺。
涂装工艺既可以提高汽车外观的美观性,也可以保护汽车表面免受腐蚀和损伤。
涂装工艺包括底涂、面涂和清漆等步骤,其中每一步都需要严格控制工艺和质量。
涂装工艺的培训主要包括以下内容:•涂装工艺的基本流程和原理;•不同涂装材料的特性和使用方法;•涂装设备和喷涂技术的操作;•涂装工艺中的质量控制和环境保护措施。
四、总装工艺总装工艺是将各个零部件组装成完整的汽车的一种工艺。
总装工艺需要将发动机、底盘、车身以及其它零部件进行组装和装配,并进行各种测试和调试工作。
总装工艺对于汽车的质量和性能有着直接影响。
总装工艺的培训主要包括以下内容:•总装工艺流程和装配方法;•不同零部件的安装和调试;•总装工艺中的常见问题和解决方法;•质量控制和最终检验。
汽车车身制造工艺培训课件(ppt 58页)

•
9、一个人即使已登上顶峰,也仍要自 强不息 。上午 2时34 分47秒 上午2时 34分02 :34:472 0.9.12
• 10、你要做多大的事情,就该承受多大的压力。9/12/2
020 2:34:47 AM02:34:472020/9/12
• 11、自己要先看得起自己,别人才会看得起你。9/12/2
1.对冲裁件质量的影响
汽车车身制造工艺学
5
第二章 冲裁工艺
2.对冲裁件尺寸精度的影响 3.对冲模寿命的影响 4.对冲裁时各种力的影响
汽车车身制造工艺学
6
第二章 冲裁工艺 冲裁间隙的确定
汽车车身制造工艺学
7
第二章 冲裁工艺
三、冲裁模刃口尺寸
冲栽凸、凹模刃口(工作部分)尺寸直接诀定了冲栽 件的尺寸和间隙大小,是冲栽模上最重要的尺寸。
1.偏移现象的产生
汽车车身制造工艺学
47
第三章 弯曲工艺 2.偏移产生的原因
汽车车身制造工艺学
48
第三章 弯曲工艺
• 之一
防止偏移的措施
汽车车身制造工艺学
49
第三章 弯曲工艺 • 之二
汽车车身制造工艺学
50
第三章 弯曲工艺 • 之三
汽车车身制造工艺学
51
第三章 弯曲工艺
一、弯曲模结构简介
1.V形件弯曲模
第二章 冲裁工艺
第二章 冲裁工艺 冲裁是分离工序的总称
冲裁工艺
成品零件
准备坯料
汽车车身制造工艺学
成形工序
2
第二章 冲裁工艺
一、冲裁的变形过程
1
弹性变形阶段
2
塑性变形阶段
3
断裂阶段
汽车车身制造工艺学
汽车制造四大工艺

第一章冲压工艺冲压车间简介冲压是轿车生产的龙头工艺。
作为奇瑞公司的开路先锋,冲压车间承担原材料卷料、板料的存放;卷料的开卷剪切;板料的剪切;各车型大、中、小型冲压件的冲压生产;冲压件的存放;废料处理以及设备、模具的日常维修和保养等任务。
第一节冲压车间工艺常识一、冲压车间工艺流程:原材料(板料和卷料)入库→开卷线→大件清洗涂油、小件开卷剪切→A、B、C冲压生产线→安装模具调试首件合格→投入批量生产→合格件防锈→入库二、冷冲压的概念及特点:1、冷冲压是指在常温下,利用安装在压力机上的冲模对材料施加压力,使其产生分离或塑性变形,从而获得所需要零件的一种压力加工方法。
2、冷冲压的特点产品尺寸稳定,精度高,重量轻,刚度好,互换性好,高效低耗,操作简单,易于实现自动化。
三、冷冲压基本工序的分类:冷冲压概括起来分两大类:成形工序和分离工序。
1、成形工序是坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸的冲压件。
成形工序分:拉延、弯曲、翻边、整形等拉延:利用拉延模使平面坯料(工序件)变成开口空心件的冲压工序。
弯曲:将板料、型材、管材或棒材等弯成一定的角度、一定曲率形成一定形状的冲压方法。
翻边:是在坯料的平面部分或曲面部分上使板料沿一定的曲率翻成竖立边缘的冲压成型方法。
2、分离工序是使板料按一定的轮廓线分离而获得一定形状、尺寸和切断面质量的冲压件。
分离工序分:落料、冲孔、切角、修边等落料:使材料沿封闭曲线相互分离,封闭曲线以内的部分作为冲裁件时,称为落料。
冲孔:使材料沿封闭曲线相互分离,封闭曲线以外的部分作为冲裁件时,称为冲孔。
四、各工序名称及其代号:工序名称拉延修边冲孔整形成形翻边切开落料翻孔斜楔冲孔代号DR TR PRC RST FO FL SEP BL BUR CAM-PRC 目前冲压车间生产的零件中,有一部分属于覆盖件,如:发动机罩外板、顶盖、车门等。
五、对覆盖件的要求如下:1.尺寸和形状应符合检具和经过焊装合件匹配的样件。
汽车制造四大工艺 涂装工艺 (1)PPT幻灯片共60页文档

21、静念园林好,人间良可辞。 22、步步寻往迹,有处特依依。 23、望云惭高鸟,临木愧游鱼。 24、结庐在人境,而无车马喧;问君 何能尔 ?心远 地自偏 。 25、人生归有道,衣食固其端。
21、要知道对好事的称颂过于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩愈
23、一切节省,归根到底都归结为时间的节省。——马克思 24、意志命运往往背道而驰,决心到最后会全部推倒。——莎士比亚
25、学习是劳动,是充满思想的劳动。——乌申斯基
谢谢!பைடு நூலகம்