第4章华中系统数控机床的故障诊断与维修
数控机床故障诊断与维修教案

数控机床故障诊断与维修完整版教案第一章:数控机床概述1.1 数控机床的定义与发展历程1.2 数控机床的组成及工作原理1.3 数控机床的分类及应用领域1.4 数控机床的优缺点分析第二章:数控机床故障诊断与维修基本原理2.1 故障诊断与维修的概念2.2 故障诊断与维修的方法2.3 故障诊断与维修的一般流程2.4 故障诊断与维修的注意事项第三章:数控机床故障诊断与维修常用工具与设备3.1 测量工具与设备3.2 维修工具与设备3.3 故障诊断与维修软件及其应用3.4 安全防护设备及措施第四章:数控机床常见故障类型与诊断方法4.1 硬件故障与软件故障4.2 机械故障与电气故障4.3 故障诊断方法:直观诊断法、参数诊断法、信号诊断法、故障树分析法4.4 故障诊断实例分析第五章:数控机床主要部件的维护与维修5.1 数控装置的维护与维修5.2 伺服系统的维护与维修5.3 刀库与刀具系统的维护与维修5.4 数控机床导轨与丝杠的维护与维修第六章:数控机床的电气控制系统6.1 数控机床电气控制系统概述6.2 CNC装置的结构与功能6.3 伺服驱动系统的工作原理与维护6.4 数控机床电气故障诊断与维修第七章:PLC编程与故障诊断7.1 PLC概述及其在数控机床中的应用7.2 PLC编程基础与实例7.3 PLC故障诊断与维修方法7.4 PLC与数控机床故障案例分析第八章:数控机床的液压与气动系统8.1 数控机床液压系统的基本原理与结构8.2 数控机床气动系统的基本原理与结构8.3 液压与气动系统的维护与维修8.4 液压与气动系统的故障诊断与案例分析第九章:数控机床的冷却与润滑系统9.1 数控机床冷却系统的作用与结构9.2 冷却系统的维护与维修9.3 数控机床润滑系统的作用与结构9.4 润滑系统的维护与维修第十章:数控机床故障诊断与维修的综合实践10.1 故障诊断与维修的实践流程10.2 常见数控机床故障案例分析与维修方法10.3 故障诊断与维修的实训项目10.4 故障诊断与维修的技能考核与评价第十一章:数控机床维修案例分析11.1 数控机床维修案例的收集与整理11.2 故障现象的描述与原因分析11.3 维修方案的设计与实施11.4 维修效果的评估与总结第十二章:数控机床维修技术发展趋势12.1 数控机床技术发展的现状与趋势12.2 数控机床维修技术的发展方向12.3 先进维修理念与技术的应用12.4 维修技术培训与人才培育第十三章:数控机床的安全操作与维护13.1 数控机床安全操作规程13.2 数控机床的日常维护与保养13.3 安全防护设备的正确使用与维护13.4 事故预防与应急处理第十四章:数控机床维修成本控制与效益分析14.1 维修成本的构成与控制策略14.2 维修成本效益分析的方法与指标14.3 维修成本控制实例分析14.4 提高维修效益的途径与措施第十五章:数控机床故障诊断与维修的实训与考核15.1 实训项目的设计与实施15.2 实训过程中的指导与评价15.3 故障诊断与维修技能的考核方法至此,整个教案“数控机床故障诊断与维修完整版教案”已完成。
数控机床故障诊断与维修教案
数控机床故障诊断与维修第一章:数控机床概述1.1 课程简介本章主要介绍数控机床的基本概念、分类、特点和应用范围。
使学生了解数控机床的发展历程,掌握数控机床的基本组成和原理,为后续故障诊断与维修课程打下基础。
1.2 教学目标了解数控机床的基本概念和分类掌握数控机床的特点和应用范围掌握数控机床的基本组成和原理1.3 教学内容1.3.1 数控机床的基本概念和分类数控机床的定义数控机床的分类1.3.2 数控机床的特点和应用范围数控机床的特点数控机床的应用范围1.3.3 数控机床的基本组成和原理数控机床的基本组成数控机床的工作原理1.4 教学方法讲授法案例分析法1.5 教学评价课堂问答课后作业第二章:数控机床故障诊断与维修基本原理2.1 课程简介本章主要介绍数控机床故障诊断与维修的基本原理,包括故障诊断的方法、故障类型及维修策略。
使学生掌握故障诊断与维修的基本思路,提高数控机床的维护能力。
2.2 教学目标掌握数控机床故障诊断与维修的基本原理了解故障诊断的方法掌握故障类型及维修策略2.3 教学内容2.3.1 数控机床故障诊断与维修的基本原理故障诊断与维修的意义故障诊断与维修的基本原理2.3.2 故障诊断的方法直观诊断法参数诊断法信号诊断法2.3.3 故障类型及维修策略故障类型维修策略2.4 教学方法讲授法案例分析法讨论法2.5 教学评价课堂问答课后作业小组讨论第三章:数控机床电气系统故障诊断与维修3.1 课程简介本章主要介绍数控机床电气系统故障诊断与维修的方法和技巧。
使学生掌握电气系统故障诊断与维修的基本流程,提高数控机床电气系统维修能力。
3.2 教学目标掌握数控机床电气系统故障诊断与维修的方法和技巧熟悉电气系统故障诊断与维修的基本流程3.3 教学内容3.3.1 数控机床电气系统故障诊断与维修方法故障诊断与维修的一般方法电气系统故障诊断与维修的特殊方法3.3.2 电气系统故障诊断与维修的基本流程故障诊断与维修的准备工作故障诊断与维修的实施步骤故障诊断与维修的注意事项3.4 教学方法讲授法案例分析法实践操作法3.5 教学评价课堂问答课后作业实践操作评分第四章:数控机床机械系统故障诊断与维修4.1 课程简介本章主要介绍数控机床机械系统故障诊断与维修的方法和技巧。
华中数控系统机床常见故障诊断与维修
K A 1
K A 2
( I A 3
KM g AB 源自A6 g K^ T
AS g
K A 9
K ^ l O
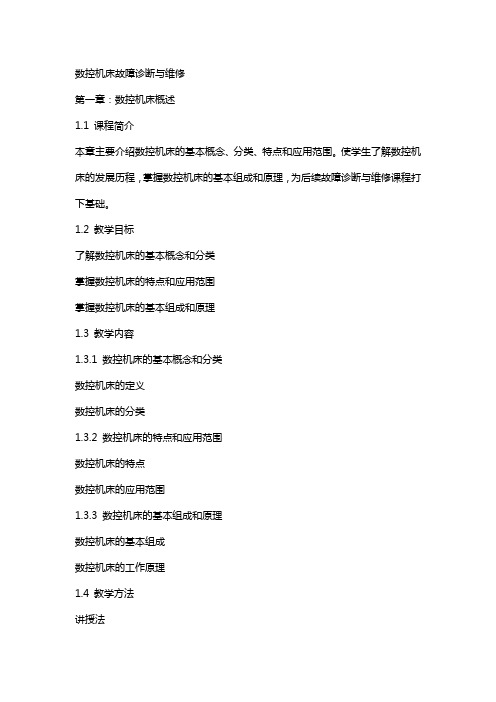
图5 2 3典 型铣床数控 系统 电 气 原理图— 继 电器部分
一
常, 暑假结束 ( 9月份 ) 开 机 试 运 行 即 出现 故 障 , 机 床有 两 个 月没 有 加 电运 行 。 重 新 梳理 思 路 , , 将P L C状态 调 出 , 多 次按 下 、 松 开急 停 按 钮, 仔 细 观察 系统 上 电 时 P L C各 状态 位 , 按下 、 松 开 急停 按 钮 , 中间 继电器 K A 2 要 断开 、 吸合 。安照 操 作 规程 , 每 次 开机 、 关机, 都 需 要 先按 下 急 停 按 钮 , 也 就是 中 间继 电器 K A 2都 要 动 作 , 根据经验 , 经 常运 动 的 部 件故 障 率较 高 。 马上 关 机 断 电 , 换 上 同型 号 的继 电器 , 开 原谅 ! 机, 松开 “ 急停” 按钮 , 系 统正 常 , 故 障得 以解 除 。 分析 : 我 校地 处 江南 , 梅雨 季 节 空气 比较 潮 湿 , 暑 假 有两 个 月 时 参 考 文献 间 没 有 开 机加 电 运 行 , 中 间继 电器 K A 2发 生 了锈 蚀 , 线圈得 电, 发 【 1 】 潘 海 丽. 数 控 机床 故 障分 析 与 维修 ( 第二 版 ) 『 M1 . 西安 : 西安 电子科 光二 极 管 指 示 灯 亮 , “ 发 光 二极 管指 示 灯 亮 ” 显 示 的是 假 动 作 , 此 时 技 大 学 出版社 . 2 0 0 8 . 其常开触点并没有 真正闭合 , 导致 Y 0 . 0 “ 外部运行允许” 信号故障 , [ 2 ] 郑 小年 . 数 控 机 床 故 障诊 断 与 维修 『 M 1 . 武汉 : 华 中科 技 大 学 出版 系统 不 能 复位 , 始 终 处 于急 停 状态 。 社 , 2 0 0 5 . 2 实例 2 作 者简 介 : 汪小宝( 1 9 7 7 , 2 一 ) , 男, 湖 北黄 冈 , 鄂 东职业 技 术 学 院 台C K 6 1 4 0 数控卧式车床 , 采 用 华 中世 纪 星 H N C 一 2 1 T系 统 , 机 械 系讲 师 , 研 究方 向 : 数 控 加 工与 编 程 、 数 控 机 床 故 障 诊 断 与 维 开机 上 电后 显 示 器不 亮 , 黑屏 , 键盘 指 示灯 也 不亮 。 修
华中数控系统常见故障及诊断办法

华中数控系统常见故障及诊断办法目录一.系统类故障判断维修1.故障现象一:系统不能正常启动z屏幕没有显示;z屏幕没有显示但工程面板能正常控制z DOS 系统不能启动z不能进入数控主菜单z进入数控主菜单后黑屏z运行或操作中出现死机或重新启动z开机后系统报坐标轴机床位置丢失2.故障现象二:急停和复位3.故障现象三:系统跟踪误差过大或定位误差过大4.故障现象四:回零(回参考点)故障5.故障现象五: 伺服电机抱闸失效6.故障现象六: 手摇故障二.伺服电机类故障判断维修三.变频或伺服主轴运转故障判断维修z主轴超速或不可控四.机床运行故障判断维修z刀架运转故障五.附表:系统内部报警信息一.系统类故障判断维修1.故障现象一:系统不能正常启动z屏幕没有显示故障原因 措施 参考系统电源不正确 1.检查电源插座(XS1)2.检查输入电源是否正常,应该为AC24V 或DC24V接线极性是否正确参见《世纪星连结说明书》2.3 节亮度调整太低或太高调整亮度调节开关 仅限HNC-18i/19i硬件板卡损坏 需更换系统或送厂维修z屏幕没有显示但工程面板能正常控制故障原因 措施 参考 亮度调整太低或太高调整亮度调节开关 仅限HNC-18i/19i 主板分辨率设置太高 调整主板COMS分辨率参数为640X480液晶屏损坏 需更换系统或送厂维修z DOS 系统不能启动故障原因 措施 参考文件被破坏1.软盘运行系统2.用杀毒软件检查软件系统3.重新安装系统软件CF卡、电子盘物理损坏 更换CF卡、电子盘z不能进入数控主菜单故障原因 措施 参考 系统文件被破坏1.用杀毒软件检查系统2.重新安装系统软件CF卡、电子盘物理损坏 更换CF卡、电子盘z进入数控主菜单后黑屏故障原因 措施 参考接线电源不正确1.检查电源插座2.检查电源电压3.确认电源的负载能力应该不低于100W 参见《世纪星连结说明书》2.3 节系统文件被破坏1.用杀毒软件检查系统2.重新安装系统软件z运行或操作中出现死机或重新启动故障原因 措施 参考参数设置不当重新启动后在急停状态下检查参数,检查坐标轴参数、PMC 用户参数作为分母的参数不应该为0参见《世纪星连结说明书》3.7.3、3.7.7 节1.操作同时运行了系统以外的其 他内存驻留程序2.调用较大的程序3.调用已损坏程序 1.等待2.中断零件程序的调用系统文件被破坏1.用杀毒软件检查系统2.重新安装系统软件 DOS 系统配置文件CONFIG.SYS 中,同时打开的文件数量过少设置为50 或更多FILES=50电源功率不够 1.检查电源插座2.检查电源电压3.确认电源的负载能力应该不低于100W参见《世纪星连结说明书》2.3 节硬件板卡损坏 需更换系统或送厂维修z开机后系统报坐标轴机床位置丢失故障原因 措施 参考18i\19i系统没有专门位置存储芯片任意移动一个坐标轴 仅限HNC-18i/19i坐标轴正在移动中突然关闭系统(非必然性)任意移动一个坐标轴2.故障现象二:急停和复位z系统始终保持急停状态不能产生复位信号故障原因 措施 参考急停回路没有闭合1.检查超程限位开关的常闭触点2.检查急停按钮的常闭触点,若未装手持单元或手持单元上无急停按钮,XS8 接口中的4 和17 脚应短接参见《世纪星连结说明书》2.10 节未向系统发送复位信息 1.检查’’外部运行允许’’的输入端口2.检查PMC 用户参数P[50]是否对应’’外部运行允许’’的输入点PLC软件 检查PLC 程序硬件板卡损坏 需更换系统或送厂维修z系统始终保持复位状态故障原因 措施 参考系统复位需要完成的信号未满足要求1.检查输入端口2.检查电路3.检查电源模块4.检查驱动模块5.检查主轴模块6.检查伺服动力电源空气开关参数设置不当 检查PMC 用户参数P[51]-P[63]是否对应输入点PLC软件 检查PLC 程序硬件板卡损坏 需更换系统或送厂维修z系统可以手动运行但无法切换到自动或单段状态故障原因 措施 参考坐标轴超程检查超程限位开关 参见《世纪星连结说明书》2.10 节系统信号未满足要求 1.检查输入端口2.检查电路3.检查电源模块4.检查驱动模块5.检查主轴模块6.检查刀具夹紧/松开信号7.检查伺服动力电源空气开关参数设置不当 检查PMC 用户参数P[51]-P[63],P[77]是否对应输入点PLC软件 检查PLC 程序硬件板卡损坏 需更换系统或送厂维修3.故障现象三:系统跟踪误差过大或定位误差过大故障原因 措施 参考伺服驱动器未上强电 1.检查电路2.检查电源模块3.检查驱动模块4.检查伺服动力电源空气开关电机编码器反馈电缆与电机强电电缆不一一对应检查电机接线数控装置与伺服驱动器之间的坐标轴控制电缆未接好 检查坐标轴控制电缆 (XS30 XS31 XS32 XS33)坐标轴控制电缆受干扰 1.坐标轴控制电缆应采用双绞屏蔽电缆2.坐标轴控制电缆屏蔽可靠接地3.坐标轴控制电缆尽量不要缠绕4.坐标轴控制电缆与其他强电电缆尽量远离且不要平行布置伺服驱动器特性参数调得太硬或太软 检查伺服驱动器有关增益调节的参数,仔细调整参数参见《伺服驱动器使用手册》伺服驱动器参数错 1.检查伺服驱动器控制方式2.检查伺服驱动器脉冲形式3.检查伺服驱动器电机极对数4.检查伺服驱动器电机编码器反馈线数参见《伺服驱动器使用手册》伺服驱动器未上使能 1.检查输出端口 2.检查电路 3.检查驱动模块系统特性参数不当 2.检查坐标轴的加减速时间常数3.检查坐标轴的反馈电子分子/分母3.检查坐标轴参数中的最高快移速度是否超出了电机额定转速伺服驱动器/电机选型错误 需更换伺服驱动器/电机伺服驱动器/电机损坏 需更换伺服驱动器/电机硬件板卡损坏 需更换系统或送厂维修机械卡死 调整机械4.故障现象四:回零(回参考点)故障z回零(回参考点)时报硬件故障故障原因 措施 参考 伺服电机编码器损坏需更换伺服电机电机编码器反馈电缆未接好或断路 1.检查电机编码器反馈电缆2.需更换电机编码器反馈电缆数控装置与伺服驱动器之间的坐标轴控制电缆未接好或断路 1.检查坐标轴控制电缆2.需更换坐标轴控制电缆硬件板卡损坏 需更换系统或送厂维修z回零(回参考点)时坐标轴无反应故障原因 措施 参考系统参数错1.检查坐标轴参数中的回参考点方式,通常对伺服电机应设为2(+-+)2.检查坐标轴参数中的回参考点快移和定位速度伺服驱动器未上使能 1.检查输出端口2.检查电路3.检查驱动模块伺服驱动器未上强电 1.检查电路2.检查电源模块3.检查驱动模块4.检查伺服动力电源空气开关数控装置与伺服驱动器之间的坐标轴控制电缆未接好或断路 1.检查坐标轴控制电缆2.需更换坐标轴控制电缆PLC软件 检查PLC 程序z回零(回参考点)时坐标轴反向低速移动直到压到超程限位开关 故障原因 措施 参考坐标轴回零(回参考点)开关始终保持闭合 1.检查坐标轴回零(回参考点)开关2. 需更换坐标轴回零(回参考点)开关系统开关量输入电缆接错或短路 1.检查开关量输入电缆2. 需更换开关量输入电缆PLC软件 检查PLC 程序硬件板卡损坏 需更换系统或送厂维修z回零(回参考点)精度差故障原因 措施 参考坐标轴控制电缆受干扰 1.坐标轴控制电缆应采用双绞屏蔽电缆2.坐标轴控制电缆屏蔽可靠接地4.标轴控制电缆尽量不要缠绕5.坐标轴控制电缆与其他强电电缆尽量远离且不要平行布置电机没有可靠接地 检查电机强电电缆电机编码器反馈电缆不可靠 1.需更换电机编码器反馈电缆,应采用双绞屏蔽电缆2.加粗位置反馈电缆中的电源线线径,如采用多根线并用3.电缆屏蔽层可靠接地4.电缆两端加磁环伺服电机编码器损坏需更换伺服电机硬件板卡损坏 需更换系统或送厂维修机械机械连接不可靠 调整机械连接z两次回参考点机床位置相差一个整螺距故障原因 措施 参考坐标轴回零(回参考点)开关信号与进给电机编码器Z 脉冲位置太近调整坐标轴回零(回参考点)开关位置5.故障现象五: 伺服电机抱闸失效z打开急停开关后升降轴自动下滑故障原因 措施 参考参数设置不当 检查PMC 用户参数P[68],增大数值机械配重或平衡装置失效或工作不可靠检查配重或平衡装置伺服电机抱闸机构损坏 需更换伺服电机z伺服电机抱闸无法打开或不稳定故障原因 措施 参考抱闸机构电源不正确 1.检查抱闸机构电源是否正常,应该为DC24V.必须采用 稳定的开关电源供电形式, 严禁采用简易桥式电路供电 2. 接线极性是否正确无开抱闸输出 1.检查输出端口2.检查开关量输出电缆3.检查电路伺服电机抱闸机构损坏 需更换伺服电机PLC软件 检查PLC 程序硬件板卡损坏 需更换系统或送厂维修6.故障现象六: 手摇故障z系统无手摇工作方式故障原因 措施 参考 手持单元未连结到XS8 接口检查XS8 接口手持单元电缆未接好或断路 检查手持单元电缆硬件板卡损坏 需更换系统或送厂维修PLC软件 检查PLC 程序z系统有手摇工作方式但手摇无反应故障原因 措施 参考手持单元电缆未接好或断路1.检查XS8 接口2.检查手持单元电缆 6.检查手摇脉冲发生器5V 电源手摇脉冲发生器损坏 需更换手摇脉冲发生器 手持单元的轴选择开关或倍率开关损坏需更换手持单元 硬件板卡损坏 需更换系统或送厂维修 PLC软件 检查PLC 程序参数设置错 1.检查硬件配置参数:部件型号:5301标识:31配置[0]:72.检查PMC系统参数中手摇0部件号是否与硬件配置参数对应。
华中数控系统常见故障及诊断办法

1华中数控系统常见故障及诊断办法目录一.系统类故障判断维修1故障现象一系统不能正常启动屏幕没有显示屏幕没有显示但工程面板能正常控制DOS 系统不能启动不能进入数控主菜单进入数控主菜单后黑屏运行或操作中出现死机或重新启动开机后系统报坐标轴机床位置丢失2.故障现象二急停和复位3.故障现象三系统跟踪误差过大或定位误差过大4.故障现象四回零回参考点故障5.故障现象五: 伺服电机抱闸失效6.故障现象六: 手摇故障二伺服电机类故障判断维修三变频或伺服主轴运转故障判断维修主轴超速或不可控四机床运行故障判断维修刀架运转故障五附表系统内部报警信息一系统类故障判断维修1故障现象一系统不能正常启动屏幕没有显示故障原因措施参考系统电源不正确1检查电源插座XS1 2检查输入电源是否正常应该为AC24V 或DC24V 接线极性是否正确参见《世纪星连结说明书》2.3 节亮度调整太低或太高调整亮度调节开关仅限HNC-18i/19i 2硬件板卡损坏需更换系统或送厂维修屏幕没有显示但工程面板能正常控制故障原因措施参考亮度调整太低或太高调整亮度调节开关仅限HNC-18i/19i 主板分辨率设置太高调整主板COMS分辨率参数为640X480 液晶屏损坏需更换系统或送厂维修DOS 系统不能启动故障原因措施参考文件被破坏1软盘运行系统2用杀毒软件检查软件系统3重新安装系统软件CF卡、电子盘物理损坏更换CF卡、电子盘不能进入数控主菜单故障原因措施参考系统文件被破坏1用杀毒软件检查系统2重新安装系统软件CF卡、电子盘物理损坏更换CF 卡、电子盘进入数控主菜单后黑屏故障原因措施参考接线电源不正确1检查电源插座2检查电源电压3确认电源的负载能力应该不低于100W 参见《世纪星连结说明书》2.3 节系统文件被破坏1用杀毒软件检查系统2重新安装系统软件运行或操作中出现死机或重新启动故障原因措施参考参数设置不当重新启动后在急停状态下检查参数检查坐标轴参数、PMC 用户参数作为分母的参数不应该为0 参见《世纪星连结说明书》3.7.3、3.7.7 节1操作同时运行了系统以外的其他内存驻留程序2调用较大的程序3调用已损坏程序1等待2中断零件程序的调用3系统文件被破坏1用杀?救砑 觳橄低?2重新安装系统软件DOS 系统配置文件CONFIG.SYS 中同时打开的文件数量过少设置为50 或更多FILES50 电源功率不够1检查电源插座2检查电源电压3确认电源的负载能力应该不低于100W 参见《世纪星连结说明书》2.3 节硬件板卡损坏需更换系统或送厂维修开机后系统报坐标轴机床位置丢失故障原因措施参考18i19i系统没有专门位置存储芯片任意移动一个坐标轴仅限HNC-18i/19i 坐标轴正在移动中突然关闭系统非必然性任意移动一个坐标轴2.故障现象二急停和复位系统始终保持急停状态不能产生复位信号故障原因措施参考急停回路没有闭合1.检查超程限位开关的常闭触点 2.检查急停按钮的常闭触点若未装手持单元或手持单元上无急停按钮XS8 接口中的4 和17 脚应短接参见《世纪星连结说明书》2.10 节未向系统发送复位信息1.检查’’外部运行允许’’的输入端口2.检查PMC 用户参数P50是否对应’’外部运行允许’’的输入点PLC软件检查PLC 程序硬件板卡损坏需更换系统或送厂维修系统始终保持复位状态故障原因措施参考 4 系统复位需要完成的信号未满足要求1 检查输入端口2 检查电路3 检查电源模块4 检查驱动模块5 检查主轴模块6 检查伺服动力电源空气开关参数设置不当检查PMC 用户参数P51-P63是否对应输入点PLC软件检查PLC 程序硬件板卡损坏需更换系统或送厂维修系统可以手动运行但无法切换到自动或单段状态故障原因措施参考坐标轴超程检查超程限位开关参见《世纪星连结说明书》2.10 节系统信号未满足要求1 检查输入端口 2 检查电路 3 检查电源模块4 检查驱动模块5 检查主轴模块6 检查刀具夹紧/松开信号7 检查伺服动力电源空气开关参数设置不当检查PMC 用户参数P51-P63P77是否对应输入点PLC软件检查PLC 程序硬件板卡损坏需更换系统或送厂维修 3.故障现象三系统跟踪误差过大或定位误差过大故障原因措施参考伺服驱动器未上强电1 检查电路2 检查电源模块3 检查驱动模块4 检查伺服动力电源空气开关电机编码器反馈电缆与电机强电电缆不一一对应检查电机接线数控装置与伺服驱动器之间的坐标轴控制电缆未接好检查坐标轴控制电缆XS30 XS31 XS32 XS33 5 坐标轴控制电缆受干扰1 坐标轴控制电缆应采用双绞屏蔽电缆 2 坐标轴控制电缆屏蔽可靠接地3 坐标轴控制电缆尽量不要缠绕4 坐标轴控制电缆与其他强电电缆尽量远离且不要平行布置伺服驱动器特性参数调得太硬或太软检查伺服驱动器有关增益调节的参数仔细调整参数参见《伺服驱动器使用手册》伺服驱动器参数错1 检查伺服驱动器控制方式2 检查伺服驱动器脉冲形式3 检查伺服驱动器电机极对数4 检查伺服驱动器电机编码器反馈线数参见《伺服驱动器使用手册》伺服驱动器未上使能1 检查输出端口2 检查电路3 检查驱动模块系统特性参数不当2 检查坐标轴的加减速时间常数3 检查坐标轴的反馈电子分子/分母3检查坐标轴参数中的最高快移速度是否超出了电机额定转速伺服驱动器/电机选型错误?韪 凰欧 ?电机伺服驱动器/电机损坏需更换伺服驱动器/电机硬件板卡损坏需更换系统或送厂维修机械卡死调整机械4.故障现象四回零回参考点故障回零回参考点时报硬件故障故障原因措施参考伺服电机编码器损坏需更换伺服电机电机编码器反馈电缆未接好或断路1.检查电机编码器反馈电缆 2.需更换电机编码器反馈电缆数控装置与伺服驱动器之间的坐标轴控制电缆未接好或断路1.检查坐标轴控制电缆2.需更换坐标轴控制电缆硬件板卡损坏需更换系统或送厂维修6 回零回参考点时坐标轴无反应故障原因措施参考系统参数错 1.检查坐标轴参数中的回参考点方式通常对伺服电机应设为2- 2.检查坐标轴参数中的回参考点快移和定位速度伺服驱动器未上使能1.检查输出端口2.检查电路 3.检查驱动模块伺服驱动器未上强电1.检查电路2.检查电源模块 3.检查驱动模块 4.检查伺服动力电源空气开关数控装置与伺服驱动器之间的坐标轴控制电缆未接好或断路1.检查坐标轴控制电缆2.需更换坐标轴控制电缆PLC软件检查PLC 程序回零回参考点时坐标轴反向低速移动直到压到超程限位开关故障原因措施参考坐标轴回零回参考点开关始终保持闭合1.检查坐标轴回零回参考点开关 2. 需更换坐标轴回零回参考点开关系统开关量输入电缆接错或短路1.检查开关量输入电缆2. 需更换开关量输入电缆PLC软件检查PLC 程序硬件板卡损坏需更换系统或送厂维修回零回参考点精度差故障原因措施参考坐标轴控制电缆受干扰1坐标轴控制电缆应采用双绞屏蔽电缆2坐标轴控制电缆屏蔽可靠接地 4 标轴控制电缆尽量不要缠绕5 坐标轴控制电缆与其他强电电缆尽量远?肭也灰 叫胁贾?电机没有可靠接地检查电机强电电缆7电机编码器反馈电缆不可靠1.需更换电机编码器反馈电缆应采用双绞屏蔽电缆2.加粗位置反馈电缆中的电源线线径如采用多根线并用3.电缆屏蔽层可靠接地4.电缆两端加磁环伺服电机编码器损坏需更换伺服电机硬件板卡损坏需更换系统或送厂维修机械机械连接不可靠调整机械连接两次回参考点机床位置相差一个整螺距故障原因措施参考坐标轴回零回参考点开关信号与进给电机编码器Z 脉冲位置太近调整坐标轴回零回参考点开关位置5.故障现象五: 伺服电机抱闸失效打开急停开关后升降轴自动下滑故障原因措施参考参数设置不当检查PMC 用户参数P68增大数值机械配重或平衡装置失效或工作不可靠检查配重或平衡装置伺服电机抱闸机构损坏需更换伺服电机伺服电机抱闸无法打开或不稳定故障原因措施参考抱闸机构电源不正确1检查抱闸机构电源是否正常应该为DC24V.必须采用稳定的开关电源供电形式严禁采用简易桥式电路供电2. 接线极性是否正确无开抱闸输出1.检查输出端口 2.检查开关量输出电缆3.检查电路伺服电机抱闸机构损坏需更换伺服电机PLC软件检查PLC 程序硬件板卡损坏需更换系统或送厂维修6.故障现象六: 手摇故障系统无手摇工作方式故障原因措施参考手持单元未连结到XS8 接口检查XS8 接口8手持单元电缆未接好或断路检查手持单元电缆硬件板卡损坏需更换系统或送厂维修PLC软件检查PLC 程序系统有手摇工作方式但手摇无反应故障原因措施参考手持单元电缆未接好或断路1检查XS8 接口2检查手持单元电缆 6 检查手摇脉冲发生器5V电源手摇脉冲发生器损坏需更换手摇脉冲发生器手持单元的轴选择开关或倍率开关损坏需更换手持单元硬件板卡损坏需更换系统或送厂维修PLC软件检查PLC 程序参数设置错1 检查硬件配置参数部件型号5301 标识31 配置07 2检查PMC系统参数中手摇0部件号是否与硬件配置参数对应。
华中数控系统机床回参考点的故障诊断与排除

机床电器 2 1. 02 5
应 用 ・交 流
华 中数 控 系统 机 床 回参 考点 的 故 障 诊 断 与 排 除
张 云 , 瑞 已 刘
( 湖南 工业 职业 技术 学 院 ,12 8 40 0 )
摘要 : 数控机床 回参 考点成不成功直接关 系到数控 机床能否正常工作 。在所 有数控机 床的故 障中 回参考 点故障
重视 。
上安装 磁铁及磁 感 应原 点 开关 或者 接 近开关 , 当磁感 应开关 或接近 开关 检测 到原 点信 号 后 , 服 电动 机立 伺
即停 止运行 , 该停 止点被认做 原点 。 栅点法 的特点是如果 接近原点速度小 于某 一特定
值, 则伺 服 电动机 总是停 止 于 同一 点 , 也就是 说 , 在进 行 回原点操 作后 , 床原 点 的保持 性好 。磁 开关 法 的 机 特 点是软件及 硬件 简单 , 原点 位 置随着 伺 服 电动机 但 速度 的变化 而成 比例地 漂 移 , 即原点 不确定 , 目前 , 大
K e o ds: yw r Hua ho g; CNC a hi o l z n m c ne to ;ba k t h e een e p i ;ful;e i n to c o t e r f r c ont a t lmi ai n
0 引 言
数控 机床 回参 考 点能 够 确定 机床 的原点 , 机床 而 原 点是数 控机床 用 以计算 所 有坐 标值 的基 准 , 以一 所 台数控机 床 的回参 考点成不 成功直接关 系到它 能否 正 常工作 。在所有数控 机床 的故 障 中回参 考点故 障是 属 于故 障频 率较高 的一 类故 障 , 们应 该 对它 予 以高 度 我
(完整版)设计数控机床故障的诊断和维修毕业论文
(完整版)设计数控机床故障的诊断和维修毕业论文职业技术学院2011届毕业生毕业论文数控机床故障的诊断和维修院系:专业:姓名:学号:提交日期:目录一、摘要二、内容一、数控机床故障诊断及维护的意义和要求二、数控机床故障的分类与特点三、数控机床机械结构的故障诊断四、伺服系统的故障诊断五、数控机床电气控制的故障诊断六、数控机床故障诊断及维护的基本要求七、数控机床故障诊断及维护实例三、总结数控机床故障的诊断和维修[一]摘要数控机床是机电一体化紧密结合的典范,是一个庞大的系统,涉及机、电、液、气、电子、光等各项技术,在运行使用中不可避免地要产生各种故障,关键的问题是如何迅速诊断,确定故障部位,并及时排除解决,保证正常使用,提高生产效率。
[二]内容一、数控机床故障诊断及维护的意义和要求1数控机床的故障诊断技术①数控系统自诊断。
开机自诊断数控系统在通电开机后,都要运行开机自诊断程序,对系统中关键的硬件和控制软件进行检测,并将检测结果在CRT上显示出来。
运行自诊断运行自诊断是数控系统正常工作时,运行内部诊断程序,对系统本身、PLC、位置伺服单元以及与数控装置相连的其他外部装置进行自动测试、检查,并显示有关状态信息和故障信息。
②在线诊断和离线诊断。
在线诊断是指通过数控系统的控制程序,在系统处于正常运行状态下,实时自动地对数控装置、PLC控制器、伺服系统、PLC的输入输出和其他外部装置进行自检,并显示状态信息、故障信息。
脱机诊断当数控系统出现故障时,需要停机进行检查,这就是脱机诊断。
脱机诊断的目的是修复系统的错误和定位故障,将故障定位在最小的范围。
远程诊断实现远程诊断的数控系统,必须具备计算机网络功能。
因此,远程诊断是近几年发展起来的一种新型的诊断技术。
数控机床利用数控系统的网络功能通过互联网连接到机床制造厂家,数控机床出现故障后,通过机床厂家的专业人员远程诊断,快速确诊故障。
2数控机床故障的实用诊断方法①诊断常用的仪器、仪表及工具万用表-可测电阻、交、直流电压、电流。
华中数控车床常见故障诊断与维修
毕业论文(设计)题目华中数控车床常见故障诊断与维修学生姓名郝学儒学号 11021717班级 110217专业数控设备应用与维护分院工程技术分院指导教师王锐2013年 11 月 30 日目录摘要 (1)第1章数控车床维修基础 (2)1.1 数控车床维修的基本要求 (2)1.2 故障的分析方法 (4)1.3 维修的基本步骤 (5)第2章华中系统的诊断与维修 (8)2.1 CNC系统的主要故障 (8)C系统软件故障纤细及其成因 (9)C硬件故障现象及其成因 (9)2.4 CNC系统的自诊断 (10)第3章华中数控机床常见故障诊断及维修实例 (11)3.1 数控机床出现急停故障 (11)3.1.1机床一直处于急停状态,不能复位 (12)3.1.2在自动运行的过程中,报跟踪误差过大引起的急停故障 (12)3.1.3伺服单元报警引起的急停 (12)3.1.4主轴单元报警引起的急停 (13)3.2 机床回参考点(回零)故障 (13)3.2.1参考点编码器类故障分析与维修 (13)3.2.2回零重复性差或参考位置偏差 (14)3.2.3参考点位置偏差一个栅格(参考点发生整螺距偏移) (15)3.2.4回参考点时,出现超程报警 (15)3.2.5回参考点过程中出现“软超程”报警 (16)3.3 刀架故障 (16)3.3.1刀架抬起不转动故障 (17)3.3.2刀架旋转不止故障 (18)3.3.3刀架定位不准故障 (18)3.3.4刀架转动不到位故障 (19)3.4 数控机床PLC故障诊断的方法 (19)第4章设计小结 (21)参考文献 (22)致谢 (23)摘要系统可靠性是指数控系统在规定的条件和规定的时间内完成规定功能的能力,故障是指系统在规定的条件和规定的时间内失去了规定的功能。
数控机床是复杂的大系统,它涉及光、机、电、液等很多技术,发生故障是难免的。
机械锈蚀、机械磨损、机械失效,电子元器件老化、插件接触不良、电流电压波动、温度变化、干扰、噪声,软件丢失或本身有隐患、灰尘,操作失误等都可导致数控机床出故障。
数控机床故障诊断与维修项目4 数控机床参数设置和系统数据备份
精品文档
12
项目四 数控机床参数设置和系统数据的备份
2) 操作者的误操作
误操作在初次接触数控机床的操作者中是 经常出现的问题。由于误操作,有的将全 部参数清除,有的将个别参数改变。如操 作FANUCO MC系统时,同时按住RES全部参数。为避免出现这类情况,应对 操作者加强上岗前的业务技术培训及经常 性的业务培训,制订可行的操作规章并严 格执行。
正常情况下,参数应由数控机床专职维修人 员负责修改和记录、管理,操作人员一般 不要修改。
精品文档
10
项目四 数控机床参数设置和系统数据的备份
2.参数丢失的主要原因
数控机床使用过程中,在一些情况下会出现使 数控机床参数全部丢失或个别参数改变的现象 , 造成机床使用异常,因此而形成故障。对这些因 参数引起的故障,需要进行校对并改正,故障才 能排除。机床较长时间使用后部分机械传动的磨 损、松弛,电气参数的改变等不利因素也会引起 的参数不匹配,导致机床的误差增大,在经过检 测确认后,修改调整原来的参数,机床也能恢复 正常精度。
精品文档
5
项目四 数控机床参数设置和系统数据的备份
一、数控系统的参数
1. 系统的参数的类型
1)与数控系统功能有关的参数
是数控装置制造厂商根据用户对系统功能的要求设 定的。其中一部分参数对机床的功能有一定的限 制,并有较高级别的密码保护,这些参数用户不 可轻易修改,否则将会丢失某些功能。
2)用户参数
《数控机床故障诊断与维修》
精品文档
1
项目四 数控机床参数设置和系统数据的备份
项目导入
项
项目分析
目
项目实施
导
航
知识拓展
项目作业
精品文档
数控机床系统故障诊断与维修
OCCUPATION2011 3122数控机床系统故障诊断与维修文/许新伟 王庆民当数控机床发生故障时,要能够迅速定位,进行维修,尽快恢复生产。
如何维护好这些设备,是摆在每位维修人员面前的难题。
维修工作人员应具备高度的责任心与良好的职业道德,经过相关培训,掌握数控、驱动及PLC原理,懂得CNC编程和编程语言,并且具有较强的操作能力。
在维修手段上,应备好常用备品、配件。
一、数控系统的故障诊断1.报警处理(1)系统报警。
数控系统发生故障时,一般在操作面板上给出故障信号和相应的信息。
通常系统相关手册中都有详细的报警号、报警内容和处理方法,维修人员可根据警报后面给出的信息与处理办法自行处理。
(2)机床报警和操作信息。
根据机床的电气特点,应用PLC程序,将一些能反映机床接口电气控制方面的故障或操作信息以特定的标志,通过显示器给出,并可通过特定键,看到更详尽的报警说明。
2.故障诊断(1)仪器测量法。
系统发生故障后,采用常规电工检测仪器、工具,按系统电路图及机床电路图对故障部分的电压、电源、脉冲信号等进行实测判断故障所在,用可编程控制器进行PLC中断状态分析,或者检查接口信号。
(2)诊断备件替换法。
电路的集成规模越来越大,技术越来越复杂。
有时,很难把故障定位到一个很小的区域,可以根据模块的功能与故障现象,用诊断备件替换。
(3)利用系统的自诊断功能。
现代数控系统,尤其是全功能数控,具有很强的自诊断能力,通过实施监控系统各部分的工作,及时判断故障,给出报警信息,做出相应的动作,避免事故发生。
3.用诊断程序进行故障诊断所谓诊断程序,就是对数控机床各部分包括数控系统本身进行状态或故障检测的软件。
当数控机床发生故障时,可利用该程序诊断出故障源所在范围或具体位置。
二、数控系统的常见故障分析1.位置环常见故障包括:位控环报警,可能是测量回路开路;测量系统损坏,位控单元内部损坏;不发指令就运动,可能是漂移过高,正反馈,位控单元故障;测量元件故障,一般表现为无反馈值;机床回不了基准点;高速时漏脉冲产生报警可能的原因是光栅或读头脏了;光栅坏了。