FANUC OM系统参数丢失的处理
FANUC系统的数据备份与恢复
引诱画面的数据备份与恢复一:参数的设定和修正1.按下offset/seting2.按下『setting』,消失setting画面.3.在setting画面中,将PWE=1.消失P/S100报警,暗示参数可以修正.4.按『system』健.5.按“参数”软件健,消失参数画面.6.键入所须要修正的参数号.7.按“搜刮”健,页面直接翻到所须要修正的参数位.8.在MDI方法下,可以修正所须要的参数.9.参数修正后,将设定画面的参数写入呵护开关置0(PEW=0).10.假如修正参数后,消失000号报警,解释必须从新上电后,参数才干生效.二:引诱画面数据的数据备份与恢复1:数据的分区和分类1):ROM-FLASH-ROM,只读存储器,用于存储体系文件和机床厂家的(MTB)文件2):SRAM-静态随机存储器,用于存储用户数据,断电后须要电池呵护,具有易掉性.2:数据的分类1):体系文件-FANUC供给的CNC和伺服掌握软件.2):MTB文件-PMC程序.机床厂家编辑的宏程序履行器等3):用户文件-体系参数.螺距误差抵偿值.加工程序.宏程序.刀具抵偿值.工件坐标系数据.PMC参数等等.3:数据的备份和保管.SRAM数据因为须要电池呵护轻易丧掉,要经由过程“引诱画面BACKUP”方法或”数据输入输出方法“保管前者保存的数据无法用WORD和写字板的软件打开.F-ROM数据相对稳固,不轻易丧掉,但是假如改换主板和存储器时,有可能丧掉,个中的FANUC体系文件可由FANUC公司恢复,但是机床厂家的PMC程序以及用户宏程序履行器很难恢复,所以备份数据十分须要.三:SRAM数据的备份.经由过程体系引诱程序把数据备份到C-F卡中,该法轻便易行,恢复轻易.步调如下:1:CNC-SRAM 的数据备份到C-F卡上.1):启动引诱体系(BOOT SYSTEM)操纵:同时按住软件右端两个健,并接通NC电源.体系就进入引诱画面.用软键『up』.『down』进行选择处理,按软键『select』,并按软键『yes』.『no』确认.2)用软键『up』.『down』选择到“SRAM DATA BACKUP”上,进入到SRAM DATA BACKUP”子画面上,等于SRAM数据的备份画面.(经由过程此功效,可以将体系的用户数据,包含.螺距误差抵偿值.加工程序.宏程序.刀具抵偿值.工件坐标系数据.PMC参数等等全体存储到C-F中,或者今后恢复到CNC中.)3)在该子画面中,第一步:选择“1..SRAM BACKUP”,显示确认的信息.第二步:按『yes』健,就开端保管数据.第三步:假如要备份的文件以及消失在卡中,体系就会提醒是否笼罩原文件?第四步:在“file name”处显示如今正在写入的文件名.第五步:停止后,显示以下信息.请按『select』键.SRAM BACKUP COMPLETE.HIT SELECT KEY.2:C-F卡的数据恢复到CNC SRAM中第一步:选择上述子画面’2.RESTORE SRAM”,显示以下信息,按『yes』键RESTORE SRAM DATA OK?HIT YES OR NO.第二步:体系显示以下确认信息:RESTORE SRAM DATA FROM MEMORY CARD.第三步:正常停止后,显示以下信息,请按软键『select』. RESTORE COMPLETE.HET SELECT KEY.三:F-ROM中数据的拷贝和恢复1:体系F-ROM中数据拷贝到C-F卡中机床厂家编辑的梯形图.manual guide程序或cap程序存储在F-ROM中.步调如下:第一步:进入到引诱体系(boot system)第二步:进入“4 SYSTEM DATA SAVE”画面,就进入到了数据拷贝子画面.该画面中,有存储在快闪存储器的文件名称.第三步:1)把光标移到须要存储的文件名字上,按『select』软键.2)体系显示以下信息SAVE OK?HIT YES OR NO.3)按『yes』开端存储,『no』中断存储.4)存储停止后,显示以下信息,信息的内容包含文件名,确认后按『select』键.FILE SAVE COMPLETE.HIT SELECT KEY.SAVE FILE NAME:PMC-RA.000其他解释:在上述画面中,体系文件和用户文件是有区此外,体系文件有呵护,不成随便拷贝,防止随便破坏.复制原厂商的软键而设防的,而用户文件没有呵护.2:C-FOM中的数据恢复(把C-F卡中的数据加载到数控体系中)第一步:进入引诱区第二步:进入菜单选项“SYSTEM DATA LOADING”,进入画面.存储卡的文件将列表显示,把光标移到所须要的文件,然后按『select』键,显示以下信息:LOADING OK? HIT YES OR NO?按『yes』开端读入.正常停止后,显示以下信息,按『select』LOADING COMPLETE HIT SELECT KEY.四:引诱画面备份数据的留意事项1:进行SRAM DATA BACKUP操纵时,一张卡只能保管一台机床的数据文件,因为不合机床的SRAM备份文件名是雷同的,所以用一张卡同时对两台机床的数据备份时,卡的备份数据将被笼罩.2:SRAM备份数据文件名不成以修正,假如修正了文件名,在进行RESTORE时,体系将无法找到文件(只认体系默认的名称SRAM1-0A.FADB SRAM1-0B.FDB等)3:对于FANUC Oi体系软件,假如是D6C1-07今后的版本,仅能对本机履行SRAM DATA BACKUP操纵,不许可在两台数控体系之间进行SRAM DATA BACKUP操纵.这是因为新版本的软件中含有IF文件,假如两台体系之间进行SRAM DATA BACKUP操纵,会破坏IF文件,产生报警.是以,假如要在多台以上机床之间进行SRAM的数据备份,例如成批调试同型号的机床进行数据拷贝时,应该用数据输入/输出方法保管或备份数据,而不克不及在引诱画面用SRAM DATA BACKUP操纵.经由过程数据输入/输出方法保管.恢复数据●数据输入/输出:NC的数据在NC和外部输入/输出装备(CF卡或RS232-C接口)之间传送.●新增功效:FANUC OiC 16i 18i 21i等可以经由过程显示单元左侧的cf卡接口,进行数据交流.●特色:经由过程RS232C输入/输出方法,可以将数据存入/输出到cf卡中,无需再衔接电缆.外部盘算机操纵以及数据保管安然易行.以下数据可以交流:加工程序.偏置数据.参数螺距误差抵偿数据.用户宏程序变量.PMC参数.PMC程序.●在应用输入/输出装备之前,必须设置好输入/输出参数.一:加工程序的输入/输出:1:加工程序的读入:1):请确认输入装备是否衔接好(盘算机或cf卡),假如是cf 卡,在『setting』画面I/O通道一项中设定I/O=4,假如是RS232C,则依据硬件衔接情形设定I/O=0或I/O=1.2):使体系处于edit方法3):按PROG功效键,显示程序画面或者程序目次画面.4):按下软键『OPRT』(操纵)键.5.6):输入地址O后,输入程序号.7):按下软键『read』或『读入』,然后按『exec』或『履行』键,程序被读入.2:加工程序的输出1):请确认输入装备是否衔接好(盘算机或cf卡),假如是cf 卡,在『setting』画面I/O通道一项中设定I/O=4,假如是RS232C,则依据硬件衔接情形设定I/O=0或I/O=1.2):选定输出文件格局,经由过程『setting』画面指定文件的代码类别(ISO或EIA)3):使体系处于edit方法4):按PROG功效键,显示程序画面或者程序目次画面.5):按下软键『OPRT』(操纵)键.6.7):输入地址O.8):输入程序号.假如输入-9999,则所以的程序被输出.9):按下软键『punch』或『输出』,然后按『push』或『履行』,指定的程序被输出.二:偏置数据(刀具偏置抵偿数据)的输入/输出1:偏置数据的输入.1):请确认输入装备是否衔接好(盘算机或cf卡),假如是cf 卡,在『setting』画面I/O通道一项中设定I/O=4,假如是RS232C,则依据硬件衔接情形设定I/O=0或I/O=1.2):使体系处于edit方法3):盘算机恻预备好须要的程序画面(响应操纵拜见所应用的通信软件解释书).4):按下功效软件『OFFSET/SETTING』,显示刀补画面.5):按下软键『OPRT』(操纵)键.6.7):按下『read』或『读入』软键,然后按『exec』或『履行』键.8):输入操纵完成后,输入数据会显示在画面中.2:偏置数据的输出1):请确认输出装备是否衔接好.2):使体系处于edit方法3):按下功效软件『OFFSET/SETTING』,显示刀补画面.4):按下软键『OPRT』(操纵)键.5.6):按下软键『punch』或『输出』,然后按『exec』或『履行』键.在cf卡中,输出文件的名称为offset.三:参数的输入输出.1:输入参数1):请确认输入装备是否衔接好(盘算机或cf卡),假如是cf 卡,在『setting』画面I/O通道一项中设定I/O=4,假如是RS232C,则依据硬件衔接情形设定I/O=0或I/O=1.2):盘算机恻预备好须要的程序画面(响应操纵拜见所应用的通信软件解释书).3):使体系处于急停状况(EMERGENCY STOP)4):按下功效键『OFFSET/SETTING』5):按下软键『setting』,消失setting画面6):使PEW=17):按下『system』功效键8):按下『PARAM』键,消失参数画面9):按下软键『OPRT』(操纵)键.10.11):按下『read』或『读入』软键,然后按『exec』或『履行』键,参数被读入.12):按下功效键『OFFSET/SETTING』13):按下软键『setting』14):在setting画面中,使PEW=015):割断CNC电源再通电16):解除急停状况2:输出参数1):请确认输出装备是否衔接好.2):经由过程参数指定输出代码(ISO或EIA)3):使体系处于edit方法4):按下『system』功效键5):按下『PARAM』键6):按下软键『OPRT』(操纵)键.7.8):按下软键『punch』或『输出』9):要输出所有的参数,按下『all』,要输出设置为非0的参数,按下『NON-0』软键10):按『exec』或『履行』键11):所有的参数以指定的格局输出在cf卡的显示目次上,输出文件的名称是PARAMETER.四:螺距误差抵偿数据的输入/输出1:输入螺距误差抵偿值1):请确认输出装备是否衔接好.2):盘算机恻预备好须要的程序画面(响应操纵拜见所应用的通信软件解释书).3):使体系处于急停状况(EMERGENCY STOP)4):按下功效键『OFFSET/SETTING』5):按下软键『setting』,消失setting画面6):使PEW=17):按下『system』功效键8. ,然后按软键『PITCH』9):按下软键『10):按下最右边的扩大键.11):按下『read』或『读入』软键,然后按『exec』或『履行』键,参数被读入.12):按下功效键『OFFSET/SETTING』13):按下软键『setting』14):在setting画面中,使PEW=015):割断CNC电源再通电16):解除急停状况2:输出螺距误差抵偿值1):请确认输出装备是否衔接好.2):经由过程参数指定输出代码(ISO或EIA)3):使体系处于edit方法4):按下『5):按下最右边的扩大键. 然后按软键『PITCH』6):按下软键『7):按下最右边的扩大键.8):按下软键『PUNCH』或『传出』键,然后按『EXEC』或『履行』键9):所有的参数按指定的格局输出输出的文件名是:PITCH ERRORPMC数据的输入/输出1:PMC梯形图及PMC参数的输入步调:1):请确认输入装备是否衔接好(盘算机或cf卡),假如是cf 卡,在『setting』画面I/O通道一项中设定I/O=4,假如是RS232C,则依据硬件衔接情形设定I/O=0或I/O=1.2):盘算机恻预备好须要的程序画面(响应操纵拜见所应用的通信软件解释书).3):按下功效键『OFFSET/SETTING』4):按下软键『setting』,消失setting画面5):使PEW=16):按下『system』功效键7):按『PMC』键,画面8):按下最右边的扩大键.9):按『I/O』软键,消失I/O装备画面,解释如下:DEVICE:-输入/输出装配,包含F-ROM.盘算机.FLASH卡等. FUNCTION-读READ,从外设读入数据,写WRITE,向外部输出数据. DATA KIND-输入输出数据的种类,共有两种:LADDER梯形图和PARAMETER参数.FILE NO.-文件名,输出梯形图时的文件名为@PMC-SB.000,输出PMC参数时的文件名是@PMC-SB.PRM.对于梯形图输入:选择DEVICE=M-CARD时,从C-F卡读入数据.选择DEVICE=OTHERS时,从盘算机接口读入数据.10):按『EXEC』软键,梯形图送到CNC D-RAM中11):将D-RAM的数据(梯形图)写到CNC F-ROM中.12):在“PMC诊断画面掌握参数”画面(详见有关操纵)中,把WRITE TO F-ROM(EDIT)=1,反复6)-8)不的操纵,进入I/O装备画面,并将DEVICE=F-ROM(CNC体系的F-ROM),,FUNCTION=WRITE. 13):按『EXEC』键,将D-RAM中的梯形图写入到F-ROM中注:假如不履行11)-13)项,读入的梯形图关电再上电的时刻会丧掉落,所以必定要履行11)-13)项把梯形图写入到体系的F-ROM中.2:PMC梯形图的输出步调:1):履行上述6)-8)操纵.2):消失PMC I/O画面后,将DIVICE=M-CARD或DEVICE=OTHERS. 3):将FUNCTION项选为WRITE,在DATA KIND中选择LADDER. 4):按『EXEC』键,CNC中的PMC程序传送到cf卡或盘算机中. 3:PMC参数输出步调1):履行上述6)-8)操纵.2):消失PMC I/O画面后,将DIVICE=M-CARD或DEVICE=OTHERS. 3):将FUNCTION项选为WRITE,在DATA KIND中选择PARAM. 4):按『EXEC』键,CNC中的PMC程序传送到cf卡或盘算机中.。
法兰克数控加工中心机械零点丢失的处理方法
法兰克数控加工中心机械零点丧失的处理方法法兰克数控加工中心机械零点丧失的处理方法一、涉及参数:#1815 7空 6RON 5APC4APZ3DCR2DCL1OPT0RVS其中APC是绝对或增量编码器选择,1是增量、0是绝对,一般是1。
APZ用于是否建立机械零点坐标系,1是建立、0是不建立。
#1320 XxxxYxxxZxxx记录各轴正方向软行程; #1321XxxxYxxxZxxx记录各轴负方向软行程;#1241 XxxxYxxxZxxx记录换刀时机械零点到各轴换刀点的距离;二、设置机械零点:1、 MDI方式通过OFFSET/SETTING设定界面把写参数这项改为:1可以;2、进入SYSTEM参数设置,翻页到#1815把APZ项全改为0;3、关机重启机床;4、进入手轮方式缓慢把X、Y轴移到新的机械零点位置〔因为以前的机械零点已经丧失,可以参考保护罩的旧痕或伺服电机电流〔不建议〕来确定〕; 5、手轮缓慢抬高Z轴,略高于刀库上罩外表约10mm; 6、用MDI方式将参数#1815把APZ项全改为1; 7、用面板锁匙解开刀库锁;8、用手动方式按TOOLV/MFWD键,刀库向右到达换刀位;9、在刀库对应的刀位上用手安装好没有拉钉的BT40刀柄,主轴卡位方向对齐刀柄卡位;10、手轮方式把Z轴移到刚到卡槽位〔上外表〕;11、屏幕上用相对坐标方式,把屏幕上的Z坐标预置为零〔方便看Z轴的数值〕; 12、进入SYSTEM搜索参数#1241,记录Z轴数值〔如Z -106.456,即机械零点距离换刀点Z轴方向为-106.456。
我们的机床刀库换刀点与X、Y轴无关。
〕;13、手轮方式把Z轴当前位置移高该数值,该位置便是Z轴的机械零点位置;14、用手取下刀库上的刀柄〔记住一定要取下来〕; 15、手动方式按TOOLH/MBWD 键,使刀库向左复位;16、 MDI方式进入SYSTEM参数界面,把参数#1815的APZ项全改为0; 17、关闭刀库锁并拔走锁匙; 18、重启机床;19、 MDI方式进入SYSTEM参数界面,把参数#1815的APZ项全改为1; 20、MDI方式进入OFFSET/SETTING设定界面把写参数这项改为:0不可以; 21、重启机床;22、手轮方式分别移动X、Y、Z三轴到机械零点反方向约200~300mm位置; 23、按回机械零点键,分别把X、Y、Z三轴回机械零点。
FANUC系统参数的输入方法
第五节:FANUC系统参数的输入方法数控系统的参数是机床的重要数据,丢失后将造成机床无法正常运行。
这些数据在运行时,是存储在数控系统的内存中的。
长时间停电期间,参数靠电池保存。
当系统电源受到干扰或电池电压过低时,参数容易丢失或出错。
为此,数据应做出书面或磁盘备份。
当数据一旦丢失时,可以快速恢复数据。
有时,我们也可能仅需要修改部分数据。
下面,我们结合几种典型的系统,说明根据已有备份恢复参数的方法。
一.FANUC 3T系统的手动参数输入(数控车床)该系统数据丢失或出错时,屏幕显示“PARITY ERROR”(校验错误)报警。
这时首先要清除原错误数据,再重新输入。
要注意的是,这时的NC程序也一起被清除掉了。
恢复系统数据和程序的方法是两个人配合做如下操作:1.系统停电。
2.把电箱数控主板上端的“PARAMETER INPUT”(参数输入)开关拨到ON位置。
屏幕出现“PS100”报警。
3.一个人在操作面板MDI键盘上同时按住RESET键和DEL键。
另一个人在数控电箱上启动数控系统。
系统启动后,松开两个键,“校验错误”报警可以消除。
4.按下急停按钮,面板开关选择“手动数据输入(MDI)”方式。
按键盘上PARAMETER键,进入参数画面。
选择参数,相应参数后出现“=”号。
5.逐一输入正确参数,INPUT键确认。
6.参数输入完成后,把前面板“程序保护”钥匙开关打开。
7.按下PROGRAM键,调出程序界面,输入正确程序。
8.把主板“参数输入”和前面板“程序保护”开关关掉。
9.按RESET键复位所有故障。
完成上述操作后,重新启动机床,调试设备。
部分修改数据时,可按照2、4、5、8、9几步进行。
二.FANUC 0系统的参数输入(日平磨床)该系统参数丢失后,不影响数控程序。
因此,恢复数据或修改参数,都可以按如下操作进行:1.面板上选择MDI方式。
2.按下PARAM/DGNOS键,切换到参数界面。
3.翻页到设定参数页面(左上角显示“PARAMETER(SETTING2)),移动光标到“PWE”,键入“1”,用INPUT键确认输入。
FANUC数控系统维修及参数
FANUC数控系统维修及参数2009-8-15 8:41:04 FANUC数控系统维修技巧1由于现代数控系统的可*性越来越高,数控系统本身的故障越来越低,而大部分故障主要是由系统参数的设置,伺服电机和驱动单元的本身质量,以及强电元件、机械防护等出现问题而引起的。
设备调试和用户维修服务是数控设备故障的两个多发阶段。
设备调试阶段是对数控机床控制系统的设计、PLC编制、系统参数的设置、调整和优化阶段。
用户维修服务阶段,是对强电元件、伺服电机和驱动单元、机械防护的进一步考核,以下是数控机床调试和维修的几个例子:例1一台数控车床采用FAGOR80 2 5控制系统,X、Z轴使用半闭环控制,在用户中运行半年后发现Z轴每次回参考点,总有2、3mm的误差,而且误差没有规律,调整控制系统参数后现象仍没消失,更换伺服电机后现象依然存在,后来仔细分析后估计是丝杠末端没有备紧,经过螺母备紧后现象消失。
例2一台数控机床采用SIEMENS81 0T系统,机床在中作中PLC程序突然消失,经过检查发现保存系统电池已经没电,更换电池,将PLC传到系统后,机床可以正常运行。
由于SIEMENS81 0T系统没有电池方面的报警信息,因此,SIEMENS81 0T系统在用户中广泛存在这种故障。
例 3 一台数控车床配FANUCO-TD系统,在调试中时常出现CRT闪烁、发亮,没有字符出现的现象,我们发现造成的原因主要有:①CRT亮度与灰度旋钮在运输过程中出现震动。
②系统在出厂时没有经过初始化调整。
③系统的主板和存储板有质量问题。
解决办法可按如下步骤进行:首先,调整CRT的亮度和灰度旋钮,如果没有反应,请将系统进行初始化一次,同时按RST键和DEL键,进行系统启动,如果CRT仍没有正常显示,则需要更换系统的主板或存储板。
例4一台加工中心TH6 2 40,采用FAGOT80 55控制系统,在调试中C轴精度有很大偏差,机械精度经过检查没有发现问题,经过FAGOR技术人员的调试发现直线轴与旋转轴的伺服参数的计算有很大区别,经过重新计算伺服参数后,C轴回参考点,运行精度一切正常。
法兰克数控加工中心机械零点丢失的处理方法
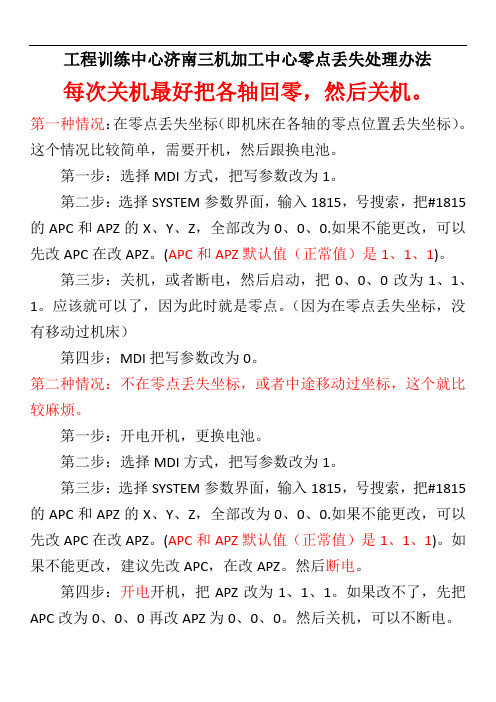
工程训练中心济南三机加工中心零点丢失处理办法每次关机最好把各轴回零,然后关机。
第一种情况:在零点丢失坐标(即机床在各轴的零点位置丢失坐标)。
这个情况比较简单,需要开机,然后跟换电池。
第一步:选择MDI方式,把写参数改为1。
第二步:选择SYSTEM参数界面,输入1815,号搜索,把#1815的APC和APZ的X、Y、Z,全部改为0、0、0.如果不能更改,可以先改APC在改APZ。
(APC和APZ默认值(正常值)是1、1、1)。
第三步:关机,或者断电,然后启动,把0、0、0改为1、1、1。
应该就可以了,因为此时就是零点。
(因为在零点丢失坐标,没有移动过机床)第四步:MDI把写参数改为0。
第二种情况:不在零点丢失坐标,或者中途移动过坐标,这个就比较麻烦。
第一步:开电开机,更换电池。
第二步:选择MDI方式,把写参数改为1。
第三步:选择SYSTEM参数界面,输入1815,号搜索,把#1815的APC和APZ的X、Y、Z,全部改为0、0、0.如果不能更改,可以先改APC在改APZ。
(APC和APZ默认值(正常值)是1、1、1)。
如果不能更改,建议先改APC,在改APZ。
然后断电。
第四步:开电开机,把APZ改为1、1、1。
如果改不了,先把APC改为0、0、0再改APZ为0、0、0。
然后关机,可以不断电。
第五步:开机,把写参数改为0.用手轮方式把各轴移到零点,注意,Z轴的零点应在换刀的位置向上20-30MM。
第六步:然后把1815号参数APZ改为0、0、0。
关机,在开机,把APZ改为1、1、1,同时还要把APC改为1、1、1。
此时就设置好零点了。
但是机床换刀点还未修改。
可以手动移动机床,然后回零试试。
(如果不行,可以多试几次,可能出现反向回零的情况,反正就是这样方法多试几次肯定行)第七步:修改机床的换刀点。
(其实机床的换刀点是基本不变的,但是零点已经改变,而换刀是根据程序O9001来进行的,所以需要更改里面的程序,也就是Z的数值)先把SYSTEM参数界面的#3202里的NE9参数把1改为0,意味着可以修改Z值。
FANUC0i_D机床参数全清手动恢复机床运行方法_谢贺年
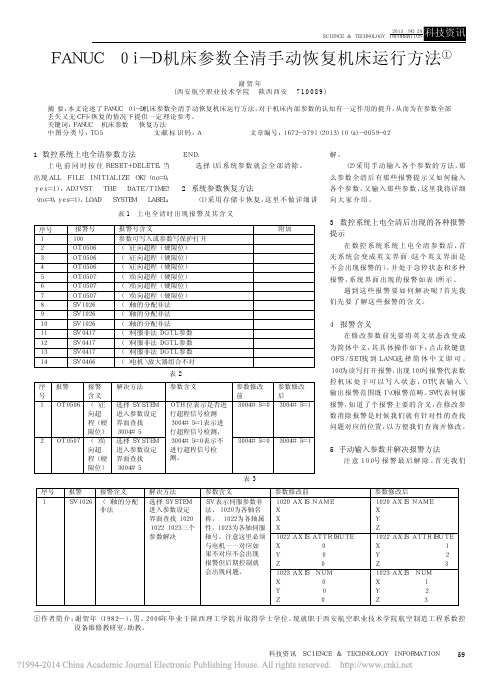
报警号 100 O T 0506 O T 0506 O T 0506 O T 0507 O T 0507 O T 0507 SV 1026 SV 1026 SV 1026 SV 0417 SV 0417 SV 0417 SV 0466
报警号含义 参数可写入或参数写保护打开 ( )正向超程(硬限位) ( )正向超程(硬限位) ( )正向超程(硬限位) ( )负向超程(硬限位) ( )负向超程(硬限位) ( )负向超程(硬限位) ( )轴的分配非法 ( )轴的分配非法 ( )轴的分配非法 ( )伺服非法 D G T L 参数 ( )伺服非法 D G T L 参数 ( )伺服非法 D G T L 参数 ( )电机\ 放大器组合不对
燃 混 合 气 燃 烧 越 完 全 , C O 2的 读 数 就 越 高 , 混合气充分燃烧时尾气中CO2的含量达到 峰值13.5 %~14.8 %。当 发 动 机 混 合 气 出 现 过 浓 或 过 稀 时 , C O 2的 含 量 都 将 降 低 。当 排气管尾部的CO2低于12%时,要根据其他 排放物的浓度来确定发动机混合气的浓或 稀。
工 业 技 术
参数修改后 2022 X 111 Y 111 Z 111 2023 X 8192 Y 8192 Z 8192 2024 X 12500 Y 12500 Z 12500
参数修改后 2020 M O T O R ID X 256 Y 256 Z 257
先解决OT0506\OT0507报警,如下表所示 为 解 决 O T 0 5 0 6 \ O T 0 5 0 7 报警解决方法。解 决该报警在修改完参数后系统必须断大电 既切断系统所有电源并等待1分钟后再开启 方 可 。在 系 统 断 大 电 启 动 后 O T 0 5 0 6 \ O T 0 5 0 7 报警消除。(见表2)
FANUC系统参数设定
发那克900以后参数发那克900以后参数意义900 #5 公英制转换;1,公制#4 主轴模拟/串行输出;1,用离合器#3 手摇轮;1,用901 #7 复合固定循环;1,有#5 倒方角C,倒圆角R;1,有902 #6 用户宏程序A;1,有#5 丝杠螺距误差补偿;1,有#2 恒速切削控制;1,有903 #7 背景编辑;1,有#3 偏置量测定直接输入B;1,有#1 实际主轴转速输出;1,有904 #2 中文显示;1,中文(P23 #3设1)906 #7 外部刀具补偿;0,有#6 自动刀具补偿;0,有#5 刀具形状损失补偿;1,有#0 菜单编程;0,有907 #6 刀尖补偿;1;有#4 加工时间加工品数;1,有909 #1 外部信息;1,有#0 图形显示;1,有911 #3 时间功能;1,有932 #7 MDI—B;1,有#6 表面恒速;1,有#3 用户宏程序B;1,有#2 用户宏程序A;1,有(#2、#3不能同时选择)934 #4 特殊G代码输入;1,有935 #5 出现600号参数;1,有#2 加工复循环;1,有#1 工件坐标系;1,有#0 刀具寿命管理;1,有FANUC-0M系统的传输速率修改方法具体步骤:1、模式选择MDI状态按下“DGNOS PARAM”键;2、按上、下翻页键查找PWE参数(可写入参数)将其原有值0改为1;3、在参数中找到552,将其值改为11,则传输速率变为19200;4、再将PWE改为0。
注意:操作完第2项步骤会出现#100P/S ALARM报警,不用理会,继续执行以下步骤即可。
楼主,你是不懂机床还是拷贝错误:在参数中找到552,将其值改为11,则传输速率变为19200;11是9600波特率10是4800波特率诊断窗口和系统参数的显示和修改方法1.诊断窗口的显示方法(1)按系统操作面板上的:“DGNNOS/PARAM”键,使CRT屏幕上出现“DGNOS”页面,如果出现的是“PARAM”页面,则可再按一次“DGNNOS/PARAM”键或CRT屏幕底部的软操作键“DGNOS”。
FANUC0I系统程序和参数等备份、恢复
1.插入CF卡,按下紧急开关,断电。
2.同时按住屏幕右边的两处软键,上电,至出现启动菜单。
3.用“DOWN”软键移动光标至菜单“7, SRAM DATA UTILITY”,按“SELECT”软键,进入下级菜单。注:下级菜单中,“1, SRAM BACKUP(CNC→CF卡)”为机床系统向CF卡备份;“2, SRAM RESTORE(CF卡→CNC)”为CF卡向机床系统还原。
4.移动光标到菜单“1 备份”或“2 还原”,按“SELECT”软键→按“YES”软键,开始执行。完成后,系统提示完成,按“SELECT”软键确认。
5.用“UP”或“DOWN”软键,将光标移动到菜单“END”,按“SELECT”软键→按“YES”软键确定。
6.系统重启,松开紧急开关,取出CF卡。
数控机床参数故障分析及处理方法
数控机床参数故障分析及处理方法摘要:目前,数控机床的应用越来越广泛,其加工柔性好、精度高、生产效率高等优点,使数控机床应用的得到了推广,从而促进了我国机械制造的发展,并带来巨大经济效益和社会效益。
与之而来的就是数控机床故障与维修的问题,维修迟缓会造成较大的经济损失,因此用较短的时间和较低的维修成本修好有故障的机床是企业所希望的。
本文结合一些数控机床的参数故障诊断与故障处理的具体实例,对数控机床的故障进行系统分析,以供参考。
关键词:数控机床;参数故障;故障处理;实例Abstract: at present, the application of numerical control machine is more and more extensive, the machining flexibility, high precision, high efficient production, advantages, and make the application of numerical control machine expanded, so as to promote the development of the our country machinery manufacturing, and bring huge economic benefits and social benefit. And with the numerical control machine tool is the fault and the problem of maintenance, maintenance delay would cause great economic losses, so in a relatively short period of time and low maintenance cost fix faulty machine tool is the enterprise wants. Based on some of the parameters of the numerical control machine fault diagnosis and troubleshooting specific examples, the numerical control machine fault system analysis, for reference.Key words: the numerical control machine tools; Parameters fault; Troubleshooting; example引言数控机床是装有程序控制系统的自动化机床。
FANUC 常见问题解答
FANUC 常见问题解答•1、DOS版的FAPT LADDER在WIN98下安装,使用直接把文件COPY到计算机的硬盘上,双击FLADDER.EXE即可; 2、在config.sys文件中,加入:device=c:\windows\ansi.sys(您在自己的计算机上搜索一下,看ansi.sys文件在哪个目录下,就写上这个路径)2、关于工件坐标系,丝杠间隙补偿一台数控铣床,FANUC 0m系统,由于丝杠间隙加大,更改535号参数到实测值,加工发现,工件坐标系也偏了。
回原点后加工,发现工件坐标系更改没法实现,改0.001毫米,实际加工时几乎偏了丝杠间隙的量,而不是0.001。
把535改回原来的值,工件坐标系更改就正常了。
改大补偿导致坐标系偏可以理解,导致坐标系改0.001实际偏移0.011不可理解了,请给予解释为感。
那个参数设置不对吗?答:PRM535范围:0 - 2550 (0.001mm)更改后需要重新建立工件坐标系,重新对刀。
3编程和对刀的问题 (BEIJING-FANUC Power Mate O)答:移动指令和T代码不能在同一程序段,须分开。
移动指令和辅助功能在同一程序段时,依照参数设定,可以先执行移动或同时动作。
另外,这两台机床在执行T指令时会移动一个刀具偏置值,这是对的,T代码本身就是执行刀具偏置的 G50 X_ Z_ T_ 的详细说明看操作说明,那上面说的比较详细;还有,刀架不在操作者的对面,这跟国际标准相反,可设定伺服参数改变X轴移动方向,就可使G02、G03、G41、G42是否严格遵照笛卡儿坐标系和右手定则4、关于光栅尺 (FANUC 16M)答:1、 1815#1=02、伺服参数设定画面:Number of velocity pulses:8192Number of position pulses: 125003、设定flexible feed gear(N/M)原则:直到移动距离与实际距离一致。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC OM系统参数丢失的处理(转帖)
数控系统参数是数控机床的灵魂,数控机床软硬件功能的正常发挥是通过参数来设定的。机床的制造精度
和维修后的精度恢复也需要通过参数来调整,所以数控机床没有参数等于是一堆废铁。数控机由于数控系
统参数全部丢失而引起的机床瘫痪,称为“死机”。
“死机”固然可怕,若我们掌握了解决的方法和预防措施,问题就容易了。下面是针对FANUC OM系统出现“死
机”情况的分析和处理。仅供从事数控人员参考。
一、引起“死机”的主要原因。
1、做DNC通讯中,在M51执行动作完成后,M50尚未解除M51时不能执行M30自动断电功能,否则会
出现“死机”现象。
2、在执行M51动作,进行DNC通讯期间若断电,可能会出现“死机”。
3、在更换电池时,没有开机或断电,就会使参数丢失。若长期不开机,电池耗尽,也会丢失参数。
4、误操作,若同时按住Reset及Delete两键,并按电源Power ON,就会消除全部参数。
5、处理P/S报警有时会引起参数丢失。如:处理P/Sl01报警(DNC)执行中断共有三种方法。在前两
种排除不掉报警时,必须要用第三种方法,而最后一种会“死机”。
A:① PEW=1
② Power OFF
③ 同时按Delete Power ON两键
④PWE=O
B: ① PWE=1
② 参数901 =01000100改为0
③ 按DEL键
④ Power OFF
⑤ Power ON
⑥ 参数901 = 010001000
⑦ PWE= 0
C: ① 备份所有PC、NC、DGN参数(会死机)
② Power OFF
③ 同时按RESET POWER ON键,PWE= 1
④ 输入900以上参数,输入NO.1-900参数输入DGN参数
⑤ POWER OFF
⑥ POWER ON
⑦ PWE=0(应按A、B、C序排除,若A、B都不能排除就只有用C方法)
二、“死机”后的状态显示
CRT显示屏上出现如下报警: 417# X AXIS DGTL PARAM 417#、427#、437#报警分别 427# Y AXIS
DGTL PARAM 为X、Y、Z(或第3轴)马达 437# Z AXIS DGTL PARAM 参数设定异常 …… …… 等
417#报警:X轴有以下条件之一,就会造成此警示。
① 在参数NO.8120的马达形式,设定指定范围以外的值。
② 在参数NO.8122的马达旋转方向,未设定正确值(111或-111)
③ 在参数NO.8123马达每一转的速度反馈脉冲数,设定0似下的不正确值。
④ 在参数N0.8124马达每一转的位置反馈脉冲数,设定0以下的不正确值。
427#:Y轴参数分别为NO.8220 NO.8222 NO.8223 NO.8224
427#:Z轴(OM)或第3轴(OT)参数分别为NO.8320 NO.8322 NO.8223 NO.8324 原因是所有轴的设
定参数全部丢失引起各轴伺服报警。此时机床瘫痪,功能尽失。
三、“死机”的具体的处理过程:
如果机床出现“死机”,首先请与机床制造厂商联络。最好在厂方指导下排除故障,恢复运行。下面是本
人实际遇到的问题及取得厂商支持的处理方法:
1、CLEAR(清除)剩余参数 同时按下RESET,DELETE两键,并按Power ON直到CRT显示屏出现版本
号,且变换后才松开。
2、INPUT(输入)参数 选择MDI模式,翻开参数(PARAM)画面,按下急停,打开保护器,PWE=1,然
后输入参数。输入方法有:MDI手动输入和DNC传输两种。
A、手动输入法:依照随机附的参数表一一输入所有参数
①所有PC,NC参数
②以上功能参数
③96N参数
B、DNC输入法: 1) 须先设定
①1SO=1
②参数2.0=1 2.7=0 12.0=1 12.7=0 50=11 51=11(停止位=2)
③参数:250=10 251=10 552= 10 553 = 10(波特率=4800)
④参数:900=00111001(OMC) =00111011(OMF)
⑤参数:901 =01000100 917=10 (画面出现选择条件时选Delete)
⑥参数:38.3=1(半键型先设为“1”,待读人参数后,再设38.3=0) 设定后,若CRT显示屏出现NOT R
eady则不能传输,须重新设定。
2)输入操作:
①MDI模式下,执行M51(DNC开)翻开参数画面,同按下EOB、INPUT两键,CRT右下角出现“SKP”(标
头)闪动。
②PC个人电脑准备好DNC通讯软件(如V24)设置环境参数: COM1:BaudRate =4800 Parity =Non
e Data Bit=8bit Stop Bit =2 Code=130 COM1:BaudRate =4800 Parity:None Data Bit=86bit st
op Bit =2 code=ISO Active Port=COM1 然后敲下“ENTER”键,此时机床CRT上“SKP”变为“INPUT”闪
动,即为正输入参数中。输入完毕执行M50(DNC关),再用手敲人NO.9m以上功能参数。(请依照参
数表)
③传输DGN参数翻开DGN画面即可。
④若有TAPE(纸带)方式,请从TAPE方式直接传输,方法同前所述。
3、试机检验各种功能和机床精度。
1)程序输入完后,先不要移动机床及执行M、S、T功能。
2)将参数:N0.508=0 N0.509=0 NO.510=0(X、Y、z轴原点补正)N0.700、N0.701、N0.702先设为为
99999999。
3)做三轴的手动回零。
4)输入参数NO.508 NO.509 No.510(依照机床参数表)
5)断电后,再送电,再做手动回零(为防撞机,先将各轴移至中间位置)
6)输入参数NO.700 NO.701 NO.702(依照机床参数表)
7)此时完成全部参数设定。可以仔细检查各功能,是否恢复正常,检验机床各项精度。
四、预防“死机”和机床参数做备份的重要性:
数控机床的参数如此重要,一旦丢失会造成死机,严重影响生产。若请厂家来人处理时间很长,费用高,
损失大。如果能及时快速处理,恢复生产,就可以将损失降至最低限度。如何及时处理?只有认真做好以
下预防工作:
1、随机文件附有参数表,一定要交设备部分妥善保管,机床编号要注明;即使用一型号的机床有些关键参
数都不一样。
2、有DNC通讯软件的用户,可以将每台机床的各种参数,输至电脑作备份;并标明该机床的编号有参数
类型。
3、对长期停机的机床应每周开2、3次两小时以上。严格按机床维护说明书的要求和方法,更换电池,应
选用高性能,高容量的电池。
4、在执行M51时,不能执行M30自动断电功能。经常停电的地区停电前供电部门应事先通知。
5、在机床出现P/S报警时需专职维修人员在场处理,严禁非专职人员随便修改参数。
通过以上各项措施可以预防数控机床参数丢失,虽然这种“死机”现象极少发生,且有偶然性, 但万一发生
就会带来极大的损失,因此预防工作必须要做好。若一时不慎而丢失参数请及时与机 床厂家联络,再结合
维护说明将备份参数输入机床,即可恢复运行。